
China Aluminium Casting Supplier Sourcing Guide (mit Qualit?tsbewertung und Checkliste zur Vermeidung von Pits)
Ver?ffentlicht am:2026-05-27 Kategorie:Nachrichten Aufrufe:1871
Zusammenfassung:
Sie suchen eine zuverl?ssige Druckgussgie?erei? Dieser detaillierte Leitfaden für die Beschaffung von Aluminiumgie?ereien in China bietet Ihnen eine ausführliche Erl?uterung des gesamten Prozesses von der Qualifikationsprüfung über die Prozessbewertung bis hin zur Kostenkalkulation. In Kombination mit jahrelanger Erfahrung in der Fertigung hilft Ihnen Ningbo Hexin dabei, die üblichen Fallstricke in der Gie?erei zu vermeiden und qualitativ hochwertige Zulieferbetriebe mit echter Pr?zisionsbearbeitung und strenger Qualit?tskontrolle schnell herauszufiltern. Lesen Sie jetzt eine praktische Checkliste zur Lieferantenbewertung.
Katalog der Artikel[Versteckt]
- Kernentscheidungsrahmen für die Beschaffung von Lieferanten für Aluminiumgu? in China
- Panorama der chinesischen Aluminiumgie?erei-Industrie und Verteilung der Industrie-Cluster
- Vergleich der g?ngigsten Aluminiumgie?verfahren und Auswahlhilfe
- Technische Unterschiede zwischen Niederdruckguss und Schwerkraftguss
- Integrierte Druckgusstechnologie in China Landestatus
- Auswahl von Aluminiumlegierungen und Abstimmung der Materialeigenschaften
- Checkliste zur Qualifizierung und Vor-Ort-Inspektion für qualifizierte Lieferanten
- Qualit?tskontrollsystem für den gesamten Prozess von der Schmelze bis zum fertigen Produkt
- Auswirkungen der internen CNC-Bearbeitung auf die Beschaffungskosten und Vorlaufzeiten
- Die wahre Kostenstruktur der chinesischen Aluminiumgie?erei-Anbieter entschlüsselt
Auf China entfallen etwa 55% der weltweiten Aluminiumgusskapazit?t (laut Statista Aluminium Industry Report), aber weniger als 20% der Fabriken in dieser Lieferkette k?nnen wirklich durchg?ngig einen Cpk≥1,33 liefern.Dieser China Aluminium Casting Supplier Sourcing Guide hat den kompletten Entscheidungsweg von der Prozessauswahl über das Qualifikationsaudit bis hin zur Kostendemontage sortiert, was Ihnen helfen kann, die riskanten Lieferanten von 70% herauszufiltern, bevor Sie Angebote einholen. Dieser Leitfaden für die Beschaffung von Aluminiumguss-Lieferanten hilft Ihnen, die riskanten 70%-Lieferanten herauszufiltern, bevor Sie Angebote einholen, und gibt Ihnen eine Checkliste für die Fabrikinspektion und eine rote Qualit?tslinie, die Sie umsetzen k?nnen.
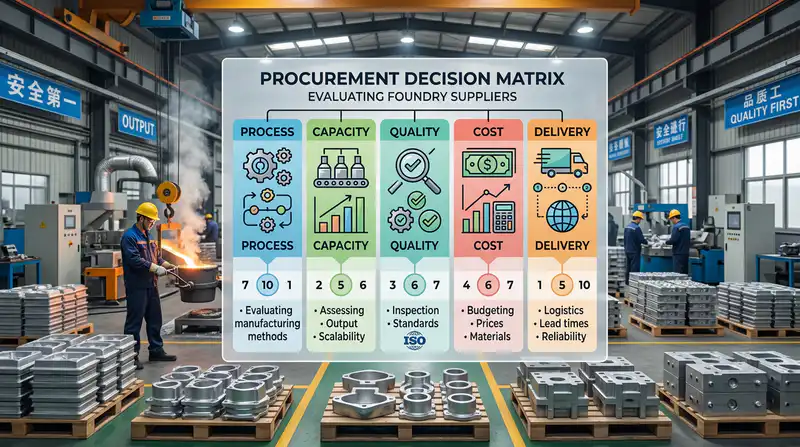
Kernentscheidungsrahmen für die Beschaffung von Lieferanten für Aluminiumgu? in China
Zusammenfassung in einem Satz:Beschaffung von chinesischen Aluminium-Guss-Lieferanten, kann nicht nur auf das Angebot zu suchen, sondern auf die "Prozess-Matching-Grad - Kapazit?t Skala - Qualit?tssystem - Kostenstruktur - Lieferf?higkeit" fünfdimensionalen Modell zur gleichen Zeit Scoring verwenden, sollte jede eindimensionale weniger als 70 Punkte eliminiert werden. Der Kerngedanke dieser China Aluminiumguss Lieferanten Beschaffung Leitfaden ist: w?hlen Sie den falschen Prozess ist mehr fatal als w?hlen Sie die falsche Fabrik, und w?hlen Sie die falsche Fabrik wird das gesamte Projekt zu zahlen mehr 20%-35% versteckten Kosten.
Warum richtet sich der Blick der globalen Beschaffungsbranche nach wie vor auf China? Die Antwort ist nicht einfach nur "günstig". Laut den von Statista ver?ffentlichten Daten zur weltweiten Prim?raluminiumproduktion belief sich Chinas Prim?raluminiumproduktion im Jahr 2023 auf etwa 41 Millionen Tonnen, was mehr als 58% der weltweiten Produktion entspricht. Das bedeutet, dass die gesamte Wertsch?pfungskette – von Rohstoffen über Werkzeugstahl und Zerspanungswerkzeuge bis hin zu W?rmebehandlungs?fen – im Inland in einem geschlossenen Kreislauf abgewickelt wird – mit Lieferzeiten, die 4–6 Wochen kürzer sind als in Südostasien und mehr als 8 Wochen kürzer als in Mexiko.
Fünfdimensionaler Entscheidungsrahmen: quantitative Schwellenwerte für jede Dimension
| Dimension (math.) | Kernprüfungspunkte | F?rderf?higkeitsschwelle |
|---|---|---|
| Prozessabgleich | Niederdruck/Schwerkraft/Hochdruck/Sand/Formausrichtung oder nicht | Der j?hrliche Produktionswert dieses Prozesses betr?gt ≥ 40% des gesamten Produktionswertes der Fabrik. |
| Umfang der Produktionskapazit?t | Tonnage der Schmelz?fen, Tonnage der Druckgie?maschinen, Stückzahl pro Jahr | Monatliche Produktionskapazit?t zu verlassen 30% Puffer, um überfüllte Auftr?ge zu vermeiden |
| Qualit?tssystem | iso 9001 / iatf 16949 / as9100 | Gültigkeit der Zertifizierung + Aufzeichnungen über die überwachung und Prüfung in den letzten 3 Jahren |
| Kostenstruktur | Material, Energie, Arbeit, Abschreibung von Formen in Prozent von | Materialanteil 55%-65% ist der gesunde Bereich |
| Zustellbarkeit | OTD-Liefertermintreue, Lokalisierung von Werkzeugen, Erfahrung mit Zollabfertigung | OTD ≥ 92% in den letzten 12 Monaten |
Letztes Jahr leitete ich ein Team, das eine Lieferantenprüfung für ein Projekt mit Strukturbauteilen für die Automobilindustrie in Ostchina durchführte, und nachdem sechs Kandidatenfabriken nach den oben genannten fünf Dimensionen bewertet worden waren, war die Rangfolge v?llig entgegengesetzt zur ursprünglichen Angebotsrangliste - die Fabrik mit dem niedrigsten OTD-Angebot lag bei nur 78%, was letztlich eine PPAP-Verl?ngerung beim T1-Kunden ausl?ste, mit einem einzigen Verlust von etwa 42.000 USD. Dieser Vorfall lie? uns eine eiserne Regel aufstellen:Anlagen mit einem OTD unter 90%, auch wenn sie billig sind, kommen nicht in den endgültigen Kandidatenpool.
Eine Liste von 6 Anforderungen, die vor der Beschaffung festgelegt werden müssen
Es wird empfohlen, dass der Eink?ufer vor dem Versand der Ausschreibung die folgenden 6 Punkte in ein einseitiges A4-Dokument "Requirements Freeze Document" eintr?gt, das von den Abteilungen Technik und Qualit?t zur Best?tigung unterzeichnet wird. Andernfalls würden sp?tere ?nderungen die Kosten au?er Kontrolle geraten lassen.
- Aluminiumlegierungssorten und -normenz.B. A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), schreiben Sie nicht einfach "Aluminiumlegierung".
- Kritische Abmessungstoleranzen und GD&TDefinition der CT-Klassen (ISO 8062), im Allgemeinen CT9-CT11 für Sand, CT6-CT7 für Druckguss.
- Mindestanforderungen an die mechanischen EigenschaftenZugfestigkeit, Streckgrenze und Dehnung, je nach W?rmebehandlung (F / T5 / T6 / T7).
- Interne FehlerquoteWelches Ma? an Porosit?t/Schrumpfung ist für die R?ntgenklassifizierung nach ASTM E155 akzeptabel? Sicherheitsteile sind in der Regel ≤ Stufe 2.
- Anforderungen an die Oberfl?chenbehandlung und den AnstrichEloxieren, Pulverbeschichtung, Elektrophorese oder nur Sandstrahlen? Die Dauer des Salzsprühtests (480h / 720h) ist zu quantifizieren.
- Jahresbedarf und SchwankungsbreiteEAU (Estimated Annual Usage, gesch?tzter Jahresverbrauch) ± 20% wird dem Lieferanten mitgeteilt, um die Abstimmung zwischen der Lebensdauer der Form und der Planung der Produktionslinie zu erleichtern.
Ein Detail, das oft übersehen wird, ist das Eigentum an der Form und die Verpflichtung zur Lebensdauer. Chinesische Lieferanten geben in der Regel "100.000 Formenlebensdauer" an, aber wenn Ihr j?hrlicher Bedarf 150.000 Stück betr?gt und der Produktzyklus 5 Jahre dauert, müssen Sie im Vertrag "eine kostenlose Reparatur oder eine anteilige Rückerstattung durch den Lieferanten nach Ablauf der Lebensdauer der Form" vorsehen, sonst erhalten Sie eine Rechnung für die Reparatur der Form im folgenden Jahr.
Panorama der chinesischen Aluminiumgie?erei-Industrie und Verteilung der Industrie-Cluster
Direkte SchlussfolgerungenDie Gesamtproduktion von Aluminiumguss in China wird im Jahr 2023 etwa 10,5 Millionen Tonnen betragen, was mehr als 42% der weltweiten Produktion entspricht (Datenquelle: Foundry-Planet Global Foundry Industry Report). Die tats?chlich lohnenden Beschaffungskapazit?ten sind jedoch stark auf die vier gro?en Industriecluster konzentriert: Das Jangtse-Flussdelta ist gut im Pr?zisionsniederdruck- und Schwerkraftguss, das Perlflussdelta konzentriert sich auf den Druckguss von Unterhaltungselektronik, die Bohai-Region dient der Herstellung von Schwerlastteilen für die Automobilindustrie, und der Westen w?chst schnell mit dem Druckguss von Motorr?dern und Fahrzeugen mit neuen Energien. W?hlt man den falschen Cluster, verl?ngert sich der Beschaffungszyklus um durchschnittlich 15-25 Tage, die Kosten für ein Einzelstück steigen auf 8%-12%.
Industriegr??e und Exportdaten: mehr als nur "gro?
Nach Angaben des chinesischen Gie?ereiverbandes (China Foundry Association, CFA) haben Chinas Exporte von Aluminiumlegierungen einen Wert von rund 17,8 Mrd. USD, was einem Anstieg von 6,3% im Jahresvergleich entspricht. Die Exportstruktur ist jedoch sehr unterschiedlich - die Exporte von traditionellen Sandgussteilen gingen um 4% zurück, w?hrend die Exporte von Hochdruckgussteilen für Fahrzeuge mit neuer Energie ( HPDC) einen Exportzuwachs von mehr als 22% verzeichneten.
Was bedeutet das? Wenn Sie neue Energie drei Power System Schalen, Batterie Tabletts, integrierte K?rper Strukturteile kaufen, ist die Verhandlungsmacht des Lieferanten steigt schnell, im Gegenteil, die allgemeine mechanische Klammer Klasse Sandguss ist ein K?ufermarkt, der Verhandlungsraum ist immer noch mindestens 10%.
Die differenzierenden Vorteile der vier Industriecluster
Unser Team hat in den letzten drei Jahren über 40 Aluminiumgie?ereien vor Ort besucht und dabei alle wichtigen Cluster abgedeckt. Im Folgenden finden Sie ein Cluster-Portr?t, das auf realen Projektdaten basiert:
| Industriecluster | repr?sentative Stadt | St?rken des Handwerks | Typisch stromabw?rts | Ebene der Einzelangebote | Mindestbestellmenge (MOQ) |
|---|---|---|---|---|---|
| Jangtse-Delta | Ningbo, Suzhou, Taizhou | Niederdruckguss, Kokillenguss, Pr?zisionsdruckguss | Automobilteile, medizinische Ger?te, Industrieventile | Mittel-hoch (Benchmark +5%) | 500-1000 Stück |
| Perlflussdelta | Foshan, Dongguan, Zhongshan | Druckguss, dünnwandige Teile, Oberfl?chenbehandlung | Unterhaltungselektronik, LED-Kühlung, Haushaltsger?te | Mittel (Grundlinie) | Ab 2000 Stück |
| Bohai-Wirtschaftskreis (Wirtschaftsregion mit Peking, Tianjin, Hebei, Liaoning und Shandong) | Tianjin, Qingdao, Tangshan | Gro?er Sandguss, Schwerlast-Schwerkraftguss | Nutzfahrzeuge, Baumaschinen, Windenergie | Mittel-niedrig (Baseline-3%) | 200 Stück |
| westlicher Teil | Chongqing, Chengdu, Xi'an | Motorrad-Druckguss, integrierter Druckguss | Zweir?der, neue Energiefahrzeuge, Luftfahrt | Niedrig (Grundlinie - 8%) | 1000 Stück |
Entscheidungslogik für die Clusterauswahl in der realen Welt
Letztes Jahr half ich einem deutschen Industriepumpenkunden bei der Umstellung der Lieferkette - er bestand zun?chst darauf, Lieferanten in Foshan zu finden, weil er h?rte, dass "das Perlflussdelta die niedrigsten Preise hat". Ich lehnte diesen Vorschlag nach einem Test ab: Das Perlflussdelta ist gut bei 1,5-3 mm Wandst?rke von Unterhaltungselektronik-Druckguss, w?hrend sie 8 mm Wandst?rke, 8 kg Messing-Sandguss-Pumpenk?rper anstelle von Aluminiumteilen wollten. Schlie?lich landeten wir in Yuyao, Ningbo, das erste Stück der qualifizierten Rate von der vorherigen Probe von 62% bis 94%, die j?hrlichen Beschaffungskosten statt der Verringerung 11%.
Faustregel: Lassen Sie sich nicht von der Bezeichnung "Niedrigpreis-Cluster" in die Irre führen. Die Prozessabstimmung ist ein besserer Bestimmungsfaktor für die tats?chlichen Gesamtbetriebskosten (TCO) als geografische Preisunterschiede.
Dies ist die zugrundeliegende Logik dieses China Aluminium Casting Supplier Sourcing Guide wiederholt betont - Produkttyp → Prozess → Cluster, kann diese Reihenfolge nicht umgekehrt werden. Spezifische Urteils Pfad:
- Kfz-Strukturteile, FahrwerksteilePriorit?t Jangtse-Delta (Niederdruckguss-Cluster Ningbo) oder Bohai Rim (Tianjin, Changchun, Automobil-Stützpunkt)
- Elektronische W?rmesenken, Geh?use für 5G-Ger?teUnmittelbar auf das Perlflussdelta ausgerichtet (Dongguan Changan, Foshan Nanhai)
- Gro?e mechanische Teile, Naben von WindkraftanlagenBohai Rim (Qingdao, Tangshan): Sandgussanlagen sind die kostengünstigsten.
- Neue Energie Integrierter Druckguss (6000T+)Chongqing Liangjiang New District und Ningbo Qianwan New District sind derzeit die einzigen beiden ausgereiften Stützpunkte.
- Extrem kostenempfindliche Motorrad-/Zweir?der-ElektrofahrzeugteileChongqing Jiulongpo und Jiangjin-Cluster
Was den Mechanismus betrifft, durch den sich die Volatilit?t des globalen Aluminiumpreises auf die Cluster-Angebote auswirkt, wird empfohlen, gleichzeitig die Entwicklung des Aluminiumpreises an der Londoner Metallb?rse (LME) im Auge zu behalten - der Zyklus der Angebotsanpassung für chinesische Gie?ereien hinkt der LME in der Regel um etwa 7-10 Tage hinterher, was den K?ufern ein kleines, aber praktisches Verhandlungsfenster er?ffnet.
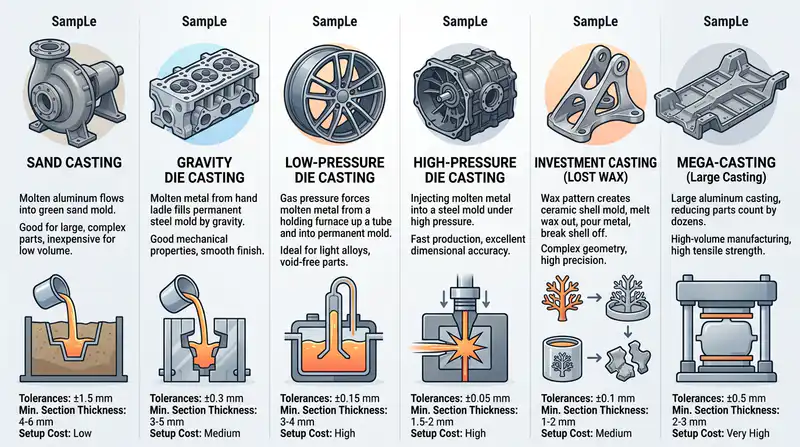
Vergleich der g?ngigsten Aluminiumgie?verfahren und Auswahlhilfe
Direkte SchlussfolgerungenEs gibt keine absoluten Vor- oder Nachteile der sechs gro?en Aluminiumgie?verfahren, nur den Grad der übereinstimmung. Sandguss eignet sich für gro?volumige Teile von einem bis zu tausend Stück; Schwerkraft- und Niederdruckguss sind die Hauptstützen für mittelgro?e Strukturteile; Druckguss beherrscht Millionen von Konsumgütern und Karosserieteilen; Feinguss ist auf komplexe dünnwandige Hochpr?zisionsteile spezialisiert; und integrierter Druckguss (Mega Casting) eignet sich nur für Unternehmen der neuen Energiefahrzeuge mit einer j?hrlichen Produktionskapazit?t von mehr als 100.000 Stück. Bei der Wahl des falschen Verfahrens k?nnen sich die Kosten für ein einziges Stück um das 2-3-fache verdoppeln, was das am meisten untersch?tzte Glied im Beschaffungsleitfaden für chinesische Aluminiumgusslieferanten ist.
Vergleichsmatrix der sechs wichtigsten Prozessparameter
| Kunsthandwerk | Ma?haltigkeit (CT) | Oberfl?chenrauhigkeit Ra | Mindestwandst?rke | Wirtschaftliches Volumen (Stück/Jahr) | Typischer Stückkostenindex | Eingabe der Form |
|---|---|---|---|---|---|---|
| Sandguss | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1,0 (Grundlinie) | ¥5k-50k |
| Schwerkraftguss (Metalltyp) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k-200k |
| Niederdruckguss | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | ¥80k-400k |
| Druckgie?en | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| Feinguss | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Integrierter Druckguss | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (nach Scale-up) | ¥80M-150M |
Hinweis: Der Kostenindex basiert auf dem gleichen Gewicht der Sandteile 1,0, und die Daten stammen aus den Statistiken der Gie?erei-Industrie und dem Durchschnitt der von uns vor Ort ermittelten Preise für 17 Fabriken im Yangtze-Flussdelta und im Perlflussdelta.
Prozessabgleichslogik für drei reale Szenarien
Szenario 1: Geh?use für neue Energiefahrzeuge, j?hrliche Nachfrage von 80.000 Stück.Als ich letztes Jahr eine Auswahlprüfung für ein europ?isches Tier 1 durchführte, war die ursprüngliche L?sung das Schwerkraftgie?en mit Stückkosten von ¥178. Nach dem Wechsel zum Niederdruckgie?en konnte die Porosit?tsrate von 1,2% auf 0,3% und die R?ntgenausschussrate von 7% auf 1,8% gesenkt werden, und obwohl die Werkzeuginvestition zus?tzliche ¥260.000 betrug, amortisierten sich die Kosten für die Formen innerhalb von 8 Monaten. Die Urteilsgrundlage ist einfach:Ungleichm??ige Wandst?rke + Luftdichtheitsanforderungen + über 50.000 Stück pro JahrNiederdruck ist fast die einzige L?sung.
Szenario 2: Industrieller Pumpenk?rper, Jahresbedarf 600 Stück, Gewicht 45 kg.Diese Art von Teilen kann das gesamte Projektbudget in Form von Werkzeugkosten auffressen, wenn sie durch den Verkauf dazu verleitet werden, eine Druckgussform zu er?ffnen. Die richtige Wahl istKunstharz-Sandguss + T6-W?rmebehandlungGussform ¥18.000, Einzelstück ¥620, Lieferung 2 Wochen. Sandguss ist in diesem Lossegment unersetzlich.
Szenario 3: Stent für Medizinprodukte mit komplexer Struktur und innerem Hohlraum, Jahresbedarf von 3.000 Stück.Feinguss ist die erste Wahl - obwohl die Kosten pro Stück 2,5 Mal so hoch sind wie beim Druckguss, aber der anschlie?ende CNC-Prozess von 70% entf?llt. Ein Werkstattleiter, der seit 20 Jahren Wachsausschmelzverfahren durchführt, sagte mir: "Die Kunden starren auf den Stückpreis des Gusses, ich starre auf die umfassende Berechnung der Bearbeitungskosten, was zwei verschiedene Dinge sind."
Drei der einfachsten Stolpersteine bei der Auswahl eines Modells
- Druckguss für luftdichte TeileHerk?mmlicher Druckguss kann wegen der schweren Luftwalzen nicht auf T6 w?rmebehandelt werden, daher müssen druckfeste Teile wie Getriebegeh?use spezifiziert werden.Vakuum-Druckguss或Vacural ProzessInl?ndische Fabriken mit stabiler Vakuumdruckgusskapazit?t haben weniger als 200.
- Vernachl?ssigung der Entformungsschr?ge und der TrennebeneSchlecht gestaltete Trennfl?chen an sandgeformten Teilen k?nnen zu einem 3-5-fachen Anstieg der Arbeitsstunden für die S?uberung von Fretting führen, was sich direkt auf Ihren verhandelten Preisvorteil auswirkt.
- Angebotsanfrage auf der Grundlage von Zeichnungen und nicht auf der Grundlage des VerfahrensDie gleiche Zeichnung wird an eine Sandgie?erei und eine Druckgie?erei geschickt, und der Unterschied zwischen den Angeboten kann bis zu 300% betragen, aber der Ertrag und die Bearbeitungskosten sind v?llig unterschiedlich. Ein ausgereifter Einkauf wird den Prozess abschlie?en, bevor er ein Angebot einholt.
Im n?chsten Abschnitt werden die sechs Hauptunterschiede zwischen Niederdruck- und Schwerkraftguss im Hinblick auf die Technik n?her erl?utert. Dabei handelt es sich um technische Details, die in den meisten Ausschreibungsvorschl?gen unter den Tisch fallen, aber über Erfolg oder Misserfolg eines Projekts entscheiden k?nnen.
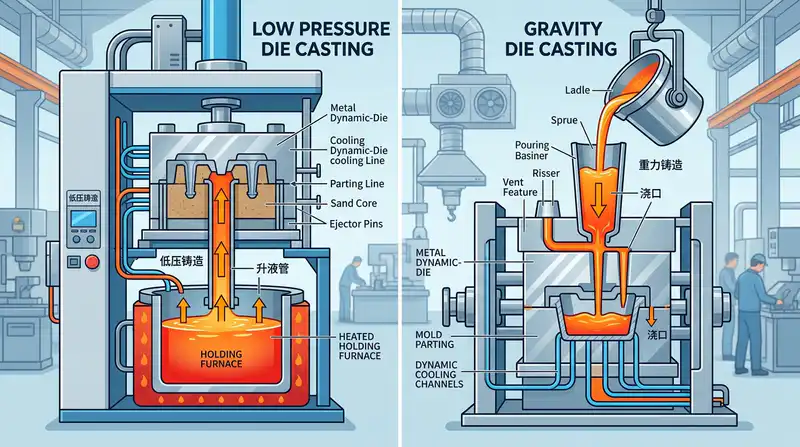
Technische Unterschiede zwischen Niederdruckguss und Schwerkraftguss
Direkte SchlussfolgerungenNiederdruckguss (LPDC) und Schwerkraftguss (GDC) scheinen zum Metallverfahren "Form + flüssiges Aluminium" zu geh?ren, aber es gibt gro?e Unterschiede bei Porosit?t, mechanischen Eigenschaften und Stückkosten. Niederdruckgie?en Gie?en Dichte bis zu 99,2% oder mehr, Dehnung ist in der Regel 8%-12%, geeignet für die Lagerung von Vibrationen und Dichtungsdruck der neuen Energie Fahrzeugmotor Schale, Batteriefach; Schwerkraft Gie?en Kosten pro Stück als Niederdruck niedrigen 15%-25%, aber die Porosit?t ist in der Regel in der 1%-3%, besser geeignet für traditionelle Motor-Zylinderkopf, Getriebe-Schalen wie reife überprüfung, die Dehnungsanforderungen 4%-7% k?nnen Teile sein. Diese China Aluminium Casting Supplier Sourcing Guide erinnert Sie daran, dass, wenn Sie eine dieser beiden Prozesse falsch w?hlen, die Ausschussrate von 2% bis 12% steigen kann.
Fünfdimensionale Varianzvergleichstabelle
| Dimension (math.) | Niederdruckguss LPDC | Schwerkraftgie?en GDC |
|---|---|---|
| Struktur der Gussform | Geschlossener Typ, unteres Hubrohr + Druckhaltekanal, hohe Werkzeugkosten 30%-50% | Offener Typ, oberer oder seitlicher Anschnitt, einfache Werkzeugstruktur |
| Aufladeverfahren | 0,02-0,06 MPa Trockenluftdruck, gleichm??ige Füllung ohne Turbulenzen. | Schwerkraftabh?ngiger freier Fall, unkontrollierte Füllrate |
| Porosit?t | <0,8%, w?rmebehandelbar bis zum Zustand T6 | 1%-3%, w?rmebehandelt für einfache Blasenbildung |
| Zugfestigkeit (A356-T6) | 280-310 MPa, Dehnung 8%-12% | 240-270 MPa, Dehnung 4%-7% |
| Stückkosten (gleicher Stücktyp) | Richtwert 100 | 75–85 |
Warum sind Motorgeh?use fast immer aus Niederspannungsmaterial gefertigt?
Das Geh?use des neuen Energiefahrzeugs muss im internen Kühl?lkanal einem Dichtungsdruck von mehr als 1,5 MPa standhalten, und Mikroporen mit einem Durchmesser von mehr als 0,3 mm werden bei der Heliumleckprüfung als untauglich beurteilt. Beim Niederdruckgie?en wird die Aluminiumflüssigkeit mit Hilfe eines Flüssigkeitsheberrohrs vom Boden des Warmhalteofens in den Formhohlraum "gehoben", und der Flüssigkeitsstand kann mit einer genau kontrollierten Geschwindigkeit von 30-80 mm/s angehoben werden, wodurch die beim Schwerkraftgie?en übliche sekund?re Oxidschicht vermieden wird. Letztes Jahr unterstützte ich eine Suzhou Tier 1, um den Motor Shell-Projekt gemessen zu validieren: die gleiche Reihe von ADC12 Ersatzmaterial, Schwerkraft Prozess Helium Check Pass Rate ist nur 71%, wechseln Sie zu Niederdruck und erh?hen die Unterseite des Kühlwasserkanals, die Pass Rate stieg auf 96,4%, ein einziges Stück Einsparungen von etwa 38 Yuan Nacharbeit Kosten.
Warum nutzen herk?mmliche Motorkomponenten immer noch die Schwerkraft?
Die Lebensdauer und die Materialspezifikation von Kraftstoffmotor-Zylinderk?pfen wurden in den 1990er Jahren eingefroren, und der komplexe Wassermantel, der durch Schwerkraftguss mit Sandkern gebildet wird, wurde in 30 Jahren von zahlreichen DVPs verifiziert, und die Erfahrungskurve der Fabrikabstimmung ist sehr ausgereift. Die Umstellung auf Niederdruck erfordert nicht nur die Neuentwicklung von Formen (ein Satz Niederdruckformen für Motorgeh?use wird in China mit 800.000 bis 1,4 Mio. RMB veranschlagt, was mehr als 400.000 Yuan teurer ist als die Schwerkraftformen), sondern auch die erneute Durchführung von PPAP und Prüfstandsversuchen mit einem überholungszyklus von mindestens 9 Monaten. Für die Kraftstoffplattform, deren Jahresproduktion bereits rückl?ufig ist, ist diese Kapitalrendite nicht kosteneffizient.
Praktische Ratschl?ge für die Beschaffung
- Sehen Sie sich den Parameter Haltezeit anNiederdruck-Gie?en Nachdruckkurve (steigende Flüssigkeit-Füllung-Boosting-Haltedruck) ist der Kern des Prozesses, ist der Lieferant erforderlich, um SPS-Daten zu exportieren, Nachdruck Zeit von weniger als 90 Sekunden von mittleren und gro?en Gussteilen zu wachsam sein Schrumpfung.
- überprüfung der Lebensdauer von Aufzugsschl?uchenKeramische Heber?hrchen haben eine Lebensdauer von 8.000-12.000 Zyklen, w?hrend billige Graphitr?hrchen eine Lebensdauer von nur 3.000 Zyklen haben, was sich direkt auf die Konsistenz des Gusses auswirkt.
- Schwerkraftwerke müssen mit der Umstellung auf Niederdruck vorsichtig sein: Viele kleine und mittlere chinesische Fabriken werben mit dem Begriff "Doppelverfahren", doch die Auslastung der Niederdruckanlagen liegt unter 40%, und die Prozessstabilit?t gibt Anlass zur Sorge. Gem?? den von der North American Die Casting Association (NADCA) ver?ffentlichten Standards für den Prozessf?higkeitsindex gilt ein Wert von Cpk ≥ 1,33 als akzeptabel.
- Schauen Sie bei Kostenvergleichen nicht nur auf die StückpreiseWenn Sie zwischen China und überseekapazit?ten hin- und herpendeln, lesen Sie zun?chst die Vollst?ndige Analyse des Kostenvergleichs zwischen China und Indien beim Aluminiumgussdie die Auswirkungen der Abschreibung von Niederdruckformen auf die Gesamtkosten aufschlüsselt.
Bei der Auswahl des Verfahrens geht es im Wesentlichen darum, die "mechanischen Anforderungen - Losgr??e - Validierungsreife" des Produkts mit den Grenzen der Prozessf?higkeit in Einklang zu bringen. Bei einem Jahresbedarf von mehr als 50.000 Stück, Dehnungsanforderungen ≥ 8% und Luftdichtheitsprüfungen ist das Niederdruckgie?en praktisch die einzige wirtschaftliche L?sung; umgekehrt ist das Schwerkraftgie?en immer noch die kostengünstigste. Lassen Sie sich nicht von der "Wir k?nnen alles"-Rhetorik der Anbieter ablenken - zwischen dem, was Sie k?nnen, und dem, was Sie gut k?nnen, liegt mindestens eine dreij?hrige Ertragskurve.
Integrierte Druckgusstechnologie in China Landestatus
Direkte SchlussfolgerungenBis Ende 2024 hat China mehr als 90 Mega-Druckgie?maschinen mit einer Kapazit?t von mehr als 6.000 Tonnen an Land gezogen oder befindet sich im Bau, von denen etwa 25 Modelle mit einer Kapazit?t von 9.000 Tonnen und mehr sind, was China zum weltweit am st?rksten konzentrierten Markt für integrierte Druckgie?kapazit?ten (Mega Casting) macht. Aber für mehr als 90% kleine und mittlere K?ufer, diese Technologie Weg muss nicht folgen - Mega Casting wirtschaftlichen Break-Even-Punkt in der j?hrlichen Produktion von etwa 80.000-100.000 Stück, unter diesem Betrag des Projekts mit dem traditionellen Druckguss + Schwei?en Programm anstelle eines einzigen Stückes der Kosten niedriger ist! 15%-25%.
Ultra-gro?e Druckgussmaschine für Chinas Landkarte
Der vorgelagerte Kern dieses Mega-Casting-Wettrüstens sind die Anbieter von Druckgussmaschinen.LK-TechnikDer Anteil am Weltmarkt über 6.000 Tonnen betr?gt etwa 75%, und das 9.000-Tonnen-Modell wurde in gro?en Mengen an das Tesla-Werk in Shanghai, das Xiaopeng-Werk in Zhaoqing und das Gaohe-Werk in Yancheng geliefert;YizumiEs folgte das Doppelplatten-Strukturmodell LEAP 9000T, zu dessen Abnehmern BAE und FAW Casting geh?ren. Bühler (Bühler) und IDRA (IDRA) haben ebenfalls sporadische Projekte in dem Land, aber die Lieferzeiten sind lang und der Preis ist um etwa 30% h?her.
Einige repr?sentative Beispiele für die schnellsten Landungen:
- Tesla Shanghai FabrikDer integrierte Druckguss des hinteren Unterbodens des Modells Y fasst mehr als 70 Teile in 1-2 Teilen zusammen, wodurch das Gewicht der Karosserie um etwa 10% und die Herstellungskosten um etwa 40% reduziert werden.
- Azalea Hefei F2 FabrikDer ET5-Heckboden wird auf einer 12.000 Tonnen schweren Druckgussmaschine mit einem Stückgewicht von etwa 80 kg und einer Taktzeit von etwa 90 Sekunden hergestellt.
- Xiaopeng, Ideal, CeresAlle haben das Stadium der 9.000-Tonnen-Massenproduktion erreicht, vor allem im Jangtse- und im Perlflussdelta.
- Wencan, Guangdong Hongtu, SpitzengruppeDie drei gr??ten Mega Casting Gie?ereien der Stufe 1 in China erhalten derzeit Auftr?ge.
Die tats?chlichen Auswirkungen von Mega Casting auf traditionelle Lieferketten
Der bahnbrechende Charakter dieser Technologie wurde ma?los übertrieben. Die Gesamtinvestition für eine 6.000-Tonnen-Druckgussinsel bel?uft sich auf etwa 150-300 Mio. RMB (einschlie?lich Geh?use, Form, Ofen, Abgratpresse, R?ntgenprüfanlage), die Kosten für einen einzigen Satz Formen betragen 6-15 Mio. RMB, und die Ausbringungsrate steigt von 40% in der Versuchsproduktionsphase auf 85% in der Massenproduktion, wobei die Stabilit?t normalerweise 9 -14 Monate. Im Jahr 2023 unterstützte unser Team ein neues Automobilunternehmen bei der Durchführung von Lieferantenaudits und stellte fest, dass die Q3-Ausbeute eines Head Tier1 bei einem 9.000-Tonnen-Modell nur 68% betrug, und die Kosten für einen einzelnen Werkzeugsatz lagen bei 220 $, also fast doppelt so hoch wie das ursprüngliche Angebot.
Dies bedeutet, dass sich die Schocks haupts?chlich auf folgende Bereiche konzentrierenKarosseriestrukturen für New Energy Passenger VehiclesDieses eine Marktsegment hat wenig bis keine Auswirkungen auf die folgenden Bereiche:
| Nischenmarkt | Mega Casting Impact Level | Begründung |
|---|---|---|
| Gussteile für Nutzfahrzeuge/Baumaschinen | praktisch nicht vorhanden | Kleines Volumen, einfache Struktur, Schwerkraft/Sand-Typ wirtschaftlicher |
| Motorgeh?use, Batteriefach | 低 | Niederdruckguss ist in Bezug auf Luftdichtheit und Dehnung immer noch überlegen |
| Strukturelle Komponenten der Unterhaltungselektronik | nicht haben | Kleine Abmessungen, vollst?ndig durch konventionellen Druckguss abgedeckt |
| Neue Energie k?rperintegrierter Bodenbelag | 高 | Leiter OEM Bevorzugte L?sung |
Sollten kleine und mittlere Eink?ufer diesem Beispiel folgen?
Mein Rat ist ganz einfach:Mega Casting ist nicht erforderlich für Projekte mit einem j?hrlichen Einkaufsvolumen von weniger als 50.000 Stück und einem Stückgewicht von weniger als 15 kg.. Was wirklich bewertet werden muss, sind zwei abgeleitete Fragen:
- W?rmebehandlungsfreie Legierungen (z. B. Silafont-36, Mercalloy 368, heimisches Ulan AlsiMgMn)Die Lieferf?higkeit - eine von Mega Casting vorangetriebene Materialrevolution - hat den gleichen Kostensenkungswert wie herk?mmliche Druckgussteile, wobei durch den Verzicht auf die T7-W?rmebehandlung etwa 8%-12% eingespart werden.
- Vakuum-Druckgussf?higkeit-Kavit?tsvakuum unter 50 mbar ist die Schwelle für die Herstellung schwei?barer, w?rmebehandelbarer Strukturteile. Viele mittelgro?e Anbieter behaupten, über Vakuumsysteme zu verfügen, aber die gemessenen Vakuumniveaus reichen nur bis 150 mbar, was für High-End-Anwendungen unzureichend ist.

Auswahl von Aluminiumlegierungen und Abstimmung der Materialeigenschaften
Eine einfache Schlussfolgerung: Die Wahl der falschen Aluminiumlegierung ist fataler als die Wahl des falschen Werks. Wenn ein A356-Gussteil f?lschlicherweise als ADC12 verwendet wird, kann die Ermüdungslebensdauer unter denselben Arbeitsbedingungen um mehr als 60% sinken; w?hrend die Strukturteile, die im T6-Zustand sein sollten, im F-Zustand (Gusszustand) geliefert werden, wird die Streckgrenze direkt halbiert. Dieser Leitfaden für den Einkauf von Aluminiumguss aus China muss mit dem Verst?ndnis der Sorte und des Prozesses sowie des W?rmebehandlungszustands verbunden sein, anstatt einfach nur drei Worte "Aluminiumlegierung" auf die Zeichnungen zu schreiben.
Korrespondenz zwischen chinesischen und ausl?ndischen Noten und h?ufige Missverst?ndnisse
Techniker in chinesischen Aluminiumgie?ereien werden t?glich mit mindestens vier Gütesystemen konfrontiert: GB/T 1173 (Aluminiumgusslegierungen), der amerikanischen Norm AA (Aluminum Association), der japanischen Norm JIS H5302 und der europ?ischen Norm EN 1706 (EN AC-xxxxx). Wenn der K?ufer nur die amerikanische Norm angibt, kann es sein, dass das inl?ndische Werk das Material nach dem n?chstgelegenen GB-Pendant schmilzt und die Bandbreite der chemischen Zusammensetzung nicht genau dieselbe ist.
| Gemeinsame Noten | GB-Gegenstück | Eurokorrespondenz | Tag Standardkorrespondenz | Arbeitspferd |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | DE AC-42100 (AlSi7Mg0.3) | AC4CH | Niederdruck, Schwerkraft, Sand |
| ADC12 | YL113 (ann?hernd) | DE AC-46000 | ADC12 | Druckgie?en |
| AlSi10Mg | ZL104 (ann?hernd) | DE AC-43000 | AC4A | Niederdruck, SLM 3D-Druck |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | Geschmiedet/extrudiert (nicht gegossen) |
Eine Hochfrequenzgrube: 6061 ist eine verformte Aluminiumlegierung mit schlechten Gie?eigenschaften (hohe Neigung zu thermischer Rissbildung), dennoch bezeichnen einige Eink?ufer ihre Druckgusszeichnungen als "6061 Druckguss". Richtig w?re es, auf ADC12 oder AlSi10Mg umzusteigen. Die Bandbreite der Unterschiede in der chemischen Zusammensetzung ist in den originalen Teal Sheets (International Alloy Designations) nachzulesen, die von der Aluminum Association ver?ffentlicht wurden.
Eigenschaften und typische Anwendungen der vier Hochfrequenzsorten
- A356-T6Si 6,5%-7,5%, Mg 0,25%-0,45%. T6-Zustand Zugfestigkeit ≥ 290 MPa, Streckung ≥ 200 MPa, Dehnung ≥ 6%. Verwendet in Radnaben, neue Energie Motorgeh?use, Aufh?ngung Schwinge. Niederdruckguss zur Unterstützung der breitesten.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Hervorragende Flie?f?higkeit für dünnwandige (ab 1,2 mm) Unterhaltungselektronik- und Kfz-Strukturdruckgussteile. Die Dehnung betr?gt nur 1%-3%, nicht geeignet für Schock- oder Vibrationsermüdung.
- AlSi10Mg-T6Mg 0,2%-0,45%, Zugfestigkeit ≥ 320 MPa nach T6. Davon abgeleitet sind die g?ngigen w?rmebehandlungsfreien modifizierten Versionen des integrierten Druckgusses (z.B. Handsome Wingspeed SF36, Lizhong TCast).
- ZL114A-T6(Nationale Norm hochfestem Aluminium Silizium): Milit?r, Luft-und Raumfahrt strukturelle Komponenten h?ufig verwendet, Zug ≥ 310 MPa, Dehnung ≥ 5%, der Preis ist teurer als A356 etwa 15%-25%.
W?rmebehandlungszustand: T5/T6/T7 - was ist der Unterschied?
Das mechanische Verhalten desselben A356-Gussteils in den drei Zust?nden ist sehr unterschiedlich:
- T5(Gusszustand → künstliche Alterung): kostengünstig, geringe Verformung, mittlere Festigkeit (Zugfestigkeit ≈ 230 MPa), geeignet für Teile mit hohen Anforderungen an die Formstabilit?t, aber mittleren Festigkeitsanforderungen.
- T6(Mischkristall + künstliche Alterung): die h?chste Festigkeit, aber das Abschrecken des Mischkristalls führt zu Verformungen; dünnwandige Teile müssen für den Kalibrierungsprozess reserviert werden.
- T7(Alterung): etwas geringere Festigkeit (Zug ≈ 260 MPa), aber beste Eigenspannung und Formstabilit?t, geeignet für Hochtemperaturbedingungen oder für Motorgeh?use, die einen Langzeitbetrieb erfordern.
Unser Team hat einmal ein Projekt für einen Batterietr?ger für ein europ?isches Tier 1 durchgeführt. Die ursprüngliche Zeichnung war mit A356-T6 gekennzeichnet, aber der Kunde stellte nach der Montage eine thermische Verformung von 0,8 mm fest. Nach der Umstellung auf T7 konnte die Verformung auf weniger als 0,2 mm reduziert werden, und die endgültige Ausbeute stieg von 78% auf 96%. Der Kern dieser Erfahrung ist, dass der W?rmebehandlungsstatus nicht nur eine Zeile im Kommentarfeld ist, sondern ein Prozessparameter, der direkt über Erfolg oder Misserfolg der Montage entscheidet.
Ein vierstufiges Verfahren für Entscheidungen über die Ersetzung von Noten
Wenn ein Lieferant fragt: "Wir haben das von Ihnen angegebene A357 nicht, k?nnen wir stattdessen A356 verwenden?" Wenn der Lieferant sagt: "Wir haben das von Ihnen angegebene A357 nicht. Führen Sie die folgenden vier Schritte aus, um ein Urteil zu f?llen:
- Vergleich der Bandbreite der chemischen Zusammensetzung (insbesondere Mg-, Cu-, Fe-Gehalt, Fe kann die Dehnung um 1%-2% pro 0,1% Erh?hung verringern);
- Prüfen Sie, ob die Zielmechanik (Zug, Streckung, Dehnung, H?rte HB) noch innerhalb der Sicherheitsmarge liegt;
- Best?tigen Sie, dass das W?rmebehandlungsfenster zur bestehenden Produktionslinie passt (L?sungstemperatur, Alterungsprofil);
- Verlangen Sie, dass das erste Stück einer metallografischen Prüfung, einer Zugprüfung und einer Salzsprühnebelprüfung unterzogen wird, und bewahren Sie die Nachprüfungsproben mindestens 2 Jahre lang auf.
Checkliste zur Qualifizierung und Vor-Ort-Inspektion für qualifizierte Lieferanten
Direkte SchlussfolgerungenIn China Aluminium Casting Supplier Sourcing Guide, die Qualifikation Audit ist nicht zu sehen, wie viele Stücke von Papier an der Wand des Zertifikats geh?ngt werden, sondern um die Gültigkeit des Zertifikats, den Umfang der Abdeckung, und die tats?chliche Umsetzung der drei Schichten der Authentizit?t zu überprüfen. Unser Team in 2022-2024 kumulative Fabrik Inspektion von 47 chinesischen Aluminium-Gie?erei, festgestellt, dass etwa 38% Fabrik ISO 9001-Zertifikat ist real und wirksam, aber der Umfang der Prüfung nicht mit der Beschaffung von Produkten (wie das Zertifikat deckt nur Sandguss, aber die Fabrik mit Druckguss Lieferung), gibt es etwa 15% Zertifikat abgelaufen oder OEM-Abh?ngigkeit Ph?nomen. Die Fabrikinspektion wird nicht durchgeführt, die Beschaffung ist gleichbedeutend mit einer Bestellung mit verbundenen Augen.
Die wirkliche Bedeutung der wichtigsten Zertifizierungs- und überprüfungsmethoden
Zun?chst die Schlussfolgerung: Die verschiedenen Zertifizierungen entsprechen unterschiedlichen Zugangsschwellen zur Industrie, lassen Sie sich nicht mit "zertifiziert" verwechseln.
- ISO 9001: Grundlegendes Qualit?tsmanagementsystem, eher eine Eintrittskarte als ein Pluspunkt. überprüfungsmethode: Loggen Sie sich auf der offiziellen Website der ausstellenden Organisation (z. B. SGS, BV, TüV) ein und geben Sie die Zertifikatsnummer zur überprüfung ein. Achten Sie auf den "Geltungsbereich", um zu sehen, ob die Verfahren und Produktkategorien, die Sie erwerben m?chten, enthalten sind.
- IATF 16949Obligatorischer Schwellenwert für die Automobilindustrie, ohne diesen Schwellenwert sollte man nicht von Tier 1/Tier 2 sprechen. Hinweis: IATF-Zertifikate müssen von einer vom IATF Global Regulatory Office anerkannten Prüforganisation ausgestellt werden, die Nachahmung ist direkt ungültig.
- ISO 14001 / ISO 45001Umwelt- und Arbeitsschutzsysteme, die von gro?en EU- und nordamerikanischen Kunden speziell geprüft werden (insbesondere bei ESG-Audits b?rsennotierter Unternehmen).
- AS9100Speziell für die Luft- und Raumfahrt gibt es in China weniger als 60 Aluminiumgie?ereien, die wirklich nach AS9100D zertifiziert sind, haupts?chlich in Xi'an, Chengdu und Shenyang.
- NADCAP(W?rmebehandlung, zerst?rungsfreie Prüfung, spezielle Prozesszertifizierung): Die Beschaffung von Luftfahrtteilen muss geprüft werden, detaillierter als AS9100.
Die 12 wichtigsten Bereiche, die bei einer Werksinspektion überprüft werden müssen
| Bezirk | Kontrollpunkte | H?ufige Anzeichen für F?lschungen |
|---|---|---|
| 1. die Schmelzanlage | Raffinationsentgasungsausrüstung (Rotationsentgaser), Wasserstoffmessger?t, Spektrometertyp und Kalibrierungszertifikat | Keine j?hrlichen Prüfplaketten für Spektrometer, keine Entgasungsprotokolle vor Ort |
| 2. die Formenwerkstatt | Verfügbarkeit eigener Formenbau- und Reparaturkapazit?ten, Formenlebensdauerbuch | Vollst?ndiges Outsourcing von Formen, keine M?glichkeit zur Reparatur von Formen |
| 3) Druckguss/Niederdruckinseln | Echtzeit-Parameterüberwachung (SPC), Anzahl der Formheizungen, Konfiguration der Vakuummaschine | Parameterbuch von Hand kopiert, keine Datenspuren |
| 4. CNC-Bearbeitung | Koordinaten-KMG, Anzahl der 5-Achsen-Bearbeitungszentren, Werkzeugverwaltungssystem | Nur CMM-Anzeige, Outsourcing-Verh?ltnis der Verarbeitung >50% |
| 5. die W?rmebehandlung | Bericht über die Prüfung der Gleichm??igkeit der Ofentemperatur (TUS), Anzahl der Echtzeit-Thermoelemente im Ofen | Nur feste L?sung, keine Alterung, kein TUS-Jahresbericht |
| 6. die R?ntgeninspektion | R?hrenspannung der Ausrüstung (≥225kV), Verwendung der ASTM E155-Regelkarte | Nur Probenahme 1%, keine Einstufungskriterien |
| 7. die Salzsprühnebelprüfung | Neutrale Salzsprühkammer (NSS) oder CASS, Prüfstundenaufzeichnungen | Verstaubte Ger?te, keine Testdaten für die letzten 3 Monate |
| 8. mechanisches Labor | Zugprüfmaschine, H?rteprüfger?t (Brinell/Vickers), Prüfstabverarbeitungskapazit?t | Berichte werden an Dritte versandt, keine interne Nachprüfung |
| 9. dimensionalen Prüfung | J?hrliche CMM-Kalibrierung, Erstmusterprüfungsprozess (FAI) | Der FAI-Bericht besteht nur aus Kopieren und Einfügen. |
| 10. unerwünschter Warenbereich | Rote Markierung, physische Umz?unung von Rückhaltebereichen, Aufzeichnungen über die Abfallentsorgung | Neben dem qualifizierten Bereich ist Schrott eingemischt |
| 11. verpackungslogistik | Korrosionsschutzfolie VCI, Begasungszertifikat für Holzkisten im Seeverkehr (IPPC-Kennzeichnung) | Kein IPPC für den Export, leicht zu sto?en in blo?en Paketen |
| 12. das Personal im Au?endienst | Schmelzarbeiter, Qualit?tsprüfer mit Lizenz, Fluktuationsrate des Werkstattpersonals | Anteil der Zeitarbeiter in Schlüsselpositionen >30% |
Vorlage für einen Bewertungsbogen für Fabrikinspektionen (100-Punkte-Skala)
Ich empfehle die Verwendung einer gewichteten Punktzahl: 20 Punkte für das Qualit?tssystem, 25 Punkte für die Prozessausrüstung, 20 Punkte für die Testm?glichkeiten, 15 Punkte für das Management vor Ort, 10 Punkte für die Qualit?t des Personals, 10 Punkte für die finanzielle Stabilit?t. Ein einziger Punkt ist niedriger als die volle Punktzahl von 60%, was ein Veto mit einer Stimme bedeutet. In der Praxis wird das Werk bei einer Punktzahl ≥ 85 Punkten in den Lieferantenpool der Stufe A aufgenommen, bei 70-84 Punkten in die Alternative der Stufe B (geeignet für unkritische Teile), bei weniger als 70 Punkten direkt ausgeschlossen.
Praktische Erinnerung: die erste Fabrik Inspektion darf nicht grü?en oder nur 2 Stunden im Voraus angekündigt, um die reale Produktion Status zu sehen; vor der formellen Prüfung erfordert die andere Partei, um die letzten 3 Monate der t?glichen Produktion Aussagen, Kundenbeschwerden Datens?tze, defekte Rate Trenddiagramm - Daten k?nnen nicht auf die Fabrik, 99% Probleme haben.
Qualit?tskontrollsystem für den gesamten Prozess von der Schmelze bis zum fertigen Produkt
Direkte SchlussfolgerungenEine qualifizierte chinesische Aluminiumgie?erei, Qualit?tskontrolle ist nie die "letzte visuelle Inspektion", sondern von den Rohstoffen in die Fabrik, um das fertige Produkt aus den sieben Knotenpunkten der gesamten Kette geschlossenen Kreislauf. Wenn auch nur ein Knotenpunkt fehlt oder eine T?uschung ist, wird die endgültige Ausschussrate von dem ausgezeichneten Niveau der Industrie von 1,5%-3% auf 8%-15% ansteigen. Dieser China Aluminium Casting Supplier Sourcing Guide schl?gt vor, dass die Fabrik Inspektion Zeit von 60% auf die Qualit?tskontrolle Knotenpunkte der "Kette der Beweise" Audit verbracht! Anstatt auf Verkaufspr?sentationen zu h?ren.
Bei der überprüfung eines Motorlagerprojekts im Jahr 2023 leitete ich ein Team, das sechs aufeinanderfolgende Monate lang die Qualit?tskontrolldaten eines Werks in Jiangsu überprüfte. Das Unternehmen gab eine externe Ausschussrate von 3% an, aber nach einem Querverweis von Schmelzaufzeichnungen, R?ntgenberichten und Ma?proben lag die tats?chliche interne Ausschussrate bei 11,4%, wobei die Differenz durch "Nacharbeitsdurchg?nge" aufgezehrt wurde. Die Differenz wird haupts?chlich durch den "Nacharbeitsgang" aufgezehrt. Aus diesem Grund müssen die folgenden sieben Knotenpunkte einer nach dem anderen durchdrungen werden.
Sieben wichtige QC-Knotenpunkte und Industriestandards
| nodal | Zentrale Werkzeuge | Industrienormen/Grenzwerte | H?ufige Ausf?lle |
|---|---|---|---|
| 1. die Spektralanalyse der Rohstoffe | Ofenweise Inspektion mit einem direkt ablesbaren Spektrometer (OES) | GB/T 7999, ASTM E1251 | überm??iger Fe-Gehalt (>0,2%), hohe Zn-Verunreinigungen |
| 2. die Raffination und Entgasung der Schmelze | Rotationsentgasung + Dichte?quivalenzverfahren für Wasserstoff | Dichteindex DI ≤ 3%, Wasserstoffgehalt < 0,15 ml/100 g Al | Nadell?cher, Porosit?t über 5% |
| 3. die Kontrolle der Werkzeugtemperatur | Schimmelpilzthermostat + Infrarotkamera für Echtzeitüberwachung | Niederdruck-Gie?formtemperaturschwankung ±10℃ oder weniger | Kaltentmischung, Schrumpfung, Oberfl?chenflie?spuren |
| 4. die überwachung der Gussparameter | SCADA-System zur Aufzeichnung von Druck/Geschwindigkeit/Zeit-Kurven | Aufbewahrung der kompletten Prozesskurven pro Werkzeug ≥ 2 Jahre | Drift der Druckeinspritzgeschwindigkeit, unzureichender Nachdruck |
| 5. zerst?rungsfreie R?ntgen-/UT-Prüfung | Industrielle CT oder digitale Radiographie DR | ASTM E155 Stufe 2-3 (nach Belastungszone) | Innere Schrumpfung und Einschlüsse >φ1mm |
| 6. koordinierte Ma?kontrolle | CMM in voller Gr??e + erste FAI | CT6-CT8 (ISO 8062) | Kritische überschreitungen der Befestigungsl?cher, Ebenheit NG |
| 7. die Oberfl?chen- und Korrosionsprüfung | Salzsprühnebeltest, Schichtdickenmessger?t, H?rteprüfger?t | Anodische Oxidschicht ≥15μm, neutrales Salzspray ≥240h | Oxidverf?rbung, unzureichende lokale Schichtdicke |
Drei der einfachsten Knotenpunkte, durch die sich Anbieter durchwursteln k?nnen
Schmelze-EntgasungDas ist der gr??te Teil des Wassers. Viele Fabriken machen nur "visuelle Verschlackung" auf dem Gie?en, nicht die Dichte-Index-Test (Reduced Pressure Test) zu tun. Judgement-Methode ist sehr einfach: die Website gebeten, die letzten 30 Tage der DI-Proben zu sehen, müssen echte RPT-Anlage eine Reihe von nummerierten Test-Bl?cke neben dem Schmelzbereich gestapelt haben - keine physische nicht getan wird.
Prozentsatz der R?ntgenprobenAuch hier handelt es sich um ein besonders stark betroffenes Gebiet. Sicherheitskomponenten für Kraftfahrzeuge (wie Spurstangenk?pfe und Verbindungselemente für den Hilfsrahmen) müssen gem?? den Anforderungen der IATF 16949 einer DR-Prüfung nach dem 100%-Verfahren unterzogen werden, doch einige Werke führen lediglich Stichprobenprüfungen nach dem 5%-Verfahren durch und versehen diese dennoch mit dem Stempel "Vollprüfung". Unter Bezugnahme auf die Anforderungen des ASTM E155-Standardkatalogs sollten Lieferanten für jedes einzelne Teil eine rückverfolgbare DR-Bildnummer angeben, wodurch F?lscher von 80%-Teilen aussortiert werden k?nnen.
Salzsprühnebeltest-ZyklusManipulationen. Die standardm??ige 240-Stunden-Kabine für neutrales Salzsprühen (siehe ISO 9227) muss ununterbrochen laufen, aber ich habe gesehen, wie Fabriken Prüfstücke 48 Stunden lang in die Kabine gelegt haben, um einen Bericht zu erstellen, um einen Musterbericht zu überstürzen - verlangen Sie das Betriebsprotokoll der Salzsprühkabine und den Zeitstempel des Fotos des Prüfstücks, und die F?lschung wird sofort aufgedeckt.
Verbesserung des Verh?ltnisses zwischen Mitteln und Kosten
- Jede zus?tzliche Spektralinspektion am Ende des Rohmaterials kostet etwa +0,3-0,5 Yuan pro Stück, kann aber den Chargenausschuss aufgrund von Anomalien in der Zusammensetzung von Hunderttausenden von Dollar an j?hrlichen Verlusten auf fast Null reduzieren.
- Durch die Einführung eines Online-Wasserstoffmessger?ts (z. B. Alspek H) mit einer Investitionssumme von ca. 250.000 RMB kann die Ausschussrate von 6% auf weniger als 1,5% gesenkt werden, und die Kosten werden bei mittleren Stückzahlen innerhalb von 6-9 Monaten gedeckt.
- Industrielle CT-Ausrüstung (z. B. YXLON, Sanying Precision) eine einzige Einheit von 2-4 Millionen Yuan, kann aber Hochdruck-Druckguss von internen Defekten Leckrate von 3% Druck auf 0,1% die folgenden
Auswirkungen der internen CNC-Bearbeitung auf die Beschaffungskosten und Vorlaufzeiten
Direkte Schlussfolgerung: Bei der Beschaffung von Aluminiumgussteilen in China, unabh?ngig davon, ob ein integrierter Lieferant mit eigener CNC-Bearbeitung gew?hlt wird oder nicht, k?nnen die Gesamtkosten pro Stück 10%-18% betragen, die Lieferzeit betr?gt 20%-35%, und die Kundenreklamationsrate ist mehr als doppelt so hoch wie der Unterschied. Diese China Aluminiumguss Lieferanten Einkaufsführer ist eine klare Empfehlung: wo die Notwendigkeit für bearbeitete Oberfl?che Aluminium-Gussteile (die mehr als 85% der tats?chlichen Beschaffungsvolumen), Priorit?t Schloss Gie?en + CNC integrierte Anlage, nur spezielle Prozess-Teile (wie gro?e Sandguss Rohlinge oder reine dekorative Teile) zu prüfen, die "Gie?erei + unabh?ngige Verarbeitung Anlage" Trennungsmodus.
Vier strukturelle Vorteile eines All-in-One-Anbieters
Warum ist die integrierte Anlage fast immer die bessere L?sung? Im Kern geht es darum, den "Schnittstellenverlust" zwischen Guss und Bearbeitung zu eliminieren. Im Jahr 2023 half ich einem deutschen Kunden für Hydraulikventilgeh?use bei einem kontrollierten Experiment: Dasselbe Niederdruckgussteil aus A356-T6 wurde einer reinen Gie?erei (die Gussteile wurden an einen Verarbeitungsbetrieb in Suzhou geschickt) und einem integrierten Werk mit eigener CNC-Werkstatt in Hangzhou übergeben, wobei alle anderen Variablen berücksichtigt wurden. Sechs Monate nach Beginn der Massenproduktion ist der Unterschied schockierend.
| Dimension (math.) | Reine Gie?erei + ausgelagerte CNC | Integrationsanlage | Unstimmigkeit |
|---|---|---|---|
| Konsolidierte Kosten pro Einheit (USD) | 18.40 | 15.60 | ↓15.2% |
| Von der Bestellung bis zur FOB-Lieferung | 55 Tage | 38 Tage | ↓30.9% |
| Gesamtertrag der Fertigerzeugnisse | 91.2% | 96.8% | ↑5.6pt |
| Qualit?t Streitfall Reaktionszeit | 7-14 Tage | 24-48 Stunden | ↓80%+ |
| Logistik- und Transitkosten als Prozentsatz | 4.8% | 0.6% | ↓4.2pt |
Die den vier Vorteilen zugrunde liegende Logik l?sst sich wie folgt aufschlüsseln:
- Ein Angebot, eine verantwortliche Stelle: Der Eink?ufer muss nicht separat mit der Gie?erei und dem Bearbeitungsbetrieb über Preise verhandeln oder Zeichnungen abgleichen. Noch entscheidender ist, dass es im Falle von nach der maschinellen Bearbeitung festgestellten Poren oder Schrumpfungen im Inneren des Gussteils (den beiden h?ufigsten Arten von Gussfehlern) keine Schuldzuweisungen gibt – das integrierte Werk muss die Kosten für die Nachbearbeitung selbst tragen, und es gibt keinerlei Spielraum für Ausflüchte.
- Prozesssynergie (DFM-Regelkreis)Gie?erei-Ingenieure und CNC-Bearbeiter in einem integrierten Werk sitzen im selben Geb?ude und prüfen Zeichnungen. In der Gussphase nehmen sie angemessene Zugaben für die Bearbeitung vor (in der Regel 2,5-4,0 mm), vermeiden die Bearbeitung von Bezugspunkten am Anschnitt oder Speiser und optimieren die vorgegossene Position der L?cher für den Spannvorgang. Die von reinen Gie?ereien gelieferten Rohlinge erfordern oft ein zus?tzliches "Quadrieren", und allein die Einspannzeit ist 15%-25% l?nger.
- Rückverfolgbarkeit der Qualit?t im geschlossenen KreislaufDer Ofen, die Legierungszusammensetzung, die R?ntgenergebnisse und die W?rmebehandlungskurve eines jeden Gussteils k?nnen direkt mit der Werkzeugstandzeit und den Schnittparametern des entsprechenden CNC-Prozesses in Verbindung gebracht werden. Als unser Team eine Ursachenanalyse für einen neuen Energiekunden in Nordamerika durchführte, verlie?en wir uns auf das MES-System des integrierten Werks, um die Ursache für eine Charge mit undichter Dichtungsoberfl?che innerhalb von vier Stunden zu ermitteln - es war die überm??ige Menge an Sr-Verdichter in einem Ofen, die eine Mikrostrukturanomalie verursachte, und nicht ein Problem bei der CNC-Bearbeitung. Diese Art der Rückverfolgbarkeit würde im getrennten Betrieb normalerweise mehr als zwei Wochen in Anspruch nehmen.
- Geringere Logistik- und TransitkostenDie Logistikkosten für ein einzelnes Stück k?nnen von $0,6 bis $1,2 auf nahezu Null gesenkt werden, w?hrend gleichzeitig Folgesch?den beim Transport vermieden werden (Branchendurchschnitt 2%-4%).
Wie man bei der Werksinspektion den tats?chlichen Grad der CNC-F?higkeit ermittelt
Nicht jeder Betrieb mit einem Schild, auf dem "CNC-Werkstatt" steht, ist integriert. Es gibt vier harte Indikatoren, die ich bei meinen Betriebsbesichtigungen vor Ort normalerweise als Filter verwende:
- Verh?ltnis zwischen CNC-Ausrüstung und Gie?kapazit?tGesunde integrierte Fabriken, CNC-Investitionen in der Regel für 40%-70% der Investitionen in Gie?en, wenn eine monatliche Produktion von 500 Tonnen Gussteile in der Fabrik nur 5 S?tze von Drei-Achsen-Bearbeitungszentren, es ist eine "Fassade", die Produktionskapazit?t nicht übereinstimmen.
- Prozentualer Anteil der 5-Achsen-AusrüstungFür komplexe Strukturteile (Motorgeh?use, Getriebegeh?use) sind mindestens 30% oder mehr fünf- oder vierachsige Verkettungsvorrichtungen erforderlich, da andernfalls der kumulative Genauigkeitsfehler durch mehrfaches Spannen zunimmt.
- CMM CMM Inspektion Geschlossener KreislaufInline-KMGs (z. B. Zeiss, Hexagon) müssen in der Werkstatt verfügbar sein, und die Prüfdaten werden zur Kompensation direkt in das CNC-Programm zurückgeschrieben. Fabriken, die nur Offline-Stichproben nehmen, haben in der Regel 8-12 Prozentpunkte niedrigere Erfolgsquoten beim ersten Stück.
- Gegenzeichnungsprotokolle für Guss und CNC verarbeitenSehen Sie sich die DFM-überprüfungsdokumente der letzten 12 Monate an, um festzustellen, ob die Gie?erei- und Bearbeitungsteams das gleiche Dokument gegengezeichnet haben. Ohne einen dokumentierten Nachweis der Zusammenarbeit wird die "Integration" wahrscheinlich eine r?umliche Verschmelzung bleiben.
Im n?chsten Kapitel nehmen wir die Kostenstruktur komplett auseinander und zeigen Ihnen die 11 Kostenpositionen, die Sie hinter einem Angebot wirklich betrachten sollten.
Die wahre Kostenstruktur der chinesischen Aluminiumgie?erei-Anbieter entschlüsselt
Direkte Schlussfolgerungen:Ein typisches 1,2 kg schweres Gussteil aus Aluminiumlegierung (A356, T6-Zustand, einschlie?lich CNC-Bearbeitung) wird von chinesischen Anbietern in der Regel im Bereich von 3,8-4,6 US$ FOB angeboten. Davon entfallen 42%-48% auf Rohstoffe, 8%-12% auf Energie, 5%-10% auf die Amortisation von Formen, 6%-9% auf Arbeitskr?fte und 5%-8% auf die Abschreibung von Anlagen. 5%-8%, Management- und Dreipackkosten für 7%-10%, angemessener Gewinn für 8%-12% und Exportlogistik und Verpackung für 3%-6%. beliebig Eine Abweichung von der Spanne von 20% oder mehr, das Angebot ist eine heikle - entweder Schneiden Ecken oder verlassen Raum für Verhandlungen. Die letzte Lektion dieses Leitfadens für die Beschaffung von Lieferanten für Aluminiumguss aus China soll Sie lehren, jeden Cent hinter dem Angebot zu lesen.
Rohstoffe: Zweistufige Struktur der LME-Preise + Verarbeitungsgebühren
Die Kosten des Rohmaterials für Aluminiumgussteile sind nicht so einfach wie "Barrenpreis x Gewicht". Sie bestehen aus zwei Teilen:LME-Benchmarkpreis für Aluminiumbarren (oder Shanghai Futures Exchange SHFE-Preis) + Legierungsbearbeitungsgebühr (Premium)Nehmen Sie A356 als Beispiel. A356, zum Beispiel, in der reinen Aluminium-Barren Preis auf Si, Mg Legierung Verarbeitung Gebühren gestapelt werden etwa 800-1500 Yuan / Tonne; ADC12 wegen der Verwendung von recyceltem Aluminium, aber billiger als das ursprüngliche Aluminium 500-1200 Yuan / Tonne.
Als ich ein Angebot für einen deutschen Kunden im vierten Quartal 2023 überprüfte, stellte ich fest, dass ein Lieferant den LME-Preis drei Monate zuvor auf einen H?chststand von 2450 $/Tonne festgeschrieben hatte, w?hrend der tats?chliche Einkauf auf 2180 $/Tonne gefallen war - ein überh?hter Preis von 7,31 TP3T allein. Beziehen Sie sich auf die offizielle LME-Aluminiumnotierung und passen Sie diese monatlich an.
Und behalten Sie ein Auge aufAusbeuteDie Ausbeute beim Niederdruckguss liegt bei 85%-92%, beim Schwerkraftguss bei 75%-85%, beim Sandguss bei 65%-75%. Jeder Rückgang der Ausbeute um 5 Prozentpunkte führt zu einem Anstieg der Rohstoffkosten um etwa 6%. fragen Sie die Lieferanten Fragen Sie den Lieferanten nach den tats?chlichen Ausbeutedaten der letzten drei Monate, anstatt sich anh?ren zu müssen, dass er sich auf die Brust schl?gt und sagt: "Wir haben 95%".
Abschreibung von Energie und Ausrüstung: Prozess bestimmt Empfindlichkeit
Die Energiekosten variieren von Prozess zu Prozess erheblich. Der Schmelzprozess verbraucht etwa 550-750 kWh Strom pro Tonne Aluminiumwasser (Erdgas?fen k?nnen auf 350 kWh Strom + 80 m3 Gas reduziert werden). Legt man den Industriestrompreis von 0,75 Yuan/kWh zugrunde, so belaufen sich die Stromkosten pro Kilogramm Guss allein für den Schmelzprozess auf 0,4-0,55 Yuan.
- Druckgie?en:: Energieanteil 8%-10%, Abschreibung der Anlagen 6%-9% (eine 800T Druckgussmaschine ca. 2,5 Millionen RMB, abgeschrieben über 8 Jahre)
- NiederdruckgussEnergieanteil 10%-13% (der Warmhalteofen ist ganzj?hrig elektrifiziert), Abschreibung der Anlagen 4%-6%
- SchwerkraftgussEnergieanteil 6%-8%, Ger?teabschreibung nur 2%-4% (halbautomatische Ger?te sind billiger)
- Integrierter Druckgu? (9000T)Allein die Abschreibung der Anlagen macht 12%-18% aus, weshalb kleine Chargen sich das einfach nicht leisten k?nnen.
Abschreibung von Schimmelpilzen: eines der einfachsten Wortspiele, die es gibt
Die Formgebühren werden auf dem chinesischen Markt auf zwei Arten angegeben:Pauschalbetrag (NRE) 或 Amortisiert zum Stückpreis (Amortized). Das Amortisationsangebot scheint ein niedriger Stückpreis zu sein, aber es besteht ein verstecktes Risiko - wenn die Bestellung nicht die vereinbarte Menge erreicht, wird der Lieferant den Preis in der zweiten Tranche erh?hen, um einen Ersatz zu finden.
Ein Satz Niederdruckgussformen wird in China mit 150-350.000 RMB veranschlagt, bei einer Lebensdauer von etwa 80.000-150.000 Formen. Die Amortisation basiert auf 100.000 Gussformen zu 1,5-3,5 RMB pro Stück. Wenn der Lieferant "formfrei" anbietet, muss er die Kosten im Stückpreis versteckt haben, der in der Regel h?her ist als 8%-15%. Verlangen Sie immer, dass die Formkosten als separater Posten aufgeführt werden.
Arbeit und Gemeinkosten: Die geografische Streuung ist gr??er als Sie denken
Im Jahr 2024 betr?gt das Monatsgehalt der Gie?ereifacharbeiter im Jangtse-Delta 7500-9500 Yuan, im Perlfluss-Delta 8000-10500 Yuan, in der Bohai-Region 6500-8500 Yuan und im Westen (Chongqing, Sichuan) 5500-7500 Yuan. Obwohl der Anteil der Arbeitskosten an den Gesamtkosten nur 6%-9% betr?gt, kann er sich bei der arbeitsintensiven Nachbearbeitung (Entgraten, Polieren, Sichtprüfung) auf über 15% erh?hen. Deshalb sind die gleichen Teile in der Fabrik in Chongqing billiger als in Ningbo (5%-8%), aber rentabler.
Typische Kostentabelle für 1,2 kg Aluminiumguss (FOB Ningbo, A356+T6+CNC)
| Kostenposition | Betrag pro Einheit (USD) | Prozentsatz | Verhandlungsspielraum |
|---|---|---|---|
| Rohmaterial aus Aluminiumlegierung (Ausbeute 88%) | 1.85 | 44% | Gebundene LME-Verbindung, Platz 2%-4% |
| Schmelzen + Druckgie?en Energie | 0.42 | 10% | Fast kein Platz |
| Amortisation von Formen (100.000 Stück) | 0.28 | 7% | Erm??igt auf 5% für gro?e Mengen. |
| direkte Arbeit | 0.32 | 7.6% | 3%–5% |
| Abschreibung von Ausrüstungen | 0.26 | 6.2% | nicht haben |
| CNC-Bearbeitung + W?rmebehandlung | 0.45 | 10.7% | 5%–8% |
| Management + Qualit?t + Drei Pakete | 0.35 | 8.3% | 3%–6% |
| Margen | 0.42 | 10% | Das ist das eigentliche Herzstück des Gesch?fts. |
| Exportverpackung + Binnentransport | 0.15 | 3.6% | 2% |
| Gesamt FOB | 4.20 | 100% | Integriert 8%-12% |
Ein letzter praktischer Ratschlag: Bei den Verhandlungen sollte es nicht um umfassenden Preisdruck gehen, sondern darum, den Gewinn und die Gemeinkosten genau zu ermitteln. Rohstoffe, Energie, Abschreibung ist fast eine harte Kosten, Druck ist es, Lieferanten zu zwingen, Material zu stehlen. Lassen Sie den Lieferanten zu brechen das Angebot auf die Granularit?t dieser Tabelle, als der Verhandlungstisch wiederholt S?gen zehnmal effektiver.
Ein kompetentes Angebot zeichnet sich nicht durch einen billigen Preis aus, sondern dadurch, dass jeder Artikel einer genauen Prüfung standh?lt.























