
China Aluminium Casting Supplier Sourcing Guide (met Kwaliteitsbeoordeling en Pit Vermijden Checklist)
Gepubliceerd op:2026-05-27 Categorie:nieuws Weergaven:1873
Samenvatting:
Op zoek naar een betrouwbare gieterij? Deze gedetailleerde China Aluminium Casting Supplier Sourcing Guide biedt u een diepgaande uitleg van het complete proces van kwalificatieaudit, procesevaluatie tot kostenberekening. Gecombineerd met jarenlange productie-ervaring, zal Ningbo Hexin u helpen om veelvoorkomende valkuilen voor gieterijen te vermijden en snel kwaliteitsbronfabrieken met echte precisiebewerking en strenge kwaliteitscontrole uit te lichten. Lees nu voor een praktische checklist voor leveranciersevaluatie.
Catalogus van artikelen[Verborgen]
- Een raamwerk voor besluitvorming voor leveranciers van aluminiumgietwerk in China
- Panorama van de aluminiumgietindustrie in China en verdeling van de industri?le clusters
- Vergelijking van mainstream aluminium gietprocessen en selectiegids
- Technische verschillen tussen lagedrukgieten en zwaartekrachtgieten
- Ge?ntegreerde spuitgiettechnologie in China landingsstatus
- Selectie van aluminiumlegeringen en afstemming van materiaaleigenschappen
- Checklist voor kwalificatie en veldinspectie voor gekwalificeerde leveranciers
- Kwaliteitscontrolesysteem voor het hele proces van smelten tot eindproducten
- Invloed van in-house CNC-bewerkingsmogelijkheden op inkoopkosten en doorlooptijden
- De ware kostenstructuur van China's leveranciers van aluminium gietstukken ontmanteld
China is goed voor ongeveer 55% van de wereldwijde capaciteit voor het gieten van aluminium (volgens Statista Aluminium Industry Report), maar minder dan 20% van de fabrieken in deze toeleveringsketen kunnen echt consequent Cpk≥1,33 leveren. Deze China Aluminium Casting Supplier Sourcing Guide heeft het volledige besluitvormingstraject van processelectie, kwalificatieaudit tot kostendemontage uitgezocht, wat je kan helpen om de risicovolle leveranciers van 70% eruit te filteren voordat je om offertes vraagt. Deze aluminium gietende leveranciers sourcing gids helpt je bij het uitfilteren van 70% risicovolle leveranciers voordat je vraagt om offertes, en geeft je de fabriek inspectie checklist en kwaliteit rode lijn die je kunt implementeren.
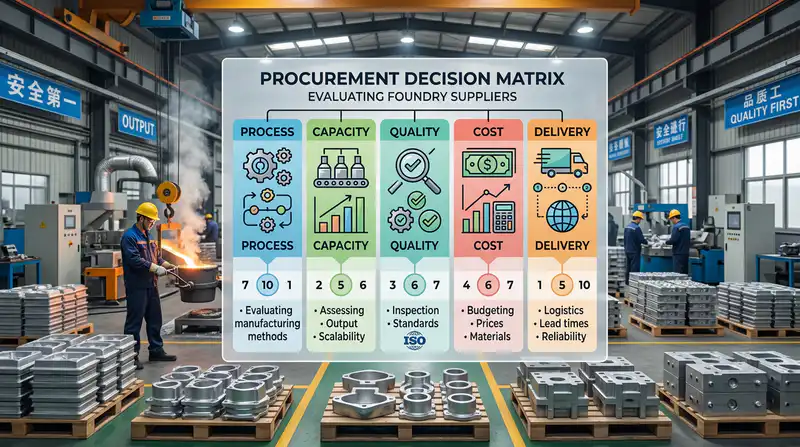
Een raamwerk voor besluitvorming voor leveranciers van aluminiumgietwerk in China
Conclusie in één zin:Aankoop van Chinese aluminium gieten leveranciers, kan niet alleen kijken naar de offerte, maar om de "proces matching degree - capaciteit schaal - kwaliteitssysteem - kostenstructuur - leveringscapaciteit" vijf-dimensionale model te gebruiken op hetzelfde moment scoren, moet elke een-dimensionale minder dan 70 punten worden ge?limineerd. Het kernidee van deze China aluminium gieten leverancier inkoop gids is: kies het verkeerde proces is fataler dan kiezen voor de verkeerde fabriek, en kies de verkeerde fabriek zal het hele project te betalen meer 20%-35% verborgen kosten.
Waarom blijft de wereldwijde inkoop zich op China richten? Het antwoord is niet zo simpel als "goedkoop". Volgens gegevens over de wereldwijde productie van primair aluminium, gepubliceerd door Statista, bedroeg de Chinese productie van primair aluminium in 2023 ongeveer 41 miljoen ton, wat neerkomt op meer dan 58% van de wereldwijde productie. Dit betekent dat de gehele toeleveringsketen – van grondstoffen, matrijsstaal en verspaningsgereedschappen tot warmtebehandelingsovens – volledig binnen het land plaatsvindt. De levertijden zijn hierdoor 4 tot 6 weken korter dan in Zuidoost-Azi? en meer dan 8 weken korter dan in Mexico.
Vijfdimensionaal besluitvormingskader: kwantitatieve drempels voor elke dimensie
| dimensie (wiskunde) | Kernonderzoekspunten | subsidiabiliteitsdrempel |
|---|---|---|
| Procesafstemming | Lage druk/zwaartekracht/hoge druk/zand/schimmelmatch of niet | De jaarlijkse outputwaarde van dit proces ≥ 40% van de totale outputwaarde van de fabriek. |
| Omvang van de productiecapaciteit | Smeltoven tonnage, spuitgietmachine tonnage, aantal stuks per jaar | Maandelijkse productiecapaciteit te verlaten 30% buffer, om overvolle orders te voorkomen |
| kwaliteitssysteem | iso 9001 / iatf 16949 / as9100 | Geldigheid certificering + verslagen van toezicht en audits in de afgelopen 3 jaar |
| kostenstructuur | Materiaal, energie, arbeid, afschrijving van matrijzen als percentage van | Materiaalpercentage 55%-65% is het gezonde bereik |
| Bezorgbaarheid | OTD-percentage tijdige levering, lokalisatie van gereedschappen, ervaring met inklaring | OTD ≥ 92% in de afgelopen 12 maanden |
Vorig jaar leidde ik een team om een leveranciersbeoordeling uit te voeren voor een project voor structurele auto-onderdelen in Oost-China, en nadat 6 kandidaat-fabrieken een score hadden gekregen op basis van de bovenstaande vijf dimensies, was de rangschikking compleet tegenovergesteld aan de rangschikking van de oorspronkelijke aanbieding - degene met de laagste OTD-aanbieding was slechts 78%, wat uiteindelijk leidde tot een PPAP-uitbreiding bij de T1-klant, met een enkel verlies van ongeveer 42.000 USD. Dit incident liet ons een ijzeren regel instellen:Planten met een OTD van minder dan 90%, zelfs als ze goedkoop zijn, komen niet in de uiteindelijke kandidatenpool terecht..
Een lijst van 6 vereisten die moeten worden vastgelegd vóór aankoop
Voordat er een RFQ wordt verstuurd, is het aan te raden dat de inkoper de volgende 6 punten opschrijft in een A4 "Requirements Freeze Document" van één pagina dat ter bevestiging moet worden ondertekend door de engineering- en kwaliteitsafdelingen. Anders zullen latere wijzigingen de kosten uit de hand doen lopen.
- Kwaliteiten en normen voor aluminiumlegeringenBijvoorbeeld A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), schrijf niet gewoon "aluminiumlegering".
- Kritische maattoleranties en GD&TDefinieer CT-klassen (ISO 8062), over het algemeen CT9-CT11 voor zand, CT6-CT7 voor spuitgieten.
- Minimumvereisten voor mechanische eigenschappenTreksterkte, vloeigrens en rek, met warmtebehandelingsstatus (F / T5 / T6 / T7).
- Niveau interne defectenWelk niveau van poreusheid/krimp is acceptabel voor r?ntgensortering volgens ASTM E155? Veiligheidsonderdelen zijn meestal ≤ Niveau 2.
- Vereisten voor oppervlaktebehandeling en vervenAnodiseren, poedercoaten, elektroforese of alleen zandstralen? Duur van de zoutsproeitest (480u / 720u) moet worden gekwantificeerd.
- Jaarlijkse vraag en fluctuatiebereikEAU (Estimated Annual Usage) ± 20% wordt meegedeeld aan de leverancier om de levensduur van de matrijs en de planning van de productielijn gemakkelijker op elkaar af te stemmen.
Een detail dat vaak over het hoofd wordt gezien: matrijseigendom en levensduurverplichting. Chinese leveranciers geven meestal een "levensduur van 100.000 matrijzen", maar als uw jaarlijkse vraag 150.000 stuks is en de productcyclus 5 jaar is, moet u in het contract opnemen "één gratis reparatie of een pro-rata terugbetaling van de leverancier nadat de levensduur van de matrijs is opgebruikt", anders krijgt u het volgende jaar een rekening voor de reparatie van de matrijs.
Panorama van de aluminiumgietindustrie in China en verdeling van de industri?le clusters
Directe conclusiesDe totale productie van aluminiumgietwerk in China zal in 2023 ongeveer 10,5 miljoen ton bedragen, goed voor meer dan 42% van de wereldwijde productie (gegevensbron: Foundry-Planet Global Foundry Industry Report). De werkelijke inkoopcapaciteit die de moeite waard is, is echter sterk geconcentreerd in de vier grote industri?le clusters: Yangtze River Delta is goed in precisiegietwerk onder lage druk en zwaartekrachtgietwerk, Pearl River Delta richt zich op spuitgietwerk voor consumentenelektronica, Bohai Rim bedient OEM zware onderdelen voor de auto-industrie, en het westen groeit snel met spuitgietwerk voor motorfietsen en nieuwe energievoertuigen. Als je de verkeerde cluster kiest, wordt de inkoopcyclus verlengd met gemiddeld 15-25 dagen en stijgen de kosten van een enkel stuk met 8%-12%.
Bedrijfsgrootte en exportgegevens: meer dan alleen "groot"
Volgens de China Foundry Association (CFA) is de export van aluminiumlegeringen in China ongeveer 17,8 miljard US$ waard, een stijging van 6,3% j-o-j. De exportstructuur verschilt echter dramatisch - de export van traditionele zandgietonderdelen daalde met 4%, terwijl de export van hogedrukgietonderdelen voor nieuwe energievoertuigen ( HPDC) met meer dan 22% stegen.
Wat betekent dit? Als u de aankoop van nieuwe energie drie machtssysteem shells, batterij trays, ge?ntegreerd lichaam structuurdelen, de onderhandelingspositie van de leverancier snel toeneemt; integendeel, de algemene mechanische beugel klasse zand gieten is een kopersmarkt, de onderhandelingspositie is nog steeds ten minste 10%.
De onderscheidende voordelen van de vier industri?le clusters
Ons team heeft de afgelopen drie jaar meer dan 40 aluminiumgieterijen ter plaatse bezocht, waarbij alle belangrijke clusters aan bod kwamen. Hieronder ziet u een clusterportret op basis van echte projectgegevens:
| industri?le cluster | representatieve stad | Sterke punten in vakmanschap | Typisch stroomafwaarts | Individueel offerteniveau | Minimum bestelhoeveelheid (MOQ) |
|---|---|---|---|---|---|
| Yangtze Rivier Delta | Ningbo, Suzhou, Taizhou | Lagedrukgieten, zwaartekrachtgieten, precisiegietwerk | Auto-onderdelen, medische apparatuur, industri?le kleppen | Middelhoog (benchmark +5%) | 500-1000 stuks |
| Delta van de Parelrivier | Foshan, Dongguan, Zhongshan | Spuitgieten onder hoge druk, dunwandige onderdelen, oppervlaktebehandeling | Consumentenelektronica, LED-koeling, huishoudelijke apparaten | Gemiddeld (basislijn) | Vanaf 2000 stuks |
| Bohai Economic Circle (economische regio die Beijing, Tianjin, Hebei, Liaoning en Shandong omvat) | Tianjin, Qingdao, Tangshan | Groot zandgietwerk, zwaar zwaartekrachtgietwerk | Bedrijfsvoertuigen, bouwmachines, windenergie | Gemiddeld-lage (benchmark-3%) | 200 stuks |
| westelijk deel | Chongqing, Chengdu, Xi'an | Motorfiets spuitgietwerk, ge?ntegreerd spuitgietwerk | Tweewielers, nieuwe energievoertuigen, luchtvaart | Laag (basislijn - 8%) | 1000 stuks |
Real-world beslissingslogica voor clusterselectie
Vorig jaar hielp ik een Duitse industri?le pompklant met het migreren van de toeleveringsketen - ze stonden er aanvankelijk op om leveranciers in Foshan te vinden, omdat ze hoorden dat "de laagste prijs in de Parelrivierdelta" was. Ik verwierp dit voorstel na een test: de Pearl River Delta is goed in 1,5-3mm wanddikte van consumentenelektronica spuitgieten, terwijl zij 8mm wanddikte, 8kg messing zandgiet pomphuis willen in plaats van aluminium onderdelen. Uiteindelijk zijn we geland in Yuyao, Ningbo, het eerste stuk van gekwalificeerde tarief van de vorige steekproef van 62% tot 94%, de jaarlijkse inkoopkosten in plaats van het verminderen van 11%.
Vuistregel: Laat je niet misleiden door het label "cluster met lage prijzen". Procesmatching is een betere determinant van de werkelijke totale eigendomskosten (TCO) dan geografische prijsverschillen.
Dit is de onderliggende logica van deze China aluminium casting supplier sourcing guide herhaaldelijk benadrukt - producttype → proces → cluster, deze volgorde kan niet worden omgekeerd. Specifieke beoordelingsroute:
- Structurele onderdelen voor auto's, chassisonderdelenPrioriteit Yangtze River Delta (Ningbo lagedrukgietcluster) of Bohai Rim (Tianjin, Changchun automotive ondersteunende cirkel)
- Elektronische koellichamen, 5G-apparatuurbehuizingen: Rechtstreeks gericht op de Parelrivierdelta (Dongguan Changan, Foshan Nanhai)
- Grote mechanische onderdelen, naven van windturbinesBohai Rim (Qingdao, Tangshan) zandgietinstallaties zijn het meest kosteneffectief.
- Nieuwe energie ge?ntegreerd spuitgieten (6000T+)Chongqing Liangjiang New District en Ningbo Qianwan New District zijn momenteel de enige twee rijpe bases.
- Uiterst kostengevoelige onderdelen voor motorfietsen/tweewielige elektrische voertuigenChongqing Jiulongpo en Jiangjin clusters
Wat betreft het mechanisme waarmee de volatiliteit van de aluminiumprijs wereldwijd de aanbiedingen van clusters be?nvloedt, wordt aanbevolen om gelijktijdig aandacht te besteden aan de LME-aluminiumprijstrend van de London Metal Exchange - de aanpassingscyclus voor aanbiedingen van Chinese gieterijen loopt gewoonlijk ongeveer 7-10 dagen achter op de LME, wat kopers een klein, maar praktisch, onderhandelingsvenster geeft.
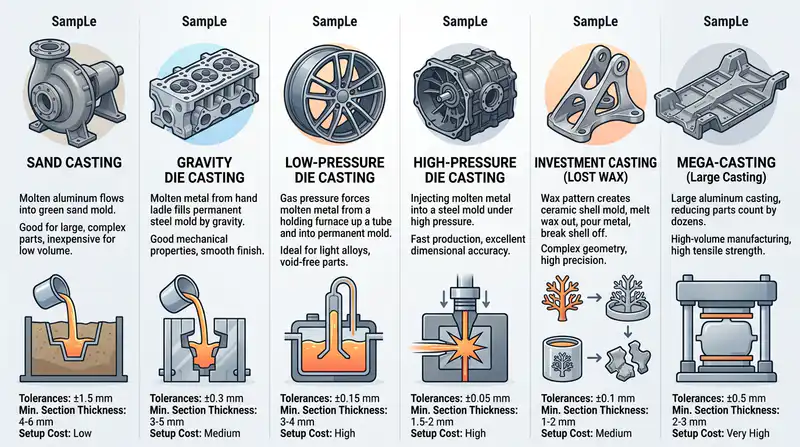
Vergelijking van mainstream aluminium gietprocessen en selectiegids
Directe conclusiesEr zijn geen absolute voor- of nadelen aan de zes belangrijkste aluminium gietprocessen, alleen de mate van overeenkomst. Zandgieten is geschikt voor grootschalige onderdelen van een enkel stuk tot duizend stuks; zwaartekracht- en lagedrukgieten zijn de steunpilaren van structurele onderdelen met een gemiddeld volume; hogedrukgieten beheerst miljoenen consumentenproducten en carrosseriedelen; verlorenwasgieten is gespecialiseerd in complexe dunwandige hoge precisie; en ge?ntegreerd spuitgieten (Mega Casting) is alleen geschikt voor ondernemingen die nieuwe energievoertuigen produceren met een jaarlijkse productiecapaciteit van meer dan 100.000 stuks. Als je het verkeerde proces kiest, kunnen de kosten van een enkel stuk 2-3 keer verdubbelen. Dit is de meest onderschatte schakel in de gids voor leveranciers van aluminiumgietwerk in China.
Vergelijkingsmatrix van zes kernprocesparameters
| kunst en ambachten | Maatnauwkeurigheid (CT) | Oppervlakteruwheid Ra | Minimale wanddikte | Economisch volume (stuks/jaar) | Typische eenheidskostenindex | Invoer matrijs |
|---|---|---|---|---|---|---|
| zandgieten | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1,0 (basislijn) | 5k-50k yen |
| Zwaartekrachtgieten (metaalsoort) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | 30k-200k yen |
| gieten onder lage druk | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | 80k-400k yen |
| Spuitgieten onder hoge druk | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | 200k-2M yen |
| verloren-was-gieten | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | 20k-150k yen |
| Ge?ntegreerd spuitgietwerk | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (na opschaling) | 80M-150M YEN |
Opmerking: De kostenindex is gebaseerd op hetzelfde gewicht van zanddelen 1,0, en de gegevens zijn afkomstig van de industriestatistieken van Foundry-Planet en het gemiddelde van onze veldoffertes voor 17 fabrieken in de Yangtze River Delta en Pearl River Delta.
Proceskoppelingslogica voor drie levensechte scenario's
Scenario 1: Nieuwe motorhuisvesting voor energievoertuigen, jaarlijkse vraag van 80.000 stuks.Toen ik vorig jaar een selectiebeoordeling deed voor een Europese Tier 1, was de aanvankelijke oplossing zwaartekrachtgieten, met een kostprijs van ¥ 178. Na de overstap naar lagedrukgieten werd het poreusheidspercentage teruggebracht van 1,2% naar 0,3%, en het percentage r?ntgenafkeuringen van 7% naar 1,8%, en hoewel de investering in gereedschap ¥ 260.000 extra was, waren de kosten van de matrijzen in 8 maanden terugverdiend. De basis van het oordeel is eenvoudig:Ongelijke wanddikte + luchtdichtheidseisen + meer dan 50.000 stuks per jaarLage druk is bijna de enige oplossing.
Scenario 2: industrieel pomphuis, jaarlijkse behoefte 600 stuks, gewicht 45 kg.Dit soort onderdelen kan het hele projectbudget opslokken aan gereedschapskosten als ze zich door de verkoop laten verleiden tot het openen van een spuitgietmatrijs. De juiste keuze isHars zand gieten + T6 warmtebehandelingMal ¥ 18.000, enkelstuks ¥ 620, levertijd 2 weken. Zandgieten is onvervangbaar in dit batchsegment.
Scenario 3: Medische stent met complexe structuur met interne holte, jaarlijkse vraag van 3.000 stuks.Investeringsgieten is de eerste keuze - hoewel de kosten per stuk 2,5 keer zo hoog zijn als bij spuitgieten, maar het daaropvolgende CNC-proces van 70% komt te vervallen. Een werkplaatsdirecteur die al 20 jaar verlorenwasgieten doet, vertelde me: "Klanten staren naar de eenheidsprijs van het gieten, ik staar naar de uitgebreide berekening van de verwerkingskosten, dat zijn twee verschillende dingen."
Drie van de gemakkelijkste kuilen om in te stappen bij het kiezen van een model
- Spuitgieten voor luchtdichte onderdelenConventioneel hogedrukgietwerk kan niet worden warmtebehandeld tot T6 vanwege ernstige luchtrollen, dus moeten drukbestendige onderdelen zoals tandwielkastbehuizingen worden gespecificeerd.vacuüm spuitgieten或Vacuraal procesBinnenlandse fabrieken met een stabiele vacuümgietcapaciteit zijn er minder dan 200.
- De ontvormhelling en het ontkistingsoppervlak verwaarlozenSlecht ontworpen scheidingsoppervlakken op zandgevormde onderdelen kunnen leiden tot een toename van 3 tot 5 keer het aantal manuren dat nodig is om fretten op te ruimen, wat rechtstreeks ten koste gaat van uw onderhandelde prijsvoordeel.
- Offerteaanvraag op basis van tekeningen en niet op basis van het procesDezelfde tekening wordt naar een zandgieterij en een spuitgieterij gestuurd en het verschil tussen de offertes kan wel 300% zijn, maar de opbrengst en verwerkingskosten zijn totaal verschillend. Volwassen inkopers zullen het proces afsluiten voordat ze om een offerte vragen.
In het volgende gedeelte worden de zes belangrijkste verschillen tussen lagedrukgieten en zwaartekrachtgieten op het gebied van engineering verder ontleed. Dit zijn technische details die in de meeste inkoopvoorstellen worden weggemoffeld, maar die een project kunnen maken of breken.
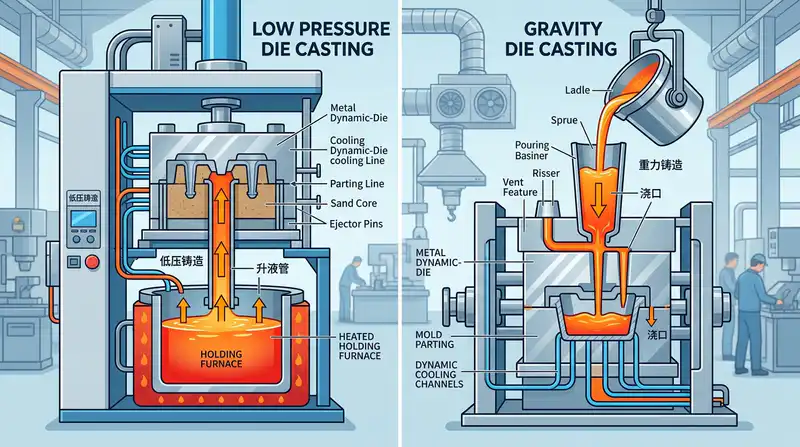
Technische verschillen tussen lagedrukgieten en zwaartekrachtgieten
Directe conclusiesLagedrukgieten (LPDC) en zwaartekrachtgieten (GDC) lijken te behoren tot het "mal + vloeibaar aluminium" metaal-type proces, maar er zijn enorme verschillen in porositeit, mechanische eigenschappen en kosten per eenheid. De dichtheid van het lagedrukafgietsel tot 99.2% of meer, verlenging is over het algemeen 8%-12%, geschikt voor het dragen van trilling en het verzegelen druk van shell van de nieuwe motor van het energievoertuig, batterijdienblad; de kosten van het ernstafgietsel per stuk dan lagedruk lage 15%-25%, maar de poreusheid is gewoonlijk in de 1%-3%, geschikter voor traditionele motorcilinderkop, versnellingsbakshells zoals rijpe verificatie, kunnen de rekvereisten 4%-7% delen zijn. Deze China Aluminium Casting Supplier Sourcing Guide herinnert je eraan dat als je een van deze twee processen verkeerd kiest, het schrootpercentage kan stijgen van 2% tot 12%.
Vijf-dimensionale variantievergelijkingstabel
| dimensie (wiskunde) | Lagedrukgieten LPDC | Gieten met zwaartekracht GDC |
|---|---|---|
| Vormstructuur | Gesloten type, onderste lift buis + druk handhaven kanaal, hoge matrijs kosten 30%-50% | Open type, bovenste of zijdelingse injectiepoort, eenvoudige matrijsstructuur |
| Oplaadmethode | 0,02-0,06 MPa droge luchtdruk inlaat, soepel vullen zonder turbulentie | Zwaartekrachtafhankelijke vrije val, ongecontroleerde vulsnelheid |
| porositeit | <0,8%, warmtebehandelbaar tot T6 conditie | 1%-3%, warmtebehandeld voor gemakkelijk blazen |
| Treksterkte (A356-T6) | 280-310 MPa, verlenging 8%-12% | 240-270 MPa, verlenging 4%-7% |
| Kosten per eenheid (hetzelfde type stuk) | Benchmark 100 | 75–85 |
Waarom zijn motorbehuizingen bijna altijd gemaakt van laagspanning
De motorbehuizing van het nieuwe energievoertuig moet bestand zijn tegen een afdichtingsdruk van meer dan 1,5 MPa in het interne koeloliekanaal en alle micropori?n met een diameter van meer dan 0,3 mm zullen de heliumlektest niet doorstaan. Lagedrukgieten vertrouwt op een vloeistofliftbuis om de aluminiumvloeistof van de bodem van de houderoven in de matrijsholte te "tillen", en het vloeistofniveau kan worden opgetild met een nauwkeurig gecontroleerde snelheid van 30-80 mm/s, wat de betrokkenheid van secundaire oxidelaag vermijdt die gebruikelijk is bij zwaartekrachtgieten. Vorig jaar heb ik geholpen een Suzhou Tier 1 tot en met de motor shell project te valideren gemeten: dezelfde set van ADC12 vervangend materiaal, zwaartekracht proces helium check pass rate is slechts 71%, overschakelen naar lage druk en verhoging van de onderkant van de koeling waterweg, de pass rate steeg tot 96,4%, een enkel stuk van besparingen van ongeveer 38 yuan rework kosten.
Waarom gebruiken conventionele motoronderdelen nog steeds zwaartekracht?
De ontwerplevensduur en materiaalspecificatie van cilinderkoppen voor brandstofmotoren zijn in de jaren 90 bevroren en de complexe watermantel die wordt gevormd door zwaartekrachtgieten met een zandkern is in 30 jaar geverifieerd door talloze DVP's en de ervaringscurve van fabriekstuning is zeer volwassen. Overschakelen op lagedruk vereist niet alleen het opnieuw ontwikkelen van mallen (een set lagedrukmallen voor motorschalen wordt in China geschat op 800.000-1,4 miljoen RMB, wat meer dan 400.000 yuan duurder is dan zwaartekrachtmallen), maar ook het opnieuw uitvoeren van PPAP en laboratoriumtests, met een revisiecyclus van minstens 9 maanden. Voor het brandstofplatform waarvan de jaarlijkse productie al afneemt, is deze ROI niet rendabel.
Praktisch advies over inkoop
- Kijk naar de wachttijdparameterLage druk gieten holding pressure curve (stijgende vloeistof-vullen-boosting-holding druk) is de kern van het proces, is de leverancier verplicht om PLC data export, holding druk tijd van minder dan 90 seconden van middelgrote en grote gietstukken waakzaam krimp te bieden.
- De levensduur van liftbuizen controlerenKeramische liftbuizen hebben een levensduur van 8.000-12.000 cycli, terwijl goedkope grafietbuizen een levensduur hebben van slechts 3.000 cycli, wat een directe impact heeft op de consistentie van het gietstuk.
- Zwaartekrachtcentrales moeten voorzichtig zijn met het overschakelen op lage druk: Veel kleine en middelgrote Chinese fabrieken profileren zich onder de vlag van "dubbele procesmethode", maar de benuttingsgraad van hun lagedrukapparatuur ligt onder de 40% en de processtabiliteit is zorgwekkend. Volgens de door de North American Die Casting Association (NADCA) gepubliceerde normen voor de procescapaciteitsindex geldt een Cpk-waarde van ≥ 1,33 pas als voldoende.
- Kijk niet alleen naar eenheidsprijzen voor kostenvergelijkingen: Als je schommelt tussen China en overzeese capaciteit, begin dan met het lezen van de China vs India Vergelijking Aluminium Gietkosten Volledige Analysedie de impact van de afschrijving van lagedrukmatrijzen op de totale kosten ontrafelt.
De essentie van de proceskeuze is om de "mechanische vereisten - batchgrootte - validatierijpheid" van het product af te stemmen op de grens van de procescapaciteit. Als je jaarlijkse vraag groter is dan 50.000 stuks, de rekvereisten ≥ 8% en luchtdichtheidstesten, dan is lagedrukgieten vrijwel de enige economische oplossing; omgekeerd is zwaartekrachtgieten nog steeds het meest kosteneffectief. Laat je niet op een zijspoor zetten door de "wij kunnen het allemaal" retoriek van leveranciers - er zit minstens een rendementscurve van 3 jaar tussen wat je kunt en wat je goed kunt.
Ge?ntegreerde spuitgiettechnologie in China landingsstatus
Directe conclusiesTegen het einde van 2024, heeft China landde of is in aanbouw meer dan 90 mega spuitgieten machines boven de 6.000 ton, waarvan ongeveer 25 zijn 9.000 ton en hoger modellen, waardoor het de meest geconcentreerde markt in de wereld voor ge?ntegreerde spuitgieten (Mega Casting) capaciteit. Maar voor meer dan 90% kleine en middelgrote kopers, hoeft deze technologie route niet op te volgen - Mega Casting economisch break-even punt in de jaarlijkse productie van ongeveer 80.000-100.000 stuks, onder dit bedrag van het project met de traditionele hoge druk spuitgieten + lasprogramma in plaats van de kosten per stuk lager is! 15%-25%.
Ultra-grote spuitgietmachine van China's kaart
De upstream kern van deze Mega Casting wapenwedloop wordt gevormd door leveranciers van spuitgietmachines.LK TechnologieHet neemt ongeveer 75% van de wereldwijde markt van meer dan 6.000 ton in beslag en zijn model van 9.000 ton is in bulk geleverd aan de fabriek van Tesla in Sjanghai, de fabriek van Xiaopeng in Zhaoqing en de fabriek van Gaohe in Yancheng;YizumiHet werd gevolgd door het structuurmodel LEAP 9000T met dubbele platen, met downstreamklanten als BAE en FAW Casting. Bühler (Bühler) en IDRA (IDRA) hebben ook sporadische projecten in het land, maar de levertijd is lang en de prijs ligt ongeveer 30% hoger.
Een paar representatieve gevallen van de snelste landingen:
- Tesla fabriek Sjanghai: Het ge?ntegreerde spuitgietwerk van de onderzijde van de Model Y combineert meer dan 70 onderdelen in 1-2 stukken, waardoor het carrosseriegewicht met ongeveer 10% daalt en de productiekosten met ongeveer 40%.
- Azalea Hefei F2 FabriekDe ET5-achtervloer wordt gemaakt op een 12.000 ton wegende spuitgietmachine met een gewicht per stuk van ongeveer 80 kg en een slag van ongeveer 90 seconden.
- Xiaopeng, Ideaal, Ceres: Ze zijn allemaal het stadium van de massaproductie van 9.000 ton ingegaan, voornamelijk in de Yangtze River Delta en de Parelrivierdelta.
- Wencan, Guangdong Hongtu, TopgroepDe drie grootste Mega Casting gieterijen in Tier 1 in China ontvangen momenteel orders.
De werkelijke impact van megagieten op traditionele toeleveringsketens
De ontwrichtende aard van deze technologie is schromelijk overdreven. De totale investering voor een 6.000 ton wegend spuitgieteiland is ongeveer 150-300 miljoen RMB (inclusief carrosserie, mal, oven, afbraampers, r?ntgeninspectielijn), de kosten van één set matrijzen zijn 6-15 miljoen RMB en de opbrengst stijgt van 40% in de proefproductiefase tot 85% in massaproductie en de stabiliteit duurt meestal 9-14 maanden. -14 maanden. In 2023 hielp ons team een nieuw autobedrijf bij het uitvoeren van leverancierscontroles en ontdekte dat de Q3-opbrengst van een hoofd Tier1 op een model van 9.000 ton slechts 68% was, en de kosten van een enkel aandeel van de matrijs maar liefst 220 dollar bedroegen, wat bijna het dubbele is van het oorspronkelijke aanbod.
Dit betekent dat de schokken vooral geconcentreerd zijn inCarrosseriestructuren van nieuwe energie-passagiersvoertuigenDit ene segment van de markt heeft weinig tot geen invloed op de volgende gebieden:
| nichemarkt | Mega Gieten Impact Niveau | reden |
|---|---|---|
| Afgietsels van bedrijfsvoertuigen/bouwmachines | vrijwel nihil | Klein volume, eenvoudige structuur, economischer zwaartekracht-/zandtype |
| Motorbehuizing, accubak | 低 | Lagedrukgieten is nog steeds superieur in luchtdichtheid en rek |
| Structurele onderdelen voor consumentenelektronica | niet hebben | Kleine afmetingen, volledig afgedekt door conventioneel spuitgieten |
| Nieuwe energie in het lichaam ge?ntegreerde vloeren | 高 | Hoofd OEM voorkeursoplossing |
Moeten kleine en middelgrote inkopers dit voorbeeld volgen?
Mijn advies is duidelijk:Megagieten is niet nodig voor projecten met een jaarlijks inkoopvolume van minder dan 50.000 stuks en een eenheidsgewicht van minder dan 15 kg.. Wat echt beoordeeld moet worden zijn twee afgeleide vragen:
- Warmtebehandelingsvrije legeringen (bijv. Silafont-36, Mercalloy 368, binnenlandse Ulan AlsiMgMn)De mogelijkheid om te leveren - een materiaalrevolutie aangedreven door Mega Casting - heeft dezelfde kostenbesparende waarde als gewone spuitgietstukken, waarbij ongeveer 8%-12% wordt bespaard door de T7-warmtebehandeling over te slaan.
- Vacuüm spuitgieten-Cavulatievacuüm onder 50 mbar is de drempel voor het produceren van lasbare, warmtebehandelbare structurele onderdelen. Veel middelgrote leveranciers beweren dat ze vacuümsystemen hebben, maar de gemeten vacuümniveaus gaan maar tot 150 mbar, wat onvoldoende is voor high-end toepassingen.

Selectie van aluminiumlegeringen en afstemming van materiaaleigenschappen
Eenvoudige conclusie: het kiezen van de verkeerde aluminiumlegering is fataler dan het kiezen van de verkeerde fabriek. Als een A356 gietstuk ten onrechte ADC12 wordt gebruikt, kan de vermoeiingslevensduur onder dezelfde werkomstandigheden met meer dan 60% dalen; terwijl de structurele onderdelen die in T6-staat zouden moeten zijn, in F-staat (gegoten toestand) worden geleverd, zal de vloeigrens direct worden gehalveerd. Deze China aluminium gieten leverancier inkoopgids moet worden gekoppeld aan het begrip van de rang en het proces, warmtebehandeling staat, in plaats van gewoon schrijven "aluminiumlegering" drie woorden op de tekeningen.
Correspondentie tussen Chinese en buitenlandse cijfers en veelvoorkomende misverstanden
Technici in Chinese aluminiumgieterijen worden dagelijks geconfronteerd met minstens vier kwaliteitssystemen: GB/T 1173 (gegoten aluminiumlegeringen), de Amerikaanse standaard AA (Aluminum Association), de Japanse standaard JIS H5302 en de Europese standaard EN 1706 (EN AC-xxxxx). Als de koper alleen de Amerikaanse standaard opgeeft, kan de binnenlandse fabriek het materiaal smelten volgens de dichtstbijzijnde GB-tegenhanger en is de bandbreedte van de chemische samenstelling mogelijk niet precies hetzelfde.
| Algemene cijfers | GB tegenhanger | Eurocorrespondentie | Dag Standaard Correspondentie | werkpaard |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | NL AC-42100 (AlSi7Mg0,3) | AC4CH | Lage druk, zwaartekracht, zand |
| ADC12 | YL113 (bij benadering) | NL AC-46000 | ADC12 | Spuitgieten onder hoge druk |
| AlSi10Mg | ZL104 (bij benadering) | NL AC-43000 | AC4A | Lage druk, SLM 3D printen |
| 6061 | 6A02 / 6061 | NL AW-6061 | A6061 | Gesmeed/ge?xtrudeerd (niet gegoten) |
Een hoogfrequent putje: 6061 is een vervormde aluminiumlegering met slechte gieteigenschappen (hoge neiging tot thermisch scheuren), toch labelen sommige inkopers hun spuitgiettekeningen nog steeds met "6061 die casting". De juiste aanpak is om over te stappen op ADC12 of AlSi10Mg. Voor bandbreedteverschillen in chemische samenstelling, raadpleeg de originele Teal Sheets (International Alloy Designations) gepubliceerd door de Aluminum Association.
Eigenschappen en typische toepassingen van de vier hoogfrequent kwaliteiten
- A356-T6Si 6.5%-7.5%, Mg 0.25%-0.45%. T6 staat treksterkte ≥ 290 MPa, opbrengst ≥ 200 MPa, rek ≥ 6%. Gebruikt in wielnaven, nieuwe energie motor schelpen, schorsing swing arm. Lage druk gieten ondersteuning van de breedste.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Uitstekende vloei-eigenschappen voor dunwandige (vanaf 1,2 mm) consumentenelektronica en structurele gietstukken voor de auto-industrie. Rek is slechts 1%-3%, niet geschikt voor schok- of trillingsmoeheid.
- AlSi10Mg-T6Mg 0,2%-0,45%, trek ≥ 320 MPa na T6. De gangbare warmtebehandelingsvrije gemodificeerde versies van ge?ntegreerd spuitgieten (bijv. Handsome Wingspeed SF36, Lizhong TCast) zijn hiervan afgeleid.
- ZL114A-T6(Nationale standaard aluminium silicium met hoge weerstand): militaire, lucht-en ruimtevaart structurele componenten vaak gebruikt, trek ≥ 310 MPa, rek ≥ 5%, de prijs is duurder dan A356 ongeveer 15%-25%.
Warmtebehandelingstoestand: T5/T6/T7 uiteindelijk wat is het verschil
Het mechanische gedrag van hetzelfde A356 gietstuk in de drie toestanden is enorm verschillend:
- T5(gegoten toestand → kunstmatige veroudering): lage kosten, kleine vervorming, gemiddelde sterkte (trek ≈ 230 MPa), geschikt voor stukken met hoge vereisten voor maatvastheid maar gemiddelde sterktevereisten.
- T6(vaste oplossing + kunstmatige veroudering): de hoogste sterkte, maar doven in vaste oplossing zal vervorming veroorzaken, dunwandige onderdelen moeten worden gereserveerd voor het kalibratieproces.
- T7(veroudering): iets lagere sterkte (trek ≈ 260 MPa), maar beste restspanning en dimensionale stabiliteit, geschikt voor omstandigheden met hoge temperaturen of voor motorbehuizingen die langdurig moeten worden gebruikt.
Ons team heeft ooit een accubakproject gedaan voor een Europese Tier 1. De oorspronkelijke tekening was gelabeld A356-T6, maar de klant ondervond na assemblage een thermische vervorming van 0,8 mm. Na overschakeling op T7 werd de vervorming teruggebracht tot minder dan 0,2 mm en steeg de uiteindelijke opbrengst van 78% naar 96%. De kern van deze ervaring is dat de warmtebehandelingsstatus niet slechts een regel in de commentaarbox is, maar een procesparameter die direct bepalend is voor het succes of falen van de assemblage.
Een proces in vier stappen voor beslissingen over rangvervanging
Als een leverancier vraagt: "We hebben het door u gespecificeerde A357 niet. Kunnen we in plaats daarvan A356 gebruiken? Als de leverancier zegt: "We hebben het door u gespecificeerde A357 niet. Volg de onderstaande vier stappen om tot een oordeel te komen:
- Vergelijking van de bandbreedte van de chemische samenstelling (vooral Mg, Cu, Fe-gehalte, Fe kan de rek verminderen met 1%-2% per 0,1% toename);
- Controleer of de doelmechanismen (trek, rek, rek, hardheid HB) nog binnen de veiligheidsmarge liggen;
- Controleer of het venster voor warmtebehandeling overeenkomt met de bestaande productielijn (temperatuur van de oplossing, verouderingsprofiel);
- Eis dat het eerste stuk een metallografische + trek- + zoutsproeitest ondergaat en bewaar de herkeuringsmonsters minstens 2 jaar.
Checklist voor kwalificatie en veldinspectie voor gekwalificeerde leveranciers
Directe conclusiesIn China Aluminium Casting Supplier Sourcing Guide, de kwalificatie-audit is niet om te zien hoeveel stukjes papier worden opgehangen aan de muur van het certificaat, maar om cross-check de geldigheid van het certificaat, de reikwijdte van de dekking, en de daadwerkelijke uitvoering van de drie lagen van authenticiteit. Ons team in 2022-2024 cumulatieve fabrieksinspectie van 47 Chinese aluminiumgieterij, vond dat ongeveer 38% fabriek ISO 9001 certificaat is echt en effectief, maar het toepassingsgebied van de audit niet overeenkomt met de inkoop van producten (zoals het certificaat heeft alleen betrekking op zand gieten, maar de fabriek met spuitgieten levering), zijn er ongeveer 15% certificaat verlopen of OEM afhankelijkheid fenomeen. Fabrieksinspectie is niet gedaan, inkoop is gelijk aan geblinddoekte bestelling.
De werkelijke betekenis van kerncertificering en verificatiemethoden
Allereerst de conclusie: verschillende certificeringen komen overeen met verschillende toegangsdrempels in de industrie, laat je niet in de war brengen door "gecertificeerd".
- ISO 9001: Basiskwaliteitsmanagementsysteem, eerder een toegangsbewijs dan een pluspunt. Verificatiemethode: log in op de offici?le website van de organisatie die het certificaat uitgeeft (bijv. SGS, BV, TüV) en voer het certificaatnummer in voor verificatie. Richt je op de "Scope" om te zien of de proces- en productcategorie?n die je wilt kopen zijn opgenomen.
- IATF 16949Verplichte drempel voor de auto-industrie, praat niet over Tier 1/Tier 2 levering zonder deze. Opmerking: IATF-certificaten moeten worden uitgegeven door een auditorganisatie die is erkend door het Global Regulatory Office van de IATF, de kopieerversie is direct ongeldig.
- ISO 14001 / ISO 45001Systemen voor milieu en gezondheid op het werk, die specifiek worden gecontroleerd door grote klanten in de EU en Noord-Amerika (vooral voor ESG-audits van beursgenoteerde bedrijven).
- AS9100Specifiek voor de lucht- en ruimtevaart zijn er minder dan 60 aluminiumgieterijen in China die echt AS9100D gecertificeerd zijn, voornamelijk in Xi'an, Chengdu en Shenyang.
- NADCAP(Warmtebehandeling, niet-destructief testen van speciale procescertificering): de aankoop van luchtvaartonderdelen moet worden gecontroleerd, gedetailleerder dan AS9100.
De 12 belangrijkste gebieden die moeten worden gecontroleerd tijdens een fabrieksinspectie
| kust | Checkpoints | Veelvoorkomende signalen van namaak |
|---|---|---|
| 1. Smelterij | Raffinageontgassingsapparatuur (roterende ontgasser), waterstofmeter, type spectrometer en kalibratiecertificaat | Geen jaarlijkse inspectielabels voor spectrometers, geen ontgassingsgegevens op locatie |
| 2. Matrijzenmakerij | Beschikbaarheid van interne mogelijkheden voor matrijsontwerp en -reparatie, levenscyclus van matrijzen | Volledige uitbesteding van matrijzen, geen mogelijkheid om matrijzen te repareren |
| 3. Spuitgieten/lage druk eilanden | Real-time parameterbewaking (SPC), aantal matrijsverwarmingen, vacuümmachineconfiguratie | Parameterboek met de hand gekopieerd, geen datasporen |
| 4. CNC-bewerking | Co?rdinaten CMM, aantal 5-assige bewerkingscentra, gereedschapsbeheersysteem | Alleen CMM-weergave, verwerkingsuitbestedingsverhouding >50% |
| 5. Warmtebehandeling | Rapport temperatuuruniformiteitstest oven (TUS), aantal real-time thermokoppels in de oven | Alleen vaste oplossing, geen veroudering, geen TUS-jaarverslag |
| 6. R?ntgeninspectie | Buisspanning apparatuur (≥225kV), ASTM E155 controlegrafiek gebruik | Alleen monsterneming 1%, geen indelingscriteria |
| 7. Zoutneveltests | Neutrale zoutnevelkamer (NSS) of CASS, testurenregistratie | Stoffige apparatuur, geen testgegevens van de afgelopen 3 maanden |
| 8. Mechanisch laboratorium | Trekbank, hardheidsmeter (Brinell/Vickers), verwerkingscapaciteit teststaaf | Rapporten naar derden gestuurd, geen interne hertesten |
| 9. Dimensionale inspectie | Jaarlijkse kalibratie van CMM, eerste artikelinspectie (FAI) proces | Het FAI-rapport is allemaal kopieer- en plakwerk. |
| 10. Ruimte voor ongewenste goederen | Rode markering, fysieke omheining van inperkingsgebieden, registratie van afvalverwijdering | Schroot gemengd naast het gekwalificeerde gebied |
| 11. Logistiek verpakken | Anti-corrosie VCI-folie, begassingscertificaat voor houten kisten die over zee worden vervoerd (IPPC-markering) | Geen IPPC voor export, gemakkelijk te stoten in kale verpakkingen |
| 12. Veldpersoneel | Smeltarbeiders, kwaliteitsinspecteurs met een licentie, personeelsverloop in werkplaatsen | Aandeel uitzendkrachten in sleutelfuncties >30% |
Scoreformulier fabrieksinspectie (schaal van 100 punten)
Ik raad het gebruik van gewogen scores aan: 20 punten voor kwaliteitssysteem, 25 punten voor procesapparatuur, 20 punten voor testcapaciteit, 15 punten voor management op locatie, 10 punten voor de kwaliteit van het personeel, 10 punten voor financi?le stabiliteit. Een enkel punt is lager dan de volledige score van 60%, dat is een veto met één stem. In de praktijk, de score ≥ 85 punten van de fabriek in de A-niveau leverancier zwembad, 70-84 punten in de B-niveau alternatief (geschikt voor niet-kritische onderdelen), onder de 70 punten direct uitgesloten.
Praktische herinnering: de eerste fabriek inspectie moet niet begroeten of slechts 2 uur van tevoren, om de echte productie status te zien; vóór de formele audit vereist dat de andere partij om de laatste 3 maanden van de dagelijkse productie verklaringen, klachten van klanten records, defecte tarief trenddiagram te bieden - gegevens kunnen niet worden op de fabriek, 99% hebben problemen.
Kwaliteitscontrolesysteem voor het hele proces van smelten tot eindproducten
Directe conclusiesEen gekwalificeerde Chinese aluminiumgieterij, kwaliteitscontrole is nooit de "laatste visuele inspectie", maar van de grondstoffen in de fabriek naar het eindproduct uit de zeven knooppunten van de hele keten gesloten lus. Om het even welk één knooppunt ontbreekt of een schijnvertoning, zal het definitieve schroottarief van het uitstekende niveau van de industrie van 1.5%-3% tot 8%-15% stijgen. Deze China Aluminium Casting Supplier Sourcing Guide suggereert dat de fabriek inspectie tijd van 60% besteed aan kwaliteitscontrole knooppunten van de "keten van bewijs" audit! In plaats van te luisteren naar verkooppresentaties.
Tijdens een beoordeling van een motorsteunproject in 2023 leidde ik een team om 6 opeenvolgende maanden QC-gegevens van een fabriek in Jiangsu te bekijken. Ze beweerden een extern uitvalpercentage van 3%, maar na vergelijking van smeltgegevens, r?ntgenrapporten en dimensionale steekproeven bleek het werkelijke interne uitvalpercentage 11,4% te zijn, waarbij het verschil werd opgeslokt door "herbewerkingspassen". Het verschil wordt voornamelijk opgeslokt door de "rework pass". Daarom moeten de volgende zeven knooppunten één voor één worden doorlopen.
Zeven belangrijke QC-knooppunten en industriestandaarden
| knooppunt | Basisgereedschap | Industriestandaarden/limieten | Veelvoorkomende fouten |
|---|---|---|---|
| 1. Spectrale analyse van grondstoffen | Inspectie per oven met een spectrometer met directe aflezing (OES) | GB/T 7999, ASTM E1251 | Overmatig Fe-gehalte (>0,2%), veel Zn-onzuiverheden |
| 2. Verfijnen en ontgassen van smelt | Roterende ontgassing + equivalente dichtheidsmethode voor waterstof | Dichtheidsindex DI ≤ 3%, waterstofgehalte < 0,15 ml/100 g Al | Speldenprikken, porositeit over 5% |
| 3. Regeling van de matrijstemperatuur | Schimmelthermostaat + infraroodcamera voor real-time bewaking | De schommeling van de de vormtemperatuur van het lagedrukafgietsel ±10℃ of minder | Koude ontmenging, krimp, vloeimerken op het oppervlak |
| 4. Bewaking van gietparameters | SCADA-systeem voor registratie van druk/snelheid/tijdcurves | Bewaren van volledige procescurves per matrijs ≥ 2 jaar | Drukinjectiesnelheidsafwijking, onvoldoende houddruk |
| 5. Niet-destructief onderzoek met r?ntgenstralen/UT | Industri?le CT of digitale radiografie DR | ASTM E155 Niveau 2-3 (per spanningszone) | Interne krimp en insluitsels >φ1mm |
| 6. Co?rdineren van dimensionale inspectie | CMM op ware grootte + eerste FAI | CT6-CT8 (ISO 8062) | Kritische montagegaten, vlakheid NG |
| 7. Oppervlakte- en corrosietests | Zoutneveltest, laagdiktemeter, hardheidsmeter | Anodische oxidelaag ≥15μm, neutrale zoutnevel ≥240h | Oxidverkleuring, onvoldoende lokale laagdikte |
Drie van de gemakkelijkste knooppunten voor leveranciers om door te modderen
Smelten ontgassenDit is het grootste deel van het water. Veel fabrieken alleen doen "visuele slakken" op het gieten, niet doen de dichtheid index test (Verminderde Druk Test). Beoordelingsmethode is heel eenvoudig: de site gevraagd om de laatste 30 dagen van DI testmonsters te zien, moet echte RPT plant hebben een rij van genummerde testblokken opgestapeld naast het smeltgebied - geen fysieke is niet gedaan.
Percentage r?ntgenstalenDit is ook een zwaar getroffen gebied. Veiligheidsonderdelen voor auto’s (zoals stuurknokkels en verbindingsstukken voor het subframe) moeten volgens de IATF 16949-eisen een DR-keuring ondergaan volgens de 100%-methode, maar sommige fabrieken voeren slechts steekproeven uit volgens de 5%-methode en stempelen deze toch af als "volledige keuring". Door te verwijzen naar de vereisten in de ASTM E155-norm, waarin wordt gevraagd dat leveranciers voor elk onderdeel een traceerbaar DR-beeldnummer verstrekken, kunnen fraudeurs die 80%-producten vervalsen worden uitgeselecteerd.
Testcyclus zoutnevelEr wordt aan gesleuteld. De standaard 240 uur neutrale zoutsproeikast (zie ISO 9227) moet continu draaien, maar ik heb fabrieken gezien die teststukken er 48 uur in stopten om een rapport te kunnen maken en zo haast te maken met een monsterrapport - vraag om het werkingslogboek van de zoutsproeikast en de tijdstempel van de foto van het teststuk en de vervalsing wordt meteen onthuld.
De middel-kostenrelatie verbeteren
- Elke extra spectrale herinspectie aan het einde van de grondstof kost ongeveer +0,3-0,5 yuan per stuk, maar kan de hoeveelheid uitval als gevolg van afwijkingen in de samenstelling terugbrengen van honderdduizenden dollars aan jaarlijkse verliezen tot bijna nul.
- Met de introductie van een online waterstofmeter (bijv. Alspek H), een investering van ongeveer 250.000 RMB, kan het aantal pinhole-verliezen worden teruggebracht van 6% tot minder dan 1,5% en kunnen de kosten voor middelgrote orders in 6-9 maanden worden terugverdiend.
- Industri?le CT apparatuur (zoals YXLON, Sanying Precision) een enkele eenheid van 2-4 miljoen yuan, maar kan worden hoge druk spuitgieten van interne gebreken lekkage tarief van 3% druk tot 0,1% de volgende
Invloed van in-house CNC-bewerkingsmogelijkheden op inkoopkosten en doorlooptijden
Directe conclusie: bij de inkoop van aluminium gietstukken in China, al dan niet te kiezen voor een ge?ntegreerde leverancier met in-house CNC bewerkingsmogelijkheden, de totale kosten per stuk kan 10%-18%, de levertijd is 20%-35%, en de klant klacht tarief is meer dan het dubbele van het verschil. Deze China aluminium gieten leverancier inkoopgids is een duidelijke aanbeveling: waar de noodzaak voor machinaal bewerkte oppervlak aluminium gietstukken (goed voor meer dan 85% van de werkelijke inkoop volume), prioriteit slot gieten + CNC ge?ntegreerde fabriek, alleen speciale procesonderdelen (zoals grote zand gieten blanks of pure decoratieve onderdelen) om de "gieterij + onafhankelijke verwerkingsbedrijf" scheidingsmodus te overwegen.
Vier structurele voordelen van een alles-in-één leverancier
Waarom is de ge?ntegreerde installatie bijna altijd de betere oplossing? In de kern elimineert het het "interfaceverlies" tussen gieten en machinaal bewerken. In 2023 hielp ik een Duitse klant met het uitvoeren van een gecontroleerd experiment: hetzelfde A356-T6 lagedrukgietwerk werd aan een pure gieterij gegeven (de gietstukken werden naar een verwerkingsfabriek in Suzhou gestuurd) en aan een ge?ntegreerde fabriek met een eigen CNC-werkplaats in Hangzhou, met alle andere variabelen vastgezet. Zes maanden na de massaproductie is het verschil schokkend.
| dimensie (wiskunde) | Zuivere gieterij + uitbestede CNC | Integratie-installatie | afwijking |
|---|---|---|---|
| Geconsolideerde kosten per eenheid (USD) | 18.40 | 15.60 | ↓15.2% |
| Van bestelling tot FOB-levering | 55 dagen | 38 dagen | ↓30.9% |
| Totale opbrengst van eindproducten | 91.2% | 96.8% | ↑5,6pt |
| Responstijd bij kwaliteitsgeschillen | 7-14 dagen | 24-48 uur | ↓80%+ |
| Percentage logistieke en transitkosten | 4.8% | 0.6% | ↓4,2pt |
De onderliggende logica van de vier voordelen kan als volgt worden onderverdeeld:
- Eén aanbod, één verantwoordelijke entiteit: De inkoper hoeft niet afzonderlijk met de gieterij en de bewerkingsfabriek te onderhandelen over prijzen of tekeningen af te stemmen. Nog belangrijker is dat, wanneer er na de machinale bewerking luchtbellen of krimp in het gietstuk worden ontdekt (de twee meest voorkomende soorten gietfouten), er geen discussie ontstaat over wie verantwoordelijk is — de ge?ntegreerde fabriek moet zelf de kosten voor het herstel dragen, waardoor er geen ruimte is voor het afschuiven van verantwoordelijkheid.
- Processynergie (DFM gesloten lus)De gietingenieurs en CNC-bewerkers in een ge?ntegreerde fabriek zitten in hetzelfde gebouw en bekijken de tekeningen. In het gietstadium houden ze rekening met redelijke bewerkingen (meestal 2,5-4,0 mm), vermijden ze het bewerken van nulpunten bij de poort of stijgbuis en optimaliseren ze de voorgegoten positie van de gaten voor het opspanproces. De vormstukken van pure gieterijen vereisen vaak een extra "squaring" proces en de opspantijd alleen al is 15%-25% meer.
- Gesloten kwaliteitstraceerbaarheidDe oven van elk gietstuk, de samenstelling van de legering, de resultaten van r?ntgentests en de warmtebehandelingscurve kunnen direct worden gerelateerd aan de standtijd en snijparameters van het corresponderende CNC-proces. Toen ons team een oorzakenanalyse uitvoerde voor een nieuwe energieklant in Noord-Amerika, vertrouwden we op het MES-systeem van de ge?ntegreerde fabriek om binnen 4 uur de hoofdoorzaak aan te wijzen van een partij lekkage aan het afdichtingsoppervlak - het was de overmatige hoeveelheid Sr verdichtingsmiddel in één oven die een afwijking in de microstructuur veroorzaakte, niet een CNC-bewerkingsprobleem. Dit soort traceerbaarheid zou normaal gesproken meer dan twee weken in beslag nemen in de gescheiden modus.
- Lagere kosten voor logistiek en transportDe logistieke kosten per stuk kunnen worden teruggebracht van $0,6-$1,2 tot bijna nul, terwijl schade tijdens transport wordt voorkomen (industriegemiddelde 2%-4%).
Hoe het werkelijke niveau van CNC-capaciteit bepalen tijdens fabrieksinspecties
Niet elke fabriek met een bordje "CNC shop" is ge?ntegreerd. Er zijn vier harde indicatoren die ik meestal gebruik als filters bij mijn fabrieksinspecties op locatie:
- Verhouding tussen CNC-apparatuur en gietcapaciteitGezonde ge?ntegreerde fabrieken, CNC-investeringen meestal goed voor 40%-70% van de investeringen in het gieten, als een maandelijkse productie van 500 ton gietstukken in de fabriek slechts 5 sets van drie-assige bewerkingscentra, het is een "gevel", de productiecapaciteit niet overeenkomt.
- Percentage 5-assige apparatuurVoor complexe structurele onderdelen (motorbehuizing, behuizing tandwielkast) is minstens 30% of meer vijfassige of vierassige verbindingsapparatuur nodig, anders zal het meervoudig klemmen de cumulatieve fout in nauwkeurigheid opeten.
- Inspectie CMM Gesloten lusIn-line CMM's (bijv. Zeiss, Hexagon) moeten beschikbaar zijn op de werkvloer en inspectiegegevens worden direct teruggeschreven naar het CNC-programma voor compensatie. Fabrieken met alleen offline bemonstering hebben doorgaans 8-12 procentpunten lagere slagingspercentages bij het eerste stuk.
- Verwerk contrasigneergegevens voor gieten en CNCKijk naar de DFM-reviewdocumenten van de afgelopen 12 maanden om te zien of de giet- en bewerkingsteams hetzelfde document hebben medeondertekend. Zonder een gedocumenteerd verslag van de samenwerking zal "integratie" waarschijnlijk een fusie van een fysieke ruimte blijven.
In het volgende hoofdstuk halen we de kostenstructuur helemaal uit elkaar en laten we je de 11 kostenposten zien waar je echt naar moet kijken achter een offerte.
De ware kostenstructuur van China's leveranciers van aluminium gietstukken ontmanteld
Directe conclusies:Een typische 1,2kg aluminiumlegering low-die casting (A356, T6-conditie, inclusief CNC-bewerking) wordt gewoonlijk genoteerd in het bereik van US$3.8-4.6 FOB door Chinese leveranciers. Daaronder zijn grondstoffen goed voor 42%-48%, energie voor 8%-12%, afschrijving van matrijzen voor 5%-10%, arbeid voor 6%-9%, afschrijving van apparatuur voor 5%-8%, beheers- en drieverpakkingskosten voor 7%-10%, redelijke winst voor 8%-12%, en exportlogistiek en verpakking voor 3%-6%. enige Een afwijking van het bereik van 20% of meer, het aanbod is een kat - ofwel snijden hoeken of het verlaten van ruimte voor onderhandelen. De laatste les van deze China Aluminium Casting Supplier Sourcing Guide is om je te leren elke cent achter het citaat te lezen.
Grondstoffen: tweeledige structuur van LME-prijzen + verwerkingsvergoedingen
De grondstofkosten voor aluminium gietstukken zijn niet zo eenvoudig als "ingot prijs x gewicht". Het bestaat uit twee delen:LME benchmark aluminium ingot prijs (of Shanghai Futures Exchange SHFE prijs) + Alloy processing fee (Premium)Neem A356 als voorbeeld. A356, bijvoorbeeld in de zuivere aluminium ingot prijs op basis van Si, Mg legeren verwerking vergoedingen worden gestapeld ongeveer 800-1500 yuan / ton; ADC12 vanwege het gebruik van gerecycleerd aluminium, maar goedkoper dan de oorspronkelijke aluminium 500-1200 yuan / ton.
Toen ik een offerte bekeek voor een Duitse klant in Q4 2023, ontdekte ik dat een leverancier de LME-prijs had vastgezet op het hoogste punt van $2450/ton drie maanden eerder, terwijl de werkelijke aankoop was gedaald tot $2180/ton - alleen al een opgeblazen 7,31 TP3T.Het wordt aanbevolen om een LME-prijskoppelingsclausule overeen te komen in het contract. Verwijs naar de offici?le LME Aluminium notering en pas deze maandelijks aan.
En houd een oogje opOpbrengstDe opbrengst van lagedrukgietwerk 85%-92%, zwaartekrachtgietwerk 75%-85%, zand 65%-75%. elke 5 procentpunt daling in opbrengst, de grondstofkosten stijgt met ongeveer 6%. vraag leveranciers Vraag de leverancier om de werkelijke opbrengstgegevens van de afgelopen drie maanden, in plaats van hem op de borst te slaan en te zeggen "we 95%".
Afschrijving van energie en apparatuur: proces bepaalt gevoeligheid
De energiekosten vari?ren aanzienlijk van proces tot proces. Het smeltproces verbruikt ongeveer 550-750 kWh elektriciteit per ton aluminiumwater (aardgasovens kunnen worden gereduceerd tot 350 kWh elektriciteit + 80 m3 gas). Berekend op basis van de industri?le elektriciteitsprijs van 0,75 yuan/kWh, bedragen de elektriciteitskosten per kilogram gietwerk in het smeltproces alleen al 0,4-0,55 yuan.
- Spuitgieten onder hoge druk:: Energieaandeel 8%-10%, afschrijving apparatuur 6%-9% (een 800T spuitgietmachine ongeveer 2,5 miljoen RMB, afgeschreven over 8 jaar)
- gieten onder lage druk: Energieaandeel 10%-13% (houdoven is het hele jaar door ge?lektrificeerd), afschrijving apparatuur 4%-6%
- gravitatiegieten: Energieaandeel 6%-8%, afschrijving apparatuur slechts 2%-4% (halfautomatische apparatuur is goedkoper)
- Ge?ntegreerd spuitgieten (9000T)Alleen al de afschrijving van de apparatuur is goed voor 12%-18%, en dat is de reden waarom kleine batches het zich eenvoudigweg niet kunnen veroorloven.
Schimmelafschrijving: een van de makkelijkste woordspelletjes om mee te spelen
Matrijsvergoedingen worden op twee manieren gerapporteerd op de Chinese markt:Forfaitair bedrag (NRE) 或 Afgeschreven tot eenheidsprijs (Geamortiseerd). Het afschrijvingsaanbod lijkt een lage eenheidsprijs te zijn, maar er is een verborgen risico - als de bestelling de afgesproken hoeveelheid niet haalt, zal de leverancier de prijs in de tweede termijn verhogen om een vervanger te vinden.
Een set lagedrukgietmatrijzen kost in China 150-350.000 RMB, met een levensduur van ongeveer 80.000-150.000 matrijzen. De afschrijving is gebaseerd op 100.000 matrijzen tegen 1,5-3,5 RMB per stuk. Als de leverancier "matrijsvrij" vermeldt, moet hij de kosten hebben verborgen in de eenheidsprijs, die meestal hoger is dan 8%-15%. Vraag altijd of de matrijskosten als een aparte post worden vermeld.
Arbeid en overheadkosten: de geografische spreiding is groter dan je denkt
In 2024 bedraagt het maandsalaris van geschoolde gieterijarbeiders in de Yangtze River Delta 7500-9500 yuan, in de Parelrivierdelta 8000-10500 yuan, in de Bohai Rim 6500-8500 yuan en in het westen (Chongqing, Sichuan) 5500-7500 yuan. Hoewel het aandeel van arbeid in de totale kosten slechts 6%-9% bedraagt, kan het oplopen tot meer dan 15% in de arbeidsintensieve nabewerking (ontbramen, polijsten, visuele inspectie). Dit is de reden waarom dezelfde stukken, Chongqing fabriek is 5%-8% goedkoper dan Ningbo, maar meer winstgevend.
Typische uitsplitsing van de kosten van 1,2kg aluminium gietwerk (FOB Ningbo, A356+T6+CNC)
| kostenpost | Bedrag per eenheid (USD) | percentage | onderhandelingsruimte |
|---|---|---|---|
| Grondstof aluminiumlegering (Opbrengst 88%) | 1.85 | 44% | Gebonden LME-koppeling, ruimte 2%-4% |
| Smelt- + spuitgiet-energie | 0.42 | 10% | Bijna geen ruimte |
| Afschrijving van matrijzen (100.000 stuks) | 0.28 | 7% | Verlaagd tot 5% voor grote hoeveelheden. |
| directe arbeid | 0.32 | 7.6% | 3%–5% |
| Afschrijving van apparatuur | 0.26 | 6.2% | niet hebben |
| CNC-bewerking + warmtebehandeling | 0.45 | 10.7% | 5%–8% |
| Management + Kwaliteit + Drie Pakketten | 0.35 | 8.3% | 3%–6% |
| marges | 0.42 | 10% | Dat is het echte hart van het koopje. |
| Exportverpakking + binnenlands transport | 0.15 | 3.6% | 2% |
| Totaal FOB | 4.20 | 100% | Ge?ntegreerd 8%-12% |
Het laatste stukje praktisch advies: onderhandelen moet niet worden uitgebreide prijsdruk, maar om nauwkeurig de winst post en overheadkosten. Grondstoffen, energie, afschrijvingen is bijna een harde kosten, druk is om leveranciers te dwingen om materiaal te stelen. Laat de leverancier te breken het aanbod om de granulariteit van deze tabel, dan is de onderhandelingstafel herhaaldelijk zagen tien keer effectiever.
Het kenmerk van een bekwame offerte is niet een goedkope prijs, maar dat elk item de toets der kritiek kan doorstaan.























