
Guía de proveedores de fundición de aluminio de China (con evaluación de la calidad y lista de comprobación para evitar problemas)
Fecha de publicación:2026-05-27 Categoría:Blog Visitas:1874
Resumen:
?Busca una fundición de aluminio fiable? Esta guía detallada de proveedores de fundición de aluminio en China le ofrece una explicación en profundidad del proceso completo, desde la auditoría de cualificación y la evaluación de procesos hasta el cálculo de costes. Combinada con a?os de experiencia en fabricación, Ningbo Hexin le ayudará a evitar los errores comunes de las fundiciones y a seleccionar rápidamente fábricas de origen de calidad con mecanizado de precisión real y estricto control de calidad. Lea ahora la práctica lista de comprobación para la evaluación de proveedores.
Catálogo de artículos[Oculto]
- Un marco básico para la toma de decisiones sobre la contratación de proveedores de fundición de aluminio en China
- Panorama de la industria china de fundición de aluminio y distribución por grupos industriales
- Comparación de los principales procesos de fundición de aluminio y guía de selección
- Diferencias técnicas entre la fundición a baja presión y la fundición por gravedad
- La tecnología de fundición a presión integrada en China, a punto de aterrizar
- Selección del grado de aleación de aluminio y adecuación de las propiedades del material
- Lista de comprobación de cualificación e inspección sobre el terreno para proveedores cualificados
- Sistema de control de calidad de todo el proceso, desde la fusión hasta el producto acabado
- Repercusión de las capacidades internas de mecanizado CNC en los costes de adquisición y los plazos de entrega
- Desmontada la verdadera estructura de costes de los proveedores chinos de fundición de aluminio
China representa alrededor de 55% de la capacidad mundial de fundición de aluminio (según el Informe de la Industria del Aluminio de Statista), pero menos de 20% de las fábricas de esta cadena de suministro pueden realmente suministrar Cpk≥1,33 de forma constante.Esta Guía de Aprovisionamiento de Proveedores de Fundición de Aluminio de China ha ordenado la ruta completa de toma de decisiones desde la selección de procesos, la auditoría de cualificación hasta el desmontaje de costes, lo que puede ayudarle a filtrar los proveedores de riesgo de 70% antes de pedir presupuestos. Esta guía de aprovisionamiento de proveedores de fundición de aluminio le ayuda a filtrar los proveedores de riesgo de 70% antes de pedir presupuestos, y le proporciona la lista de comprobación de inspección de fábrica y la línea roja de calidad que puede aplicar.
Un marco básico para la toma de decisiones sobre la contratación de proveedores de fundición de aluminio en China
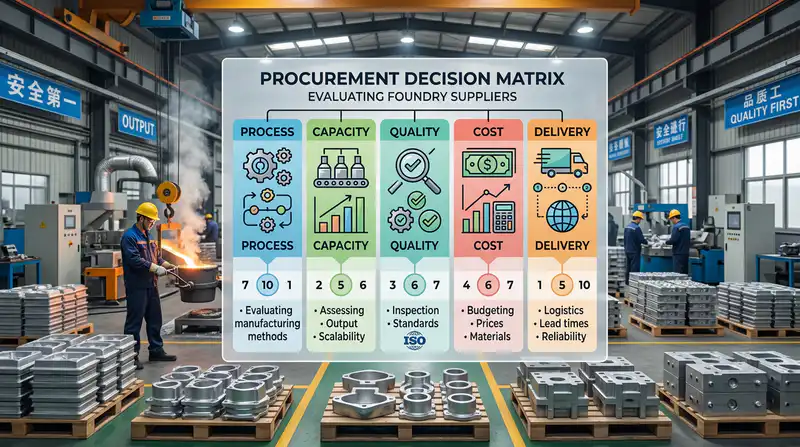
Conclusión en una frase:La adquisición de proveedores chinos de fundición de aluminio, no sólo puede mirar a la cita, pero para utilizar el "grado de coincidencia de proceso - escala de capacidad - sistema de calidad - estructura de costes - capacidad de entrega" modelo de cinco dimensiones, al mismo tiempo de puntuación, cualquier una dimensión de menos de 70 puntos deben ser eliminados. La idea central de esta guía de adquisición de proveedores de fundición de aluminio de China es: elegir el proceso equivocado es más fatal que elegir la fábrica equivocada, y elegir la fábrica equivocada hará que todo el proyecto pague más 20%-35% costes ocultos.
?Por qué el sector de las compras globales sigue centrando su atención en China? La respuesta no se reduce simplemente a que sea "barato". Según los datos sobre la producción mundial de aluminio primario publicados por Statista, la producción de aluminio primario de China en 2023 fue de aproximadamente 41 millones de toneladas, lo que representa más del 58% de la producción mundial. Esto significa que toda la cadena de suministro, desde las materias primas, el acero para moldes y las herramientas de mecanizado hasta los hornos de tratamiento térmico, se completa en un circuito cerrado a nivel nacional, con plazos de entrega entre 4 y 6 semanas más cortos que en el sudeste asiático y más de 8 semanas más cortos que en México.
Marco de toma de decisiones en cinco dimensiones: umbrales cuantitativos para cada dimensión
| dimensión (matem.) | Puntos principales del examen | umbral de admisibilidad |
|---|---|---|
| Adecuación de procesos | Baja presión/gravedad/alta presión/arena/alineación del molde o no | El valor de producción anual de este proceso ≥ 40% del valor de producción total de la fábrica. |
| Escala de capacidad de producción | Tonelaje del horno de fusión, tonelaje de la máquina de fundición a presión, número de piezas al a?o | La capacidad de producción mensual para dejar 30% buffer, para evitar la aglomeración de pedidos |
| sistema de calidad | iso 9001 / iatf 16949 / as9100 | Validez de la certificación + registros de supervisión y auditoría en los últimos 3 a?os |
| estructura de costes | Material, energía, mano de obra, amortización de moldes en porcentaje de | Porcentaje de material 55%-65% es el rango saludable |
| Entregabilidad | Tasa de entrega a tiempo OTD, localización de herramientas, experiencia en despacho de aduanas | OTD ≥ 92% en los últimos 12 meses |
El a?o pasado, dirigí un equipo para hacer una revisión de proveedores para un proyecto de componentes estructurales de automoción en el este de China, y después de que 6 fábricas candidatas fueran puntuadas de acuerdo con las cinco dimensiones anteriores, la clasificación fue completamente opuesta a la clasificación de la oferta inicial - la que tenía la oferta OTD más baja era sólo 78%, lo que en última instancia provocó una extensión PPAP en el cliente T1, con una única pérdida de alrededor de 42.000 USD. Este incidente nos permitió establecer una regla de hierro:Las plantas con OTD inferiores a 90%, aunque sean baratas, no entran en la lista final de candidatos.
Una lista de 6 requisitos que deben bloquearse antes de la contratación
Antes de enviar la petición de oferta, se recomienda que el comprador escriba los 6 puntos siguientes en un "Documento de Congelación de Requisitos" de una página A4 que deberán firmar los departamentos de ingeniería y calidad para su confirmación. De lo contrario, los cambios posteriores harán que el coste quede fuera de control.
- Calidades y normas de las aleaciones de aluminiopor ejemplo, A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), no escriba simplemente "aleación de aluminio".
- Tolerancias dimensionales críticas y GD&TDefinir las clases CT (ISO 8062), generalmente CT9-CT11 para la arena, CT6-CT7 para la fundición a presión.
- Requisitos mínimos de las propiedades mecánicasResistencia a la tracción, límite elástico y alargamiento, con estado de tratamiento térmico (F / T5 / T6 / T7).
- Nivel de defectos internosRecomendación: ?Qué nivel de porosidad/contracción es aceptable para la clasificación por rayos X según ASTM E155? Las piezas de seguridad suelen ser ≤ Nivel 2.
- Tratamiento de superficies y requisitos de pinturaAnodizado, pintura en polvo, electroforesis o sólo chorro de arena. Duración del ensayo de niebla salina (480h / 720h) por cuantificar.
- Demanda anual y margen de fluctuación: El EAU (Uso Anual Estimado) ± 20% se comunica al proveedor para facilitar la adecuación de la vida útil del molde y la programación de la línea de producción.
Un detalle que a menudo se pasa por alto: la propiedad del molde y el compromiso de vida útil. Los proveedores chinos suelen ofrecer "100.000 de vida útil del molde", pero si su demanda anual es de 150.000 piezas y el ciclo del producto es de 5 a?os, debe incluir en el contrato "una reparación gratuita o un reembolso prorrateado por parte del proveedor una vez agotada la vida útil del molde", de lo contrario recibirá una factura por la reparación del molde al a?o siguiente.
Panorama de la industria china de fundición de aluminio y distribución por grupos industriales
Conclusiones directasLa producción total de fundición de aluminio de China en 2023 será de unos 10,5 millones de toneladas, lo que representa más de 42% de la producción mundial (fuente de datos: Foundry-Planet Global Foundry Industry Report). Sin embargo, la capacidad de aprovisionamiento real que merece la pena está muy concentrada en los cuatro principales clústeres industriales: el delta del río Yangtsé es bueno en fundición de precisión a baja presión y por gravedad, el delta del río Perla se centra en la fundición a presión de electrónica de consumo, Bohai Rim sirve piezas pesadas de OEM de automoción, y el oeste está creciendo rápidamente con la fundición a presión para la integración de motocicletas y vehículos de nueva energía. Si se elige la agrupación equivocada, el ciclo de aprovisionamiento se alargará una media de 15-25 días, y el coste de una sola pieza subirá 8%-12%.
Tama?o de la industria y datos de exportación: algo más que "grande
Según la Asociación China de Fundición (CFA), las exportaciones chinas de piezas de fundición de aleaciones de aluminio ascienden a unos 17.800 millones de dólares, con un aumento interanual de 6,3%. Sin embargo, la estructura de las exportaciones es radicalmente divergente: las exportaciones de piezas tradicionales de arena disminuyeron en 4%, mientras que las piezas de fundición a alta presión relacionadas con los vehículos de nueva energía ( HPDC) crecen más de 22%.
?Qué significa esto? Si usted está comprando nueva energía tres cáscaras del sistema de energía, bandejas de la batería, partes de la estructura del cuerpo integrado, el poder de negociación del proveedor está aumentando rápidamente, por el contrario, la clase de soporte mecánico general de fundición de arena es un mercado de compradores, el espacio de negociación es todavía por lo menos 10%.
Las ventajas diferenciadoras de los cuatro clusters industriales
Nuestro equipo ha visitado sobre el terreno más de 40 fundiciones de aluminio en los últimos tres a?os, abarcando todos los clusters principales. A continuación se muestra un retrato de clúster basado en datos de proyectos reales:
| agrupación industrial | ciudad representativa | Puntos fuertes de la artesanía | Corriente descendente típica | Nivel de oferta individual | Cantidad mínima de pedido (MOQ) |
|---|---|---|---|---|---|
| Delta del río Yangtsé | Ningbo, Suzhou, Taizhou | Fundición a baja presión, fundición por gravedad, fundición a presión de precisión | Piezas de automóviles, equipos médicos, válvulas industriales | Medio-alto (referencia +5%) | 500-1000 piezas |
| Delta del río Perla | Foshan, Dongguan, Zhongshan | Fundición a alta presión, piezas de paredes finas, tratamiento de superficies | Electrónica de consumo, refrigeración LED, electrodomésticos | Media (línea de base) | A partir de 2000 piezas |
| Círculo Económico de Bohai (región económica que incluye Pekín, Tianjin, Hebei, Liaoning y Shandong) | Tianjin, Qingdao, Tangshan | Fundición en arena de gran tama?o, fundición por gravedad de gran tonelaje | Vehículos industriales, maquinaria de construcción, energía eólica | Medio-bajo (Baseline-3%) | 200 piezas |
| parte occidental | Chongqing, Chengdu, Xi'an | Fundición a presión de motocicletas, fundición a presión integrada | Vehículos de dos ruedas, vehículos de nueva energía, aviación | Bajo (línea de base - 8%) | 1000 piezas |
Lógica de decisión real para la selección de clusters
El a?o pasado ayudé a un cliente alemán de bombas industriales a migrar su cadena de suministro: al principio insistieron en buscar proveedores en Foshan, porque habían oído que "el precio más bajo en el delta del río Perla". Rechacé esta propuesta después de hacer pruebas: el delta del río de las Perlas es bueno en la fundición a presión de electrónica de consumo de 1,5-3 mm de grosor de pared, mientras que ellos quieren un cuerpo de bomba de fundición en arena de latón de 8 kg de grosor de pared en lugar de piezas de aluminio. Finalmente aterrizamos en Yuyao, Ningbo, la primera pieza de la tasa calificada de la muestra anterior de 62% a 94%, el costo anual de adquisición en lugar de reducir 11%.
Regla empírica: no se deje enga?ar por la etiqueta "agrupación de bajo precio". La coincidencia de procesos determina mejor el coste total de propiedad (CTP) que las diferencias geográficas de precios.
Esta es la lógica subyacente de esta guía de abastecimiento de proveedores de fundición de aluminio de China repetidamente enfatizada - tipo de producto → proceso → clúster, este orden no puede ser invertido. Camino de juicio específico:
- Piezas estructurales de automóviles, piezas de chasisPrioridad Delta del Yangtsé (núcleo de fundición a baja presión de Ningbo) o Bohai Rim (círculo de apoyo al automóvil de Tianjin y Changchun)
- Disipadores térmicos electrónicos, carcasas de equipos 5GDirigido directamente al delta del río Perla (Dongguan Changan, Foshan Nanhai)
- Grandes piezas mecánicas, bujes de aerogeneradores: Las plantas de fundición en arena de Bohai Rim (Qingdao, Tangshan) son las más rentables.
- Fundición a presión integrada de nueva energía (6000T+)Chongqing Liangjiang New District y Ningbo Qianwan New District son las dos únicas bases maduras en la actualidad.
- Piezas de motocicletas/vehículos eléctricos de dos ruedas extremadamente sensibles a los costes: Agrupaciones de Chongqing Jiulongpo y Jiangjin
En cuanto al mecanismo por el que la volatilidad del precio mundial del aluminio afecta a las ofertas de los clusters, se recomienda prestar atención simultánea a la tendencia del precio del aluminio LME de la Bolsa de Metales de Londres: el ciclo de ajuste de ofertas de las fundiciones chinas suele ir unos 7-10 días por detrás del LME, lo que da a los compradores un margen de negociación peque?o, pero práctico.
Comparación de los principales procesos de fundición de aluminio y guía de selección
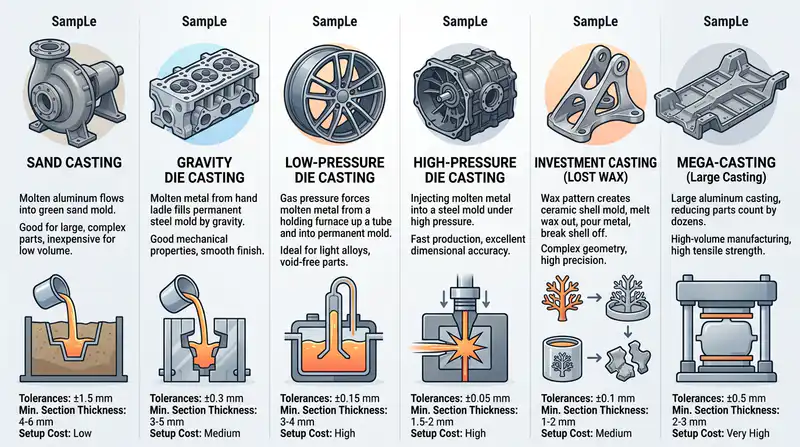
Conclusiones directasEl proceso de fundición de aluminio: No hay ventajas ni desventajas absolutas en los seis principales procesos de fundición de aluminio, sólo el grado de adecuación. La fundición en arena es adecuada para piezas de gran tama?o, desde una sola pieza hasta mil; la fundición por gravedad y la fundición a baja presión son el pilar de las piezas estructurales de volumen medio; la fundición a alta presión manda en los productos de consumo y piezas de carrocería de clase millonaria; la fundición a la cera perdida está especializada en piezas complejas de pared fina y alta precisión; y la fundición a presión integrada (Mega Casting) sólo es adecuada para empresas de vehículos de nueva energía con una capacidad de producción anual de más de 100.000 unidades. Si se elige el proceso equivocado, el coste de una sola pieza puede duplicarse o multiplicarse por 2 o 3, lo que constituye el eslabón más subestimado en la guía de proveedores de fundición de aluminio de China.
Matriz de comparación de seis parámetros fundamentales del proceso
| artesanía | Precisión dimensional (CT) | Rugosidad superficial Ra | Espesor mínimo de pared | Volumen económico (piezas/a?o) | índice de costes unitarios típicos | Entrada de moldes |
|---|---|---|---|---|---|---|
| fundición en arena | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1,0 (línea de base) | 5.000-50.000 yenes |
| Fundición por gravedad (tipo de metal) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | 30.000-200.000 yenes |
| fundición a baja presión | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | 80.000-400.000 yenes |
| Fundición inyectada a alta presión | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | 200.000-2.000 yenes |
| fundición de precisión | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | 20.000-150.000 yenes |
| Fundición a presión integrada | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (tras la ampliación) | 80-150 MILLONES DE YENES |
Nota: El índice de costes se basa en el mismo peso de las partes de arena 1,0, y los datos proceden de las estadísticas industriales de Foundry-Planet y de la media de nuestras cotizaciones sobre el terreno de 17 fábricas del delta del río Yangtsé y del delta del río Perla.
Lógica de correspondencia de procesos en tres escenarios reales
Escenario 1: Vivienda motorizada para vehículos de nueva energía, demanda anual de 80.000 piezas.Cuando el a?o pasado hice una revisión de la selección para un Tier 1 europeo, la solución inicial era la fundición por gravedad, con un coste unitario de 178 yenes. Tras cambiar a la fundición a baja presión, el índice de porosidad se redujo de 1,2% a 0,3%, y el índice de rechazo por rayos X se redujo de 7% a 1,8%, y aunque la inversión en utillaje supuso 260.000 yenes más, el coste de los moldes se amortizó en 8 meses. La base del juicio es sencilla:Espesor de pared desigual + requisitos de estanqueidad + más de 50.000 piezas al a?oLa baja presión es casi la única solución.
Escenario 2: Cuerpo de bomba industrial, necesidad anual de 600 piezas, con un peso de 45 kg.Este tipo de piezas puede comerse todo el presupuesto del proyecto en términos de costes de utillaje si las ventas les inducen a abrir un molde de fundición a presión. La elección correcta esFundición en arena de resina + tratamiento térmico T6Molde ¥18.000, pieza única ¥620, entrega en 2 semanas. La fundición en arena es insustituible en este segmento de lotes.
Escenario 3: stent de dispositivo médico con estructura compleja que contiene cavidad interna, demanda anual de 3.000 piezas.La fundición a la cera perdida es la primera opción, aunque el coste por pieza es 2,5 veces superior al de la fundición a presión, pero elimina el proceso CNC posterior de 70%. Un director de taller que lleva 20 a?os dedicándose a la fundición a la cera perdida me dijo: "Los clientes se fijan en el precio unitario de la fundición, yo me fijo en el cálculo global del coste de transformación, que son dos cosas distintas."
Tres de los baches más fáciles de pisar a la hora de elegir un modelo
- Fundición inyectada para piezas herméticasLa fundición a presión de alta presión convencional no puede tratarse térmicamente hasta T6 debido a los graves rodillos de aire, por lo que deben especificarse piezas resistentes a la presión, como las carcasas de las cajas de cambios.fundición a presión en vacío或Proceso vacuralLas fábricas nacionales con capacidad estable de fundición a presión en vacío son menos de 200.
- Descuidar la pendiente de desmoldeo y la superficie de separaciónLas superficies de separación mal dise?adas en piezas moldeadas en arena pueden suponer un aumento de entre 3 y 5 veces de las horas de trabajo de limpieza por rozamiento, lo que afecta directamente a la ventaja de precio negociada.
- Solicitud de presupuesto sobre la base de planos y no sobre la base del procesoSe envía el mismo plano a una planta de fundición en arena y a otra de fundición a presión, y la diferencia entre los presupuestos puede ser de hasta 300%, pero el rendimiento y los costes de procesamiento son completamente diferentes. Las compras maduras bloquearán el proceso antes de pedir presupuesto.
En la sección siguiente se exponen las seis principales diferencias entre la fundición a baja presión y la fundición por gravedad en lo que respecta a la ingeniería, que son detalles técnicos que se pasan por alto en la mayoría de las propuestas de contratación, pero que pueden hacer que un proyecto salga adelante o fracase.
Diferencias técnicas entre la fundición a baja presión y la fundición por gravedad
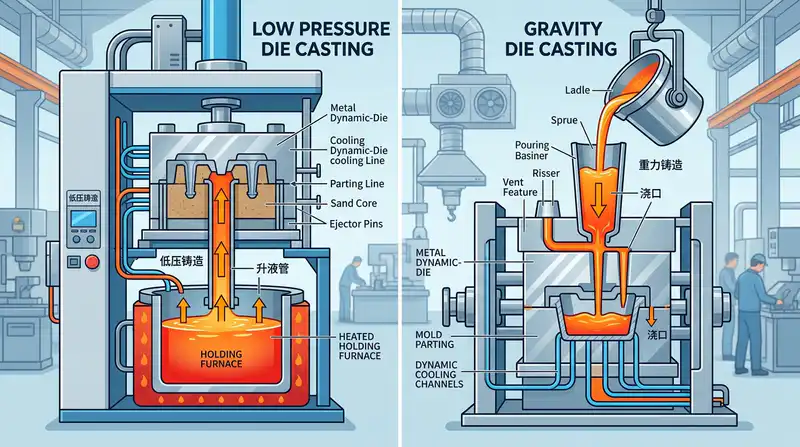
Conclusiones directasLa fundición a baja presión (LPDC) y la fundición por gravedad (GDC) parecen pertenecer al proceso de tipo metálico "molde + aluminio líquido", pero existen enormes diferencias en cuanto a porosidad, propiedades mecánicas y coste unitario. La fundición a baja presión tiene una densidad de hasta 99,2% o más, el alargamiento suele ser de 8%-12%, adecuada para soportar la vibración y la presión de sellado de la carcasa del motor de vehículos de nueva energía, la bandeja de la batería; la fundición por gravedad tiene un coste por pieza inferior al de la fundición a baja presión 15%-25%, pero la porosidad suele ser de 1%-3%, más adecuado para la culata del motor tradicional, conchas caja de cambios, tales como la verificación madura, los requisitos de alargamiento 4%-7% puede ser partes. Esta guía de proveedores de fundición de aluminio de China le recuerda que si elige uno de estos dos procesos erróneamente, la tasa de chatarra puede dispararse de 2% a 12%.
Tabla de comparación de varianzas en cinco dimensiones
| dimensión (matem.) | Colada a baja presión LPDC | Colada por gravedad GDC |
|---|---|---|
| Estructura del molde | Tipo cerrado, tubo de elevación inferior + canal de mantenimiento de presión, alto coste de molde 30%-50% | Tipo abierto, compuerta de inyección superior o lateral, estructura de molde sencilla |
| Método de carga | 0,02-0,06 MPa de presión de aire seco de entrada, llenado suave sin turbulencias | Caída libre dependiente de la gravedad, velocidad de llenado incontrolada |
| porosidad | <0,8%, tratable térmicamente hasta T6 | 1%-3%, con tratamiento térmico para facilitar la formación de ampollas |
| Resistencia a la tracción (A356-T6) | 280-310 MPa, alargamiento 8%-12% | 240-270 MPa, alargamiento 4%-7% |
| Coste unitario (mismo tipo de pieza) | Objetivo 100 | 75–85 |
?Por qué las carcasas de los motores son casi siempre de baja tensión?
La carcasa del motor de un vehículo de nueva energía tiene que soportar una presión de sellado de más de 1,5 MPa en el canal interno de aceite de refrigeración, y cualquier microporo con un diámetro superior a 0,3 mm no superará la prueba de fugas de helio. La fundición a baja presión se basa en un tubo de elevación de líquido para "elevar" el líquido de aluminio desde el fondo del horno de retención hasta la cavidad del molde, y el nivel de líquido puede elevarse a una velocidad controlada con precisión de 30-80 mm/s, lo que evita la aparición de la película de óxido secundaria habitual en la fundición por gravedad. El a?o pasado, ayudé a un Tier 1 de Suzhou a validar el proyecto de carcasa de motor medido: el mismo conjunto de material de sustitución ADC12, la tasa de aprobación de comprobación de helio del proceso de gravedad es de sólo 71%, cambiar a baja presión y aumentar la parte inferior de la vía de agua de refrigeración, la tasa de aprobación aumentó a 96,4%, una sola pieza de ahorro de unos 38 yuanes de costes de reelaboración.
?Por qué los componentes de los motores convencionales siguen utilizando la gravedad
La vida útil del dise?o y las especificaciones de los materiales de la culata del motor de combustible se han congelado en la década de 1990, y la compleja camisa de agua formada por fundición por gravedad con núcleo de arena ha sido verificada por numerosos DVP en 30 a?os, y la curva de experiencia de puesta a punto en fábrica ha sido muy madura. El cambio a la baja presión no sólo requiere volver a desarrollar los moldes (un juego de moldes de baja presión para carcasas de motor se cotiza entre 800.000 y 1,4 millones de RMB en China, lo que supone más de 400.000 yuanes más caro que el de los moldes de gravedad), sino también rehacer el PPAP y las pruebas de banco, con un ciclo de revisión de al menos 9 meses. Para la plataforma de combustible, cuya producción anual ya está en declive, este retorno de la inversión no es rentable.
Consejos prácticos sobre contratación pública
- Mira el parámetro de tiempo de mantenimientoLa curva de presión de mantenimiento de la fundición a baja presión (aumento de la presión de llenado de líquido, aumento de la presión de mantenimiento) es el núcleo del proceso, el proveedor está obligado a proporcionar la exportación de datos del PLC, el tiempo de presión de mantenimiento de menos de 90 segundos de piezas de fundición medianas y grandes para estar atentos a la contracción.
- Comprobación de la vida útil de los tubos del ascensorLos tubos elevadores de cerámica tienen una vida útil de entre 8.000 y 12.000 ciclos, mientras que los tubos de grafito baratos tienen una vida útil de sólo 3.000 ciclos, lo que repercute directamente en la consistencia de la colada.
- Las plantas de gravedad deben tener cuidado al cambiar a baja presión: Muchas peque?as y medianas empresas chinas se anuncian bajo el lema de "doble proceso", pero la tasa de utilización de los equipos de baja presión es inferior al 40%, lo que plantea dudas sobre la estabilidad del proceso. Según los estándares del índice de capacidad del proceso publicados por la Asociación Norteamericana de Fundición a Presión (NADCA), solo se considera aceptable un Cpk ≥ 1,33.
- No se fije sólo en los precios unitarios para comparar costes: Si oscila entre China y la capacidad en el extranjero, empiece por leer el Análisis comparativo de los costes de fundición de aluminio en China e Indiaque desentra?a el impacto de la amortización de los moldes de baja presión en el coste total.
La esencia de la selección del proceso es hacer coincidir los "requisitos mecánicos - tama?o del lote - madurez de validación" del producto con el límite de capacidad del proceso. Cuando su demanda anual supera las 50.000 piezas, los requisitos de alargamiento ≥ 8% y las pruebas de estanqueidad, la fundición a baja presión es prácticamente la única solución económica; por el contrario, la fundición por gravedad sigue siendo la más rentable. No se deje desviar por la retórica de los proveedores de "podemos hacerlo todo": hay al menos una curva de rendimiento de 3 a?os entre lo que puede hacer y lo que puede hacer bien.
La tecnología de fundición a presión integrada en China, a punto de aterrizar
Conclusiones directas: A finales de 2024, China ha aterrizado o está en construcción más de 90 mega máquinas de fundición a presión por encima de 6.000 toneladas, de los cuales alrededor de 25 son modelos de 9.000 toneladas y por encima, por lo que es el mercado más concentrado en el mundo de la capacidad de fundición a presión integrada (Mega Casting). ?Pero para más de 90% peque?os y medianos compradores, esta ruta de la tecnología no es necesario seguir - Mega Casting punto de equilibrio económico en la producción anual de alrededor de 80.000-100.000 piezas, por debajo de esta cantidad del proyecto con el tradicional de alta presión de fundición a presión + programa de soldadura en lugar del coste por pieza es menor! 15%-25%.
Máquina de fundición a presión ultra grande del mapa de China
El núcleo ascendente de esta carrera armamentística de Mega Casting son los proveedores de máquinas de fundición a presión.Tecnología LKOcupa unas 75% del mercado mundial por encima de las 6.000 toneladas, y su modelo de 9.000 toneladas se ha suministrado a granel a las fábricas de Tesla en Shanghai, Xiaopeng en Zhaoqing y Gaohe en Yancheng;YizumiLe siguió el modelo estructural de doble chapa LEAP 9000T, con clientes posteriores como BAE y FAW Casting. Bühler (Bühler) e IDRA (IDRA) también tienen proyectos esporádicos en el país, pero el plazo de entrega es largo y el precio es superior en unos 30%.
Algunos casos representativos de los aterrizajes más rápidos:
- Fábrica de Tesla en ShanghaiEl moldeado a presión integrado de los bajos traseros del modelo Y combina más de 70 piezas en 1 ó 2, lo que reduce el peso de la carrocería en unas 10% y los costes de fabricación en unas 40%.
- Fábrica Azalea Hefei F2: El suelo trasero del ET5 se fabrica en una máquina de fundición a presión de 12.000 toneladas, con un peso por pieza de unos 80 kg y un tiempo de batido de unos 90 segundos.
- Xiaopeng, Ideal, Ceres: Todos han entrado en la fase de producción en serie de 9.000 toneladas, principalmente en el delta del río Yangtsé y el delta del río Perla.
- Wencan, Guangdong Hongtu, Top GroupLas tres mayores fundiciones Mega Casting de primer nivel de China están recibiendo pedidos actualmente.
El impacto real de la megafusión en las cadenas de suministro tradicionales
Se ha exagerado mucho el carácter disruptivo de esta tecnología. La inversión total para una isla de fundición a presión de 6.000 toneladas es de unos 150-300 millones de RMB (incluyendo carrocería, molde, horno, prensa de recorte, línea de inspección por rayos X), el coste de un solo juego de moldes es de 6-15 millones de RMB, y la tasa de rendimiento sube de 40% en la fase de producción de prueba a 85% en la producción en serie y la estabilidad suele tardar de 9 -14 meses. En 2023, nuestro equipo ayudó a una nueva empresa automovilística a realizar auditorías de proveedores y descubrió que el rendimiento Q3 de un Tier1 principal en un modelo de 9.000 toneladas era de sólo 68%, y el coste de una sola pieza del molde ascendía a 220 dólares, lo que supone casi el doble de su oferta inicial.
Esto significa que los choques se concentran principalmente enEstructuras de carrocería de vehículos de pasajeros de nueva energíaEste segmento del mercado apenas afecta a los siguientes ámbitos:
| nicho de mercado | Nivel de impacto de Mega Casting | razonamiento |
|---|---|---|
| Piezas de fundición para vehículos industriales y maquinaria de construcción | prácticamente nulo | Peque?o volumen, estructura simple, tipo gravedad/arena más económico |
| Carcasa del motor, bandeja de la batería | bajar (la cabeza) | La fundición a baja presión sigue siendo superior en estanqueidad y alargamiento |
| Componentes estructurales de electrónica de consumo | no tener | Dimensiones reducidas, totalmente cubiertas por la fundición a presión convencional |
| Suelo de nueva energía integrado en el cuerpo | 高 | Solución preferida para fabricantes de equipos originales |
?Deberían seguir su ejemplo los peque?os y medianos compradores?
Mi consejo es sencillo:Mega Casting no es necesario para proyectos con un volumen de compra anual inferior a 50.000 piezas y un peso unitario inferior a 15 kg.. Lo que realmente hay que evaluar son dos cuestiones derivadas:
- Aleaciones sin tratamiento térmico (por ejemplo, Silafont-36, Mercalloy 368, Ulan AlsiMgMn doméstico)La capacidad de suministro -una revolución de los materiales impulsada por Mega Casting- tiene el mismo valor de reducción de costes que las piezas de fundición a presión ordinarias, ya que se ahorran unos 8%-12% al omitir el tratamiento térmico T7.
- Capacidad de fundición a presión en vacío--El vacío de cavidad inferior a 50 mbar es el umbral para producir piezas estructurales soldables y tratables térmicamente. Muchos proveedores de tama?o medio afirman disponer de sistemas de vacío, pero los niveles de vacío medidos solo llegan hasta 150 mbar, lo que resulta insuficiente para soportar aplicaciones de gama alta.

Selección del grado de aleación de aluminio y adecuación de las propiedades del material
Conclusión directa: elegir el grado de aleación de aluminio equivocado es más fatal que elegir la planta equivocada. Si se utiliza erróneamente una fundición A356 ADC12, la vida a la fatiga en las mismas condiciones de trabajo puede caer más que 60%; mientras que las piezas estructurales que deberían estar en estado T6 se entregan en estado F (estado de fundición), el límite elástico se reducirá directamente a la mitad. Esta guía de compra del proveedor de fundición de aluminio de China debe estar vinculada a la comprensión del grado y el proceso, el estado de tratamiento térmico, en lugar de simplemente escribir "aleación de aluminio" tres palabras en los dibujos.
Correspondencia entre los grados chino y extranjero y malentendidos habituales
Los técnicos de las fundiciones de aluminio chinas se enfrentan a diario con al menos cuatro sistemas de grados: GB/T 1173 (aleaciones de aluminio fundido), American Standard AA (Aluminum Association), Japanese Standard JIS H5302 y European Standard EN 1706 (EN AC-xxxxx). Si el comprador sólo facilita la Norma Americana, la fábrica nacional puede fundir el material según la homóloga GB más cercana, y el ancho de banda de la composición química puede no ser exactamente el mismo.
| Grados comunes | homólogo GB | Eurocorrespondencia | Correspondencia estándar del día | caballo de batalla |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | ES AC-42100 (AlSi7Mg0,3) | AC4CH | Baja presión, gravedad, arena |
| ADC12 | YL113 (aproximado) | ES AC-46000 | ADC12 | Fundición inyectada a alta presión |
| AlSi10Mg | ZL104 (aproximado) | ES AC-43000 | AC4A | Impresión 3D SLM de baja presión |
| 6061 | 6A02 / 6061 | ES AW-6061 | A6061 | Forjado/extruido (no fundido) |
Un pozo de alta frecuencia: 6061 es una aleación de aluminio deformada con malas propiedades de fundición (alta tendencia al agrietamiento térmico), y aún así algunos compradores siguen etiquetando sus dibujos de fundición a presión "6061 die casting". Lo correcto es cambiar a ADC12 o AlSi10Mg. Para conocer las diferencias de ancho de banda en la composición química, consulte las Teal Sheets (International Alloy Designations) originales publicadas por la Aluminum Association.
Propiedades y aplicaciones típicas de los cuatro grados de alta frecuencia
- A356-T6Si 6,5%-7,5%, Mg 0,25%-0,45%.Resistencia a la tracción en estado T6 ≥ 290 MPa, límite elástico ≥ 200 MPa, alargamiento ≥ 6%. Se utiliza en cubos de rueda, carcasas de motores de nueva energía, brazo oscilante de suspensión. Fundición de baja presión que soporta la mayor anchura.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Excelente fluidez para electrónica de consumo de paredes finas (a partir de 1,2 mm) y fundición inyectada estructural de automoción. El alargamiento es de sólo 1%-3%, no apto para fatiga por choque o vibración.
- AlSi10Mg-T6Mg 0,2%-0,45%, resistencia a la tracción ≥ 320 MPa después de T6. De aquí se derivan las principales versiones modificadas sin tratamiento térmico de la fundición a presión integrada (por ejemplo, Handsome Wingspeed SF36, Lizhong TCast).
- ZL114A-T6(Silicio de aluminio de alta resistencia estándar nacional): militar, aeroespacial componentes estructurales de uso común, tracción ≥ 310 MPa, alargamiento ≥ 5%, el precio es más caro que A356 sobre 15%-25%.
Estado del tratamiento térmico: T5/T6/T7 al final la diferencia entre lo que
El comportamiento mecánico de la misma pieza fundida de A356 en los tres estados es muy diferente:
- T5(estado de colada → envejecimiento artificial): bajo coste, peque?a deformación, resistencia media (tracción ≈ 230 MPa), adecuado para piezas con altos requisitos de estabilidad dimensional pero requisitos de resistencia medios.
- T6(solución sólida + envejecimiento artificial): la mayor resistencia, pero el enfriamiento por solución sólida provocará deformaciones, las piezas de paredes finas deben reservarse para el proceso de calibrado.
- T7(envejecimiento): resistencia ligeramente inferior (tracción ≈ 260 MPa), pero mejor tensión residual y estabilidad dimensional, adecuado para condiciones de trabajo a alta temperatura o para carcasas de motores que requieran un servicio a largo plazo.
En una ocasión, nuestro equipo realizó un proyecto de bandeja de batería para un Tier 1 europeo. El plano original estaba etiquetado como A356-T6, pero el cliente experimentó una deformación térmica de 0,8 mm tras el montaje. Tras cambiar a T7, la deformación se redujo a menos de 0,2 mm, y el rendimiento final aumentó de 78% a 96%. El núcleo de esta experiencia es que el estado del tratamiento térmico no es sólo una línea en el cuadro de comentarios, sino un parámetro del proceso que determina directamente el éxito o el fracaso del montaje.
Un proceso de cuatro pasos para las decisiones de sustitución de grado
Cuando un proveedor pregunta: "No tenemos el A357 que usted especificó, ?podemos usar A356 en su lugar?". Cuando el proveedor dice: "No tenemos el A357 que usted especificó. Siga los cuatro pasos siguientes para emitir un juicio:
- Comparación de la composición química ancho de banda (especialmente Mg, Cu, Fe contenido, Fe puede disminuir en el alargamiento de 1%-2% por 0,1% aumento);
- Comprobar que la mecánica objetivo (tracción, límite elástico, alargamiento, dureza HB) sigue estando dentro del margen de seguridad;
- Confirmar que la ventana de tratamiento térmico coincide con la línea de producción existente (temperatura de la solución, perfil de envejecimiento);
- Exigir que la primera pieza realice pruebas metalográficas + de tracción + de niebla salina y conservar las muestras de reinspección durante al menos 2 a?os.
Lista de comprobación de cualificación e inspección sobre el terreno para proveedores cualificados
Conclusiones directasEn la guía de proveedores de fundición de aluminio de China, la auditoría de calificación no es para ver cuántos pedazos de papel se cuelgan en la pared del certificado, sino para verificar la validez del certificado, el alcance de la cobertura y la aplicación real de las tres capas de autenticidad. Nuestro equipo en 2022-2024 acumulativa inspección de la fábrica de 47 fundición de aluminio de China, encontró que alrededor de 38% fábrica ISO 9001 certificado es real y efectiva, pero el alcance de la auditoría no coincide con la adquisición de productos (como el certificado sólo cubre la fundición en arena, pero la fábrica con la entrega de fundición a presión), hay alrededor de 15% certificado caducado o OEM fenómeno de dependencia. La inspección de la fábrica no se hace, la adquisición es igual a la orden con los ojos vendados.
El verdadero significado de los métodos básicos de certificación y verificación
En primer lugar, la conclusión: las diferentes certificaciones corresponden a diferentes umbrales de acceso a la industria, no se confunda de "certificado".
- ISO 9001Sistema básico de gestión de la calidad: un billete de entrada más que un punto a favor. Método de verificación: acceda al sitio web oficial del organismo emisor (por ejemplo, SGS, BV, TüV) e introduzca el número de certificado para verificarlo. Concéntrese en el "ámbito de aplicación" para ver si se incluyen las categorías de procesos y productos que desea adquirir.
- IATF 16949Umbral obligatorio para la industria del automóvil, no se puede hablar de suministro Tier 1/Tier 2 sin él. Nota: Los certificados IATF deben ser emitidos por una organización de auditoría reconocida por la Oficina Global de Reglamentación de IATF, la versión de imitación es directamente inválida.
- ISO 14001 / ISO 45001Sistemas medioambientales y de salud laboral, que comprueban específicamente los principales clientes de la UE y Norteamérica (especialmente para auditorías ESG de empresas que cotizan en bolsa).
- AS9100En el sector aeroespacial, hay menos de 60 fundiciones de aluminio en China con certificación AS9100D, principalmente en Xi'an, Chengdu y Shenyang.
- NADCAP(Tratamiento térmico, ensayos no destructivos, certificación de procesos especiales): debe comprobarse la adquisición de piezas de aviación, más detallada que la AS9100.
Las 12 áreas clave que deben comprobarse durante una inspección de fábrica
| orilla | Puntos de control | Se?ales comunes de falsificación |
|---|---|---|
| 1. Planta de fundición | Equipo de desgasificación de refinado (desgasificador rotativo), medidor de hidrógeno, tipo de espectrómetro y certificado de calibración | Ausencia de etiquetas de inspección anual de los espectrómetros y de registros de desgasificación in situ. |
| 2. Taller de moldes | Disponibilidad de capacidad interna de dise?o y reparación de moldes, registro de la vida útil de los moldes | Externalización total de moldes, sin capacidad de reparación de moldes |
| 3. Fundición a presión/islas de baja presión | Control de parámetros en tiempo real (SPC), número de calentadores de moldes, configuración de la máquina de vacío | Libro de parámetros copiado a mano, sin rastro de datos |
| 4. Mecanizado CNC | MMC de coordenadas, número de centros de mecanizado de 5 ejes, sistema de gestión de herramientas | Sólo visualización MMC, relación de subcontratación de procesamiento >50% |
| 5. Tratamiento térmico | Informe del ensayo de uniformidad de la temperatura del horno (TUS), número de termopares en tiempo real en el horno | Sólo solución sólida, sin envejecimiento, sin informe anual EET |
| 6. Inspección por rayos X | Tensión del tubo del equipo (≥225kV), uso de la carta de control ASTM E155. | Sólo muestreo 1%, sin criterios de clasificación |
| 7. Pruebas de niebla salina | Cámara de niebla salina neutra (NSS) o CASS, registros de horas de ensayo | Equipos polvorientos, sin datos de pruebas de los últimos 3 meses. |
| 8. Laboratorio mecánico | Máquina de ensayos de tracción, durómetro (Brinell/Vickers), capacidad de procesamiento de barras de ensayo | Informes enviados a terceros, sin repetición de pruebas internas. |
| 9. Control dimensional | Calibración anual de MMC, proceso de inspección del primer artículo (FAI) | El informe de la FAI es todo copiar y pegar. |
| 10. Zona de mercancías no deseadas | Marcado en rojo, vallado físico de las zonas de contención, registros de eliminación de residuos | Chatarra mezclada junto a la zona habilitada |
| 11. Logística de envasado | Película anticorrosión VCI, certificado de fumigación para cajas de madera transportadas por mar (marcado IPPC) | Sin IPPC para la exportación, fácil de ser golpeado en paquetes desnudos |
| 12. Personal de campo | Trabajadores de fundición, tasa de licencia de los inspectores de calidad, tasa de rotación del personal de taller | Proporción de trabajadores temporales en puestos clave >30% |
Plantilla de hoja de puntuación de la inspección de fábrica (escala de 100 puntos)
Recomiendo el uso de una puntuación ponderada: 20 puntos para el sistema de calidad, 25 puntos para el equipo de proceso, 20 puntos para la capacidad de ensayo, 15 puntos para la gestión in situ, 10 puntos para la calidad del personal, 10 puntos para la estabilidad financiera. Un solo punto es inferior a la puntuación total de 60% que supone un veto de un voto. En la práctica, la puntuación ≥ 85 puntos de la fábrica en el grupo de proveedores de nivel A, 70-84 puntos en la alternativa de nivel B (adecuado para piezas no críticas), por debajo de 70 puntos directamente excluidos.
Recordatorio práctico: la primera inspección de la fábrica no debe saludar o sólo 2 horas de antelación, para ver el estado real de la producción, antes de la auditoría formal requiere que la otra parte para proporcionar los últimos 3 meses de las declaraciones diarias de producción, registros de quejas de los clientes, la tasa de defectos gráfico de tendencias - los datos no pueden estar en la fábrica, 99% tener problemas.
Sistema de control de calidad de todo el proceso, desde la fusión hasta el producto acabado
Conclusiones directasUna fundición de aluminio china cualificada, el control de calidad nunca es la "última inspección visual", sino desde las materias primas en la fábrica hasta el producto terminado de los siete nodos de toda la cadena de bucle cerrado. Si falta un nodo o es una farsa, la tasa final de desechos se disparará desde el excelente nivel de la industria de 1,5%-3% a 8%-15%. ?Esta guía de abastecimiento de proveedores de fundición de aluminio de China sugiere que el tiempo de inspección de la fábrica de 60% se dedique a los nodos de control de calidad de la auditoría de la "cadena de pruebas"! En lugar de escuchar las presentaciones de ventas.
Durante la revisión de un proyecto de soporte de motor en 2023, dirigí un equipo que revisó 6 meses consecutivos de datos de control de calidad de una fábrica de Jiangsu. Afirmaban tener una tasa de desechos externos de 3%, pero tras cruzar los registros de fundición, los informes de rayos X y el muestreo dimensional, la verdadera tasa de desechos internos era de 11,4%, y la diferencia se la tragaban las "pasadas de retrabajo". La diferencia se la tragan principalmente los "pases de retrabajo". Por eso hay que penetrar uno a uno en los siete nodos siguientes.
Siete nodos clave de control de calidad y normas industriales
| nodal | Herramientas básicas | Normas y límites del sector | Fallos comunes |
|---|---|---|---|
| 1. Análisis espectral de las materias primas | Inspección horno por horno mediante espectrómetro de lectura directa (OES) | GB/T 7999, ASTM E1251 | Contenido excesivo de Fe (>0,2%), impurezas elevadas de Zn |
| 2. Refinado y desgasificación de la masa fundida | Desgasificación rotativa + método de la densidad equivalente para el hidrógeno | índice de densidad DI ≤ 3%, contenido de hidrógeno < 0,15 ml/100 g Al | Agujeros, porosidad sobre 5% |
| 3. Control de la temperatura del molde | Termostato de molde + cámara de infrarrojos para control en tiempo real | Fluctuación de la temperatura del molde de fundición a baja presión ±10℃ o menos | Segregación en frío, contracción, marcas de flujo en la superficie |
| 4. Control de los parámetros de colada | Sistema SCADA para registrar curvas de presión/velocidad/tiempo | Conservación de curvas de proceso completas por molde ≥ 2 a?os | Desviación de la velocidad de inyección a presión, presión de mantenimiento insuficiente |
| 5. Ensayos no destructivos con rayos X/UT | TC industrial o radiografía digital DR | ASTM E155 Nivel 2-3 (por zona de tensión) | Contracción interna e inclusiones >φ1mm |
| 6. Coordinar la inspección dimensional | MMC a tama?o real + primera FAI | CT6-CT8 (ISO 8062) | Rebasamientos críticos de los orificios de montaje, planitud NG |
| 7. Pruebas de superficie y corrosión | Ensayo de niebla salina, medidor de espesor de película, durómetro | Película de óxido anódico ≥15μm, niebla salina neutra ≥240h. | Decoloración por óxido, espesor local insuficiente de la película |
Tres de los nodos más fáciles de sortear para los proveedores
Desgasificación de la masa fundidaEs la mayor parte del agua. Muchas fábricas sólo hacen "escoria visual" en el vertido, no hacen la prueba de índice de densidad (Prueba de Presión Reducida). Método de juicio es muy simple: el sitio pidió ver los últimos 30 días de muestras de prueba DI, planta RPT real debe tener una fila de bloques de prueba numerados apilados junto a la zona de fusión - no física no se hace.
Porcentaje de muestreo de rayos XTambién es una zona muy afectada. Los componentes de seguridad de los automóviles (como los manguitos de dirección y las piezas de unión del subchasis) deben someterse a pruebas DR según la norma IATF 16949 (100%), pero algunas fábricas solo realizan inspecciones por muestreo (5%) y, aun así, estampan el sello de "inspección completa". Tomando como referencia los requisitos del atlas de la norma ASTM E155, se exige a los proveedores que faciliten un número de imagen DR trazable para cada pieza, lo que permite detectar a los falsificadores de 80%.
Ciclo de prueba de niebla salinaEstar manipulado. La cabina estándar de niebla salina neutra de 240 horas (véase ISO 9227) debe funcionar de forma continua, pero he visto fábricas que introducían piezas de prueba durante 48 horas para elaborar un informe con el fin de apresurar un informe de muestra: pida ver el registro de funcionamiento de la cabina de niebla salina y la marca de tiempo de la foto de la pieza de prueba, y la falsedad se revela de inmediato.
Mejorar la relación medios-coste
- Cada reinspección espectral adicional en el extremo de la materia prima cuesta unos +0,3-0,5 yuanes por pieza, pero puede reducir el rechazo de lotes debido a anomalías de composición de cientos de miles de dólares en pérdidas anuales a casi cero.
- Con la introducción de un contador de hidrógeno en línea (por ejemplo, Alspek H), que supone una inversión de unos 250.000 RMB, se puede reducir la tasa de chatarra por agujeros de alfiler de 6% a menos de 1,5%, y recuperar los costes en 6-9 meses para pedidos de volumen medio.
- Industrial CT equipo (como YXLON, Sanying Precisión) una sola unidad de 2-4 millones de yuanes, pero puede ser de alta presión de fundición a presión de defectos internos tasa de fuga de 3% presión a 0,1% lo siguiente
Repercusión de las capacidades internas de mecanizado CNC en los costes de adquisición y los plazos de entrega
Conclusión directa: a la hora de adquirir piezas de fundición de aluminio en China, tanto si se elige un proveedor integrado con capacidad interna de mecanizado CNC como si no, el coste global por pieza puede ser de 10%-18%, el plazo de entrega es de 20%-35%, y la tasa de reclamaciones de los clientes es más del doble de la diferencia. Esta guía de compra de proveedores de fundición de aluminio de China es una recomendación clara: cuando la necesidad de piezas de fundición de aluminio de superficie mecanizada (que representan más de 85% del volumen real de compras), la prioridad es la fundición de esclusa + planta integrada CNC, sólo las piezas de procesos especiales (como piezas en bruto de fundición de arena de gran tama?o o piezas decorativas puras) para considerar el modo de separación "fundición + planta de procesamiento independiente".
Cuatro ventajas estructurales de un proveedor integral
?Por qué la planta integrada es casi siempre la mejor solución? En esencia, elimina la "pérdida de interfaz" entre la fundición y el mecanizado. En 2023, ayudé a un cliente alemán de cuerpos de válvulas hidráulicas a hacer un experimento controlado: la misma pieza de fundición de baja presión A356-T6 se entregó a una fundición pura (las piezas se enviaron a una planta de procesamiento en Suzhou) y a una planta integrada con su propio taller CNC en Hangzhou, con todas las demás variables bloqueadas. Tras seis meses de producción en serie, la diferencia es escandalosa.
| dimensión (matem.) | Fundición pura + CNC subcontratado | Planta de integración | discrepancia |
|---|---|---|---|
| Coste consolidado por unidad (USD) | 18.40 | 15.60 | ↓15.2% |
| Desde el pedido hasta la entrega FOB | 55 días | 38 días | ↓30.9% |
| Rendimiento global de los productos acabados | 91.2% | 96.8% | ↑5.6pt |
| Tiempo de respuesta en caso de litigio | 7-14 días | 24-48 horas | ↓80%+ |
| Porcentaje de los costes logísticos y de tránsito | 4.8% | 0.6% | ↓4.2pt |
La lógica subyacente de las cuatro ventajas puede desglosarse así:
- Oferta única, entidad responsable única: El comprador no tiene que negociar los precios ni coordinar los planos por separado con la fundición y la fábrica de mecanizado. Y lo que es más importante, si tras el mecanizado se detectan poros o contracción en el interior de la pieza fundida (es decir, los dos tipos más comunes de defectos de fundición), no habrá discusiones sobre a quién corresponde la responsabilidad: la fábrica integrada deberá asumir ella misma los costes de la reelaboración, sin margen alguno para eludir responsabilidades.
- Sinergia de procesos (bucle cerrado DFM)Los ingenieros de fundición y los procesadores CNC de una planta integrada se sientan en el mismo edificio y revisan los planos. En la fase de fundición, hacen concesiones razonables para el mecanizado (normalmente de 2,5 a 4,0 mm), evitan que los puntos de referencia del mecanizado caigan sobre el bebedero o la contrahuella y optimizan la posición prefabricada de los orificios para el proceso de sujeción. Las piezas en bruto que dan las fundiciones puras suelen requerir un proceso adicional de "escuadrado", y el tiempo de sujeción por sí solo es 15%-25% mayor.
- Trazabilidad de la calidad en bucle cerradoEl horno de cada fundición, la composición de la aleación, los resultados de las pruebas de rayos X y la curva de tratamiento térmico pueden relacionarse directamente con la vida útil de la herramienta y los parámetros de corte del proceso CNC correspondiente. Cuando nuestro equipo realizó un análisis de causa raíz para un nuevo cliente del sector energético en Norteamérica, nos basamos en el sistema MES de la planta integrada para localizar la causa raíz de un lote de fugas en la superficie de sellado en 4 horas: fue la cantidad excesiva de densificador Sr en un horno lo que causó la anormalidad de la microestructura, no un problema de mecanizado CNC. Este tipo de trazabilidad llevaría normalmente más de dos semanas en modo separado.
- Reducción de los costes logísticos y de tránsitoTransporte de piezas en bruto de fundición en la planta frente al transporte interurbano: los costes logísticos de una sola pieza pueden reducirse de 0,6 a 1,2 dólares a casi cero, eliminando al mismo tiempo los da?os indirectos durante el transporte (media del sector: 2%-4%).
Cómo determinar el verdadero nivel de capacidad del CNC durante la inspección en fábrica
No todas las fábricas con un cartel que dice "taller CNC" están integradas. Hay cuatro indicadores duros que suelo utilizar como filtros durante mis inspecciones in situ de fábricas:
- Relación entre equipos CNC y capacidad de fundiciónSano fábricas integradas, la inversión CNC por lo general representa 40%-70% de la inversión en fundición, si una producción mensual de 500 toneladas de piezas de fundición en la fábrica sólo 5 juegos de centros de mecanizado de tres ejes, es una "fachada", la capacidad de producción no coincide.
- Porcentaje de equipos de 5 ejesPara piezas estructurales complejas (carcasa de motor, carcasa de caja de engranajes), se requiere al menos 30% o más equipos de unión de cinco ejes o cuatro ejes, de lo contrario la sujeción múltiple se comerá el error acumulativo de precisión.
- MMC Inspección MMC Bucle cerradoMMC en línea: Las MMC en línea (por ejemplo, Zeiss, Hexagon) deben estar disponibles en el taller y los datos de inspección se escriben directamente en el programa CNC para su compensación. Las fábricas que sólo realizan muestreos fuera de línea suelen tener tasas de aprobación de primeras piezas entre 8 y 12 puntos porcentuales más bajas.
- Procesar los registros de refrendo para fundición y CNC: Revise los documentos de revisión DFM de los últimos 12 meses para ver si los equipos de fundición y mecanizado han refrendado el mismo documento. Sin un registro documentado de la colaboración, es probable que la "integración" siga siendo una fusión de espacios físicos.
En el próximo capítulo desmontaremos por completo la estructura de costes y le mostraremos las 11 partidas de costes que realmente debe tener en cuenta al realizar un presupuesto.
Desmontada la verdadera estructura de costes de los proveedores chinos de fundición de aluminio
Conclusiones directas:Los proveedores chinos suelen cotizar entre 3,8 y 4,6 dólares FOB una pieza de fundición de aleación de aluminio de 1,2 kg (A356, T6, con mecanizado CNC). Entre ellos, la materia prima supone 42%-48%, la energía 8%-12%, la amortización de moldes 5%-10%, la mano de obra 6%-9%, la depreciación de equipos 5%-8%, y el coste de la mano de obra 6%-9%. 5%-8%, los costes de gestión y de tres embalajes contabilizan 7%-10%, los beneficios razonables contabilizan 8%-12%, y la logística de exportación y el embalaje contabilizan 3%-6%. cualquier desviación del rango de 20% o más, la oferta es un enga?o, ya sea cortando esquinas o dejando margen para el regateo. La lección final de esta guía de proveedores de fundición de aluminio en China es ense?arle a leer hasta el último céntimo detrás de la oferta.
Materias primas: estructura de dos niveles con precios LME + gastos de transformación
El coste de la materia prima de las piezas moldeadas de aluminio no es tan sencillo como "precio del lingote x peso". Consta de dos partes:Precio del lingote de aluminio de referencia LME (o precio SHFE de la Bolsa de Futuros de Shanghai) + Gastos de transformación de la aleación (Prima)Tome A356 como ejemplo. A356, por ejemplo, en el precio de lingote de aluminio puro basado en Si, Mg tasas de procesamiento de aleación para ser apilados alrededor de 800-1500 yuanes / tonelada; ADC12 debido a la utilización de aluminio reciclado, pero más barato que el aluminio original 500-1200 yuanes / tonelada.
Cuando revisé una cotización para un cliente alemán en el cuarto trimestre de 2023, descubrí que un proveedor había fijado el precio de la LME en el máximo de 2450 $/tonelada tres meses antes, mientras que la compra real había caído a 2180 $/tonelada, un 7,31 TP3T inflado por sí solo.Se recomienda acordar en el contrato una cláusula de vinculación al precio de la LME. Remítase a la cotización oficial del aluminio en la LME y ajústela mensualmente.
Y no pierdas de vistaRendimientoEl rendimiento de la fundición a baja presión 85%-92%, la fundición por gravedad 75%-85%, la arena 65%-75%. cada 5 puntos porcentuales de disminución del rendimiento, el coste de la materia prima aumenta unos 6%. pregunte a los proveedores Pida al proveedor los datos reales de rendimiento en los últimos tres meses, en lugar de escucharle golpearse el pecho y decir "nosotros 95%".
Depreciación de energía y equipos: el proceso determina la sensibilidad
Los costes energéticos varían considerablemente de un proceso a otro. El proceso de fusión consume unos 550-750 kWh de electricidad por tonelada de agua de aluminio (los hornos de gas natural pueden reducirse a 350 kWh de electricidad + 80 m3 de gas). Calculado según el precio de la electricidad industrial de 0,75 yuanes/kWh, el coste de electricidad por kilogramo de fundición sólo en el proceso de fusión es de 0,4-0,55 yuanes.
- Fundición inyectada a alta presión:: cuota de energía 8%-10%, amortización de equipos 6%-9% (una máquina de fundición a presión de 800T unos 2,5 millones de RMB, amortizada en 8 a?os)
- fundición a baja presiónCuota energética 10%-13% (el horno de mantenimiento está electrificado todo el a?o), amortización del equipo 4%-6%
- fundición gravitacionalcuota energética 6%-8%, amortización de los equipos sólo 2%-4% (los equipos semiautomatizados son más baratos)
- Fundición a presión integrada (9000T)La depreciación de los equipos representa por sí sola 12%-18%, razón por la cual los lotes peque?os sencillamente no pueden permitírselo.
Amortización de moldes: uno de los juegos de palabras más sencillos
En el mercado chino, las tasas de molde se declaran de dos maneras:Pago único (NRE) 或 Amortizado a precio unitario (Amortizado). La oferta de amortización parece un precio unitario bajo, pero existe un riesgo oculto: si el pedido no alcanza la cantidad acordada, el proveedor aumentará el precio en el segundo plazo para encontrar un sustituto.
Un juego de moldes de fundición a baja presión se cotiza a 150-350.000 RMB en China, con una vida útil de unos 80.000-150.000 moldes. La amortización se basa en 100.000 moldes a 1,5-3,5 RMB por pieza. Si el proveedor indica "molde gratis", debe de haber ocultado el coste en el precio unitario, que suele ser superior a 8%-15%. Pida siempre que el coste del molde figure como partida aparte.
Mano de obra y gastos generales: la dispersión geográfica es mayor de lo que cree
En 2024, el salario mensual de los trabajadores cualificados de fundición del delta del río Yangtsé será de 7500-9500 yuanes, el del delta del río Perla de 8000-10500 yuanes, el del borde de Bohai de 6500-8500 yuanes, el del oeste (Chongqing, Sichuan) de 5500-7500 yuanes. Aunque la proporción de mano de obra en el coste total es sólo de 6%-9%, puede ampliarse a más de 15% en el postprocesado intensivo en mano de obra (desbarbado, pulido, inspección visual). Por eso, con las mismas piezas, la fábrica de Chongqing es 5%-8% más barata que la de Ningbo, pero más rentable.
Tabla de desglose del coste típico de fundición de aluminio de 1,2 kg (FOB Ningbo, A356+T6+CNC)
| partida de gastos | Importe por unidad (USD) | porcentaje | espacio de negociación |
|---|---|---|---|
| Materia prima de aleación de aluminio (Rendimiento 88%) | 1.85 | 44% | Enlace LME, espacio 2%-4% |
| Energía de fusión + fundición a presión | 0.42 | 10% | Casi sin espacio |
| Amortización de moldes (100.000 piezas) | 0.28 | 7% | Reducido a 5% para grandes cantidades. |
| mano de obra directa | 0.32 | 7.6% | 3%–5% |
| Depreciación de equipos | 0.26 | 6.2% | no tener |
| Mecanizado CNC + tratamiento térmico | 0.45 | 10.7% | 5%–8% |
| Gestión + Calidad + Tres paquetes | 0.35 | 8.3% | 3%–6% |
| márgenes | 0.42 | 10% | Ese es el verdadero meollo de la negociación. |
| Embalaje para exportación + transporte terrestre | 0.15 | 3.6% | 2% |
| Total FOB | 4.20 | 100% | Integrado 8%-12% |
El último consejo práctico: la negociación no debe ser una presión exhaustiva sobre los precios, sino golpear con precisión la partida de beneficios y gastos generales. Materias primas, energía, depreciación es casi un costo duro, la presión es obligar a los proveedores a robar material. Deje que el proveedor para romper la oferta a la granularidad de esta tabla, que la mesa de negociación repetidamente aserrado diez veces más eficaz.
La marca de un presupuesto competente no es un precio barato, sino que cada artículo resista el escrutinio.























