
Guida all'approvvigionamento dei fornitori di fusioni in alluminio in Cina (con lista di controllo per la valutazione della qualità e per evitare le buche)
Pubblicato il:2026-05-27 Categoria:informazioni al pubblico Visualizzazioni:1872
Sommario:
Cercate una fonderia di pressofusione affidabile? Questa dettagliata guida all'approvvigionamento dei fornitori di fusioni in alluminio in Cina vi fornisce una spiegazione approfondita dell'intero processo, dalla verifica delle qualifiche alla valutazione dei processi, fino alla determinazione dei costi. Grazie ad anni di esperienza nella produzione, Ningbo Hexin vi aiuterà a evitare le comuni insidie delle fonderie e a individuare rapidamente le fabbriche di qualità con lavorazioni di precisione e controlli di qualità rigorosi. Leggete ora una pratica lista di controllo per la valutazione dei fornitori.
Catalogo degli articoli[Nascosto]
- Quadro decisionale di base per l'approvvigionamento dei fornitori di fusioni in alluminio in Cina
- Panorama dell'industria cinese della fusione di alluminio e distribuzione dei cluster industriali
- Confronto tra i principali processi di fusione dell'alluminio e guida alla selezione
- Differenze ingegneristiche tra colata a bassa pressione e colata a gravità
- Lo stato di avanzamento della tecnologia di pressofusione integrata in Cina
- Selezione del tipo di lega di alluminio e corrispondenza delle proprietà del materiale
- Lista di controllo per la qualificazione e l'ispezione sul campo per i fornitori qualificati
- Sistema di controllo della qualità per l'intero processo, dalla fusione ai prodotti finiti
- L'impatto delle capacità di lavorazione CNC interne sui costi di approvvigionamento e sui tempi di consegna
- Smantellata la vera struttura dei costi dei fornitori cinesi di colate di alluminio
La Cina rappresenta circa 55% della capacità globale di colata di alluminio (secondo il rapporto Statista sull'industria dell'alluminio), ma meno di 20% di fabbriche in questa catena di approvvigionamento possono realmente fornire Cpk≥1,33 in modo coerente. Questa guida all'approvvigionamento dei fornitori di colata di alluminio in Cina ha individuato il percorso decisionale completo, dalla selezione del processo, alla verifica delle qualifiche, allo smontaggio dei costi, che può aiutarvi a filtrare i fornitori a rischio di 70% prima di chiedere preventivi. Questa guida all'approvvigionamento dei fornitori di colate di alluminio vi aiuta a selezionare i fornitori a rischio di 70% prima di chiedere preventivi e vi fornisce la lista di controllo delle ispezioni in fabbrica e la linea rossa della qualità che potete implementare.
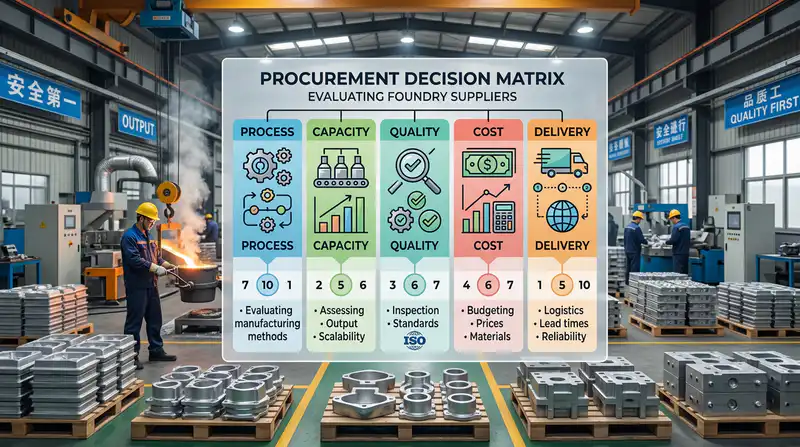
Quadro decisionale di base per l'approvvigionamento dei fornitori di fusioni in alluminio in Cina
Conclusione di una frase:L'acquisto di fornitori cinesi di colata di alluminio non può limitarsi a guardare la quotazione, ma deve utilizzare il modello a cinque dimensioni "grado di corrispondenza del processo - scala di capacità - sistema di qualità - struttura dei costi - capacità di consegna" allo stesso tempo, con un punteggio, qualsiasi dimensione inferiore a 70 punti deve essere eliminata. L'idea centrale di questa guida all'approvvigionamento dei fornitori di colata di alluminio in Cina è: scegliere il processo sbagliato è più fatale che scegliere la fabbrica sbagliata, e scegliere la fabbrica sbagliata renderà l'intero progetto a pagare più 20%-35% costi nascosti.
Perché il settore degli acquisti globali continua a puntare gli occhi sulla Cina? La risposta non è semplicemente "è economico". Secondo i dati sulla produzione globale di alluminio grezzo pubblicati da Statista, nel 2023 la produzione cinese di alluminio grezzo è stata di circa 4.100萬噸, rappresentando oltre il 58% della produzione mondiale. Ciò significa che l’intera catena di produzione, dalle materie prime all’acciaio per stampi, dagli utensili di lavorazione meccanica ai forni per il trattamento termico, si svolge interamente all’interno del Paese: i tempi di consegna sono inferiori di 4–6 settimane rispetto al Sud-Est asiatico e di oltre 8 settimane rispetto al Messico.
Quadro decisionale a cinque dimensioni: soglie quantitative per ogni dimensione
| dimensione (matematica) | Punti d'esame fondamentali | soglia di ammissibilità |
|---|---|---|
| Corrispondenza dei processi | Bassa pressione/gravità/alta pressione/sabbia/allineamento dello stampo o meno | Il valore annuo della produzione di questo processo è ≥ 40% del valore totale della produzione della fabbrica. |
| Scala della capacità produttiva | Tonnellaggio del forno di fusione, tonnellaggio della macchina di pressofusione, numero di pezzi all'anno | Capacità di produzione mensile per lasciare 30% buffer, per evitare ordini affollati |
| sistema di qualità | iso 9001 / iatf 16949 / as9100 | Validità della certificazione + registrazioni di supervisione e audit negli ultimi 3 anni |
| struttura dei costi | Materiale, energia, manodopera, ammortamento degli stampi come percentuale di | La percentuale di materiale 55%-65% è l'intervallo sano |
| Consegnabilità | Tasso di consegna puntuale OTD, localizzazione degli strumenti, esperienza di sdoganamento | OTD ≥ 92% negli ultimi 12 mesi |
L'anno scorso, ho guidato un team per effettuare una revisione dei fornitori per un progetto di componenti strutturali automobilistici nella Cina orientale e, dopo che 6 fabbriche candidate sono state valutate in base alle cinque dimensioni di cui sopra, la classifica è risultata completamente opposta a quella dell'offerta iniziale: quella con l'offerta OTD più bassa era solo 78%, che alla fine ha provocato un'estensione del PPAP presso il cliente T1, con una perdita singola di circa 42.000 dollari. Questo incidente ci ha permesso di stabilire una regola ferrea:Gli impianti con OTD inferiore a 90%, anche se economici, non entrano nel pool finale dei candidati..
Un elenco di 6 requisiti che devono essere bloccati prima dell'approvvigionamento.
Prima di inviare la RFQ, si raccomanda all'acquirente di scrivere i seguenti 6 punti in un "Documento di congelamento dei requisiti" di una pagina A4, che dovrà essere firmato dai reparti di ingegneria e qualità per conferma. In caso contrario, le modifiche successive renderanno i costi fuori controllo.
- Gradi e standard delle leghe di alluminioA356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), non scrivere semplicemente "lega di alluminio".
- Tolleranze dimensionali critiche e GD&TDefinire le classi CT (ISO 8062), generalmente CT9-CT11 per la sabbia, CT6-CT7 per la pressofusione.
- Requisiti minimi per le proprietà meccanicheResistenza alla trazione, allo snervamento e all'allungamento, con lo stato di trattamento termico (F / T5 / T6 / T7).
- Livello di difettosità internaQuale livello di porosità/restringimento è accettabile per la classificazione ai raggi X secondo ASTM E155? Le parti di sicurezza sono tipicamente ≤ Livello 2.
- Trattamento superficiale e requisiti di verniciaturaAnodizzazione, verniciatura a polvere, elettroforesi o solo sabbiatura? Durata del test in nebbia salina (480h / 720h) da quantificare.
- Domanda annuale e campo di fluttuazioneL'EAU (Estimated Annual Usage) ± 20% viene comunicato al fornitore per facilitare la corrispondenza tra la durata dello stampo e la programmazione della linea di produzione.
Un dettaglio che spesso viene trascurato: la proprietà dello stampo e l'impegno di durata. I fornitori cinesi di solito indicano "100.000 anni di vita dello stampo", ma se la vostra domanda annuale è di 150.000 pezzi e il ciclo del prodotto è di 5 anni, dovete includere nel contratto "una riparazione gratuita o un rimborso pro-rata da parte del fornitore una volta esaurita la vita dello stampo", altrimenti riceverete una fattura per la riparazione dello stampo nell'anno successivo.
Panorama dell'industria cinese della fusione di alluminio e distribuzione dei cluster industriali
Conclusioni diretteLa produzione totale cinese di colate di alluminio nel 2023 sarà di circa 10,5 milioni di tonnellate, pari a oltre 42% della produzione globale (fonte dei dati: Foundry-Planet Global Foundry Industry Report). Tuttavia, la reale capacità di approvvigionamento è altamente concentrata nei quattro principali cluster industriali: il delta del fiume Yangtze è bravo nella fusione di precisione a bassa pressione e a gravità, il delta del fiume Pearl si concentra sulla pressofusione per l'elettronica di consumo, il Bohai Rim serve i componenti OEM per autoveicoli pesanti e l'occidente è in rapida ascesa con la pressofusione per l'integrazione di motocicli e veicoli a nuova energia. Se si sceglie il cluster sbagliato, il ciclo di approvvigionamento si allunga in media di 15-25 giorni e il costo di un singolo pezzo aumenta di 8%-12%.
Dimensioni dell'industria e dati sulle esportazioni: non solo "grandi".
Secondo la China Foundry Association (CFA), le esportazioni cinesi di getti in lega di alluminio hanno un valore di circa 17,8 miliardi di dollari, con un aumento di 6,3% su base annua. Tuttavia, la struttura delle esportazioni è drammaticamente divergente: le esportazioni di parti tradizionali in sabbia sono diminuite di 4%, mentre le parti di getti ad alta pressione relative ai veicoli a nuova energia (HPDC) sono cresciute di oltre 22%. HPDC) hanno registrato una crescita delle esportazioni di oltre 22%.
Che cosa significa? Se si acquistano gusci di sistemi di alimentazione a tre nuove energie, vassoi per batterie, parti integrate della struttura del corpo, il potere contrattuale del fornitore sta aumentando rapidamente; al contrario, la colata di sabbia della classe delle staffe meccaniche generali è un mercato di acquirenti, lo spazio di contrattazione è ancora di almeno 10%.
I vantaggi differenzianti dei quattro cluster industriali
Negli ultimi tre anni il nostro team ha visitato oltre 40 fonderie di alluminio, coprendo tutti i principali cluster. Di seguito è riportato un ritratto del cluster basato sui dati reali del progetto:
| cluster industriale | città rappresentativa | Punti di forza dell'artigianato | Tipico downstream | Livello di quotazione individuale | Quantità minima d'ordine (MOQ) |
|---|---|---|---|---|---|
| Delta del fiume Yangtze | Ningbo, Suzhou, Taizhou | Colata a bassa pressione, colata a gravità, pressofusione di precisione | Componenti per autoveicoli, apparecchiature mediche, valvole industriali | Medio-alto (benchmark +5%) | 500-1000 pezzi |
| Delta del Fiume delle Perle | Foshan, Dongguan, Zhongshan | Pressofusione ad alta pressione, parti a parete sottile, trattamento superficiale | Elettronica di consumo, raffreddamento a LED, elettrodomestici | Medio (linea di base) | A partire da 2000 pezzi |
| Circolo economico di Bohai (regione economica che comprende Pechino, Tianjin, Hebei, Liaoning e Shandong) | Tianjin, Qingdao, Tangshan | Grande colata di sabbia, colata a gravità per impieghi gravosi | Veicoli commerciali, macchine edili, energia eolica | Medio-basso (Baseline-3%) | 200 pezzi |
| parte occidentale | Chongqing, Chengdu, Xi'an | Pressofusione di moto, pressofusione integrata | Due ruote, veicoli a nuova energia, aviazione | Basso (linea di base - 8%) | 1000 pezzi |
Logica decisionale del mondo reale per la selezione dei cluster
L'anno scorso ho aiutato un cliente tedesco di pompe industriali a migrare la catena di fornitura: inizialmente insistevano per trovare fornitori a Foshan, perché avevano sentito dire che "il prezzo più basso è quello del Pearl River Delta". Ho rifiutato questa proposta dopo averla testata: il Delta del Fiume delle Perle è bravo nella pressofusione di pareti di 1,5-3 mm di spessore per l'elettronica di consumo, mentre loro volevano uno spessore di parete di 8 mm, un corpo pompa in ottone da 8 kg di fusione in sabbia invece di parti in alluminio. Alla fine siamo sbarcati a Yuyao, Ningbo, il primo pezzo qualificato è passato dal precedente campione di 62% a 94%, il costo annuale di approvvigionamento invece si è ridotto a 11%.
Regola empirica: non lasciatevi fuorviare dall'etichetta "cluster a basso prezzo". La corrispondenza dei processi è un fattore che determina meglio il vero costo totale di proprietà (TCO) rispetto alle differenze di prezzo geografiche.
Questa è la logica di fondo di questa guida all'approvvigionamento dei fornitori di colata di alluminio, più volte sottolineata: tipo di prodotto → processo → cluster, questo ordine non può essere invertito. Percorso di giudizio specifico:
- Parti strutturali per autoveicoli, parti del telaioPriorità Delta del fiume Yangtze (cluster di fusione a bassa pressione di Ningbo) o Bohai Rim (circolo di supporto automobilistico di Tianjin e Changchun).
- Dissipatori elettronici, alloggiamenti per apparecchiature 5G: Direttamente rivolto al Delta del Fiume delle Perle (Dongguan Changan, Foshan Nanhai)
- Parti meccaniche di grandi dimensioni, mozzi di turbine eolicheGli impianti di colata in sabbia di Bohai Rim (Qingdao, Tangshan) sono i più convenienti.
- Pressofusione integrata di nuova energia (6000T+)Chongqing Liangjiang New District e Ningbo Qianwan New District sono le uniche due basi mature al momento.
- Componenti per motocicli/veicoli elettrici a due ruote estremamente sensibili ai costi: cluster Chongqing Jiulongpo e Jiangjin
Per quanto riguarda il meccanismo con cui la volatilità del prezzo globale dell'alluminio influisce sulle offerte dei cluster, si raccomanda di prestare contemporaneamente attenzione all'andamento del prezzo dell'alluminio al London Metal Exchange (LME) - il ciclo di adeguamento delle offerte per le fonderie cinesi di solito ritarda di circa 7-10 giorni rispetto al LME, il che offre agli acquirenti una piccola, ma pratica, finestra di contrattazione.
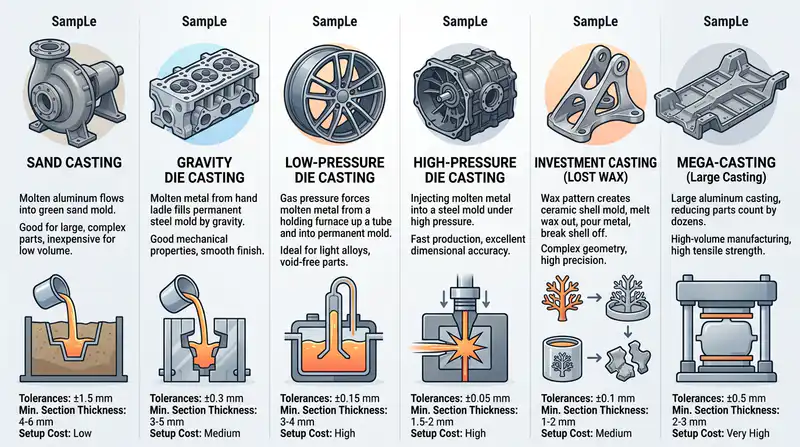
Confronto tra i principali processi di fusione dell'alluminio e guida alla selezione
Conclusioni diretteNon esistono vantaggi o svantaggi assoluti nei sei principali processi di fusione dell'alluminio, ma solo il grado di corrispondenza. La colata in sabbia è adatta a pezzi di grandi dimensioni, da un singolo pezzo a un migliaio; la colata a gravità e a bassa pressione sono il pilastro delle parti strutturali di medio volume; la pressofusione ad alta pressione domina su milioni di prodotti di consumo e parti di carrozzeria; la microfusione è specializzata in complessi a parete sottile di alta precisione; la pressofusione integrata (Mega Casting) è adatta solo alle imprese di veicoli a nuova energia con una capacità produttiva annua superiore a 100.000 unità. Se si sceglie il processo sbagliato, il costo di un singolo pezzo può raddoppiare di 2-3 volte, e questo è l'elemento più sottovalutato nella guida all'approvvigionamento dei fornitori di colata di alluminio in Cina.
Matrice di confronto di sei parametri di processo fondamentali
| arti e mestieri | Precisione dimensionale (CT) | Rugosità superficiale Ra | Spessore minimo della parete | Volume economico (pezzi/anno) | Indice di costo unitario tipico | Ingresso stampo |
|---|---|---|---|---|---|---|
| colata in sabbia | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1.0 (linea di base) | ¥5k-50k |
| Colata a gravità (tipo di metallo) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k-200k |
| colata a bassa pressione | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | ¥80k-400k |
| Pressofusione ad alta pressione | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| colata di investimento | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Pressofusione integrata | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (dopo lo scale-up) | ¥80M-150M |
Nota: l'indice dei costi si basa sullo stesso peso di parti di sabbia 1,0 e i dati provengono dalle statistiche di settore di Foundry-Planet e dalla media delle nostre quotazioni sul campo per 17 fabbriche nel Delta del fiume Yangtze e nel Delta del fiume Pearl.
Logica di abbinamento dei processi per tre scenari di vita reale
Scenario 1: abitazioni per veicoli a energia nuova, domanda annuale di 80.000 pezzi.Quando l'anno scorso ho fatto una selezione per un Tier 1 europeo, la soluzione iniziale era la colata a gravità, con un costo unitario di 178 ¥. Dopo il passaggio alla colata a bassa pressione, il tasso di porosità si è ridotto da 1,2% a 0,3% e il tasso di scarto ai raggi X da 7% a 1,8%, e anche se l'investimento per l'attrezzaggio era di 260.000 ¥ in più, il costo degli stampi si è ripagato in 8 mesi. La base del giudizio è semplice:Spessore della parete non uniforme + requisiti di tenuta all'aria + oltre 50.000 pezzi all'annoLa bassa pressione è quasi l'unica soluzione.
Scenario 2: corpo pompa industriale, fabbisogno annuo 600 pezzi, peso 45 kg.Questi tipi di pezzi possono assorbire l'intero budget del progetto in termini di costi di attrezzaggio, se ci si lascia ingannare dalle vendite per aprire uno stampo pressofuso. La scelta giusta èColata in sabbia di resina + trattamento termico T6Stampo 18.000 ¥, pezzo singolo 620 ¥, tempo di consegna 2 settimane. La colata in sabbia è insostituibile in questo segmento di lotti.
Scenario 3: stent per dispositivi medici con struttura complessa contenente una cavità interna, domanda annuale di 3.000 pezzi.La microfusione è la prima scelta, anche se il costo per pezzo è 2,5 volte superiore a quello della pressofusione, ma elimina il successivo processo CNC del 70%. Un direttore di officina che si occupa di fusione a cera persa da 20 anni mi ha detto: "I clienti guardano al prezzo unitario della colata, io guardo al calcolo dei costi di lavorazione complessivi, che sono due cose diverse"."
Tre delle buche più facili in cui imbattersi nella scelta di un modello
- Pressofusione per parti ermeticheLa pressofusione convenzionale ad alta pressione non può essere trattata termicamente fino a T6 a causa di gravi rotoli d'aria, quindi è necessario specificare parti resistenti alla pressione come gli alloggiamenti dei riduttori.pressofusione sotto vuoto或Processo vacanzieroLe fabbriche nazionali con una capacità stabile di pressofusione sotto vuoto sono meno di 200.
- Trascurare la pendenza di sformatura e la superficie di troncaturaLe superfici di separazione mal progettate sui pezzi stampati in sabbia possono comportare un aumento da 3 a 5 volte delle ore di lavoro per la pulizia del fretting, che si ripercuote direttamente sul vantaggio di prezzo negoziato.
- Richiesta di offerta sulla base di disegni e non sulla base del processoLo stesso disegno viene inviato a un impianto di colata in sabbia e a un impianto di pressofusione, e la differenza tra i preventivi può arrivare a 300%, ma la resa e i costi di lavorazione sono completamente diversi. Un acquisto maturo blocca il processo prima di chiedere un'offerta.
Nella prossima sezione verranno ulteriormente smantellate le sei differenze chiave tra la colata a bassa pressione e la colata a gravità in termini di ingegneria, dettagli tecnici che vengono trascurati nella maggior parte delle proposte di appalto, ma che possono rendere un progetto irripetibile.
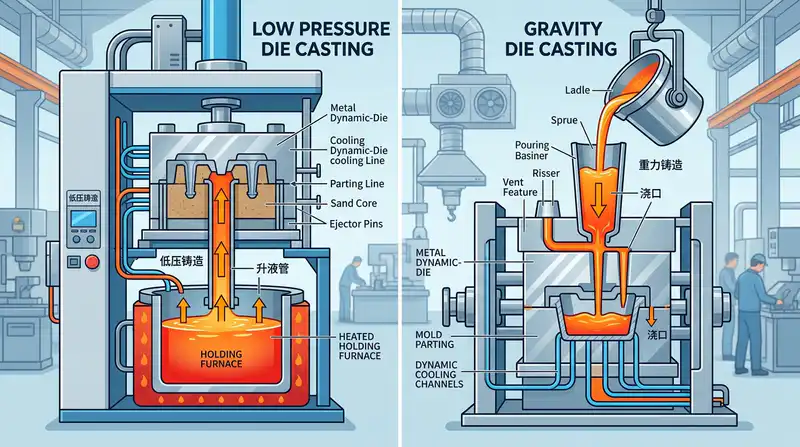
Differenze ingegneristiche tra colata a bassa pressione e colata a gravità
Conclusioni diretteLa colata a bassa pressione (LPDC) e la colata a gravità (GDC) sembrano appartenere al processo di tipo metallico "stampo + alluminio liquido", ma esistono enormi differenze in termini di porosità, proprietà meccaniche e costo unitario. La densità di colata a bassa pressione fino a 99,2% o più, l'allungamento è generalmente 8%-12%, adatto per sopportare le vibrazioni e la pressione di tenuta della scocca del motore dei veicoli a nuova energia, il vassoio della batteria; il costo della colata a gravità per pezzo rispetto a quello a bassa pressione 15%-25%, ma la porosità è di solito nel range 1%-3%, più adatto per la testa del motore tradizionale, gusci del cambio come la verifica matura, i requisiti di allungamento 4%-7% può essere parti. Questa guida all'approvvigionamento dei fornitori di colate di alluminio in Cina ricorda che se si sceglie male uno di questi due processi, il tasso di scarto può salire da 2% a 12%.
Tabella di confronto della varianza a cinque dimensioni
| dimensione (matematica) | Getto a bassa pressione LPDC | Colata per gravità GDC |
|---|---|---|
| Struttura dello stampo | Tipo chiuso, tubo di sollevamento inferiore + canale di mantenimento della pressione, costo elevato dello stampo 30%-50% | Tipo aperto, porta di iniezione superiore o laterale, struttura semplice dello stampo |
| Metodo di ricarica | 0,02-0,06 MPa di pressione dell'aria secca in ingresso, riempimento regolare senza turbolenze | Caduta libera dipendente dalla gravità, velocità di riempimento incontrollata |
| porosità | <0,8%, trattabile termicamente fino alla condizione T6 | 1%-3%, trattato termicamente per facilitare la formazione di bolle. |
| Resistenza alla trazione (A356-T6) | 280-310 MPa, allungamento 8%-12% | 240-270 MPa, allungamento 4%-7% |
| Costo unitario (stesso tipo di pezzo) | Benchmark 100 | 75–85 |
Perché gli alloggiamenti dei motori sono quasi sempre realizzati in bassa tensione
L'involucro del motore di un nuovo veicolo a energia deve resistere a una pressione di tenuta superiore a 1,5 MPa nel canale interno dell'olio di raffreddamento e qualsiasi microporo con un diametro superiore a 0,3 mm non supererà il test di perdita di elio. La colata a bassa pressione si basa su un tubo di sollevamento del liquido per "sollevare" il liquido di alluminio dal fondo del forno di mantenimento alla cavità dello stampo; il livello del liquido può essere sollevato a una velocità accuratamente controllata di 30-80 mm/s, il che evita il coinvolgimento della pellicola di ossido secondaria, comune nella colata a gravità. L'anno scorso, ho assistito un'azienda Suzhou Tier 1 per convalidare il progetto della scocca del motore: lo stesso set di materiale sostitutivo ADC12, il tasso di passaggio del controllo dell'elio nel processo a gravità è di soli 71%, passando alla bassa pressione e aumentando il fondo del circuito dell'acqua di raffreddamento, il tasso di passaggio è aumentato a 96,4%, con un risparmio di circa 38 yuan sui costi di rilavorazione.
Perché i componenti dei motori convenzionali utilizzano ancora la gravità
La durata del progetto e le specifiche dei materiali della testata del motore a combustibile sono state congelate negli anni '90, e la complessa camicia d'acqua formata da colata a gravità con nucleo in sabbia è stata verificata da numerosi DVP in 30 anni, e la curva di esperienza della messa a punto in fabbrica è molto matura. Il passaggio alla bassa pressione non solo richiede il rifacimento degli stampi (un set di stampi a bassa pressione per le scocche dei motori è quotato in Cina a 800.000-1,4 milioni di RMB, un costo superiore di oltre 400.000 yuan rispetto a quello degli stampi a gravità), ma anche il rifacimento del PPAP e dei test al banco, con un ciclo di revisione di almeno 9 mesi. Per la piattaforma di carburante, la cui produzione annuale è già in calo, questo ROI non è conveniente.
Consigli pratici sull'approvvigionamento
- Osservare il parametro del tempo di mantenimentoLa curva della pressione di mantenimento della colata a bassa pressione (aumento del liquido-riempimento-aumento della pressione di mantenimento) è il cuore del processo, il fornitore è tenuto a fornire l'esportazione dei dati PLC, il tempo di mantenimento della pressione inferiore a 90 secondi di colate di medie e grandi dimensioni per vigilare sul ritiro.
- Controllo della durata di vita dei tubi di sollevamentoI tubi di sollevamento in ceramica hanno una durata di 8.000-12.000 cicli, mentre i tubi di grafite economici hanno una durata di soli 3.000 cicli, il che ha un impatto diretto sulla consistenza del getto.
- Gli impianti a gravità devono essere cauti nel passare alla bassa pressione.: Molte piccole e medie imprese cinesi si fregiano del titolo di "doppia tecnologia", ma il tasso di utilizzo degli impianti a bassa pressione è inferiore a 40% e la stabilità del processo è preoccupante. Secondo gli standard relativi all'indice di capacità di processo pubblicati dalla North American Die Casting Association (NADCA), un valore Cpk ≥ 1,33 è considerato accettabile.
- Non limitatevi a guardare i prezzi unitari per confrontare i costi.Se state oscillando tra la Cina e la capacità produttiva all'estero, iniziate a leggere il documento Analisi completa del confronto dei costi di fusione dell'alluminio tra Cina e Indiache distingue l'impatto dell'ammortamento degli stampi a bassa pressione sul costo totale.
L'essenza della selezione del processo consiste nel far coincidere i "requisiti meccanici - dimensione del lotto - maturità di convalida" del prodotto con il limite di capacità del processo. Quando la domanda annuale supera i 50.000 pezzi, i requisiti di allungamento ≥ 8% e i test di ermeticità, la colata a bassa pressione è praticamente l'unica soluzione economica; al contrario, la colata a gravità è ancora la più conveniente. Non fatevi distrarre dalla retorica dei fornitori "possiamo fare tutto": c'è una curva di rendimento di almeno 3 anni tra ciò che potete fare e ciò che potete fare bene.
Lo stato di avanzamento della tecnologia di pressofusione integrata in Cina
Conclusioni diretteEntro la fine del 2024, la Cina ha sbarcato o è in costruzione più di 90 mega macchine per la pressofusione sopra le 6.000 tonnellate, di cui circa 25 sono modelli da 9.000 tonnellate e oltre, rendendola il mercato più concentrato al mondo per la capacità di pressofusione integrata (Mega Casting). Ma per più di 90% acquirenti di piccole e medie dimensioni, questo percorso tecnologico non ha bisogno di seguire - Mega Casting punto di pareggio economico nella produzione annuale di circa 80.000-100.000 pezzi, al di sotto di questa quantità del progetto con il tradizionale programma di pressofusione ad alta pressione + saldatura invece del costo per pezzo è inferiore! 15%-25%.
Macchina per la pressofusione ultra-grande della mappa della Cina
Il nucleo a monte di questa corsa agli armamenti della Mega Casting è costituito dai fornitori di macchine per la pressofusione.Tecnologia LKOccupa circa 75% del mercato globale al di sopra delle 6.000 tonnellate e il suo modello da 9.000 tonnellate è stato fornito alla fabbrica di Shanghai di Tesla, alla fabbrica di Zhaoqing di Xiaopeng e alla fabbrica di Yancheng di Gaohe in blocco;Yizumiè stato seguito dal modello strutturale LEAP 9000T a doppia lastra, con clienti a valle tra cui BAE e FAW Casting. Anche Bühler (Bühler) e IDRA (IDRA) hanno progetti sporadici nel Paese, ma i tempi di consegna sono lunghi e il prezzo è superiore di circa 30%.
Alcuni casi rappresentativi degli atterraggi più veloci:
- Fabbrica Tesla ShanghaiLa pressofusione integrata del sottoscocca posteriore della Model Y combina più di 70 parti in 1-2 pezzi, riducendo il peso della carrozzeria di circa 10% e i costi di produzione di circa 40%.
- Fabbrica Azalea Hefei F2Il pavimento posteriore dell'ET5 è realizzato su una macchina di pressofusione da 12.000 tonnellate, con un peso del singolo pezzo di circa 80 kg e una battuta di circa 90 secondi.
- Xiaopeng, Ideale, CeresTutti sono entrati nella fase di produzione di massa di 9.000 tonnellate, principalmente nel delta del fiume Yangtze e nel delta del fiume Pearl.
- Wencan, Guangdong Hongtu, Gruppo TopLe tre più grandi fonderie Mega Casting del Tier 1 in Cina stanno attualmente ricevendo ordini.
L'impatto reale del Mega Casting sulle catene di fornitura tradizionali
La natura dirompente di questa tecnologia è stata esagerata. L'investimento totale per un'isola di pressofusione da 6.000 tonnellate è di circa 150-300 milioni di RMB (compresi corpo, stampo, forno, pressa di rifilatura, linea di ispezione a raggi X), il costo di un singolo set di stampi è di 6-15 milioni di RMB, e il tasso di rendimento passa da 40% nella fase di produzione di prova a 85% nella produzione di massa e la stabilità richiede solitamente 9-14 mesi. -14 mesi. Nel 2023, il nostro team ha assistito una nuova azienda automobilistica nell'audit dei fornitori e ha scoperto che la resa Q3 di una testa Tier1 su un modello da 9.000 tonnellate era di sole 68%, mentre il costo di una singola quota dello stampo era di 220 dollari, quasi il doppio rispetto all'offerta iniziale.
Questo significa che gli shock sono concentrati principalmente inStrutture della carrozzeria dei veicoli passeggeri a energia nuovaQuesto segmento di mercato ha un impatto minimo o nullo sulle aree seguenti:
| mercato di nicchia | Livello di impatto di Mega Casting | razionale |
|---|---|---|
| Fusioni di veicoli commerciali/macchine edili | praticamente nullo | Volume ridotto, struttura semplice, tipo a gravità/sabbia più economico |
| Alloggiamento del motore, vassoio della batteria | 低 | La colata a bassa pressione è ancora superiore in termini di ermeticità e allungamento |
| Componenti strutturali dell'elettronica di consumo | non hanno | Dimensioni ridotte, completamente coperte dalla pressofusione convenzionale |
| Pavimentazione integrata nel corpo a nuova energia | 高 | Soluzione preferita dagli OEM |
I piccoli e medi acquirenti dovrebbero seguire l'esempio?
Il mio consiglio è semplice:Il Mega Casting non è necessario per progetti con un volume di acquisto annuale inferiore a 50.000 pezzi e un peso unitario inferiore a 15 kg.. Ciò che deve essere realmente valutato sono due domande derivate:
- Leghe senza trattamento termico (ad esempio Silafont-36, Mercalloy 368, Ulan AlsiMgMn domestico)La capacità di fornire - una rivoluzione del materiale guidata da Mega Casting - ha lo stesso valore di riduzione dei costi dei normali getti pressofusi, con un risparmio di circa 8%-12% saltando il trattamento termico T7.
- Capacità di pressofusione sotto vuoto--Il vuoto in cavità inferiore a 50 mbar è la soglia per la produzione di parti strutturali saldabili e trattabili termicamente. Molti fornitori di medie dimensioni dichiarano di avere sistemi di vuoto, ma i livelli di vuoto misurati arrivano solo a 150 mbar, insufficienti per supportare applicazioni di fascia alta.

Selezione del tipo di lega di alluminio e corrispondenza delle proprietà del materiale
La conclusione è semplice: la scelta della lega di alluminio sbagliata è più fatale della scelta dell'impianto sbagliato. Se una colata di A356 viene erroneamente utilizzata ADC12, la durata a fatica nelle stesse condizioni di lavoro può diminuire di oltre 60%; mentre le parti strutturali che dovrebbero essere in stato T6 vengono consegnate in stato F (stato fuso), la resistenza allo snervamento sarà direttamente dimezzata. Questa guida all'acquisto dei fornitori di colate di alluminio in Cina deve essere legata alla comprensione del grado e del processo, dello stato di trattamento termico, piuttosto che scrivere semplicemente "lega di alluminio" tre parole sui disegni.
Corrispondenza tra gradi cinesi e stranieri e fraintendimenti comuni
I tecnici delle fonderie di alluminio cinesi si confrontano quotidianamente con almeno quattro sistemi di classificazione: GB/T 1173 (leghe di alluminio fuso), standard americano AA (Aluminum Association), standard giapponese JIS H5302 e standard europeo EN 1706 (EN AC-xxxxx). Se l'acquirente si limita a fornire lo standard americano, la fabbrica nazionale può fondere il materiale in base all'omologo GB più vicino, e la banda di composizione chimica potrebbe non essere esattamente la stessa.
| Gradi comuni | Controparte GB | Eurocorrispondenza | Corrispondenza standard giornaliera | cavallo di battaglia |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | IT AC-42100 (AlSi7Mg0,3) | AC4CH | Bassa pressione, gravità, sabbia |
| ADC12 | YL113 (approssimativo) | IT AC-46000 | ADC12 | Pressofusione ad alta pressione |
| AlSi10Mg | ZL104 (approssimativo) | IT AC-43000 | AC4A | Stampa 3D SLM a bassa pressione |
| 6061 | 6A02 / 6061 | IT AW-6061 | A6061 | Forgiato/estruso (non fuso) |
Una fossa ad alta frequenza: la 6061 è una lega di alluminio deformata con scarse proprietà di colata (elevata tendenza alla criccatura termica), eppure alcuni acquirenti continuano a etichettare i loro disegni di pressofusione "6061 die casting". L'approccio corretto è quello di passare all'ADC12 o all'AlSi10Mg. Per le differenze di composizione chimica della banda, fare riferimento ai Teal Sheets originali (International Alloy Designations) pubblicati dall'Aluminum Association.
Proprietà e applicazioni tipiche delle quattro classi ad alta frequenza
- A356-T6Si 6,5%-7,5%, Mg 0,25%-0,45%. Resistenza alla trazione allo stato T6 ≥ 290 MPa, snervamento ≥ 200 MPa, allungamento ≥ 6%. Utilizzato nei mozzi delle ruote, nei gusci dei motori a nuova energia, nel braccio oscillante della sospensione. Colata a bassa pressione che supporta il più ampio.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Eccellente fluidità per i getti a parete sottile (a partire da 1,2 mm) dell'elettronica di consumo e delle strutture automobilistiche. L'allungamento è di soli 1%-3%, non adatto alla fatica da urti o vibrazioni.
- AlSi10Mg-T6Mg 0,2%-0,45%, trazione ≥ 320 MPa dopo T6. Le principali versioni modificate senza trattamento termico della pressofusione integrata (ad esempio Handsome Wingspeed SF36, Lizhong TCast) sono derivate da questa.
- ZL114A-T6(standard nazionale di alluminio ad alta resistenza al silicio): militare, aerospaziale parti strutturali comunemente utilizzate, trazione ≥ 310 MPa, allungamento ≥ 5%, il prezzo è più costoso di A356 circa 15%-25%.
Stato di trattamento termico: T5/T6/T7 alla fine la differenza tra ciò che
Il comportamento meccanico dello stesso getto di A356 nei tre stati è molto diverso:
- T5(stato fuso → invecchiamento artificiale): basso costo, piccola deformazione, media resistenza (trazione ≈ 230 MPa), adatto a pezzi con elevati requisiti di stabilità dimensionale ma con requisiti medi di resistenza.
- T6(soluzione solida + invecchiamento artificiale): la resistenza più elevata, ma la tempra in soluzione solida provoca deformazioni; i pezzi a parete sottile devono essere riservati al processo di calibrazione.
- T7(invecchiamento): resistenza leggermente inferiore (trazione ≈ 260 MPa), ma migliore tensione residua e stabilità dimensionale, adatta a condizioni di lavoro ad alta temperatura o a carter di motori che richiedono un servizio a lungo termine.
Una volta il nostro team ha realizzato un progetto di vassoio per batteria per un Tier 1 europeo. Il disegno originale era etichettato A356-T6, ma il cliente ha riscontrato una deformazione termica di 0,8 mm dopo l'assemblaggio. Dopo il passaggio a T7, la deformazione si è ridotta a meno di 0,2 mm e la resa finale è aumentata da 78% a 96%. Il fulcro di questa esperienza è che lo stato del trattamento termico non è solo una riga nella casella dei commenti, ma un parametro di processo che determina direttamente il successo o il fallimento dell'assemblaggio.
Un processo in quattro fasi per le decisioni di sostituzione delle classi
Quando un fornitore dice: "Non abbiamo l'A357 da voi specificato, possiamo usare l'A356 al suo posto?". Quando il fornitore dice: "Non abbiamo l'A357 da voi specificato". Seguite le quattro fasi seguenti per esprimere un giudizio:
- Confronto della composizione chimica della banda (in particolare il contenuto di Mg, Cu e Fe, il Fe può diminuire l'allungamento di 1%-2% per ogni aumento di 0,1%);
- Verificare che la meccanica target (trazione, snervamento, allungamento, durezza HB) sia ancora all'interno del margine di sicurezza;
- Confermare che la finestra di trattamento termico corrisponde alla linea di produzione esistente (temperatura della soluzione, profilo di invecchiamento);
- Richiedere che il primo pezzo venga sottoposto a test metallografici + di trazione + in nebbia salina e conservare i campioni di reispezione per almeno 2 anni.
Lista di controllo per la qualificazione e l'ispezione sul campo per i fornitori qualificati
Conclusioni diretteNella Guida all'approvvigionamento dei fornitori di fusioni in alluminio in Cina, la verifica delle qualifiche non consiste nel vedere quanti pezzi di carta sono appesi al muro del certificato, ma nel controllare la validità del certificato, l'ambito di copertura e l'effettiva attuazione dei tre livelli di autenticità. Il nostro team nel 2022-2024 ha effettuato un'ispezione cumulativa di 47 fonderie di alluminio cinesi, scoprendo che circa 38% il certificato ISO 9001 della fabbrica è reale ed efficace, ma l'ambito dell'audit non corrisponde all'approvvigionamento dei prodotti (ad esempio, il certificato copre solo la colata in sabbia, ma la fabbrica con la consegna della pressofusione), ci sono circa 15% certificato scaduto o fenomeno di dipendenza OEM. L'ispezione in fabbrica non viene effettuata, l'approvvigionamento è pari a un ordine bendato.
Il vero significato dei metodi di certificazione e verifica di base
Prima di tutto, la conclusione: a diverse certificazioni corrispondono diverse soglie di accesso al settore, non bisogna confondersi con la "certificazione".
- ISO 9001Sistema di gestione della qualità di base, un biglietto d'ingresso piuttosto che un punto in più. Metodo di verifica: collegarsi al sito web ufficiale dell'organizzazione che lo ha rilasciato (ad es. SGS, BV, TüV) e inserire il numero del certificato per la verifica. Concentrarsi sul "Campo di applicazione" per verificare se le categorie di processo e di prodotto che si desidera acquistare sono incluse.
- IATF 16949Soglia obbligatoria per l'industria automobilistica, non si può parlare di fornitura Tier 1/Tier 2 senza di essa. Nota: i certificati IATF devono essere rilasciati da un'organizzazione di auditing riconosciuta dall'ufficio normativo globale IATF; la versione copiata non è direttamente valida.
- ISO 14001 / ISO 45001Sistemi ambientali e di salute sul lavoro, che vengono controllati in modo specifico dai principali clienti dell'UE e del Nord America (soprattutto per gli audit ESG delle società quotate).
- AS9100Specifico per il settore aerospaziale, in Cina ci sono meno di 60 fonderie di alluminio realmente certificate AS9100D, principalmente a Xi'an, Chengdu e Shenyang.
- NADCAP(Trattamento termico, certificazione dei processi speciali per i test non distruttivi): l'approvvigionamento di parti per l'aviazione deve essere controllato, in modo più dettagliato rispetto a AS9100.
Le 12 aree chiave che devono essere controllate durante un'ispezione in fabbrica
| riva | Punti di controllo | Segnali comuni di contraffazione |
|---|---|---|
| 1. Impianto di fusione | Apparecchiatura di degassificazione per la raffinazione (degassificatore rotante), misuratore di idrogeno, tipo di spettrometro e certificato di calibrazione | Nessuna etichetta di ispezione annuale per gli spettrometri, nessun registro di degassificazione in loco |
| 2. Officina stampi | Disponibilità di una capacità interna di progettazione e riparazione degli stampi, registro di vita dello stampo | Esternalizzazione completa degli stampi, nessuna capacità di riparazione degli stampi |
| 3. Isole di pressofusione/bassa pressione | Monitoraggio dei parametri in tempo reale (SPC), numero di riscaldatori dello stampo, configurazione della macchina del vuoto | Copiatura a mano del libro dei parametri, nessuna traccia dei dati |
| 4. Lavorazione CNC | CMM a coordinate, numero di centri di lavoro a 5 assi, sistema di gestione utensili | Solo visualizzazione CMM, rapporto di lavorazione in outsourcing >50% |
| 5. Trattamento termico | Rapporto del test di uniformità della temperatura del forno (TUS), numero di termocoppie in tempo reale nel forno | Solo soluzione solida, nessun invecchiamento, nessun rapporto annuale TUS |
| 6. Ispezione a raggi X | Tensione del tubo dell'apparecchiatura (≥225kV), utilizzo della tabella di controllo ASTM E155 | Campionamento solo 1%, nessun criterio di classificazione |
| 7. Test in nebbia salina | Camera a nebbia salina neutra (NSS) o CASS, registrazione delle ore di prova | Apparecchiature polverose, nessun dato di test negli ultimi 3 mesi |
| 8. Laboratorio di meccanica | Macchina per prove di trazione, tester di durezza (Brinell/Vickers), capacità di lavorazione delle barre di prova | Rapporti inviati a terzi, nessun controllo interno |
| 9. Controllo dimensionale | Taratura annuale della CMM, processo di ispezione del primo articolo (FAI) | Il rapporto FAI è tutto un copia e incolla. |
| 10. Area dei beni indesiderati | Marcatura rossa, recinzione fisica delle aree di contenimento, registrazione dello smaltimento dei rifiuti. | Rottami mescolati accanto all'area qualificata |
| 11. Logistica degli imballaggi | Pellicola anticorrosione VCI, certificato di fumigazione per casse di legno trasportate via mare (marchio IPPC) | Nessun IPPC per l'esportazione, facile da urtare nei pacchi nudi |
| 12. Personale di campo | Operai addetti alla fusione, tasso di licenza degli ispettori di qualità, tasso di rotazione del personale di officina | Percentuale di lavoratori temporanei in posizioni chiave >30% |
Modello di scheda di valutazione delle ispezioni in fabbrica (scala a 100 punti)
Raccomando l'uso di un punteggio ponderato: 20 punti per il sistema di qualità, 25 punti per le attrezzature di processo, 20 punti per la capacità di test, 15 punti per la gestione in loco, 10 punti per la qualità del personale, 10 punti per la stabilità finanziaria. Una singola voce inferiore al punteggio pieno di 60% costituisce un veto di un voto. In pratica, il punteggio ≥ 85 punti della fabbrica nel pool di fornitori di livello A, 70-84 punti nell'alternativa di livello B (adatta per parti non critiche), al di sotto di 70 punti direttamente esclusi.
Promemoria pratico: la prima ispezione di fabbrica non deve salutare o solo 2 ore di preavviso, per vedere lo stato di produzione reale; prima del controllo formale richiede la controparte di fornire gli ultimi 3 mesi di dichiarazioni di produzione giornaliera, record di reclami dei clienti, grafico di tendenza tasso difettoso - i dati non possono essere sulla fabbrica, 99% hanno problemi.
Sistema di controllo della qualità per l'intero processo, dalla fusione ai prodotti finiti
Conclusioni diretteUna qualificata fonderia cinese di alluminio, il controllo di qualità non è mai "l'ultima ispezione visiva", ma dalle materie prime alla fabbrica al prodotto finito, dai sette nodi dell'intera catena a ciclo chiuso. Se manca un solo nodo o una finzione, il tasso di scarto finale passerà dall'eccellente livello del settore di 1,5%-3% a 8%-15%. Questa guida all'approvvigionamento dei fornitori di fusioni di alluminio in Cina suggerisce che il tempo di ispezione della fabbrica di 60% sia speso per i nodi del controllo qualità della "catena di prove"! Invece di ascoltare le presentazioni di vendita.
Durante la revisione di un progetto di montaggio del motore nel 2023, ho guidato un team nell'esame di 6 mesi consecutivi di dati di controllo qualità di una fabbrica di Jiangsu: hanno dichiarato un tasso di scarto esterno di 3%, ma dopo aver incrociato i registri di fusione, i rapporti a raggi X e il campionamento dimensionale, il vero tasso di scarto interno era di 11,4%, con la differenza inghiottita dai "passaggi di rilavorazione". La differenza è inghiottita soprattutto dai "passaggi di rilavorazione". è per questo che i sette nodi seguenti devono essere penetrati uno per uno.
Sette nodi chiave del CQ e standard di settore
| nodale | Strumenti principali | Standard/limiti del settore | Fallimenti comuni |
|---|---|---|---|
| 1. Analisi spettrale delle materie prime | Ispezione forno per forno con spettrometro a lettura diretta (OES) | GB/T 7999, ASTM E1251 | Eccessivo contenuto di Fe (>0,2%), elevate impurità di Zn |
| 2. Raffinazione e degassificazione della massa fusa | Degassificazione rotativa + Metodo della densità equivalente per l'idrogeno | Indice di densità DI ≤ 3%, contenuto di idrogeno < 0,15 ml/100 g Al | Fori e porosità su 5% |
| 3. Controllo della temperatura dello stampo | Termostato per stampi + telecamera a infrarossi per il monitoraggio in tempo reale | Fluttuazione della temperatura dello stampo di colata a bassa pressione ±10℃ o meno | Segregazione a freddo, restringimento, segni di scorrimento superficiale |
| 4. Monitoraggio dei parametri di colata | Sistema SCADA per registrare le curve pressione/velocità/tempo | Conservazione delle curve di processo complete per stampo ≥ 2 anni | Deriva della velocità di iniezione della pressione, pressione di mantenimento insufficiente |
| 5. Controlli non distruttivi a raggi X/UT | TAC industriale o radiografia digitale DR | ASTM E155 Livello 2-3 (per zona di sollecitazione) | Restringimento interno e inclusioni >φ1mm |
| 6. Coordinare il controllo dimensionale | CMM a grandezza naturale + primo FAI | CT6-CT8 (ISO 8062) | Superamenti critici dei fori di montaggio, planarità NG |
| 7. Test di superficie e di corrosione | Test in nebbia salina, spessimetro per film, tester di durezza | Film di ossido anodico ≥15μm, nebbia salina neutra ≥240h | Decolorazione dell'ossido, spessore del film locale insufficiente |
Tre dei nodi più semplici da sciogliere per i fornitori
Degassificazione della colataè la parte più importante dell'acqua. Molte fabbriche fanno solo "slagging visivo" sul versamento, non fanno il test dell'indice di densità (Reduced Pressure Test). Il metodo di giudizio è molto semplice: il sito ha chiesto di vedere gli ultimi 30 giorni di campioni di prova DI, il vero impianto RPT deve avere una fila di blocchi di prova numerati accatastati accanto all'area di fusione - non viene fatto nessun test fisico.
Percentuale di campionamento a raggi Xè anche una delle aree più colpite. I componenti di sicurezza automobilistici (come i giunti dello sterzo e i collegamenti del sottotelaio) devono essere sottoposti a ispezione DR secondo la norma IATF 16949 con il codice 100%, ma alcuni stabilimenti effettuano solo controlli a campione con il codice 5%, apponendo comunque il timbro "ispezione completa". Facendo riferimento ai requisiti delle immagini standard della norma ASTM E155, i fornitori devono fornire un numero di immagine DR tracciabile per ogni singolo pezzo, in modo da poter individuare i falsari che utilizzano il metodo 80%.
Ciclo di prova in nebbia salinaEssere manipolati. La cabina di nebulizzazione salina neutra standard di 240 ore (cfr. ISO 9227) deve funzionare ininterrottamente, ma ho visto fabbriche che hanno inserito pezzi di prova per 48 ore per produrre un rapporto di campionamento in fretta e furia - chiedete di vedere il registro di funzionamento della cabina di nebulizzazione salina e la data e l'ora della foto del pezzo di prova, e la falsificazione viene immediatamente rivelata.
Migliorare la relazione mezzi-costi
- Ogni reispezione spettrale aggiuntiva alla fine della materia prima costa circa +0,3-0,5 yuan per pezzo, ma può ridurre gli scarti dei lotti dovuti ad anomalie di composizione da centinaia di migliaia di dollari di perdite annuali a quasi zero.
- Introducendo un misuratore di idrogeno online (ad es. Alspek H) con un investimento di circa 250.000 RMB, è possibile ridurre il tasso di scarti da 6% a meno di 1,5% e recuperare i costi in 6-9 mesi per ordini di medio volume.
- Apparecchiature CT industriali (come YXLON, Sanying Precision) una singola unità di 2-4 milioni di yuan, ma può essere ad alta pressione pressofusione di difetti interni tasso di perdita da 3% pressione a 0,1% il seguente
L'impatto delle capacità di lavorazione CNC interne sui costi di approvvigionamento e sui tempi di consegna
Conclusione diretta: quando si acquistano getti di alluminio in Cina, se si sceglie o meno un fornitore integrato con capacità di lavorazione CNC interna, il costo complessivo per pezzo può essere 10%-18%, il tempo di consegna è 20%-35% e il tasso di reclamo dei clienti è più del doppio della differenza. Questa guida all'acquisto dei fornitori di colate di alluminio in Cina è una chiara raccomandazione: se la necessità di colate di alluminio a superficie lavorata (che rappresentano più di 85% del volume effettivo di acquisti), la priorità è la fusione a blocco + l'impianto integrato CNC, mentre solo le parti di processo speciali (come gli spazi vuoti di colata in sabbia di grandi dimensioni o le parti decorative pure) devono considerare la modalità di separazione "fonderia + impianto di lavorazione indipendente".
Quattro vantaggi strutturali di un fornitore all-in-one
Perché l'impianto integrato è quasi sempre la soluzione migliore? Perché elimina la "perdita di interfaccia" tra colata e lavorazione. Nel 2023, ho aiutato un cliente tedesco di un corpo valvola idraulico a fare un esperimento controllato: la stessa colata di A356-T6 a bassa pressione è stata data a una fonderia pura (i getti sono stati inviati a un impianto di lavorazione a Suzhou) e a un impianto integrato con una propria officina CNC a Hangzhou, con tutte le altre variabili bloccate. Dopo sei mesi di produzione di massa, il divario è scioccante.
| dimensione (matematica) | Fonderia pura + CNC in outsourcing | Impianto di integrazione | discrepanza |
|---|---|---|---|
| Costo consolidato per unità (USD) | 18.40 | 15.60 | ↓15.2% |
| Dall'ordine alla consegna FOB | 55 giorni | 38 giorni | ↓30.9% |
| Rendimento complessivo dei prodotti finiti | 91.2% | 96.8% | ↑5.6pt |
| Tempo di risposta alle controversie sulla qualità | 7-14 giorni | 24-48 ore | ↓80%+ |
| Costi logistici e di transito in percentuale | 4.8% | 0.6% | ↓4.2pt |
La logica sottostante ai quattro vantaggi può essere scomposta in questi:
- Un'unica offerta, un unico soggetto responsabile: L'acquirente non deve negoziare i prezzi né coordinare i disegni separatamente con la fonderia e l'officina di lavorazione. Ma soprattutto, qualora dopo la lavorazione meccanica si riscontrassero porosità interne o contrazioni nel pezzo fuso (ovvero i due difetti di fusione più comuni), non ci saranno discussioni sull'attribuzione delle responsabilità: lo stabilimento integrato dovrà farsi carico dei costi di rilavorazione, senza alcun margine di scappatoia.
- Sinergia di processo (ciclo chiuso DFM)In un impianto integrato, gli ingegneri di fusione e gli addetti alla lavorazione CNC siedono nello stesso edificio e rivedono i disegni. In fase di colata, fanno delle tolleranze ragionevoli per la lavorazione (di solito 2,5-4,0 mm), evitano che gli indici di lavorazione cadano sulla materozza o sull'alzata e ottimizzano la posizione prefabbricata dei fori per il processo di serraggio. Gli sbozzi forniti dalle fonderie pure richiedono spesso un ulteriore processo di "squadratura" e il tempo di serraggio è di 15%-25% superiore.
- Tracciabilità della qualità a ciclo chiusoIl forno di ogni colata, la composizione della lega, i risultati dei test ai raggi X e la curva di trattamento termico possono essere direttamente correlati alla durata dell'utensile e ai parametri di taglio del processo CNC corrispondente. Quando il nostro team ha svolto l'analisi delle cause principali per un cliente del settore energetico in Nord America, ci siamo affidati al sistema MES dell'impianto integrato per individuare la causa principale di un lotto di perdite della superficie di tenuta nel giro di 4 ore: era la quantità eccessiva di densificatore Sr in un forno a causare un'anomalia della microstruttura, non un problema di lavorazione CNC. Questo tipo di tracciabilità richiederebbe normalmente più di due settimane in modalità separata.
- Riduzione dei costi logistici e di transitoCon il trasferimento all'interno dell'impianto degli sbozzi di colata rispetto al trasporto da una città all'altra, i costi logistici di un singolo pezzo possono essere ridotti da 0,6 a 1,2 dollari fino a quasi zero, eliminando i danni da impatto durante il trasporto (media del settore 2%-4%).
Come determinare il vero livello di capacità del CNC durante l'ispezione in fabbrica
Non tutte le fabbriche con un cartello con scritto "officina CNC" sono integrate. Ci sono quattro indicatori fondamentali che di solito utilizzo come filtri durante le mie ispezioni in loco:
- Rapporto tra attrezzature CNC e capacità di colataSe la produzione mensile di 500 tonnellate di getti nella fabbrica è di soli 5 set di centri di lavoro a tre assi, si tratta di una "facciata", la capacità produttiva non è all'altezza.
- Percentuale di attrezzature a 5 assiPer le parti strutturali complesse (involucro del motore, involucro della scatola del cambio), è necessario un dispositivo di collegamento a cinque o quattro assi almeno 30%, altrimenti il serraggio multiplo comporterà un errore cumulativo nella precisione.
- CMM Ispezione CMM Circuito chiusoLe CMM in linea (ad esempio Zeiss, Hexagon) devono essere disponibili in officina e i dati di ispezione vengono riportati direttamente al programma CNC per la compensazione. Le fabbriche che utilizzano solo il campionamento offline hanno in genere tassi di superamento del primo pezzo inferiori di 8-12 punti percentuali.
- Elaborazione dei record di controfirma per la fusione e il CNCGuardate i documenti di revisione DFM degli ultimi 12 mesi per vedere se i team di fusione e di lavorazione hanno controfirmato lo stesso documento. Senza una registrazione documentata della collaborazione, è probabile che l""integrazione" rimanga una fusione di spazi fisici.
Nel prossimo capitolo smonteremo completamente la struttura dei costi e vi mostreremo le 11 voci di costo che dovreste realmente esaminare dietro un preventivo.
Smantellata la vera struttura dei costi dei fornitori cinesi di colate di alluminio
Conclusioni dirette:Una tipica colata in lega di alluminio da 1,2 kg (A356, condizione T6, compresa la lavorazione CNC) è solitamente quotata dai fornitori cinesi nell'intervallo 3,8-4,6 dollari FOB. Tra questi, le materie prime rappresentano 42%-48%, l'energia 8%-12%, l'ammortamento degli stampi 5%-10%, la manodopera 6%-9%, l'ammortamento delle attrezzature 5%-8%-8%. 5%-8%, i costi di gestione e dei tre imballaggi per 7%-10%, il profitto ragionevole per 8%-12% e la logistica e l'imballaggio per l'esportazione per 3%-6%. Se ci si discosta dall'intervallo di 20% o più, l'offerta è insidiosa: o si tagliano le curve o si lascia spazio alla contrattazione. La lezione finale di questa Guida all'approvvigionamento dei fornitori di fusioni in alluminio in Cina è di insegnarvi a leggere ogni centesimo dietro l'offerta.
Materie prime: struttura a due livelli con prezzi LME + commissioni di lavorazione
Il costo della materia prima per le fusioni di alluminio non è così semplice come "prezzo del lingotto x peso". Si compone di due parti:Prezzo di riferimento LME dei lingotti di alluminio (o prezzo SHFE della Borsa dei Futures di Shanghai) + tariffa di lavorazione della lega (Premium)Prendiamo ad esempio l'A356. L'A356, per esempio, nel prezzo del lingotto di alluminio puro basato su Si, Mg, spese di lavorazione in lega da impilare circa 800-1500 yuan / tonnellata; l'ADC12 a causa dell'uso di alluminio riciclato, ma più economico dell'alluminio originale 500-1200 yuan / tonnellata.
Quando ho esaminato un preventivo per un cliente tedesco nel quarto trimestre del 2023, ho scoperto che un fornitore aveva bloccato il prezzo LME al massimo di 2450 dollari/tonnellata tre mesi prima, mentre l'acquisto effettivo era sceso a 2180 dollari/tonnellata, un valore gonfiato di 7,31 TP3T. Si raccomanda di concordare nel contratto una clausola di collegamento al prezzo LME, che faccia riferimento alla quotazione ufficiale dell'alluminio LME e la aggiusti su base mensile.
E tenete d'occhioRendimentoLa resa della colata a bassa pressione 85%-92%, la colata a gravità 75%-85%, la sabbia 65%-75%. Ogni diminuzione di 5 punti percentuali nella resa, il costo della materia prima aumenta di circa 6%. chiedere ai fornitori Chiedete al fornitore i dati effettivi di rendimento degli ultimi tre mesi, piuttosto che ascoltarlo battersi il petto e dire "noi 95%".
Ammortamento di energia e attrezzature: il processo ne determina la sensibilità
I costi energetici variano notevolmente da processo a processo. Il processo di fusione consuma circa 550-750 kWh di elettricità per tonnellata di acqua di alluminio (i forni a gas naturale possono essere ridotti a 350 kWh di elettricità + 80 m3 di gas). Calcolato in base al prezzo industriale dell'elettricità di 0,75 yuan/kWh, il costo dell'elettricità per chilogrammo di colata nel solo processo di fusione è di 0,4-0,55 yuan.
- Pressofusione ad alta pressione: quota energetica 8%-10%, ammortamento delle attrezzature 6%-9% (una macchina per la pressofusione da 800T, circa 2,5 milioni di RMB, ammortizzata in 8 anni).
- colata a bassa pressioneQuota energetica 10%-13% (il forno di mantenimento è elettrificato tutto l'anno), ammortamento delle attrezzature 4%-6%
- colata gravitazionaleQuota energetica 6%-8%, ammortamento delle attrezzature solo 2%-4% (le attrezzature semi-automatiche sono più economiche)
- Pressofusione integrata (9000T)L'ammortamento delle attrezzature rappresenta da solo 12%-18%, motivo per cui i piccoli lotti non possono permetterselo.
L'ammortamento degli stampi: uno dei giochi di parole più semplici con cui giocare
Le tariffe per gli stampi sono riportate in due modi nel mercato cinese:Importo forfettario (NRE) 或 Ammortato al prezzo unitario (ammortizzato). L'offerta di ammortamento sembra essere un prezzo unitario basso, ma c'è un rischio nascosto: se l'ordine non raggiunge la quantità concordata, il fornitore aumenterà il prezzo nella seconda rata per trovare un sostituto.
Un set di stampi per colata a bassa pressione è quotato in Cina a 150-350.000 RMB, con una durata di vita di circa 80.000-150.000 stampi. L'ammortamento si basa su 100.000 stampi a 1,5-3,5 RMB per pezzo. Se il fornitore ha indicato "senza stampo", deve aver nascosto il costo nel prezzo unitario, che di solito è superiore a 8%-15%. Chiedete sempre che il costo dello stampo sia elencato come voce separata.
Manodopera e spese generali: la distribuzione geografica è più grande di quanto si pensi
Nel 2024, il salario mensile degli operai qualificati delle fonderie del Delta del fiume Yangtze sarà di 7500-9500 yuan, quello del Delta del fiume Pearl di 8000-10500 yuan, quello del Bohai Rim di 6500-8500 yuan, quello dell'Ovest (Chongqing, Sichuan) di 5500-7500 yuan. Sebbene la percentuale di manodopera nel costo totale sia solo di 6%-9%, può arrivare a più di 15% nella post-lavorazione ad alta intensità di manodopera (sbavatura, lucidatura, ispezione visiva). Per questo motivo, a parità di pezzi, la fabbrica di Chongqing è più economica di quella di Ningbo 5%-8%, ma più redditizia.
Tabella di ripartizione dei costi di una tipica colata di alluminio da 1,2 kg (FOB Ningbo, A356+T6+CNC)
| voce di costo | Importo per unità (USD) | percentuale | spazio di contrattazione |
|---|---|---|---|
| Materia prima in lega di alluminio (Resa 88%) | 1.85 | 44% | Collegamento LME vincolato, spazio 2%-4% |
| Energia di fusione + pressofusione | 0.42 | 10% | Spazio quasi nullo |
| Ammortamento degli stampi (100.000 pezzi) | 0.28 | 7% | Ridotto a 5% per grandi quantità. |
| manodopera diretta | 0.32 | 7.6% | 3%–5% |
| Ammortamento delle attrezzature | 0.26 | 6.2% | non hanno |
| Lavorazione CNC + trattamento termico | 0.45 | 10.7% | 5%–8% |
| Gestione + Qualità + Tre pacchetti | 0.35 | 8.3% | 3%–6% |
| margini | 0.42 | 10% | Questo è il vero cuore dell'affare. |
| Imballaggio per l'esportazione + trasporto interno | 0.15 | 3.6% | 2% |
| Totale FOB | 4.20 | 100% | Integrato 8%-12% |
L'ultimo consiglio pratico: la contrattazione non dovrebbe essere una pressione globale sui prezzi, ma colpire con precisione la voce di profitto e le spese generali. Le materie prime, l'energia, l'ammortamento sono quasi un costo fisso, la pressione è quella di costringere i fornitori a rubare materiale. Lasciate che il fornitore scompaia l'offerta alla granularità di questa tabella, che il tavolo di negoziazione sega ripetutamente dieci volte più efficace.
Il segno di una quotazione competente non è un prezzo economico, ma che ogni articolo sia all'altezza di essere esaminato.























