
O que é um molde de liga de alumínio? Explica??o detalhada do princípio, da estrutura e das aplica??es
Publicado em:2026-07-01 Categoria:informa??o pública Visualiza??es:668
Resumo:
O que s?o moldes de liga de alumínio? Este artigo analisa de forma sistemática as vantagens e limita??es dos moldes de liga de alumínio, desde as características dos materiais, os princípios de moldagem e a estrutura dos moldes até aos cenários de aplica??o mais comuns e aos pontos-chave do projeto, ajudando os técnicos de engenharia a adquirir rapidamente um conhecimento completo sobre o tema.
Catálogo de artigos[Escondido]
- Pontos-chave
- Resumo dos pontos-chave
- O que é um molde de liga de alumínio? Em que difere de um molde de a?o?
- De que elementos estruturais s?o compostos os moldes de liga de alumínio? Qual é o seu princípio de funcionamento?
- Como escolher as ligas de alumínio 7075, 6061 e 2A12 para aplica??es em moldes?
- Quais s?o os modos de falha mais comuns nos moldes de liga de alumínio? Como prevenir fissuras térmicas, desgaste e deforma??o?
- Em que aplica??es s?o adequados os moldes de liga de alumínio? Como escolher entre fundi??o por inje??o e extrus?o?
- Qual é mais económico em termos de custo ao longo de todo o ciclo de vida: os moldes de liga de alumínio ou os moldes de a?o?
- Perguntas frequentes sobre moldes de liga de alumínio
- Resumo e recomenda??es para a escolha do modelo
Moldes de liga de alumínioRefere-se normalmente a moldes rápidos fabricados em liga de alumínio, adequados para a valida??o de protótipos, produ??o experimental em pequenas séries e projetos em que a rapidez de entrega é fundamental; as suas principais vantagens s?o a rapidez de processamento, a boa condutividade térmica e a facilidade de modifica??o, mas, em termos de vida útil, resistência ao desgaste e estabilidade a longo prazo sob alta press?o, s?o geralmente inferiores aos moldes de a?o. Em situa??es em que é necessário concluir a produ??o de protótipos no prazo de 2 a 5 semanas e em que os lotes individuais n?o s?o muito grandes, os moldes de liga de alumínio revelam-se frequentemente mais económicos do que os moldes de a?o.
Resposta rápida: Os moldes de liga de alumínio s?o ferramentas de prototipagem rápida cujo material principal é a liga de alumínio, sendo frequentemente utilizados em moldagem por inje??o, fundi??o sob press?o, fundi??o de baixa press?o e moldes de teste para extrus?o. O seu valor reside na rápida condu??o térmica, na rápida usinagem e na rápida entrega, sendo adequados para cenários de pequenos lotes, na ordem dos 5 000 a 10 000 pe?as; no entanto, quando se trata de alta press?o, altas temperaturas e produ??es na ordem dos milh?es, deve-se normalmente optar por moldes de a?o.
Pontos-chave
- Em termos técnicos, a express?o “moldes de liga de alumínio” refere-se normalmente a moldes rápidos fabricados em alumínio, n?o sendo sinónimo dos moldes de a?o utilizados na fundi??o por press?o de pe?as de alumínio.
- A condutividade térmica da liga de alumínio é significativamente superior à do a?o, sendo frequentemente descrita na literatura como sendo cerca de 3 a 4 vezes superior à do a?o, o que contribui para encurtar o ciclo de arrefecimento
- Os a?os para moldes mais comuns s?o o H13 e o 8407, adequados para ambientes de fundi??o sob press?o em que s?o submetidos ao impacto do alumínio fundido a temperaturas superiores a cerca de 660 °C
- Os moldes de liga de alumínio s?o adequados para produ??es-piloto de pequenas séries, na ordem dos 5 000 a 10 000 pe?as; quando se ultrapassa este intervalo, é normalmente necessário reavaliar a op??o de utilizar moldes de a?o.
- A entrega dos moldes protótipos demora normalmente entre 2 e 4 semanas; no caso dos moldes de a?o, o prazo é geralmente mais longo, dependendo da complexidade da estrutura e do processo de fabrico.
Resumo dos pontos-chave
- Os moldes de liga de alumínio privilegiam a “rapidez”, enquanto os moldes de a?o privilegiam a “durabilidade”
- Os materiais 6061-T6 e 7075-T6 s?o frequentemente utilizados na prototipagem de moldes de alumínio e na produ??o rápida de moldes em pequenas séries
- A resistência à tra??o do 6061-T6 é de cerca de 45 000 psi, enquanto a do 7075-T6 é de cerca de 83 000 psi; esta diferen?a de resistência afeta diretamente a capacidade de carga da cavidade
- As designa??es mais comuns das pe?as de alumínio fundido por press?o incluem ADC12 e A380, sendo adequadas para pe?as destinadas à indústria automóvel, às energias renováveis e a caixas de equipamentos eletrónicos
- A estrutura principal inclui, geralmente, a matriz fixa, a matriz móvel, a cavidade, o sistema de inje??o, o sistema de arrefecimento e o mecanismo de eje??o
O que é um molde de liga de alumínio? Em que difere de um molde de a?o?
Os moldes de liga de alumínio s?o ferramentas de moldagem cujo material principal é a liga de alumínio, sendo frequentemente utilizados para a produ??o rápida de protótipos, a produ??o experimental em pequenas séries e a valida??o de processos. Em compara??o com os moldes de a?o, a sua principal característica é a rápida condu??o térmica, a baixa densidade e a elevada velocidade de usinagem, o que permite reduzir significativamente os ciclos de fabrico e de teste dos moldes; no entanto, em termos de resistência ao desgaste, vida útil face à fadiga térmica e estabilidade a longo prazo sob alta press?o, geralmente n?o se equiparam ao a?o para moldes de trabalho a quente.
Do ponto de vista das propriedades dos materiais, a condutividade térmica da liga de alumínio é frequentemente descrita como sendo cerca de 3 a 4 vezes superior à do a?o, enquanto a densidade é de cerca de 1/3 da do a?o; por isso, é mais fácil de processar, apresenta um menor momento de inércia na abertura e fecho dos moldes e é mais adequada para projetos que exigem altera??es rápidas. Dados públicos indicam ainda que os moldes de liga de alumínio apresentam uma elevada eficiência na eletroeros?o e no corte a alta velocidade, sendo particularmente adequados para protótipos, pe?as de pré-série automóvel e projetos de ciclo curto.
Resumo numa frase:Os moldes de a?o destacam-se pela durabilidade, enquanto os moldes de liga de alumínio se distinguem pela rapidez e pela dissipa??o de calor.Se o seu projeto privilegia o ciclo de ensaio de moldes, as altera??es estruturais e a eficiência na valida??o inicial, os moldes de liga de alumínio s?o, geralmente, mais adequados; se, pelo contrário, privilegia a vida útil sob alta press?o e a estabilidade da produ??o a longo prazo, os moldes de a?o s?o a op??o mais segura. Os moldes de liga de alumínio referem-se, normalmente, a moldes rápidos fabricados em liga de alumínio, utilizados principalmente para a valida??o de protótipos, produ??o experimental em pequenas séries e entregas rápidas. Os moldes de a?o referem-se normalmente a moldes fabricados com a?o para moldes de trabalho a quente ou outros a?os de alta resistência, adequados para produ??o a alta press?o, altas temperaturas e produ??o em grande série a longo prazo. Condutividade térmica: a capacidade do material de transmitir calor; a liga de alumínio apresenta elevada condutividade térmica, o que ajuda a reduzir o tempo de arrefecimento e a aumentar o ritmo de produ??o. Fadiga térmica: fenómeno em que o material apresenta fissuras ou deteriora??o das propriedades devido a ciclos repetidos de aquecimento e arrefecimento, constituindo um importante fator limitante da vida útil do molde.
| dimens?o (matemática) | Moldes de liga de alumínio | Moldes de a?o |
|---|---|---|
| Características do material | Leve, com rápida condu??o térmica e fácil de trabalhar | Elevada resistência, elevada resistência ao desgaste e longa vida útil |
| prazo de entrega | Geralmente cerca de 2 a 4 semanas | Geralmente dura cerca de 4 a 8 semanas ou mais |
| Lote aplicável | Protótipos, pequenas séries, produ??o experimental | Produ??o em média e grande escala, a longo prazo |
| Dificuldade de modifica??o | Relativamente mais fácil de alterar | As altera??es têm um custo mais elevado |
| utiliza??o típica | Testes de moldagem por inje??o, fundi??o de baixa press?o, prototipagem rápida | Produ??o em série por fundi??o sob press?o, moldagem a alta press?o, produ??o estável a longo prazo |

De que elementos estruturais s?o compostos os moldes de liga de alumínio? Qual é o seu princípio de funcionamento?
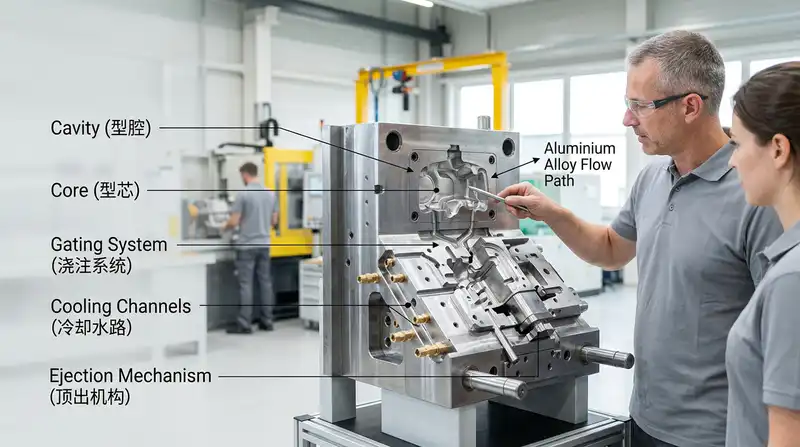
Os moldes de liga de alumínio s?o normalmente compostos por cavidades, núcleos, sistema de inje??o, circuitos de arrefecimento e mecanismo de eje??o; o princípio de funcionamento consiste em injetar metal líquido ou material fundido nas cavidades, arrefecer-lo rapidamente e solidificá-lo com a ajuda do sistema de arrefecimento, para depois concluir a desmoldagem através do mecanismo de eje??o. Devido à elevada condutividade térmica do alumínio, o molde consegue dissipar o calor mais rapidamente, reduzindo assim o ciclo de moldagem por unidade.
Qual é a fun??o de cada uma das cinco estruturas?
- Cavidade: área fundamental que determina a forma e a precis?o da superfície das pe?as, influenciando diretamente as dimens?es e o aspeto do produto final.
- Núcleo: Forma cavidades internas, espa?os vazios ou estruturas com rebaixos, que se encaixam na cavidade do molde para permitir o fecho do molde.
- Sistema de inje??o: Inclui a entrada de material, o canal de alimenta??o e o ponto de inje??o, que servem para controlar o percurso e a velocidade com que o material entra na cavidade.
- Circuito de água de arrefecimento: é responsável por dissipar o calor, ajudando a controlar as diferen?as de temperatura, a reduzir o tempo de arrefecimento e a estabilizar a qualidade do molde.
- Mecanismo de expuls?o: Empurrar o produto para fora da cavidade do molde através de componentes como pinos de expuls?o e placas de expuls?o, evitando que fique colado ao molde.
Quais s?o as diferen?as entre os processos de enchimento na fundi??o por baixa press?o, por gravidade e por alta press?o?
A diferen?a entre os três processos reside principalmente na for?a motriz com que o metal fundido entra na cavidade do molde. A fundi??o por baixa press?o recorre à press?o atmosférica para empurrar lentamente o metal fundido, sendo adequada para pe?as que exigem maior densidade e menos poros; A fundi??o por gravidade depende principalmente da gravidade para o enchimento natural do molde, tem um custo mais baixo e é adequada para produtos com estrutura simples e espessura de parede relativamente uniforme; a fundi??o de alta press?o, por sua vez, enche a cavidade com uma press?o de enchimento mais elevada e a uma velocidade mais rápida, sendo adequada para pe?as complexas de parede fina. Embora os processos sejam diferentes, todos dependem de um controlo estável da temperatura do molde e de um projeto de arrefecimento adequado.
A temperatura do alumínio fundido situa-se normalmente entre os 650 e os 700 ℃; o pré-aquecimento do molde até cerca de 200 ℃ contribui para reduzir a forma??o de zonas frias e os defeitos de enchimento; quanto mais estável for a flutua??o da temperatura do molde, melhor será, normalmente, a estabilidade dimensional das pe?as. Tanto os estudos publicados como a documenta??o técnica salientam que a distribui??o da temperatura do molde, a localiza??o dos canais de arrefecimento e o momento da expuls?o s?o fatores-chave que determinam a estabilidade dos moldes para ligas de alumínio.
Como escolher as ligas de alumínio 7075, 6061 e 2A12 para aplica??es em moldes?
Na escolha de materiais de liga de alumínio para moldes, dá-se normalmente prioridade a designa??es como 6061-T6, 7075-T6 e 2A12, sendo que o 6061-T6 é mais adequado para protótipos e pequenas séries, o 7075-T6 é mais adequado para cavidades sujeitas a cargas mecanicas mais elevadas, enquanto o 2A12 é mais frequentemente utilizado em estruturas de suporte ou bases de moldes. O princípio fundamental na sele??o de materiais n?o é “quanto mais resistente, melhor”, mas sim alcan?ar um equilíbrio entre resistência, usinabilidade e custo.
| notas | Dureza Brinell | resistência à tra??o | utiliza??o típica |
|---|---|---|---|
| 6061-T6 | Cerca de 95 HB | cerca de 45 000 psi[3] | Testes de moldes, protótipos em pequenas quantidades |
| 7075-T6 | Cerca de 150 HB | Cerca de 83 000 psi[4] | Cavidades sujeitas a cargas elevadas, zonas submetidas a press?o |
| 2A12 | Cerca de 105 HB | Cerca de 62 000 psi[5] | Estruturas de cofragem, suportes estruturais |
A 2A12 pertence à família das ligas de alumínio-cobre e apresenta boas propriedades mecanicas; no entanto, a sua condutividade térmica, resistência à fadiga térmica e capacidade de suportar diretamente ciclos de altas temperaturas s?o, geralmente, inferiores às das ligas mais adequadas para moldes de produ??o rápida, pelo que é mais indicada para a fabrica??o de estruturas de suporte, pe?as de refor?o ou estruturas de transi??o. Uma prática comum na engenharia consiste em: realizar primeiro a valida??o da estrutura com a liga 6061 e, posteriormente, consoante o volume de produ??o e as condi??es de solicita??o, mudar para a liga 7075, de modo a conciliar a eficiência do desenvolvimento com a vida útil.

Quais s?o os modos de falha mais comuns nos moldes de liga de alumínio? Como prevenir fissuras térmicas, desgaste e deforma??o?
Os modos de falha mais comuns nos moldes de liga de alumínio incluem fissuras térmicas, desgaste superficial e deforma??o da cavidade, sendo as fissuras térmicas as mais típicas, geralmente associadas à concentra??o de tens?es térmicas causadas por ciclos térmicos repetidos. Desde que se otimize simultaneamente os quatro aspetos — conce??o dos arredondamentos, disposi??o do arrefecimento, escolha dos materiais e processo de tratamento térmico —, é possível prolongar significativamente o tempo de funcionamento estável do molde.
?? Erros comuns: Interpretar erroneamente “moldes de liga de alumínio” como “moldes de a?o para fundi??o sob press?o feitos de alumínio”. Na realidade, as pe?as de alumínio fundido por inje??o (por exemplo, ADC12, A380) utilizam normalmente a?os para moldes de trabalho a quente, como o H13 ou o 8407, para suportar o impacto do alumínio fundido a cerca de 660 °C; já que os moldes de liga de alumínio se referem, na maioria das vezes, a moldes de alumínio utilizados para prototipagem rápida ou produ??o em pequenas séries.
- fissura térmica: As varia??es repetidas de temperatura podem provocar fissuras na superfície, sendo que os cantos agudos s?o os primeiros a rachar. Na prática, costuma-se projetar o raio do canto interno com mais de 2 mm e reduzir a diferen?a de temperatura através de percursos de arrefecimento mais adequados.
- Desgaste superficial: A eros?o prolongada da superfície da cavidade causada pelo fluxo a alta velocidade de metal fundido ou de material fundido pode provocar um aumento gradual das dimens?es. As medidas mais comuns incluem a anodiza??o dura, o revestimento da superfície e a redu??o adequada da velocidade do fluxo.
- Deforma??o da cavidade: A rigidez e a resistência a altas temperaturas da liga de alumínio s?o inferiores às do a?o, podendo ocorrer deforma??es permanentes após uma press?o prolongada; por isso, é necessário refor?ar as zonas sujeitas a esfor?os na fase de conce??o e realizar análises de conforma??o.
A qualidade do processamento também influencia a velocidade de falha. Dados públicos sobre o processamento indicam que, através da aplica??o de tratamentos térmicos de elimina??o de tens?es repetidos e de um processamento CNC de alta precis?o, é possível controlar o erro global da cavidade entre 0,01 e 0,02 mm[7] nível e reduzir as tens?es residuais, diminuindo assim o risco de fissuras térmicas precoces e de varia??es dimensionais.

Em que aplica??es s?o adequados os moldes de liga de alumínio? Como escolher entre fundi??o por inje??o e extrus?o?
Os moldes em liga de alumínio s?o mais adequados para projetos de lotes pequenos e médios, com prazos de entrega apertados, estruturas complexas, mas com baixos volumes de produ??o, sendo comuns em testes de moldagem por inje??o, fundi??o a baixa press?o, fundi??o por gravidade e testes de extrus?o de perfis de alumínio. O seu intervalo económico situa-se normalmente entre 5 000 e 10 000 pe?as; quando se ultrapassa este intervalo, os moldes de a?o apresentam frequentemente uma vantagem em termos de custo de amortiza??o por pe?a.
A fundi??o sob baixa press?o e a fundi??o por gravidade s?o adequadas para que tipos de produtos, respetivamente?
A fundi??o sob baixa press?o é mais adequada para pe?as que exigem uma elevada densidade interna e cuja espessura das paredes varia pouco, como, por exemplo, carca?as de motores de veículos elétricos, subestruturas e carca?as de carregadores de bordo; por seu lado, a fundi??o por gravidade é mais adequada para produtos como suportes ou caixas, cuja estrutura é relativamente simples, com volumes de produ??o moderados e onde o custo é um fator determinante. à medida que a procura por componentes para veículos elétricos continua a crescer em 2026, a aplica??o da fundi??o por baixa press?o e da fundi??o por gravidade no setor das caixas para veículos continua a expandir-se.
Em que situa??es é necessário recorrer a moldes de a?o?
Quando a produ??o anual ultrapassar as 50 000 pe?as, ou quando as pe?as tiverem de suportar press?es de fundi??o por inje??o mais elevadas, ciclos prolongados de altas temperaturas e impactos mais frequentes na cavidade do molde, deve-se avaliar cuidadosamente a op??o de utilizar moldes de a?o. No caso de ligas de alumínio comuns para fundi??o sob press?o, como o ADC12 e o A380, se o objetivo for uma produ??o em série estável e uma vida útil mais longa, os a?os para moldes de trabalho a quente, como o H13 e o 8407, s?o normalmente mais adequados.
Qual é mais económico em termos de custo ao longo de todo o ciclo de vida: os moldes de liga de alumínio ou os moldes de a?o?
O fator essencial para avaliar o custo ao longo de todo o ciclo de vida é o volume de produ??o e o número de altera??es: no caso de projetos com pequenos lotes, ciclos curtos e altera??es frequentes, os moldes de liga de alumínio costumam ser mais económicos; no caso de produ??o em série estável a longo prazo, os moldes de a?o permitem repartir mais facilmente o elevado custo inicial de fabrico por unidade. Dados técnicos divulgados na feira de 2024 revelam que as solu??es com moldes de alumínio de alta condutividade térmica podem reduzir os custos de fabrico em cerca de 10% a cerca de 20% e encurtar o ciclo de fundi??o sob press?o em cerca de 15% a cerca de 25%.
| dimens?o (matemática) | Moldes de liga de alumínio | Moldes de a?o |
|---|---|---|
| Custos de moldagem | Normalmente é mais baixo e permite uma maior flexibilidade de altera??es | Normalmente é mais elevado, e os custos de modifica??o s?o mais elevados |
| prazo de entrega | Cerca de 2 a 4 semanas | Cerca de 4 a 8 semanas ou mais |
| Desempenho em termos de vida útil | Mais adequado para pequenas quantidades e testes de moldes | Mais adequado para alta press?o e produ??o em série a longo prazo |
| Custo unitário | As pequenas quantidades apresentam mais vantagens | As grandes quantidades oferecem mais vantagens |
Se a produ??o anual do seu projeto for inferior a 10 000 unidades e ainda se encontrar na fase de itera??o do projeto, os moldes de liga de alumínio s?o normalmente mais económicos; se a produ??o continuar a aumentar e houver requisitos mais exigentes em termos de uniformidade dimensional, os moldes de a?o s?o mais adequados para tarefas de produ??o a longo prazo. No caso de projetos que exijam altera??es frequentes, a eficiência de processamento e a facilidade de repara??o dos moldes de alumínio reduzem significativamente os custos associados à tentativa e erro.
Perguntas frequentes sobre moldes de liga de alumínio
As perguntas mais frequentes dos engenheiros e dos responsáveis pelas compras s?o, normalmente: “Quantos ciclos de moldagem é possível realizar?”, “é possível reparar em caso de avaria?”, “Qual é o prazo de entrega?” e “Pode ser utilizado em componentes para energias renováveis?”. As respostas a estas perguntas dependem de três indicadores: volume de produ??o, processo de fabrico e materiais, e n?o devem basear-se apenas no pre?o.
Quantos ciclos de moldagem podem ser realizados com um molde de liga de alumínio?
No caso de moldagem por inje??o ou de aplica??es com cargas ligeiras, o intervalo de produ??o económico dos moldes de liga de alumínio situa-se normalmente entre 5 000 e 10 000 pe?as; no caso da fundi??o sob press?o, um ambiente de impacto a alta temperatura e alta press?o, a vida útil real será inferior, sendo necessário reavaliá-la em fun??o da complexidade das pe?as, do controlo da temperatura do molde e do desgaste do material. Para além deste intervalo económico, os moldes de a?o apresentam frequentemente uma vantagem em termos de custo unitário.
é possível reparar uma cavidade rachada? Qual é o prazo de entrega?
é possível reparar. No caso dos moldes de liga de alumínio, o desgaste local, as pequenas fissuras e as falhas nos cantos e bordas podem normalmente ser reparados através de soldadura, polimento e retrabalho local; devido à boa usinabilidade do alumínio, o prazo de entrega de protótipos ou moldes de teste é normalmente de cerca de 2 a 4 semanas, enquanto os moldes de a?o requerem, em geral, mais tempo. Para projetos que exigem uma valida??o rápida das solu??es, esta diferen?a de tempo é fundamental.
Os moldes de liga de alumínio s?o adequados para componentes de energias renováveis?
é adequado, especialmente para caixas de carregamento a bordo, caixas de controlo, suportes estruturais e algumas pe?as relacionadas com a gest?o térmica em veículos elétricos. Com o aumento contínuo da produ??o de modelos de veículos elétricos em 2026, a procura por moldes de produ??o rápida e valida??o de leveza para componentes como OBC, DCDC e PDU continua a crescer; por isso, os moldes em liga de alumínio revelam-se muito valiosos na fase de produ??o experimental.
Resumo e recomenda??es para a escolha do modelo
Ao escolher moldes de liga de alumínio, o mais importante é determinar primeiro em que fase se encontra o projeto: se se tratar de valida??o de protótipos, produ??o experimental em pequenas séries ou se for necessária uma rápida adapta??o do modelo, os moldes de liga de alumínio s?o normalmente mais adequados; se se tratar de produ??o em série a alta press?o e a longo prazo, deve dar-se prioridade aos moldes de a?o. A designa??o do material, os modos de falha e a dimens?o da série determinam em conjunto a escolha final, n?o devendo considerar-se apenas o custo individual.
Como se define o projeto do molde para diferentes lotes e estruturas?
Se o lote for inferior a 5 000 pe?as e a estrutura for complexa ou ainda se encontrar numa fase de revis?es repetidas, deve dar-se prioridade aos moldes de liga de alumínio; se a produ??o ultrapassar as 10 000 pe?as e se pretender uma vida útil mais longa, os moldes de a?o s?o normalmente mais económicos. No que diz respeito a pe?as moldadas de precis?o, recomenda-se que o erro global da cavidade seja mantido entre 0,01 e 0,02 mm.[10] Nível, que normalmente requer a combina??o de processos de acabamento por CNC e de moldagem por eletroeros?o.
- Fabrica??o de protótipos: 6061-T6, que se destaca pelo baixo custo e pela rapidez de processamento
- Pequenos lotes e carga elevada: 7075-T6, com destaque para a dureza e a capacidade de carga
- Produ??o em grande escala: Moldes de a?o, com ênfase na vida útil e na amortiza??o por unidade
Quando se deve recorrer a uma fábrica especializada em moldes de fundi??o para uma avalia??o?
Se o projeto envolver componentes para energias renováveis, fundi??o de baixa press?o, fundi??o por gravidade ou cavidades de elevada complexidade, recomenda-se que se recorra a uma empresa especializada em moldes o mais cedo possível, antes do início da produ??o dos moldes. Uma avalia??o especializada abrange normalmente a análise da estrutura do molde, a análise da moldagem do produto, a disposi??o dos canais de arrefecimento e a conce??o do sistema de ejetores; estes fatores têm um impacto direto na frequência de retifica??es posteriores, na taxa de rendimento e no custo total.























