
Was sind Aluminiumlegierungsformen? Ausführliche Erl?uterung zu Funktionsweise, Aufbau und Anwendungsbereichen
Ver?ffentlicht am:2026-07-01 Kategorie:Nachrichten Aufrufe:665
Zusammenfassung:
Was sind Aluminiumlegierungsformen? Dieser Artikel bietet eine systematische Analyse der Vorteile und Grenzen von Aluminiumlegierungsformen – von den Materialeigenschaften über das Formprinzip und den Aufbau der Formen bis hin zu g?ngigen Anwendungsbereichen und wichtigen Konstruktionsaspekten – und soll Ingenieuren und Technikern dabei helfen, sich schnell einen umfassenden überblick zu verschaffen.
Katalog der Artikel[Versteckt]
- Kernpunkte
- Die wichtigsten Fakten auf einen Blick
- Was ist eine Aluminiumlegierungsform? Worin unterscheidet sie sich von einer Stahlform?
- Aus welchen Bauteilen bestehen Aluminiumlegierungsformen? Wie funktioniert das Prinzip?
- Wie w?hlt man die Aluminiumlegierungen 7075, 6061 und 2A12 für den Einsatz im Werkzeugbau aus?
- Welche typischen Ausfallarten treten bei Formen aus Aluminiumlegierungen auf? Wie lassen sich Hei?risse, Verschlei? und Verformungen verhindern?
- Für welche Anwendungsbereiche eignen sich Aluminiumlegierungsformen? Wie trifft man die richtige Wahl zwischen Druckguss und Strangpressen?
- Was ist über den gesamten Lebenszyklus betrachtet kostengünstiger: Formen aus Aluminiumlegierung oder aus Stahl?
- H?ufig gestellte Fragen zu Aluminiumlegierungsformen
- Zusammenfassung und Empfehlungen zur Auswahl
AluminiumlegierungsformenDamit sind in der Regel Schnellwerkzeuge aus Aluminiumlegierungen gemeint, die sich für die Prototypenvalidierung, die Testfertigung in kleinen Stückzahlen und zeitkritische Projekte eignen; ihre wesentlichen Vorteile sind eine schnelle Bearbeitung, gute W?rmeleitf?higkeit und einfache Anpassbarkeit, allerdings sind sie in Bezug auf Lebensdauer, Verschlei?festigkeit und langfristige Stabilit?t unter hohem Druck im Allgemeinen weniger leistungsf?hig als Stahlwerkzeuge. In F?llen, in denen die Prototypenfertigung innerhalb von 2–5 Wochen abgeschlossen werden muss und die Stückzahlen pro Charge gering sind, sind Formen aus Aluminiumlegierung oft kostengünstiger als Stahlformen.
Kurze Antwort: Aluminiumlegierungsformen sind Rapid-Prototyping-Werkzeuge, deren Hauptmaterial eine Aluminiumlegierung ist. Sie werden h?ufig für Spritzguss-, Druckguss-, Niederdruckguss- und Extrusionsversuchsformen verwendet. Ihr Vorteil liegt in der schnellen W?rmeableitung, der schnellen Bearbeitung und der schnellen Lieferung; sie eignen sich für Kleinserien im Bereich von 5.000 bis 10.000 Stück. Bei hohen Drücken, hohen Temperaturen und Produktionsmengen im Millionenbereich sollte in der Regel auf Stahlformen umgestellt werden.
Kernpunkte
- Der Begriff “Aluminiumlegierungsform” bezieht sich in der Fachsprache in der Regel auf Schnellformen aus Aluminium und ist nicht mit den Stahlformen gleichzusetzen, die beim Druckguss von Aluminiumteilen verwendet werden.
- Die W?rmeleitf?higkeit von Aluminiumlegierungen ist deutlich h?her als die von Stahl; in ?ffentlich zug?nglichen Quellen wird sie h?ufig als etwa das 3- bis 4-Fache derjenigen von Stahl angegeben, was zur Verkürzung der Kühlzyklen beitr?gt.
- G?ngige Werkzeugst?hle sind H13 und 8407; sie eignen sich für den Einsatz im Druckguss, wo sie der Einwirkung von flüssigem Aluminium mit Temperaturen von über ca. 660 °C standhalten müssen.
- Aluminiumlegierungsformen eignen sich für Testproduktionen in kleinen Stückzahlen von 5.000 bis 10.000 Stück; bei Stückzahlen au?erhalb dieses Bereichs muss in der Regel die Verwendung von Stahlformen neu geprüft werden.
- Die Lieferzeit für Prototypenformen betr?gt in der Regel 2–4 Wochen, bei Stahlformen dauert es meist l?nger, je nach Komplexit?t der Konstruktion und des Fertigungsverfahrens.
Die wichtigsten Fakten auf einen Blick
- Bei Aluminiumlegierungsformen steht die “Schnelligkeit” im Vordergrund, bei Stahlformen die “Lebensdauer”
- 6061-T6 und 7075-T6 werden h?ufig für Aluminium-Prototypen und Schnellwerkzeuge für Kleinserien verwendet.
- 6061-T6 hat eine Zugfestigkeit von ca. 45.000 psi, 7075-T6 von ca. 83.000 psi; dieser Festigkeitsunterschied wirkt sich direkt auf die Belastbarkeit der Formkammer aus.
- Zu den g?ngigen Aluminiumlegierungen für Druckgussteile geh?ren ADC12 und A380, die sich für Bauteile in den Bereichen Automobil, neue Energien und Elektronikgeh?use eignen.
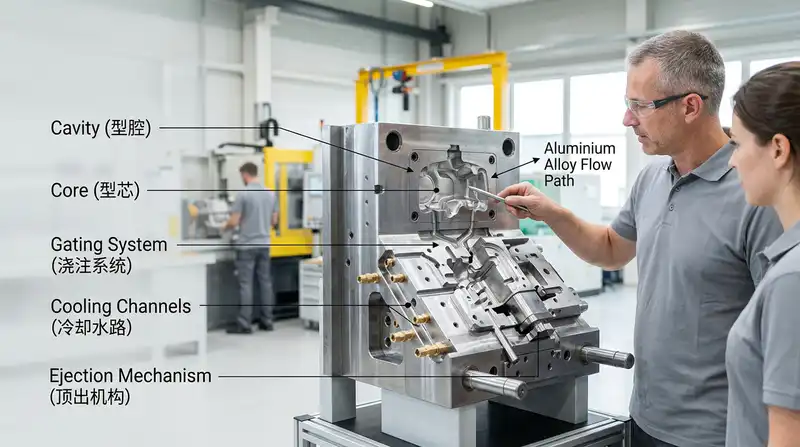
- Die Kernkonstruktion umfasst in der Regel die feste Form, die bewegliche Form, die Formkammern, das Angusssystem, das Kühlsystem und den Auswerfermechanismus.
Was ist eine Aluminiumlegierungsform? Worin unterscheidet sie sich von einer Stahlform?
Aluminiumlegierungsformen sind Formwerkzeuge, deren Hauptmaterial eine Aluminiumlegierung ist. Sie werden h?ufig für die schnelle Prototypenfertigung, die Testproduktion in kleinen Stückzahlen und die Prozessvalidierung eingesetzt. Im Vergleich zu Stahlformen zeichnen sie sich vor allem durch eine schnelle W?rmeleitung, eine geringe Dichte und hohe Zerspanungsgeschwindigkeiten aus, wodurch sich die Fertigungs- und Testzyklen deutlich verkürzen lassen. Allerdings sind sie in Bezug auf Verschlei?festigkeit, thermische Ermüdungslebensdauer und langfristige Stabilit?t unter hohem Druck in der Regel weniger leistungsf?hig als Warmformst?hle.
Was die Materialeigenschaften betrifft, so wird die W?rmeleitf?higkeit von Aluminiumlegierungen h?ufig als etwa 3–4-mal so hoch wie die von Stahl beschrieben, w?hrend ihre Dichte etwa 1/3 der von Stahl betr?gt. Daher lassen sie sich leichter bearbeiten, weisen ein geringeres Tr?gheitsmoment beim ?ffnen und Schlie?en der Form auf und eignen sich besser für Projekte, bei denen schnelle ?nderungen erforderlich sind. ?ffentlich zug?ngliche Informationen weisen zudem darauf hin, dass die Effizienz bei der Funkenerosion und der Hochgeschwindigkeitsbearbeitung von Formen aus Aluminiumlegierungen relativ hoch ist, was sie besonders für Prototypen, Automobil-Testteile und Projekte mit kurzen Durchlaufzeiten geeignet macht.
Zusammenfassung in einem Satz:Bei Stahlformen kommt es auf die Lebensdauer an, bei Formen aus Aluminiumlegierungen auf Geschwindigkeit und W?rmeableitung.Wenn bei Ihrem Projekt die Effizienz in Bezug auf die Testzyklen, strukturelle ?nderungen und die Vorabvalidierung im Vordergrund steht, sind Formen aus Aluminiumlegierungen oft die bessere Wahl; wenn hingegen die Lebensdauer unter hohem Druck und eine stabile Produktion über lange Zeitr?ume wichtig sind, sind Stahlformen die sicherere Option. Formen aus Aluminiumlegierungen beziehen sich in der Regel auf Schnellformen aus Aluminiumlegierungen, die haupts?chlich für die Prototypenvalidierung, die Testfertigung in kleinen Stückzahlen und eine schnelle Lieferung verwendet werden. Stahlformen beziehen sich in der Regel auf Formen, die aus Warmformstahl oder anderen hochfesten St?hlen hergestellt werden und für den Einsatz unter hohem Druck, bei hohen Temperaturen sowie für die langfristige Massenproduktion geeignet sind. W?rmeleitf?higkeit: Die F?higkeit eines Materials, W?rme zu leiten; Aluminiumlegierungen weisen eine hohe W?rmeleitf?higkeit auf, was dazu beitr?gt, die Abkühlzeiten zu verkürzen und die Taktzeiten zu verbessern. Thermische Ermüdung: Ein Ph?nomen, bei dem im Material durch wiederholtes Erw?rmen und Abkühlen Risse entstehen oder die Eigenschaften nachlassen; dies ist ein wichtiger Faktor, der die Lebensdauer von Formen einschr?nkt.
| Dimension (math.) | Aluminiumlegierungsformen | Stahlformen |
|---|---|---|
| Materialeigenschaften | Leicht, gute W?rmeleitf?higkeit, leicht zu bearbeiten | Hohe Festigkeit, hohe Verschlei?festigkeit, lange Lebensdauer |
| Vorlaufzeit | In der Regel etwa 2–4 Wochen | Dauert in der Regel etwa 4–8 Wochen oder l?nger |
| Gültige Chargen | Prototypen, Kleinserien, Testfertigung | Mittlere Stückzahlen, langfristige Serienfertigung |
| Schwierigkeitsgrad der ?nderung | relativ einfacher zu ?ndern | Die Kosten für ?nderungen sind h?her |
| typische Anwendung | Spritzguss-Testformen, Niederdruckguss, Rapid Prototyping | Serienfertigung im Druckgussverfahren, Hochdruckformung, langfristig stabile Produktion |

Aus welchen Bauteilen bestehen Aluminiumlegierungsformen? Wie funktioniert das Prinzip?
Aluminiumlegierungsformen bestehen in der Regel aus Formhohlraum, Formkern, Angusssystem, Kühlkan?len und Auswerfermechanismus. Das Funktionsprinzip besteht darin, dass die Metallschmelze oder das geschmolzene Material in den Formhohlraum gegossen wird, mithilfe des Kühlsystems schnell abgekühlt und verfestigt wird und anschlie?end durch den Auswerfermechanismus aus der Form entnommen wird. Da Aluminium eine hohe W?rmeleitf?higkeit aufweist, kann die Form die W?rme schneller ableiten, wodurch sich der einzelne Formzyklus verkürzt.
Welche Funktion haben die fünf Strukturen jeweils?
- Formkammer: Der entscheidende Bereich, der die Form und die Oberfl?chengenauigkeit der Teile bestimmt und sich direkt auf die Abmessungen und das Aussehen des Endprodukts auswirkt.
- Kern: Es entstehen innere Hohlr?ume, Kammern oder Hinterschneidungen, die in die Formkammer passen, um den Formschluss zu vollziehen.
- Gie?system: Dazu geh?ren der Anguss, der Angusskanal und der Innenanguss, die dazu dienen, den Weg und die Geschwindigkeit des Materials beim Einfüllen in die Formkammer zu steuern.
- Kühlwasserkreislauf: Dient dazu, W?rme abzuführen, Temperaturunterschiede zu regulieren, die Abkühlzeit zu verkürzen und die Formqualit?t zu stabilisieren.
- Aussto?vorrichtung: Das Produkt wird mithilfe von Stempeln, Auswerferplatten und anderen Bauteilen aus der Formkammer herausgedrückt, um ein Festkleben an der Form zu verhindern.
Worin unterscheiden sich die Füllprinzipien beim Niederdruck-, Schwerkraft- und Hochdruckguss?
Der Unterschied zwischen den drei Verfahren liegt haupts?chlich in der Antriebskraft, mit der die Metallschmelze in den Formhohlraum gelangt. Beim Niederdruckguss wird die Metallschmelze langsam durch Luftdruck vorgeschoben; dieses Verfahren eignet sich für Bauteile, die eine h?here Dichte und weniger Poren erfordern; beim Schwerkraftguss erfolgt die Formfüllung haupts?chlich durch die Schwerkraft, was kostengünstiger ist und sich für Produkte mit einfacher Struktur und relativ gleichm??iger Wandst?rke eignet; beim Hochdruckguss wird die Formkammer hingegen mit h?herem Druck und schnellerer Geschwindigkeit gefüllt, was sich für dünnwandige, komplexe Bauteile eignet. Die Verfahren unterscheiden sich zwar, erfordern jedoch alle eine stabile Formtemperaturregelung und eine angemessene Kühlungskonzeption.
Die Temperatur der Aluminiumschmelze liegt in der Regel bei etwa 650–700 °C; das Vorheizen der Form auf etwa 200 °C tr?gt dazu bei, Kaltstellen und Füllfehler zu reduzieren; je stabiler die Temperaturschwankungen in der Form sind, desto besser ist in der Regel die Ma?haltigkeit der Teile. Sowohl in der Fachliteratur als auch in technischen Unterlagen wird betont, dass die Temperaturverteilung im Werkzeug, die Anordnung der Kühlkan?le und der Zeitpunkt des Auswerfens entscheidende Faktoren für die Stabilit?t von Aluminiumlegierungswerkzeugen sind.
Wie w?hlt man die Aluminiumlegierungen 7075, 6061 und 2A12 für den Einsatz im Werkzeugbau aus?
Bei der Auswahl von Werkstoffen für Aluminiumlegierungsformen werden in der Regel die Sorten 6061-T6, 7075-T6 und 2A12 bevorzugt, wobei sich 6061-T6 besser für Prototypen und Kleinserien eignet, w?hrend sich 7075-T6 besser für Formkammern eignet, die h?heren mechanischen Belastungen ausgesetzt sind, und 2A12 h?ufiger für Formrahmen oder Stützkonstruktionen verwendet wird. Bei der Materialauswahl geht es nicht darum, dass “je st?rker, desto besser” gilt, sondern darum, ein Gleichgewicht zwischen Festigkeit, Bearbeitbarkeit und Kosten zu finden.
| Noten | Brinell-H?rte | Zugfestigkeit | typische Anwendung |
|---|---|---|---|
| 6061-T6 | ca. 95 HB | ca. 45.000 psi[3] | Testformen, Prototypen in Kleinserien |
| 7075-T6 | ca. 150 HB | ca. 83.000 psi[4] | Hochbelastete Hohlr?ume, druckbeaufschlagte Bereiche |
| 2A12 | ca. 105 HB | ca. 62.000 psi[5] | Formrahmen, strukturelle Stützen |
2A12 geh?rt zur Gruppe der Aluminium-Kupfer-Legierungen und weist gute mechanische Eigenschaften auf. Allerdings sind seine W?rmeleitf?higkeit, seine Best?ndigkeit gegen thermische Ermüdung und seine F?higkeit, direkten hohen Temperaturwechseln standzuhalten, in der Regel schlechter als bei Legierungen, die sich besser für Schnellwerkzeuge eignen. Daher eignet sich diese Legierung eher für den Einsatz als Werkzeugrahmen, Stützteile oder übergangskonstruktionen. In der Praxis wird h?ufig wie folgt vorgegangen: Zun?chst wird die Struktur mit 6061 validiert, anschlie?end wird je nach Produktionsvolumen und Beanspruchung auf 7075 umgestellt, um sowohl die Entwicklungseffizienz als auch die Lebensdauer zu gew?hrleisten.

Welche typischen Ausfallarten treten bei Formen aus Aluminiumlegierungen auf? Wie lassen sich Hei?risse, Verschlei? und Verformungen verhindern?
Zu den h?ufigsten Ausfallursachen bei Aluminiumlegierungsformen z?hlen thermische Risse, Oberfl?chenverschlei? und Verformungen der Formkammern, wobei thermische Risse am typischsten sind und in der Regel mit thermischen Spannungskonzentrationen zusammenh?ngen, die durch wiederholte Temperaturwechselzyklen verursacht werden. Durch die gleichzeitige Optimierung der vier Aspekte – Ausrundung, Kühlungsanordnung, Materialauswahl und W?rmebehandlung – l?sst sich die stabile Betriebsdauer der Form deutlich verl?ngern.
?? H?ufige Fehler: Das Missverst?ndnis, dass “Aluminiumlegierungsformen” “aus Aluminium gefertigte Druckgussformen” seien. Tats?chlich werden für Aluminiumdruckgussteile (z. B. ADC12, A380) üblicherweise Warmformst?hle wie H13 oder 8407 verwendet, um dem Druck der etwa 660 °C hei?en Aluminiumschmelze standzuhalten; w?hrend sich der Begriff ?Aluminiumlegierungsformen“ eher auf Formen aus Aluminium bezieht, die für die schnelle Prototypenentwicklung oder die Kleinserienfertigung eingesetzt werden.
- thermischer Riss: Wiederholte Temperaturwechsel führen zu Rissen in der Oberfl?che, wobei die Risse an den scharfen Kanten am ehesten zuerst auftreten. In der Praxis wird der Radius der Innenrundung daher in der Regel auf mindestens 2 mm ausgelegt, und durch eine optimierte Kühlführung werden Temperaturunterschiede verringert.
- Oberfl?chenverschlei?: Wenn die Oberfl?che der Formkammer über einen l?ngeren Zeitraum hinweg durch schnell str?mende Metallschmelze oder geschmolzenes Material abgeschliffen wird, kann dies zu einer allm?hlichen Vergr??erung der Abmessungen führen. Zu den g?ngigen Ma?nahmen z?hlen die Hartanodisierung, Oberfl?chenbeschichtungen und eine angemessene Verringerung der Str?mungsgeschwindigkeit.
- Verformung der Formkammer: Die Steifigkeit und die Hochtemperaturfestigkeit von Aluminiumlegierungen sind geringer als die von Stahl; bei langfristiger Belastung kann es zu bleibenden Verformungen kommen. Daher müssen die belasteten Bereiche bereits in der Konstruktionsphase verst?rkt und eine Umformungsanalyse durchgeführt werden.
Auch die Bearbeitungsqualit?t beeinflusst die Ausfallrate. Aus ver?ffentlichten Bearbeitungsdaten geht hervor, dass durch mehrmalige Spannungsentlastungsw?rmebehandlung und hochpr?zise CNC-Bearbeitung die Gesamtabweichung der Formkammern auf 0,01–0,02 mm begrenzt werden kann.[7] Grad und verringert die Restspannungen, wodurch das Risiko von vorzeitigen thermischen Rissen und Ma?abweichungen reduziert wird.

Für welche Anwendungsbereiche eignen sich Aluminiumlegierungsformen? Wie trifft man die richtige Wahl zwischen Druckguss und Strangpressen?
Aluminiumlegierungsformen eignen sich besser für Projekte mit kleinen bis mittleren Stückzahlen, engen Lieferfristen und komplexen Strukturen bei geringer Produktionsmenge. Sie kommen h?ufig bei Spritzguss-Testformen, Niederdruckguss, Schwerkraftguss und Testformen für die Aluminiumprofil-Extrusion zum Einsatz. Der wirtschaftliche Einsatzbereich liegt in der Regel bei etwa 5.000–10.000 Stück; wird dieser Bereich überschritten, sind Stahlformen hinsichtlich der auf ein Stück umgelegten Kosten oft vorteilhafter.
Für welche Produkte eignen sich jeweils der Niederdruckguss und der Schwerkraftguss?
Der Niederdruckguss eignet sich besser für Bauteile, bei denen hohe Anforderungen an die innere Dichte gestellt werden und die Wandst?rken nur geringfügig variieren, wie beispielsweise Motorgeh?use für Elektrofahrzeuge, Hilfsrahmen und Geh?use für Bordladeger?te; der Schwerkraftguss eignet sich hingegen besser für Produkte wie Halterungen oder Geh?use, die eine relativ einfache Struktur aufweisen, in mittleren Stückzahlen hergestellt werden und bei denen die Kosten eine wichtige Rolle spielen. Da die Nachfrage nach Bauteilen für neue Energiefahrzeuge bis 2026 weiter steigen wird, wird der Einsatz von Niederdruck- und Schwerkraftguss im Bereich der Fahrzeuggeh?use weiter zunehmen.
In welchen F?llen muss auf Stahlformen umgestellt werden?
Wenn die Jahresproduktion 50.000 Stück übersteigt oder die Bauteile h?heren Druckgussdrücken, langfristigen Temperaturwechseln und h?ufigeren St??en in der Formkammer ausgesetzt sind, sollte die Verwendung von Stahlformen sorgf?ltig geprüft werden. Bei g?ngigen Aluminiumdruckgusslegierungen wie ADC12 und A380 sind Warmarbeitsst?hle wie H13 und 8407 in der Regel besser geeignet, wenn eine stabile Serienproduktion und eine l?ngere Lebensdauer angestrebt werden.
Was ist über den gesamten Lebenszyklus betrachtet kostengünstiger: Formen aus Aluminiumlegierung oder aus Stahl?
Entscheidend für die Beurteilung der Gesamtlebenszykluskosten sind die Produktionsmenge und die Anzahl der ?nderungen: Bei Projekten mit kleinen Stückzahlen, kurzen Zyklen und h?ufigen Modell?nderungen sind Formen aus Aluminiumlegierungen oft kostengünstiger; bei einer langfristigen, stabilen Serienproduktion lassen sich die hohen Formenbaukosten mit Stahlformen leichter auf die Einzelstücke umlegen. Technische Daten, die 2024 auf einer Fachmesse ver?ffentlicht wurden, zeigen, dass L?sungen mit hochw?rmeleitf?higen Aluminiumformen die Herstellungskosten um ca. 10% bis ca. 20% senken und den Druckgusszyklus um ca. 15% bis ca. 25% verkürzen k?nnen.
| Dimension (math.) | Aluminiumlegierungsformen | Stahlformen |
|---|---|---|
| Formenbaukosten | In der Regel niedriger und flexibler anpassbar | In der Regel h?her, h?here ?nderungskosten |
| Vorlaufzeit | ca. 2–4 Wochen | ca. 4–8 Wochen oder l?nger |
| Lebensdauer | Eignet sich besser für kleine Stückzahlen und Testformen | Besser geeignet für hohe Belastungen und die langfristige Serienfertigung |
| Stückkosten | Kleine Stückzahlen bieten gr??ere Vorteile | Bei gro?en Mengen ergeben sich weitere Vorteile |
Wenn die j?hrliche Produktionsmenge Ihres Projekts unter 10.000 Stück liegt und sich das Projekt noch in der Phase der Designiteration befindet, sind Formen aus Aluminiumlegierung in der Regel kostengünstiger; wenn die Produktionsmenge weiter steigt und h?here Anforderungen an die Ma?haltigkeit gestellt werden, eignen sich Stahlformen besser für die langfristige Produktion. Bei Projekten, die h?ufige ?nderungen erfordern, senken die Bearbeitungseffizienz und die einfache Nachbearbeitung von Aluminiumformen die Kosten für Versuch und Irrtum deutlich.
H?ufig gestellte Fragen zu Aluminiumlegierungsformen
Die h?ufigsten Fragen von Ingenieuren und Eink?ufern lauten in der Regel: “Wie viele Formzyklen sind m?glich?”, “Kann das Teil repariert werden, wenn es kaputt geht?”, “Wie lange betr?gt die Lieferzeit?” und “Kann es für Komponenten im Bereich der neuen Energien verwendet werden?”. Die Antworten auf diese Fragen h?ngen von den drei Faktoren Produktionsmenge, Herstellungsverfahren und Material ab und lassen sich nicht allein anhand des Preises beurteilen.
Wie viele Formzyklen halten Formen aus Aluminiumlegierung aus?
Bei Spritzguss oder der Formgebung unter geringer Belastung liegt der wirtschaftliche Produktionsbereich für Aluminiumlegierungsformen in der Regel bei etwa 5.000–10.000 Stück; bei Druckguss, einer Umgebung mit hohen Temperaturen und hohem Druck, ist die tats?chliche Lebensdauer geringer und muss unter Berücksichtigung der Komplexit?t der Teile, der Formtemperaturregelung und der Materialermüdung neu bewertet werden. Sobald der wirtschaftliche Bereich überschritten wird, sind Stahlformen hinsichtlich der Stückkosten oft vorteilhafter.
Kann ein Riss in der Formkammer repariert werden? Wie lange dauert die Lieferzeit?
Reparierbar. Bei Formen aus Aluminiumlegierungen lassen sich lokaler Verschlei?, feine Risse und Besch?digungen an Kanten und Ecken in der Regel durch Schwei?en, Schleifen und lokale Nachbearbeitung beheben; da Aluminium gut zerspanbar ist, betr?gt die Lieferzeit für Prototypen oder Testformen üblicherweise etwa 2–4 Wochen, w?hrend Stahlformen in der Regel l?nger ben?tigen. Bei Projekten, bei denen eine schnelle Validierung des Konzepts erforderlich ist, ist dieser Zeitunterschied von entscheidender Bedeutung.
Sind Aluminiumlegierungsformen für Komponenten im Bereich der neuen Energien geeignet?
Geeignet, insbesondere für Ladegeh?use, Steuerboxen, Halterungen und bestimmte Komponenten des W?rmemanagements in Fahrzeugen mit alternativen Antrieben. Angesichts der anhaltend steigenden Produktionszahlen bei Fahrzeugen mit alternativen Antrieben im Jahr 2026 w?chst der Bedarf an schneller Werkzeugfertigung und Leichtbau-Validierung für Komponenten wie OBC, DCDC und PDU weiter, weshalb Aluminiumlegierungswerkzeuge in der Testproduktionsphase von gro?em Wert sind.
Zusammenfassung und Empfehlungen zur Auswahl
Bei der Auswahl von Aluminiumlegierungsformen ist es am wichtigsten, zun?chst die Phase des Projekts zu bestimmen: Handelt es sich um eine Prototypenvalidierung, eine Testfertigung in kleinen Stückzahlen oder sind schnelle Modell?nderungen erforderlich, sind Aluminiumlegierungsformen in der Regel besser geeignet; bei der langfristigen Serienfertigung unter hohem Druck sollten hingegen Stahlformen bevorzugt werden. Die endgültige Auswahl wird gemeinsam von der Werkstoffsorte, den Ausfallmodi und der Stückzahl bestimmt und nicht allein von den Kosten.
Wie legt man die Werkzeugkonzeption für unterschiedliche Losgr??en und Strukturen fest?
Bei Stückzahlen unter 5.000, bei komplexer Geometrie oder wenn sich das Produkt noch in der Phase wiederholter überarbeitungen befindet, sollten vorrangig Formen aus Aluminiumlegierung gew?hlt werden; bei Stückzahlen über 10.000 und wenn eine l?ngere Lebensdauer angestrebt wird, sind Stahlformen in der Regel kostengünstiger. Bei Pr?zisionsformteilen wird empfohlen, den Gesamtfehler der Formkammern auf 0,01–0,02 mm zu begrenzen.[10] Diese Stufe erfordert in der Regel den Einsatz von CNC-Feinbearbeitung und Elektroerosionsverfahren.
- Prototypenfertigung: 6061-T6, mit Schwerpunkt auf niedrigen Kosten und schneller Bearbeitung
- Kleine Stückzahlen, hohe Auslastung: 7075-T6, mit Schwerpunkt auf H?rte und Tragf?higkeit
- Massenproduktion: Stahlformen, wobei der Schwerpunkt auf der Lebensdauer und der Abschreibung pro Stück liegt
Wann sollte man einen professionellen Hersteller von Gussformen zur Begutachtung hinzuziehen?
Wenn das Projekt Komponenten für neue Energiequellen, Niederdruckguss, Schwerkraftguss oder hochkomplexe Formkammern umfasst, empfiehlt es sich, bereits frühzeitig vor dem Formenbau einen spezialisierten Formenbauer hinzuzuziehen. Eine fachliche Bewertung umfasst in der Regel die Analyse der Formkonstruktion, die Analyse des Formprozesses, die Anordnung der Kühlkan?le sowie die Auslegung des Auswerferkonzepts. Diese Faktoren wirken sich direkt auf die H?ufigkeit sp?terer Formnachbearbeitungen, die Ausbeute und die Gesamtkosten aus.























