
?Qué son los moldes de aleación de aluminio? Explicación detallada de su funcionamiento, estructura y aplicaciones
Fecha de publicación:2026-07-01 Categoría:Blog Visitas:666
Resumen:
?Qué son los moldes de aleación de aluminio? Este artículo analiza de forma sistemática las ventajas y limitaciones de los moldes de aleación de aluminio, desde las propiedades de los materiales y los principios de moldeo hasta la estructura de los moldes, pasando por los casos de aplicación más habituales y los aspectos clave del dise?o, con el fin de ayudar a los técnicos de ingeniería a adquirir rápidamente una visión completa del tema.
Catálogo de artículos[Oculto]
- Puntos clave
- Resumen de los puntos clave
- ?Qué es un molde de aleación de aluminio? ?En qué se diferencia de un molde de acero?
- ?De qué elementos estructurales se componen los moldes de aleación de aluminio? ?Cuál es su principio de funcionamiento?
- ?Cómo se eligen las aleaciones de aluminio 7075, 6061 y 2A12 para su aplicación en moldes?
- ?Cuáles son los modos de fallo más habituales en los moldes de aleación de aluminio? ?Cómo se pueden prevenir las grietas por calor, el desgaste y la deformación?
- ?Para qué aplicaciones son adecuados los moldes de aleación de aluminio? ?Cómo elegir entre la fundición a presión y el extrusión?
- ?Cuál resulta más rentable en términos de coste del ciclo de vida completo: los moldes de aleación de aluminio o los de acero?
- Preguntas frecuentes sobre los moldes de aleación de aluminio
- Resumen y recomendaciones para la elección del modelo
Moldes de aleación de aluminioPor lo general, se refiere a moldes rápidos fabricados en aleación de aluminio, adecuados para la validación de prototipos, la producción de series cortas y proyectos en los que la rapidez de entrega es fundamental; sus principales ventajas son la rapidez de mecanizado, la buena conductividad térmica y la facilidad para realizar modificaciones, aunque suelen ser inferiores a los moldes de acero en cuanto a vida útil, resistencia al desgaste y estabilidad a largo plazo bajo alta presión. En los casos en los que es necesario completar la prueba de molde en un plazo de 2 a 5 semanas y los lotes individuales no son muy grandes, los moldes de aleación de aluminio suelen ofrecer una mejor relación calidad-precio que los de acero.
Respuesta rápida: Los moldes de aleación de aluminio son herramientas de prototipado rápido cuyo material principal es la aleación de aluminio, y se utilizan habitualmente para pruebas de moldeo por inyección, fundición a presión, fundición a baja presión y extrusión. Su valor reside en su rápida conducción térmica, su rápido mecanizado y su rápida entrega, lo que los hace adecuados para series peque?as de entre 5.000 y 10.000 unidades; sin embargo, ante condiciones de alta presión, altas temperaturas y producciones del orden de millones de unidades, suele ser necesario recurrir a moldes de acero.
Puntos clave
- En términos técnicos, el término “molde de aleación de aluminio” suele referirse a los moldes rápidos fabricados con aluminio, y no es lo mismo que los moldes de acero utilizados para la fundición a presión de piezas de aluminio.
- La conductividad térmica de la aleación de aluminio es notablemente superior a la del acero; según la información disponible, suele describirse como aproximadamente entre 3 y 4 veces mayor que la del acero, lo que contribuye a acortar el ciclo de enfriamiento.
- Los aceros para moldes más habituales son el H13 y el 8407, adecuados para entornos de fundición a presión en los que se produce un impacto de aluminio fundido a temperaturas superiores a unos 660 ℃.
- Los moldes de aleación de aluminio son adecuados para la producción de prueba en lotes peque?os de entre 5.000 y 10.000 unidades; cuando se supera este rango, suele ser necesario replantearse la opción de utilizar moldes de acero.
- La entrega de los moldes prototipo suele tardar entre 2 y 4 semanas; en el caso de los moldes de acero, el plazo suele ser más largo, dependiendo de la complejidad de la estructura y del proceso de fabricación.
Resumen de los puntos clave
- Los moldes de aleación de aluminio priman la “rapidez”, mientras que los de acero priman la “durabilidad”.”
- Los aleaciones 6061-T6 y 7075-T6 se utilizan habitualmente en prototipos de moldes de aluminio y en la fabricación rápida de moldes para series peque?as.
- El 6061-T6 tiene una resistencia a la tracción de aproximadamente 45 000 psi, mientras que el 7075-T6 tiene una de aproximadamente 83 000 psi; esta diferencia de resistencia influye directamente en la capacidad de carga de la cavidad.
- Entre las aleaciones de aluminio más habituales para piezas de fundición a presión se encuentran las de tipo ADC12 y A380, adecuadas para piezas de automoción, energías renovables y carcasas electrónicas.
- La estructura básica suele incluir la matriz fija, la matriz móvil, la cavidad, el sistema de colada, el sistema de refrigeración y el mecanismo de expulsión.
?Qué es un molde de aleación de aluminio? ?En qué se diferencia de un molde de acero?
Los moldes de aleación de aluminio son herramientas de conformado cuyo material principal es la aleación de aluminio, y se utilizan habitualmente para la creación rápida de prototipos, la fabricación de lotes peque?os y la validación de procesos. En comparación con los moldes de acero, su principal característica es su rápida conducción térmica, su baja densidad y su alta velocidad de mecanizado, lo que permite acortar notablemente los ciclos de fabricación y de prueba de los moldes; sin embargo, suelen ser inferiores al acero para moldes de trabajo en caliente en cuanto a resistencia al desgaste, vida útil frente a la fatiga térmica y estabilidad a largo plazo bajo alta presión.
En cuanto a las propiedades de los materiales, la conductividad térmica de las aleaciones de aluminio suele describirse como aproximadamente 3-4 veces superior a la del acero, mientras que su densidad es de alrededor de un tercio de la del acero; por lo tanto, son más fáciles de mecanizar, presentan una menor inercia de apertura y cierre de los moldes y resultan más adecuadas para proyectos que requieren modificaciones rápidas. La información disponible también se?ala que los moldes de aleación de aluminio presentan una mayor eficiencia en el mecanizado por electroerosión y en el corte de alta velocidad, lo que los hace especialmente adecuados para piezas prototipo, piezas de prueba para la industria automovilística y proyectos de ingeniería de ciclo corto.
Resumen en una frase:Los moldes de acero destacan por su durabilidad, mientras que los de aleación de aluminio destacan por su velocidad y su capacidad de disipación del calor.Si en tu proyecto se da mayor importancia al ciclo de pruebas del molde, a las modificaciones estructurales y a la eficiencia en la validación inicial, los moldes de aleación de aluminio suelen ser más adecuados; si, por el contrario, se prioriza la vida útil a alta presión y la estabilidad en la producción a largo plazo, los moldes de acero son una opción más segura. Por ?moldes de aleación de aluminio? se suelen entender los moldes rápidos fabricados con aleación de aluminio, que se utilizan principalmente para la validación de prototipos, la producción de series cortas y la entrega rápida. Los moldes de acero suelen ser aquellos fabricados con acero para moldes de trabajo en caliente u otros aceros de alta resistencia, y son adecuados para la producción a alta presión, a altas temperaturas y en grandes series durante largos periodos. Conductividad térmica: capacidad de un material para transmitir calor; la alta conductividad térmica de la aleación de aluminio ayuda a acortar el tiempo de enfriamiento y a aumentar el ritmo de producción. Fatiga térmica: fenómeno por el cual el material presenta grietas o una disminución de sus prestaciones tras repetidos ciclos de calentamiento y enfriamiento; es un factor importante que limita la vida útil del molde.
| dimensión (matem.) | Moldes de aleación de aluminio | Moldes de acero |
|---|---|---|
| Características del material | Ligero, de rápida conducción térmica y fácil de procesar | Alta resistencia, gran resistencia al desgaste y larga vida útil |
| plazo de entrega | Suele durar entre 2 y 4 semanas | Suele durar entre 4 y 8 semanas, o incluso más. |
| Lote aplicable | Prototipos, series peque?as, pruebas de fabricación | Producción a medio y gran escala, y producción en serie a largo plazo |
| Dificultad de modificación | Es relativamente más fácil de modificar | Las modificaciones son más caras |
| uso típico | Pruebas de moldes de inyección, fundición a baja presión, prototipado rápido | Producción en serie mediante fundición a presión, moldeo a alta presión, producción estable a largo plazo |

?De qué elementos estructurales se componen los moldes de aleación de aluminio? ?Cuál es su principio de funcionamiento?
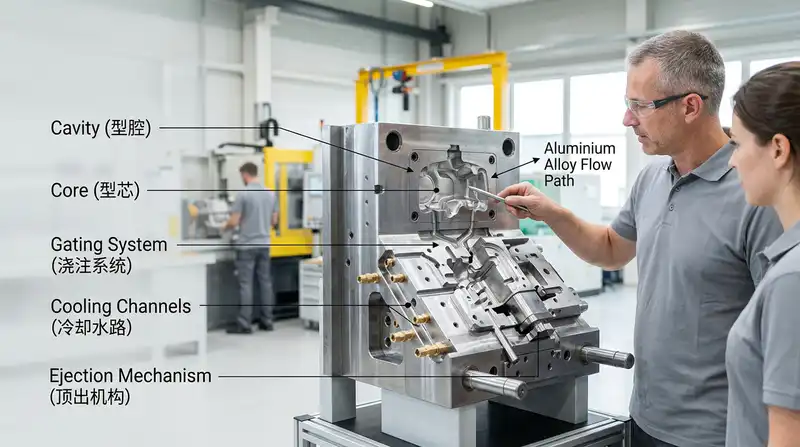
Los moldes de aleación de aluminio suelen estar compuestos por la cavidad, el núcleo, el sistema de colada, los conductos de refrigeración y el mecanismo de expulsión. Su principio de funcionamiento consiste en inyectar metal líquido o material fundido en la cavidad, enfriarlo rápidamente mediante el sistema de refrigeración para que se solidifique y, a continuación, desmoldarlo mediante el mecanismo de expulsión. Debido a la alta conductividad térmica del aluminio, el molde puede disipar el calor más rápidamente, lo que acorta el ciclo de moldeo por unidad.
?Qué función desempe?a cada una de las cinco estructuras?
- Cavidad: Zona clave que determina la forma y la precisión superficial de las piezas, y que influye directamente en las dimensiones y el aspecto del producto final.
- Núcleo: Se forman orificios internos, cavidades o estructuras con rebajes, que encajan con la cavidad del molde para completar el cierre del mismo.
- Sistema de colada: Incluye la boca de colada, el canal de colada y la boca de entrada, que sirven para controlar la trayectoria y la velocidad con que el material entra en la cavidad.
- Circuito de agua de refrigeración: Se encarga de disipar el calor, lo que ayuda a controlar las diferencias de temperatura, acortar el tiempo de enfriamiento y estabilizar la calidad del moldeado.
- Mecanismo de expulsión: Empujar el producto fuera de la cavidad del molde mediante componentes como los punzones y las placas de empuje, para evitar que se adhiera al molde.
?En qué se diferencian los procesos de llenado en la fundición a baja presión, por gravedad y a alta presión?
La diferencia entre estos tres procesos radica principalmente en la fuerza motriz con la que el metal fundido entra en la cavidad. La fundición a baja presión se basa en el empuje lento del metal fundido mediante presión de aire, por lo que es adecuada para piezas que requieren una mayor densidad y menos poros; la fundición por gravedad se basa principalmente en el llenado natural por gravedad, tiene un coste más bajo y es adecuada para productos de estructura sencilla y espesor de pared relativamente uniforme; la fundición a alta presión, por su parte, llena la cavidad con una presión de llenado más elevada y a mayor velocidad, por lo que es adecuada para piezas complejas de paredes delgadas. Aunque los procesos son diferentes, todos ellos requieren un control estable de la temperatura del molde y un dise?o de enfriamiento adecuado.
La temperatura del aluminio fundido suele situarse entre 650 y 700 ℃; precalentar el molde a unos 200 ℃ contribuye a reducir los defectos de aislamiento térmico y de llenado; cuanto más estable sea la fluctuación de la temperatura del molde, mejor será, por lo general, la estabilidad dimensional de las piezas. Tanto los estudios publicados como la documentación técnica destacan que la distribución de la temperatura en el molde, la ubicación de los canales de refrigeración y el momento de expulsión son factores clave que determinan la estabilidad de los moldes para aleaciones de aluminio.
?Cómo se eligen las aleaciones de aluminio 7075, 6061 y 2A12 para su aplicación en moldes?
A la hora de elegir materiales de aleación de aluminio para moldes, normalmente se da prioridad a grados como el 6061-T6, el 7075-T6 y el 2A12; de ellos, el 6061-T6 es más adecuado para la fabricación de prototipos y lotes peque?os, el 7075-T6 resulta más adecuado para cavidades sometidas a cargas mecánicas más elevadas, mientras que el 2A12 se utiliza con mayor frecuencia en bastidores de moldes o estructuras de soporte. La clave a la hora de seleccionar el material no es que “cuanto más resistente, mejor”, sino lograr un equilibrio entre resistencia, facilidad de mecanizado y coste.
| grados | Dureza Brinell | resistencia a la tracción | uso típico |
|---|---|---|---|
| 6061-T6 | Aproximadamente 95 HB | Aproximadamente 45 000 psi[3] | Pruebas de moldes y prototipos en peque?as series |
| 7075-T6 | Aproximadamente 150 HB | aproximadamente 83 000 psi[4] | Cavidades sometidas a cargas elevadas, zonas sometidas a presión |
| 2A12 | Aproximadamente 105 HB | Aproximadamente 62 000 psi[5] | Enmarcado, soportes estructurales |
El 2A12 pertenece a la familia de las aleaciones de aluminio y cobre; presenta buenas propiedades mecánicas, pero su conductividad térmica, su resistencia a la fatiga térmica y su capacidad para soportar directamente ciclos de altas temperaturas suelen ser inferiores a las de otras aleaciones más adecuadas para moldes de producción rápida, por lo que resulta más adecuado para la fabricación de bastidores de moldes, piezas de soporte o estructuras de transición. Una práctica habitual en ingeniería consiste en realizar primero la validación de la estructura con el 6061 y, a continuación, pasar al 7075 en función del volumen de producción y las condiciones de esfuerzo, con el fin de conciliar la eficiencia en el desarrollo y la vida útil.

?Cuáles son los modos de fallo más habituales en los moldes de aleación de aluminio? ?Cómo se pueden prevenir las grietas por calor, el desgaste y la deformación?
Los modos de fallo más comunes en los moldes de aleación de aluminio son las grietas térmicas, el desgaste superficial y la deformación de la cavidad, siendo las grietas térmicas las más habituales y, por lo general, están relacionadas con la concentración de tensiones térmicas provocada por los ciclos térmicos repetidos. Si se optimizan de forma simultánea los cuatro aspectos —el dise?o de los redondeos, la disposición del sistema de refrigeración, la selección de materiales y el proceso de tratamiento térmico—, se puede prolongar notablemente el tiempo de funcionamiento estable del molde.
?? Errores comunes: Se confunde el término “molde de aleación de aluminio” con “molde de acero para fundición a presión fabricado con aluminio”. En realidad, las piezas de aluminio fundido a presión (como ADC12 o A380) suelen fabricarse con aceros para moldes de trabajo en caliente, como el H13 o el 8407, capaces de soportar el impacto del aluminio fundido a unos 660 ℃; mientras que los moldes de aleación de aluminio se refieren más bien a moldes de aluminio utilizados para la creación rápida de prototipos o la producción en peque?as series.
- grieta térmica: Los cambios repetidos de temperatura pueden provocar la aparición de grietas en la superficie, siendo las esquinas puntiagudas las más propensas a agrietarse primero. En ingeniería, suele dise?arse un radio de redondeo interior de al menos 2 mm y se reduce la diferencia de temperatura mediante una trayectoria de enfriamiento más adecuada.
- Desgaste superficial: El impacto prolongado del metal fundido o del material fundido a alta velocidad sobre la superficie de la cavidad puede provocar un aumento gradual de sus dimensiones. Entre las medidas habituales se incluyen la anodización dura, los recubrimientos superficiales y la reducción adecuada de la velocidad de flujo.
- Deformación de la cavidad: La rigidez y la resistencia a altas temperaturas de la aleación de aluminio son inferiores a las del acero, por lo que, tras un esfuerzo prolongado, puede producirse una deformación permanente; por ello, es necesario reforzar las zonas sometidas a esfuerzo durante la fase de dise?o y realizar un análisis de conformado.
La calidad del mecanizado también influye en la velocidad de deterioro. Según datos públicos sobre el mecanizado, el uso de tratamientos térmicos de eliminación de tensiones repetidos y un mecanizado CNC de alta precisión permite mantener el error global de la cavidad entre 0,01 y 0,02 mm.[7] nivel y reducir las tensiones residuales, lo que disminuye el riesgo de fisuración térmica precoz y de variación dimensional.

?Para qué aplicaciones son adecuados los moldes de aleación de aluminio? ?Cómo elegir entre la fundición a presión y el extrusión?
Los moldes de aleación de aluminio son más adecuados para proyectos de lotes peque?os y medianos, con plazos de entrega ajustados y estructuras complejas, pero con un volumen de producción no muy elevado; son habituales en pruebas de moldeo por inyección, fundición a baja presión, fundición por gravedad y pruebas de extrusión de perfiles de aluminio. Su rango de rentabilidad suele situarse entre las 5.000 y las 10.000 unidades; más allá de este rango, los moldes de acero suelen resultar más ventajosos en cuanto al coste amortizado por unidad.
?Para qué productos son adecuadas, respectivamente, la fundición a baja presión y la fundición por gravedad?
La fundición a baja presión resulta más adecuada para piezas que requieren una alta densidad interna y en las que el espesor de las paredes varía poco, como las carcasas de motores de vehículos eléctricos, los subchasis o las carcasas de cargadores a bordo; por su parte, la fundición por gravedad es más adecuada para productos como soportes o cajas, que presentan una estructura relativamente sencilla, se fabrican en lotes de tama?o moderado y en los que el coste es un factor determinante. A medida que la demanda de componentes para vehículos eléctricos siga creciendo en 2026, la aplicación de la fundición a baja presión y la fundición por gravedad en el ámbito de las carcasas para vehículos seguirá ampliándose.
?En qué casos es necesario cambiar el molde de acero?
Cuando la producción anual supera las 50 000 unidades, o cuando las piezas deben soportar una mayor presión de fundición a presión, ciclos prolongados a altas temperaturas y impactos más frecuentes en las cavidades del molde, conviene evaluar detenidamente la opción de utilizar moldes de acero. En el caso de aleaciones de aluminio para fundición a presión comunes, como el ADC12 o el A380, si el objetivo es una producción en serie estable y una vida útil más prolongada, suelen ser más adecuados los aceros para moldes de trabajo en caliente, como el H13 o el 8407.
?Cuál resulta más rentable en términos de coste del ciclo de vida completo: los moldes de aleación de aluminio o los de acero?
El factor clave para evaluar el coste del ciclo de vida completo son el volumen de producción y el número de modificaciones: en el caso de proyectos con lotes peque?os, ciclos cortos y modificaciones frecuentes, los moldes de aleación de aluminio suelen resultar más económicos; en cambio, para una producción en serie estable a largo plazo, los moldes de acero permiten amortizar más fácilmente el elevado coste inicial del molde por unidad. Según los datos técnicos presentados en la feria de 2024, las soluciones con moldes de aluminio de alta conductividad térmica pueden reducir los costes de fabricación entre un 10% y un 20%, y acortar el ciclo de fundición a presión entre un 15% y un 25%.
| dimensión (matem.) | Moldes de aleación de aluminio | Moldes de acero |
|---|---|---|
| Gastos de fabricación de moldes | Suelen ser más bajos y ofrecen una mayor flexibilidad a la hora de modificarlos | Suelen ser más elevados, y los costes de modificación también son más altos |
| plazo de entrega | Entre 2 y 4 semanas aproximadamente | Entre 4 y 8 semanas, o incluso más |
| Rendimiento en cuanto a la vida útil | Más adecuado para lotes peque?os y pruebas de moldes | Más adecuado para alta presión y producción en serie a largo plazo |
| coste unitario | Los lotes peque?os ofrecen más ventajas | Los grandes volúmenes ofrecen mayores ventajas |
Si la producción anual de tu proyecto no supera las 10 000 unidades y aún se encuentra en la fase de iteración del dise?o, los moldes de aleación de aluminio suelen resultar más rentables; si la producción sigue aumentando y se exigen mayores requisitos de uniformidad dimensional, los moldes de acero son más adecuados para la producción a largo plazo. En el caso de proyectos que requieran modificaciones frecuentes, la eficiencia en el mecanizado y la facilidad de reparación de los moldes de aluminio reducen notablemente los costes derivados de los errores y las pruebas.
Preguntas frecuentes sobre los moldes de aleación de aluminio
Las preguntas más frecuentes de los ingenieros y los responsables de compras suelen ser: “?Cuántos ciclos de moldeo se pueden realizar?”, “?Se puede reparar si se estropea?”, “?Cuál es el plazo de entrega?” y “?Se puede utilizar para componentes de energías renovables?”. Las respuestas a estas preguntas dependen de tres factores: el volumen de producción, el proceso de fabricación y los materiales, y no deben basarse únicamente en el precio.
?Cuántos ciclos de moldeo pueden soportar los moldes de aleación de aluminio?
En el caso de la inyección de plástico o del moldeo con cargas ligeras, el rango de producción rentable de los moldes de aleación de aluminio suele situarse entre 5.000 y 10.000 piezas; en entornos de alta temperatura y alta presión, como la fundición a presión, la vida útil real es menor, por lo que es necesario reevaluarla en función de la complejidad de las piezas, el control de la temperatura del molde y el desgaste del material. Una vez superado este rango económico, los moldes de acero suelen resultar más ventajosos en cuanto al coste por pieza.
?Se puede reparar una cavidad agrietada? ?Cuál es el plazo de entrega?
Se pueden reparar. En el caso de los moldes de aleación de aluminio, el desgaste local, las peque?as grietas y las imperfecciones en los bordes y esquinas suelen poder subsanarse mediante soldadura, pulido y reprocesado local; dado que el aluminio es un material fácil de mecanizar, el plazo de entrega habitual para prototipos o moldes de prueba es de unas 2 a 4 semanas, mientras que los moldes de acero suelen requerir más tiempo. Esta diferencia de tiempo resulta fundamental para los proyectos que requieren una validación rápida de las soluciones.
?Son adecuados los moldes de aleación de aluminio para los componentes de las energías renovables?
Es adecuado, especialmente para las carcasas de los cargadores a bordo, las cajas de control, los soportes estructurales y algunas piezas relacionadas con la gestión térmica de los vehículos de nueva energía. A medida que los modelos de nueva energía sigan aumentando su volumen de producción en 2026, la demanda de moldes rápidos y de validación de la ligereza para componentes como los OBC, DCDC y PDU sigue creciendo, por lo que los moldes de aleación de aluminio resultan muy valiosos en la fase de producción de prueba.
Resumen y recomendaciones para la elección del modelo
A la hora de elegir un molde de aleación de aluminio, lo más importante es determinar primero en qué fase se encuentra el proyecto: si se trata de la validación de un prototipo, la fabricación de lotes peque?os o si se necesita una rápida adaptación del dise?o, los moldes de aleación de aluminio suelen ser más adecuados; si, por el contrario, se trata de una producción en serie a largo plazo y a alta presión, se debe dar prioridad a los moldes de acero. La elección final viene determinada por tres factores: el tipo de material, los modos de fallo y el tama?o del lote, y no debe basarse únicamente en el coste.
?Cómo se determina el dise?o del molde en función de los distintos volúmenes de producción y estructuras?
Si el volumen de producción es inferior a 5.000 unidades y el dise?o es complejo o aún se encuentra en fase de modificaciones repetidas, es preferible optar por moldes de aleación de aluminio; si la producción supera las 10.000 unidades y se busca una mayor vida útil, los moldes de acero suelen resultar más rentables. En el caso de piezas de moldeo de precisión, se recomienda que el error total de la cavidad se mantenga entre 0,01 y 0,02 mm.[10] Este nivel suele requerir la combinación de procesos de acabado con control numérico y de conformado por electroerosión.
- Fabricación de prototipos: 6061-T6, que destaca por su bajo coste y su rápida mecanización
- Peque?os lotes y alta carga de trabajo: 7075-T6, que destaca por su dureza y capacidad de carga
- Producción en serie a gran escala: Moldes de acero, con especial atención a la vida útil y a la amortización por unidad
?Cuándo conviene recurrir a una empresa especializada en moldes de fundición para que realice una evaluación?
Si el proyecto incluye componentes para energías renovables, fundición a baja presión, fundición por gravedad o cavidades de alta complejidad, se recomienda contar con la participación de un fabricante de moldes especializado lo antes posible, antes de proceder a la fabricación del molde. Una evaluación profesional suele abarcar el análisis de la estructura del molde, el análisis del proceso de moldeo del producto, la disposición de los conductos de refrigeración y el dise?o del sistema de expulsión; todos estos factores influyen directamente en la frecuencia de los retoques posteriores al molde, el rendimiento de producción y el coste total.























