
Cosa sono gli stampi in lega di alluminio? Spiegazione dettagliata di principi, struttura e ambiti di applicazione
Pubblicato il:2026-07-01 Categoria:informazioni al pubblico Visualizzazioni:670
Sommario:
Cosa sono gli stampi per leghe di alluminio? Questo articolo analizza in modo sistematico i vantaggi e i limiti degli stampi per leghe di alluminio, partendo dalle caratteristiche dei materiali, dai principi di formatura e dalla struttura degli stampi fino alle applicazioni più comuni e ai punti chiave della progettazione, per aiutare i tecnici e gli ingegneri ad acquisire rapidamente una comprensione completa dell'argomento.
Catalogo degli articoli[Nascosto]
- Punti chiave
- Panoramica dei punti chiave
- Che cos’è uno stampo in lega di alluminio? In cosa si differenzia da uno stampo in acciaio?
- Da quali elementi strutturali è composto uno stampo in lega di alluminio? Qual è il suo principio di funzionamento?
- Come scegliere i gradi di lega di alluminio 7075, 6061 e 2A12 per l'impiego negli stampi?
- Quali sono i modi di cedimento più comuni degli stampi in lega di alluminio? Come si possono prevenire le cricche da calore, l’usura e la deformazione?
- Per quali applicazioni sono adatti gli stampi in lega di alluminio? Come scegliere tra pressofusione ed estrusione?
- Qual è la soluzione più conveniente in termini di costo dell'intero ciclo di vita: gli stampi in lega di alluminio o quelli in acciaio?
- Domande frequenti sugli stampi in lega di alluminio
- Sintesi e consigli per la scelta del modello
Stampi in lega di alluminioDi solito si riferisce a stampi rapidi realizzati in lega di alluminio, adatti alla verifica dei prototipi, alla produzione di piccole serie e a progetti in cui la rapidità di consegna è fondamentale; i suoi vantaggi principali sono la rapidità di lavorazione, la buona conducibilità termica e la facilità di modifica, ma in termini di durata, resistenza all’usura e stabilità a lungo termine sotto alta pressione sono generalmente inferiori rispetto agli stampi in acciaio. Nei casi in cui sia necessario completare la prototipazione entro 2–5 settimane e i lotti singoli non siano di grandi dimensioni, gli stampi in lega di alluminio risultano spesso più convenienti rispetto a quelli in acciaio.
Risposta rapida: Gli stampi in lega di alluminio sono strumenti di prototipazione rapida realizzati principalmente con lega di alluminio, comunemente utilizzati per lo stampaggio a iniezione, la pressofusione, la fusione a bassa pressione e la produzione di stampi di prova per l’estrusione. Il loro valore risiede nella rapida conduzione termica, nella rapidità di lavorazione e nei tempi di consegna brevi, rendendoli adatti a piccole serie comprese tra 5.000 e 10.000 pezzi; in caso di alta pressione, alte temperature e produzioni dell'ordine di milioni di pezzi, è solitamente consigliabile passare agli stampi in acciaio.
Punti chiave
- Dal punto di vista terminologico, con l’espressione “stampo in lega di alluminio” si intendono solitamente gli stampi rapidi realizzati in alluminio; tale termine non è da equiparare agli stampi in acciaio utilizzati per la pressofusione di componenti in alluminio.
- La conducibilità termica dell'alluminio è nettamente superiore a quella dell'acciaio; secondo i dati disponibili, è circa 3–4 volte superiore a quella dell'acciaio, il che contribuisce a ridurre i tempi di raffreddamento
- Gli acciai per stampi più comuni sono l'H13 e l'8407, adatti ad ambienti di pressofusione in cui sono esposti all'erosione da alluminio fuso a temperature superiori a circa 660 °C.
- Gli stampi in lega di alluminio sono adatti alla produzione di piccole serie da 5.000 a 10.000 pezzi; se si supera tale intervallo, di norma è necessario rivalutare l'opzione degli stampi in acciaio.
- I tempi di consegna degli stampi prototipali sono solitamente di 2–4 settimane, mentre quelli degli stampi in acciaio sono in genere più lunghi, a seconda della complessità strutturale e del processo di lavorazione
Panoramica dei punti chiave
- Gli stampi in lega di alluminio puntano sulla “rapidità”, mentre quelli in acciaio puntano sulla “durata”
- I gradi 6061-T6 e 7075-T6 sono comunemente utilizzati per la realizzazione di prototipi in alluminio e stampi rapidi per piccole serie
- La resistenza alla trazione del 6061-T6 è di circa 45.000 psi, mentre quella del 7075-T6 è di circa 83.000 psi; questa differenza di resistenza influisce direttamente sulla capacità di carico dello stampo.
- Tra i gradi più comuni di alluminio per pressofusione figurano l'ADC12 e l'A380, adatti alla produzione di componenti per il settore automobilistico, delle energie rinnovabili e di involucri per dispositivi elettronici
- La struttura principale comprende generalmente lo stampo fisso, lo stampo mobile, la cavità, il sistema di colata, il sistema di raffreddamento e il meccanismo di espulsione
Che cos’è uno stampo in lega di alluminio? In cosa si differenzia da uno stampo in acciaio?
Gli stampi in lega di alluminio sono utensili di formatura realizzati principalmente con lega di alluminio, comunemente utilizzati per la prototipazione rapida, la produzione di piccoli lotti e la verifica dei processi. Rispetto agli stampi in acciaio, la loro caratteristica principale è la rapida conduzione termica, la bassa densità e l'elevata velocità di lavorazione con asportazione di trucioli, il che consente di ridurre significativamente i tempi di produzione e di collaudo; tuttavia, in termini di resistenza all'usura, durata alla fatica termica e stabilità a lungo termine sotto alta pressione, sono generalmente inferiori all'acciaio per stampi a caldo.
Dal punto di vista delle proprietà dei materiali, la conducibilità termica dell’alluminio è spesso descritta come circa 3–4 volte superiore a quella dell’acciaio, mentre la densità è pari a circa 1/3 di quella dell’acciaio; di conseguenza, è più facile da lavorare, presenta un momento d’inerzia inferiore nell’apertura e nella chiusura dello stampo ed è più adatto a progetti che richiedono modifiche rapide. Le fonti disponibili indicano inoltre che gli stampi in lega di alluminio presentano un'elevata efficienza nell'elettroerosione e nella lavorazione ad alta velocità, risultando particolarmente adatti alla realizzazione di prototipi, pezzi di prova per il settore automobilistico e progetti con cicli di produzione brevi.
In sintesi:Gli stampi in acciaio puntano sulla durata, mentre quelli in lega di alluminio puntano sulla velocità e sulla dissipazione del calore.Se nel vostro progetto si dà maggiore importanza ai tempi di prototipazione, alle modifiche strutturali e all’efficienza della verifica preliminare, gli stampi in lega di alluminio sono spesso la scelta più indicata; se invece si privilegiano la durata ad alta pressione e la stabilità produttiva a lungo termine, gli stampi in acciaio rappresentano la soluzione più affidabile. Per stampi in lega di alluminio si intendono solitamente stampi rapidi realizzati in lega di alluminio, utilizzati principalmente per la verifica dei prototipi, la produzione di piccole serie e le consegne rapide. Per stampi in acciaio si intendono solitamente quelli realizzati con acciaio per stampi a caldo o altri acciai ad alta resistenza, adatti alla produzione a lungo termine con pressioni e temperature elevate e in grandi volumi. Conducibilità termica: la capacità di un materiale di trasmettere il calore; l’alluminio presenta un’elevata conducibilità termica, che contribuisce a ridurre i tempi di raffreddamento e ad aumentare la cadenza di produzione. Affaticamento termico: fenomeno in cui il materiale sviluppa crepe o subisce un deterioramento delle prestazioni a seguito di ripetuti cicli di riscaldamento e raffreddamento; rappresenta un importante fattore limitante per la durata dello stampo.
| dimensione (matematica) | Stampi in lega di alluminio | Stampi in acciaio |
|---|---|---|
| Caratteristiche dei materiali | Leggero, ad alta conducibilità termica, facile da lavorare | Elevata resistenza, elevata resistenza all'usura, lunga durata |
| tempi di consegna | Di solito circa 2–4 settimane | Di solito dura circa 4–8 settimane o anche più a lungo |
| Lotti applicabili | Prototipi, piccole serie, produzione sperimentale | Produzione in serie di medie e grandi quantità, a lungo termine |
| Difficoltà di modifica | relativamente più facile da modificare | I costi di modifica sono più elevati |
| uso tipico | Prove di stampaggio a iniezione, fusione a bassa pressione, prototipazione rapida | Produzione in serie mediante pressofusione, stampaggio ad alta pressione, produzione stabile a lungo termine |

Da quali elementi strutturali è composto uno stampo in lega di alluminio? Qual è il suo principio di funzionamento?
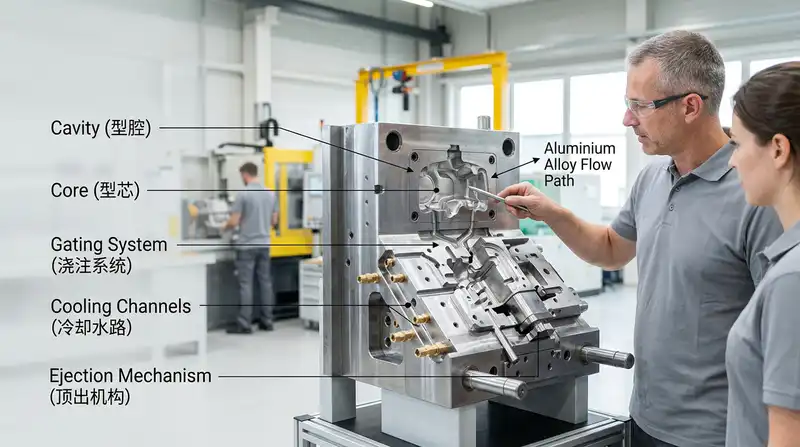
Gli stampi in lega di alluminio sono solitamente costituiti da cavità, anima, sistema di colata, circuiti di raffreddamento e meccanismo di espulsione; il principio di funzionamento consiste nell’iniettare il metallo fuso o il materiale fuso nella cavità, raffreddarlo rapidamente e farlo solidificare grazie al sistema di raffreddamento, per poi completare lo sformatura tramite il meccanismo di espulsione. Grazie all’elevata conducibilità termica dell’alluminio, lo stampo è in grado di dissipare il calore più rapidamente, riducendo così la durata del ciclo di stampaggio singolo.
Qual è il ruolo specifico di ciascuna delle cinque strutture?
- Cavità: Area fondamentale che determina la forma e la precisione superficiale dei componenti, con un impatto diretto sulle dimensioni e sull'aspetto del prodotto finito.
- anima: Forma cavità interne, vuoti o strutture con controforma, che si accoppiano con la cavità dello stampo per completare la chiusura dello stampo.
- Sistema di colata: comprendono il punto di colata, il canale di colata e il punto di colata interno, utilizzati per controllare il percorso e la velocità con cui il materiale entra nella cavità.
- Circuito dell'acqua di raffreddamento: Ha il compito di dissipare il calore, contribuendo a controllare le differenze di temperatura, a ridurre i tempi di raffreddamento e a garantire una qualità di stampaggio costante.
- Meccanismo di espulsione: Espellere il prodotto dalla cavità dello stampo tramite componenti quali espulsori e piastre di espulsione, evitando che si attacchi allo stampo.
In che modo differiscono le logiche di riempimento nella fusione a bassa pressione, a gravità e ad alta pressione?
La differenza tra i tre processi risiede principalmente nella forza motrice con cui il metallo fuso entra nella cavità dello stampo. La fusione a bassa pressione si avvale della pressione atmosferica per spingere lentamente il metallo fuso ed è adatta a componenti che richiedono una maggiore densità e un minor numero di pori; la fusione per gravità si basa principalmente sul riempimento naturale per effetto della forza di gravità, ha costi inferiori ed è adatta a prodotti con struttura semplice e spessore delle pareti relativamente uniforme; la fusione ad alta pressione, invece, riempie lo stampo con una pressione di riempimento più elevata e a una velocità maggiore, ed è adatta a componenti complessi con pareti sottili. Sebbene i processi siano diversi, tutti richiedono un controllo stabile della temperatura dello stampo e una progettazione razionale del raffreddamento.
La temperatura dell'alluminio fuso si aggira solitamente tra i 650 e i 700 ℃; il preriscaldamento dello stampo a circa 200 ℃ contribuisce a ridurre i difetti di solidificazione e di riempimento; quanto più stabile è la temperatura dello stampo, tanto migliore è in genere la stabilità dimensionale dei pezzi. Sia la letteratura scientifica che la documentazione tecnica sottolineano che la distribuzione della temperatura nello stampo, la posizione dei canali di raffreddamento e il momento di espulsione sono fattori chiave che determinano la stabilità degli stampi per leghe di alluminio.
Come scegliere i gradi di lega di alluminio 7075, 6061 e 2A12 per l'impiego negli stampi?
Nella scelta dei materiali per stampi in lega di alluminio, solitamente si privilegiano gradi quali 6061-T6, 7075-T6 e 2A12; tra questi, il 6061-T6 è più adatto alla produzione di prototipi e piccole serie, il 7075-T6 è più adatto alle cavità soggette a carichi meccanici più elevati, mentre il 2A12 viene utilizzato più spesso per i telai degli stampi o le strutture di supporto. Il criterio fondamentale nella scelta del materiale non è “più è resistente, meglio è”, ma piuttosto il raggiungimento di un equilibrio tra resistenza, lavorabilità e costo.
| voti | Durezza Brinell | resistenza alla trazione | uso tipico |
|---|---|---|---|
| 6061-T6 | circa 95 HB | circa 45.000 psi[3] | Prove di stampaggio, prototipi in piccole serie |
| 7075-T6 | circa 150 HB | circa 83.000 psi[4] | Cavità soggette a carichi elevati, parti sottoposte a pressione |
| 2A12 | circa 105 HB | circa 62.000 psi[5] | Telai, supporti strutturali |
Il 2A12 appartiene alla famiglia delle leghe di alluminio-rame; presenta buone proprietà meccaniche, ma la conducibilità termica, la resistenza alla fatica termica e la capacità di sopportare direttamente cicli di alta temperatura sono solitamente inferiori rispetto a quelle dei gradi più adatti agli stampi rapidi; pertanto, è più indicato per la realizzazione di telai, elementi di supporto o strutture di transizione. Una pratica comune in ambito ingegneristico consiste nel completare innanzitutto la verifica strutturale utilizzando il 6061, per poi passare al 7075 in base al volume di produzione e alle sollecitazioni a cui è sottoposto, in modo da conciliare l’efficienza dello sviluppo con la durata di vita utile.

Quali sono i modi di cedimento più comuni degli stampi in lega di alluminio? Come si possono prevenire le cricche da calore, l’usura e la deformazione?
I modi di cedimento più comuni degli stampi in lega di alluminio includono le cricche termiche, l'usura superficiale e la deformazione della cavità; tra questi, le cricche termiche sono le più tipiche e sono solitamente correlate alla concentrazione delle sollecitazioni termiche causata da cicli termici ripetuti. Ottimizzando contemporaneamente quattro aspetti — la progettazione degli angoli arrotondati, la disposizione dei canali di raffreddamento, la scelta dei materiali e il processo di trattamento termico — è possibile prolungare in modo significativo la durata operativa stabile dello stampo.
?? Errori comuni: Si tende a confondere il termine “stampo in lega di alluminio” con “stampo per pressofusione in acciaio realizzato in alluminio”. In realtà, per i componenti in alluminio pressofuso (ad esempio ADC12, A380) si utilizzano solitamente acciai per stampi a caldo come l’H13 o l’8407, in grado di resistere all’impatto dell’alluminio fuso a circa 660 °C; mentre per ?stampi in lega di alluminio? si intendono più specificatamente gli stampi in alluminio utilizzati per la prototipazione rapida o la produzione in piccole serie.
- crepa termica: I ripetuti sbalzi termici possono causare la formazione di crepe sulla superficie, che tendono a comparire per prime negli angoli acuti. In ambito ingegneristico, solitamente si progetta un raggio di arrotondamento interno superiore a 2 mm e si riducono gli sbalzi termici attraverso percorsi di raffreddamento più razionali.
- Usura superficiale: L'erosione prolungata della superficie della cavità causata dal flusso ad alta velocità di metallo fuso o materiale fuso può determinare un graduale aumento delle dimensioni. Tra le misure comunemente adottate figurano l'anodizzazione dura, i rivestimenti superficiali e un'adeguata riduzione della velocità di flusso.
- Deformazione della cavità: La rigidità e la resistenza alle alte temperature dell'alluminio sono inferiori a quelle dell'acciaio; dopo un'esposizione prolungata a sollecitazioni di compressione, potrebbero verificarsi deformazioni permanenti; pertanto, è necessario rinforzare le zone soggette a sollecitazioni già in fase di progettazione ed effettuare un'analisi della formabilità.
Anche la qualità della lavorazione influisce sulla velocità di deterioramento. Secondo i dati di lavorazione resi pubblici, ricorrendo a trattamenti termici di distensione ripetuti e a lavorazioni CNC ad alta precisione, è possibile mantenere l’errore complessivo della cavità entro 0,01–0,02 mm.[7] livello e ridurre le tensioni residue, diminuendo così il rischio di fessurazioni termiche precoci e di variazioni dimensionali.

Per quali applicazioni sono adatti gli stampi in lega di alluminio? Come scegliere tra pressofusione ed estrusione?
Gli stampi in lega di alluminio sono più adatti a progetti con lotti di piccole e medie dimensioni, tempi di consegna ristretti, strutture complesse ma con volumi di produzione non elevati; sono comunemente utilizzati per gli stampi di prova per lo stampaggio a iniezione, la fusione a bassa pressione, la fusione per gravità e gli stampi di prova per l’estrusione di profilati in alluminio. Il loro intervallo di redditività si situa solitamente tra i 5.000 e i 10.000 pezzi; al di là di tale intervallo, gli stampi in acciaio risultano spesso più vantaggiosi in termini di costo unitario.
A quali prodotti sono adatti, rispettivamente, la fusione a bassa pressione e la fusione per gravità?
La fusione a bassa pressione è più adatta a componenti che richiedono un’elevata densità interna e con spessori delle pareti relativamente costanti, come gli alloggiamenti dei motori per veicoli elettrici, i telai ausiliari e gli alloggiamenti dei caricabatterie di bordo; la fusione per gravità è invece più indicata per prodotti come supporti o scatole dalla struttura relativamente semplice, con volumi di produzione moderati e sensibili ai costi. Con la continua crescita della domanda di componenti per veicoli elettrici prevista per il 2026, l’applicazione della fusione a bassa pressione e della fusione per gravità nel settore degli alloggiamenti per veicoli continua ad espandersi.
In quali casi è necessario passare agli stampi in acciaio?
Quando la produzione annuale supera le 50.000 unità, oppure quando i componenti devono sopportare pressioni di pressofusione più elevate, cicli prolungati ad alta temperatura e urti più frequenti nella cavità dello stampo, è opportuno valutare attentamente l’utilizzo di stampi in acciaio. Per leghe di alluminio comunemente utilizzate nella pressofusione, come l’ADC12 e l’A380, se l’obiettivo è una produzione in serie stabile e una maggiore durata, gli acciai per stampi a caldo come l’H13 e l’8407 sono solitamente più indicati.
Qual è la soluzione più conveniente in termini di costo dell'intero ciclo di vita: gli stampi in lega di alluminio o quelli in acciaio?
Il fattore chiave per valutare il costo dell’intero ciclo di vita è rappresentato dalla produzione e dal numero di modifiche: nel caso di progetti con piccoli lotti, cicli brevi e frequenti modifiche al modello, gli stampi in lega di alluminio risultano spesso più economici; nel caso di una produzione di serie stabile e a lungo termine, gli stampi in acciaio consentono di ripartire più facilmente gli elevati costi iniziali di realizzazione dello stampo sul singolo pezzo. I dati tecnici resi pubblici nel 2024 indicano che le soluzioni con stampi in alluminio ad alta conducibilità termica possono ridurre i costi di produzione di circa il 10%–circa il 20% e abbreviare il ciclo di pressofusione di circa il 15%–circa il 25%.
| dimensione (matematica) | Stampi in lega di alluminio | Stampi in acciaio |
|---|---|---|
| Costi di stampaggio | Di solito è più basso e offre una maggiore flessibilità di modifica | Di solito è più alto, e i costi di modifica sono più elevati |
| tempi di consegna | circa 2–4 settimane | Circa 4–8 settimane o più |
| Prestazioni in termini di durata | è più adatto alla produzione di piccoli lotti e alla realizzazione di stampi di prova | Più adatto alla produzione in serie ad alta pressione e a lungo termine |
| Costo unitario | I piccoli lotti offrono maggiori vantaggi | I grandi volumi offrono maggiori vantaggi |
Se la produzione annua del vostro progetto è inferiore a 10.000 pezzi ed è ancora in fase di iterazione progettuale, gli stampi in lega di alluminio sono solitamente più convenienti; se la produzione continua ad aumentare e i requisiti di uniformità dimensionale sono più elevati, gli stampi in acciaio sono più adatti a sostenere la produzione a lungo termine. Per i progetti che richiedono modifiche frequenti, l'efficienza di lavorazione e la facilità di riparazione degli stampi in alluminio riducono notevolmente i costi legati alla sperimentazione.
Domande frequenti sugli stampi in lega di alluminio
Le domande più frequenti poste dagli ingegneri e dagli addetti agli acquisti sono solitamente: “Quanti cicli di stampaggio è possibile effettuare?”, “è possibile ripararlo se si rompe?”, “Quali sono i tempi di consegna?” e “è utilizzabile per componenti destinati al settore delle energie rinnovabili?”. Le risposte a queste domande dipendono da tre fattori fondamentali: volume di produzione, processo di lavorazione e materiali, e non devono basarsi esclusivamente sul prezzo.
Quanti cicli di stampaggio può sopportare uno stampo in lega di alluminio?
Nel caso di stampaggio a iniezione o di applicazioni con carichi leggeri, la fascia di produzione economicamente vantaggiosa per gli stampi in lega di alluminio è solitamente compresa tra circa 5.000 e 10.000 pezzi; nel caso della pressofusione, un processo caratterizzato da condizioni estreme di alta temperatura e alta pressione, la durata effettiva risulta inferiore e deve essere rivalutata in base alla complessità dei pezzi, al controllo della temperatura dello stampo e al grado di affaticamento del materiale. Una volta superato l’intervallo economico, gli stampi in acciaio risultano spesso più vantaggiosi in termini di costo unitario.
Se la cavità si rompe, è possibile ripararla? Quali sono i tempi di consegna?
è possibile ripararli. Nel caso degli stampi in lega di alluminio, l’usura locale, le piccole incrinature e le imperfezioni agli angoli possono solitamente essere risolte tramite saldatura, levigatura e rilavorazione locale; grazie alla buona lavorabilità dell’alluminio, i tempi di consegna per i prototipi o gli stampi di prova sono in genere di circa 2–4 settimane, mentre gli stampi in acciaio richiedono solitamente tempi più lunghi. Per i progetti che richiedono una rapida verifica delle soluzioni, questa differenza di tempi è fondamentale.
Gli stampi in lega di alluminio sono adatti alla produzione di componenti per le energie rinnovabili?
è particolarmente indicato per gli alloggiamenti dei caricabatterie di bordo, le scatole di controllo, i supporti strutturali e alcuni componenti relativi alla gestione termica nei veicoli a energia nuova. Con il continuo aumento della produzione di modelli a energia nuova previsto per il 2026, la domanda di stampi rapidi e di verifiche di alleggerimento per componenti quali OBC, DCDC e PDU continua a crescere; gli stampi in lega di alluminio risultano quindi molto preziosi nella fase di produzione di prova.
Sintesi e consigli per la scelta del modello
Nella scelta degli stampi in lega di alluminio, è fondamentale innanzitutto valutare la fase in cui si trova il progetto: se si tratta di verifica del prototipo, produzione di piccole serie o necessità di modifiche rapide, gli stampi in lega di alluminio sono solitamente più adatti; se invece si tratta di produzione in serie a lungo termine e ad alta pressione, è opportuno privilegiare gli stampi in acciaio. La scelta finale dipende da tre fattori: il tipo di materiale, le modalità di guasto e le dimensioni del lotto, e non deve basarsi esclusivamente sul costo.
Come si definiscono le soluzioni di stampaggio per lotti e strutture diversi?
Se la produzione è inferiore a 5.000 pezzi e la struttura è complessa o il progetto è ancora in fase di revisioni ripetute, è preferibile optare per stampi in lega di alluminio; se la produzione supera i 10.000 pezzi e si punta a una maggiore durata, gli stampi in acciaio sono solitamente più convenienti. Per i componenti stampati di precisione, si consiglia di mantenere l’errore complessivo della cavità entro 0,01–0,02 mm.[10] Livello: solitamente richiede l'utilizzo combinato di lavorazioni di rifinitura a controllo numerico e processi di elettroerosione.
- Prototipazione: 6061-T6, che si distingue per i costi contenuti e la rapidità di lavorazione
- Piccoli lotti e carichi elevati: 7075-T6, con particolare attenzione alla durezza e alla capacità di carico
- Produzione in serie su larga scala: Stampi in acciaio, con particolare attenzione alla durata e all’ammortamento per singolo pezzo
Quando è opportuno rivolgersi a un'azienda specializzata nella produzione di stampi per fusione per una valutazione?
Se il progetto riguarda componenti per le energie rinnovabili, la fusione a bassa pressione, la fusione per gravità o cavità di elevata complessità, si consiglia di coinvolgere un’azienda specializzata nella produzione di stampi il prima possibile, prima dell’avvio della produzione. Una valutazione professionale comprende solitamente l’analisi della struttura dello stampo, l’analisi dello stampaggio del prodotto, la disposizione dei canali di raffreddamento e la progettazione del sistema di espulsione; questi fattori influenzano direttamente la frequenza delle successive rettifiche dello stampo, il tasso di rendimento e il costo totale.























