
Руководство по поиску поставщиков алюминиевого литья в Китае (с оценкой качества и контрольным списком для избежания ям)
Дата публикации:2026-05-27 Категория:общественная информация Просмотры:1876
Резюме:
Ищете надежный литейный завод? Это подробное руководство по поиску поставщиков алюминиевого литья в Китае предоставляет вам подробное объяснение всего процесса, начиная с квалификационного аудита, оценки процесса и заканчивая расчетом стоимости. В сочетании с многолетним производственным опытом компания Ningbo Hexin поможет вам избежать распространенных "подводных камней" литейного производства и быстро отсеять качественные фабрики-источники с реальной точной обработкой и строгим контролем качества. Ознакомьтесь с полезным контрольным списком для оценки поставщиков.
Каталог статей[Скрыто]
- Система принятия ключевых решений для поиска поставщиков алюминиевого литья в Китае
- Панорама литейной промышленности Китая и распределение отраслевых кластеров
- Сравнение основных процессов литья алюминия и руководство по выбору
- Инженерные различия между литьем под низким давлением и гравитационным литьем
- Технология комплексного литья под давлением в Китае
- Выбор марки алюминиевого сплава и подбор свойств материала
- Квалификация и контрольный список полевых проверок для квалифицированных поставщиков
- Система контроля качества для всего процесса от плавки до готовой продукции
- Влияние собственных возможностей обработки на станках с ЧПУ на стоимость закупок и сроки выполнения заказа
- Раскрыта истинная структура затрат китайских поставщиков алюминиевого литья
На Китай приходится около 55% мировых мощностей по литью алюминия (по данным Statista Aluminium Industry Report), но менее 20% заводов в этой цепочке поставок могут реально обеспечить Cpk≥1,33 последовательно. Это руководство по поиску поставщиков алюминиевого литья в Китае отсортировало весь путь принятия решений от выбора процесса, аудита квалификации до разбора затрат, что может помочь вам отсеять рискованных поставщиков 70% перед запросом котировок. Это руководство по поиску поставщиков алюминиевого литья поможет вам отсеять рискованных поставщиков 70%, прежде чем запрашивать котировки, и даст вам контрольный список инспекции завода и красную линию качества, которую вы можете реализовать.
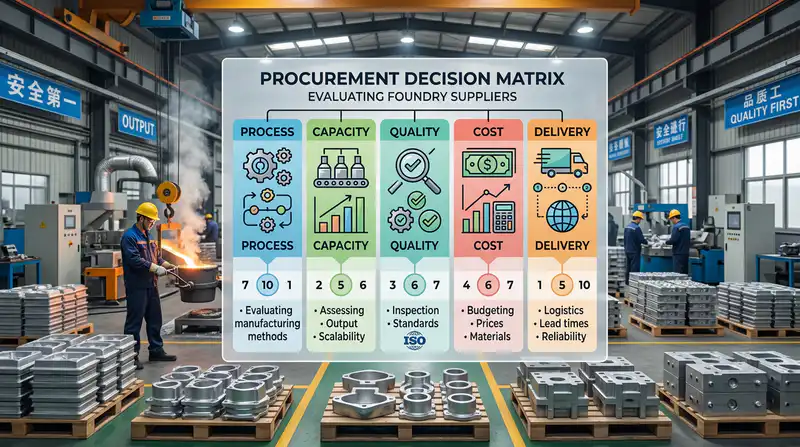
Система принятия ключевых решений для поиска поставщиков алюминиевого литья в Китае
Заключение одним предложением:Закупка китайских поставщиков алюминиевого литья, не может просто смотреть на цитату, но использовать "степень соответствия процесса - масштаб мощности - система качества - структура затрат - способность доставки" пятимерной модели в то же время оценки, любой одномерный менее 70 баллов должны быть устранены. Основная идея этого Китай алюминиевого литья поставщик руководство по закупкам: выбрать неправильный процесс является более фатальным, чем выбрать неправильный завод, и выбрать неправильный завод сделает весь проект, чтобы заплатить больше 20%-35% скрытые расходы.
Почему в сфере глобальных закупок внимание по-прежнему сосредоточено на Китае? Ответ не сводится к простому "дешевизне". Согласно данным Statista о мировом производстве первичного алюминия, в 2023 году объем производства первичного алюминия в Китае составил около 4 100萬噸, что превышает 58% от общемирового объема. Это означает, что вся производственная цепочка — от сырья, инструментальной стали и режущего инструмента до печей для термообработки — замыкается внутри страны, благодаря чему сроки поставки на 4–6 недель короче, чем в Юго-Восточной Азии, и более чем на 8 недель — чем в Мексике.
Пятимерная система принятия решений: количественные пороговые значения для каждого измерения
| измерение (матем.) | Основные пункты экзамена | порог приемлемости |
|---|---|---|
| Согласование процессов | Низкое давление/гравитация/высокое давление/песок/выравнивание формы или нет | Годовая стоимость продукции этого процесса ≥ 40% от общей стоимости продукции завода. |
| Масштаб производственных мощностей | Тоннаж плавильной печи, тоннаж литейной машины, количество изделий в год | Ежемесячные производственные мощности, чтобы оставить 30% буфер, чтобы избежать переполненных заказов |
| система качества | iso 9001 / iatf 16949 / as9100 | Срок действия сертификата + записи о надзоре и аудите за последние 3 года |
| структура затрат | Материалы, энергия, труд, амортизация форм в процентах от | Процентное содержание материала 55%-65% является здоровым диапазоном |
| Доставляемость | Коэффициент своевременной поставки OTD, локализация оснастки, опыт таможенного оформления | OTD ≥ 92% за последние 12 месяцев |
В прошлом году я возглавлял группу по проверке поставщиков для проекта по производству конструктивных элементов для автомобилей в Восточном Китае, и после того, как 6 заводов-кандидатов были оценены по пяти вышеуказанным параметрам, их рейтинг оказался полностью противоположным первоначальному рейтингу предложений - завод с самым низким предложением OTD оказался всего лишь 78%, что в конечном итоге привело к продлению PPAP у клиента T1, а убытки составили около 42 000 долларов США. Этот случай позволил нам установить железное правило:Заводы с OTD ниже 90%, даже если они дешевые, не попадают в окончательный пул кандидатов.
Список из 6 требований, которые должны быть зафиксированы до начала закупок
Перед рассылкой RFQ покупателю рекомендуется записать следующие шесть пунктов в "Документ о замораживании требований" на одной странице формата А4 и предоставить его на подпись инженерному отделу и отделу качества. В противном случае последующие изменения выведут стоимость из-под контроля.
- Марки и стандарты алюминиевых сплавовНапример, A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), не пишите просто "алюминиевый сплав".
- Критические допуски размеров и GD&T: Определите классы CT (ISO 8062), обычно CT9-CT11 для песчаного литья, CT6-CT7 для литья под давлением.
- Минимальные требования к механическим свойствамПредел прочности, предел текучести и удлинение в зависимости от состояния термообработки (F / T5 / T6 / T7).
- Уровень внутренних дефектов: Какой уровень пористости/усадки допустим для рентгеновской оценки согласно ASTM E155? Безопасные детали обычно имеют уровень ≤ 2.
- Требования к обработке поверхности и окраскеАнодирование, порошковое покрытие, электрофорез или только пескоструйная обработка? Продолжительность испытания в соляном тумане (480 ч / 720 ч) должна быть определена количественно.
- Годовой спрос и диапазон колебаний: EAU (Estimated Annual Usage) ± 20% сообщается поставщику для облегчения согласования срока службы пресс-формы и планирования производственной линии.
Деталь, которую часто упускают из виду: владение пресс-формой и срок ее службы. Китайские поставщики обычно указывают "срок службы пресс-формы 100 000", но если ваш годовой спрос составляет 150 000 штук, а цикл производства - 5 лет, вы должны включить в контракт "один бесплатный ремонт или пропорциональное возмещение от поставщика после того, как срок службы пресс-формы будет исчерпан", иначе вы получите счет за ремонт пресс-формы в следующем году.
Панорама литейной промышленности Китая и распределение отраслевых кластеров
Прямые выводыОбщий объем производства алюминиевого литья в Китае в 2023 году составит около 10,5 млн тонн, что составит более 42% от общемирового объема производства (источник данных: Foundry-Planet Global Foundry Industry Report). Однако реальные мощности по закупкам сосредоточены в четырех основных отраслевых кластерах: дельта реки Янцзы хороша в точном литье под низким давлением и гравитационном литье, дельта Жемчужной реки сосредоточена на литье бытовой электроники, Бохайский регион обслуживает OEM-производителей тяжелых деталей для автомобилей, а запад быстро растет за счет литья мотоциклов и новых энергетических транспортных средств. Если выбрать неправильный кластер, цикл закупок увеличится в среднем на 15-25 дней, стоимость одной детали возрастет до 8%-12%.
Размер отрасли и данные об экспорте: больше, чем просто "большой
По данным Китайской ассоциации литейщиков (CFA), объем экспорта литья из алюминиевых сплавов в Китае составил около 17,8 млрд долларов США, увеличившись на 6,3% по сравнению с прошлым годом. Однако структура экспорта резко меняется - экспорт традиционных деталей для литья в песок снизился на 4%, в то время как экспорт деталей для литья под высоким давлением, связанных с новыми энергетическими транспортными средствами (HPDC), вырос на 22%. HPDC) вырос более чем на 22%.
Что это значит? Если вы покупаете новые энергетические три силовые системы оболочки, лотки батареи, интегрированные части структуры тела, переговорная сила поставщика быстро растет; напротив, общий механический кронштейн класса литья песка является рынком покупателя, переговорное пространство по-прежнему не менее 10%.
Отличительные преимущества четырех промышленных кластеров
За последние три года наша команда посетила более 40 алюминиевых литейных заводов, охватив все основные кластеры. Ниже представлен портрет кластера, основанный на реальных данных по проекту:
| промышленный кластер | представительный город | Сильные стороны ремесла | Типичный нисходящий поток | Уровень индивидуальных котировок | Минимальное количество заказа (MOQ) |
|---|---|---|---|---|---|
| Дельта реки Янцзы | Нинбо, Сучжоу, Тайчжоу | Литье под низким давлением, гравитационное литье, точное литье под давлением | Автомобильные детали, медицинское оборудование, промышленная арматура | Средне-высокий (эталон +5%) | 500-1000 штук |
| Дельта Жемчужной реки | Фошань, Дунгуань, Чжуншань | Литье под высоким давлением, тонкостенные детали, обработка поверхности | Потребительская электроника, светодиодное охлаждение, бытовая техника | Средний (базовый уровень) | От 2000 штук |
| Бохайский экономический круг (экономический регион, включающий Пекин, Тяньцзинь, Хэбэй, Ляонин и Шаньдун) | Тяньцзинь, Циндао, Таншань | Большое литье песка, тяжелая обязанность гравитационного литья | Коммерческие автомобили, строительная техника, ветроэнергетика | Средний-низкий (Baseline-3%) | 200 штук |
| западная часть | Чунцин, Чэнду, Сиань | Мотоцикл литья под давлением, интегрированные литья под давлением | Двухколесные транспортные средства, новые энергетические транспортные средства, авиация | Низкий (базовый уровень - 8%) | 1000 штук |
Логика принятия решений в реальном мире для выбора кластера
В прошлом году я помогал немецкому заказчику промышленных насосов провести миграцию цепочки поставок - сначала они настаивали на поиске поставщиков в Фошане, потому что слышали, что "в дельте Жемчужной реки самые низкие цены". Я отклонил это предложение после проверки: дельта Жемчужной реки хороша для литья под давлением бытовой электроники с толщиной стенки 1,5-3 мм, в то время как им нужен корпус насоса из латуни толщиной стенки 8 мм и весом 8 кг, отлитый из песка, вместо алюминиевых деталей. В конце концов, мы приземлились в Юйяо, Нинбо, первый кусок квалифицированной ставки от предыдущего образца 62% до 94%, годовая стоимость закупки вместо снижения 11%.
Правило: Пусть вас не вводит в заблуждение ярлык "кластер с низкими ценами". Соответствие процессов лучше определяет истинную совокупную стоимость владения (TCO), чем географическая разница в ценах.
Это основополагающая логика этого Китай алюминиевого литья поставщик сорсинг руководство неоднократно подчеркивается - тип продукта → процесс → кластер, этот порядок не может быть отменен. Конкретный путь суждения:
- Конструктивные детали автомобилей, детали шасси: Приоритет дельты реки Янцзы (кластер низконапорного литья в Нинбо) или Бохайского кольца (Тяньцзинь, Чанчунь - круг поддержки автомобилестроения)
- Электронные радиаторы, корпуса для оборудования 5G: Непосредственно ориентирован на дельту Жемчужной реки (Дунгуань Чанган, Фошань Наньхай).
- Крупные механические детали, ступицы ветряных турбинНаиболее экономически эффективными являются заводы по литью песка в Бохайском регионе (Циндао, Таншань).
- Новая энергетика интегрированного литья под давлением (6000T+): Новый район Чунцин Лянцзян и Новый район Нинбо Цяньвань - единственные две зрелые базы в настоящее время.
- Запчасти для мотоциклов/двухколесных электромобилей, требующие больших затрат: кластеры Чунцин Цзюлунпо и Цзянцзинь
Что касается механизма влияния волатильности мировых цен на алюминий на предложения кластеров, то рекомендуется одновременно обращать внимание на динамику цен на алюминий на Лондонской бирже металлов - цикл корректировки предложений для китайских литейных заводов обычно отстает от LME примерно на 7-10 дней, что дает покупателям небольшое, но практичное окно для торга.
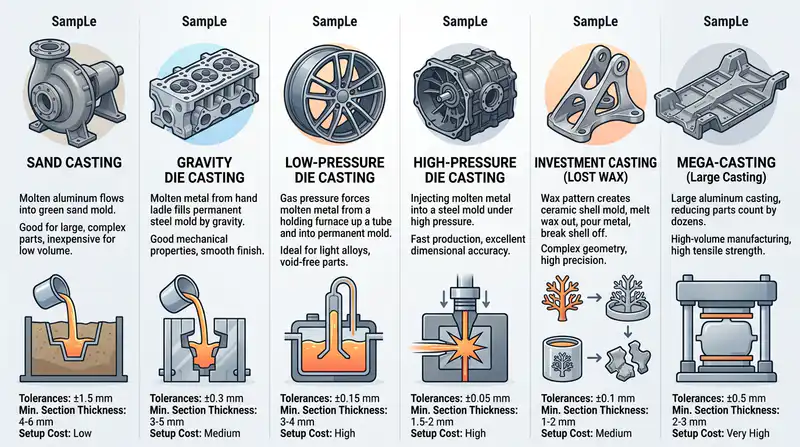
Сравнение основных процессов литья алюминия и руководство по выбору
Прямые выводы: У шести основных процессов литья алюминия нет абсолютных преимуществ или недостатков, есть только степень соответствия. Литье в песчаные формы подходит для крупных деталей от одной штуки до тысячи; гравитационное литье и литье под низким давлением являются основой для конструкционных деталей среднего объема; литье под высоким давлением управляет миллионами потребительских товаров и кузовных деталей; литье по выплавляемым моделям специализируется на сложных тонкостенных высокоточных деталях; а интегрированное литье (Mega Casting) подходит только для предприятий по производству новых энергетических автомобилей с годовой производственной мощностью более 100 000 единиц. При выборе неправильного процесса стоимость одной детали может удвоиться в 2-3 раза, что является самым недооцененным звеном в руководстве по поиску поставщиков алюминиевого литья в Китае.
Сравнительная матрица шести основных параметров процесса
| декоративно-прикладное искусство | Точность размеров (CT) | Шероховатость поверхности Ra | Минимальная толщина стенки | Экономический объем (шт./год) | Типовой индекс стоимости единицы продукции | Вход в форму |
|---|---|---|---|---|---|---|
| песчаное литьё | CT10-CT12 | 12,5-25 мкм | 4-5 мм | 1–5,000 | 1,0 (базовый уровень) | ¥5k-50k |
| Гравитационное литье (тип металла) | CT8-CT10 | 6,3-12,5 мкм | 3 мм | 2,000–50,000 | 0.8 | ¥30k-200k |
| литье под низким давлением | CT7-CT9 | 3,2-6,3 мкм | 2,5 мм | 5,000–100,000 | 0.9 | ¥80k-400k |
| Литье под высоким давлением | CT6-CT8 | 1,6-3,2 мкм | 1,0 мм | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| литьё по выплавляемым моделям | CT4-CT6 | 1,6-3,2 мкм | 0,8 мм | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Интегрированное литье под давлением | CT7-CT9 | 3,2 мкм | 2,5 мм | 100,000+ | 0,4 (после расширения масштаба) | ¥80M-150M |
Примечание: Индекс стоимости основан на одинаковом весе частей песка 1,0, а данные взяты из отраслевой статистики Foundry-Planet и среднего значения наших полевых котировок для 17 заводов в дельте реки Янцзы и дельте Жемчужной реки.
Логика согласования процессов для трех реальных сценариев
Сценарий 1: Новый энергетический автомобиль, годовой спрос 80 000 штук.Когда в прошлом году я проводил отборочный анализ для европейского Tier 1, первоначальным решением было гравитационное литье с удельной стоимостью ¥178. После перехода на литье под низким давлением уровень пористости снизился с 1,2% до 0,3%, а уровень рентгеновского брака - с 7% до 1,8%, и хотя инвестиции в оснастку составили дополнительные ¥260 000, стоимость пресс-форм окупилась за 8 месяцев. Основа решения проста:Неравномерная толщина стенок + требования к герметичности + более 50 000 изделий в годНизкое давление - практически единственное решение.
Сценарий 2: Корпус промышленного насоса, годовая потребность 600 штук, вес 45 кг.Эти типы деталей могут съесть весь бюджет проекта в части затрат на оснастку, если они соблазнятся на открытие литейной формы из-за продаж. Правильный выбор - этоЛитье в песок из смолы + термообработка T6Форма ¥18,000, одна деталь ¥620, срок изготовления 2 недели. Литье в песчаные формы незаменимо в этом сегменте партий.
Сценарий 3: Медицинский стент со сложной структурой, содержащий внутреннюю полость, годовой спрос 3 000 штук.Литье по выплавляемым моделям является первым выбором - хотя стоимость одной детали в 2,5 раза выше, чем при литье под давлением, но исключает последующий процесс ЧПУ 70%. Директор цеха, который занимается литьем по выплавляемым моделям уже 20 лет, сказал мне: "Клиенты смотрят на цену за единицу отливки, а я смотрю на расчет стоимости комплексной обработки, а это две разные вещи"."
Три самые легкие выбоины, в которые можно попасть при выборе модели
- Литье под давлением для герметичных деталейОбычное литье под высоким давлением не может быть подвергнуто термообработке до T6 из-за серьезных воздушных валов, поэтому необходимо заказывать детали, устойчивые к давлению, например, корпуса редукторов.вакуумное литьё под давлением或Вакуумный процессВ стране насчитывается менее 200 заводов со стабильными возможностями вакуумного литья под давлением.
- Пренебрежение уклоном при формовке и поверхностью раздела: Плохо спроектированные поверхности разъема на деталях, изготовленных методом литья в песчаную форму, могут привести к 3-5-кратному увеличению количества человеко-часов на очистку от фреттинга, что напрямую отразится на вашей договорной цене.
- Запрос котировок на основе чертежей, а не на основе процессаОдин и тот же чертеж отправляется на завод по литью в песчаные формы и на завод по литью под давлением, и разница между котировками может составлять до 300%, но выход и стоимость обработки совершенно разные. Зрелый покупатель заблокирует процесс, прежде чем запросить котировку.
В следующем разделе мы разберем шесть ключевых различий между литьем под низким давлением и гравитационным литьем с точки зрения инженерных решений, а также технические детали, на которые не обращают внимания в большинстве предложений по закупкам, но которые могут сделать или разрушить проект.
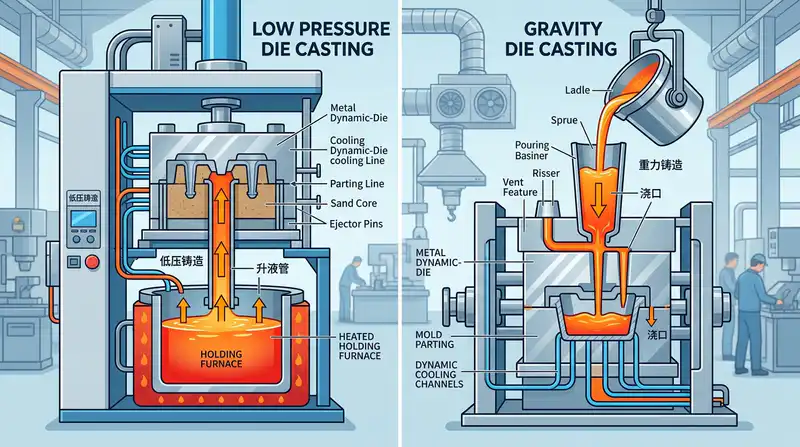
Инженерные различия между литьем под низким давлением и гравитационным литьем
Прямые выводыЛитье под низким давлением (LPDC) и гравитационное литье (GDC), казалось бы, относятся к процессу типа "форма + жидкий алюминий", но существуют огромные различия в пористости, механических свойствах и стоимости единицы продукции. Плотность литья под низким давлением до 99,2% или более, удлинение, как правило, 8%-12%, подходит для подшипников вибрации и давления уплотнения новых энергетических транспортных средств оболочки двигателя, лоток батареи; гравитационного литья стоимость за штуку, чем низкого давления низкого 15%-25%, но пористость, как правило, в 1%-3%, больше подходит для традиционных головки блока цилиндров двигателя, коробки передач оболочки, такие как зрелые проверки, требования к удлинению 4%-7% может быть частей. Это руководство по поиску поставщиков алюминиевого литья в Китае напоминает вам, что если вы неправильно выберете один из этих двух процессов, уровень брака может резко возрасти с 2% до 12%.
Пятимерная таблица сравнения дисперсий
| измерение (матем.) | Литье под низким давлением LPDC | Гравитационное литье GDC |
|---|---|---|
| Структура пресс-формы | Закрытый тип, нижняя подъемная труба + канал поддержания давления, высокая стоимость пресс-формы 30%-50% | Открытый тип, верхняя или боковая задвижка для впрыска, простая конструкция пресс-формы |
| Способ зарядки | Давление сухого воздуха 0,02-0,06 МПа, плавное наполнение без турбулентности. | Свободное падение под действием силы тяжести, неконтролируемая скорость наполнения |
| пористость | <0,8%, поддается термообработке до состояния T6 | 1%-3%, термообработанный для облегчения образования пузырей |
| Прочность на разрыв (A356-T6) | 280-310 МПа, удлинение 8%-12% | 240-270 МПа, удлинение 4%-7% |
| Стоимость единицы продукции (тот же тип изделия) | Бенчмарк 100 | 75–85 |
Почему корпуса двигателей почти всегда изготавливаются из низковольтных материалов
Корпус двигателя нового энергетического автомобиля должен выдерживать давление уплотнения более 1,5 МПа во внутреннем канале охлаждающего масла, а любые микропоры диаметром более 0,3 мм будут признаны некачественными при испытании на утечку гелия. Литье под низким давлением основано на использовании жидкостной подъемной трубы для "подъема" алюминиевой жидкости со дна печи в полость формы, причем уровень жидкости может подниматься с точно контролируемой скоростью 30-80 мм/с, что позволяет избежать образования вторичной оксидной пленки, характерной для гравитационного литья. В прошлом году, я помог Сучжоу уровня 1 для проверки проекта оболочки двигателя измеряется: тот же набор ADC12 замены материала, гравитационный процесс гелия проверить пропускную способность только 71%, переключиться на низкое давление и увеличить дно охлаждения водовода, пропускная способность увеличилась до 96,4%, одна часть экономии около 38 юаней переделки расходов.
Почему в традиционных компонентах двигателей до сих пор используется гравитация
Срок службы конструкции и спецификация материалов головки блока цилиндров топливных двигателей были заморожены в 1990-х годах, а сложная водяная рубашка, сформированная гравитационным литьем с песчаным сердечником, была проверена многочисленными DVP за 30 лет, и кривая опыта заводской настройки была очень зрелой. Переход на низкое давление требует не только повторной разработки форм (комплект форм низкого давления для корпусов двигателей в Китае оценивается в 800 000-1,4 млн юаней, что более чем на 400 000 юаней дороже, чем формы для гравитационного литья), но и повторного проведения PPAP и стендовых испытаний, при этом цикл капитального ремонта составляет не менее 9 месяцев. Для топливной платформы, чей годовой объем производства уже снижается, такая рентабельность инвестиций неэффективна.
Практические советы по закупкам
- Посмотрите на параметр времени удержанияКривая давления выдержки отливок под низким давлением (повышение давления жидкости-заполнение-выполнение давления выдержки) является основой процесса, поставщик должен предоставить экспорт данных ПЛК, время выдержки под давлением менее 90 секунд для средних и крупных отливок, чтобы быть бдительным усадки.
- Проверка срока службы подъемных трубСрок службы керамических подъемных трубок составляет 8 000-12 000 циклов, в то время как срок службы дешевых графитовых трубок составляет всего 3 000 циклов, что напрямую влияет на стабильность отливки.
- Гравитационные установки должны с осторожностью переходить на низкое давление: Многие китайские малые и средние предприятия заявляют о применении "двойной технологии", однако коэффициент использования оборудования низкого давления у них не превышает 40%, а стабильность технологического процесса вызывает опасения. Согласно стандартам индекса технологической способности, опубликованным Североамериканской ассоциацией литья под давлением (NADCA), показатель Cpk ≥ 1,33 считается приемлемым.
- Для сравнения затрат не ограничивайтесь единичными ценами.: Если вы колеблетесь между Китаем и зарубежными мощностями, начните с чтения книги Полный анализ сравнения затрат на литье алюминия в Китае и ИндииВ этом разделе рассматривается влияние амортизации пресс-форм низкого давления на общую стоимость.
Суть выбора технологического процесса заключается в согласовании "механических требований к изделию - размера партии - зрелости валидации" с границами возможностей процесса. Если ваш годовой спрос превышает 50 000 изделий, требования к удлинению ≥ 8% и испытания на герметичность, литье под низким давлением является практически единственным экономичным решением; и наоборот, гравитационное литье по-прежнему остается наиболее экономически эффективным. Не поддавайтесь на риторику поставщиков "мы можем сделать все" - между тем, что вы можете сделать, и тем, что вы можете сделать хорошо, существует как минимум трехлетняя кривая доходности.
Технология комплексного литья под давлением в Китае
Прямые выводы: По состоянию на конец 2024 года, Китай приземлился или находится в стадии строительства более 90 мега литья под давлением машины выше 6000 тонн, из которых около 25 9000 тонн и выше, что делает его наиболее концентрированный рынок в мире для интегрированного литья под давлением (Mega Casting) производственных мощностей. Но для более 90% малых и средних покупателей, этот технологический маршрут не нужно следовать вверх - Mega Casting экономической точки безубыточности в годовом объеме производства около 80,000-100,000 штук, ниже этого количества проект с традиционной литья под высоким давлением + сварки программы вместо одного куска стоимость ниже! 15%-25%.
Сверхбольшая машина для литья под давлением карты Китая
Ядром этой гонки вооружений Mega Casting являются поставщики машин для литья под давлением.LK TechnologyОна занимает около 75% мирового рынка свыше 6 000 тонн, а ее 9 000-тонная модель поставляется оптом на завод Tesla в Шанхае, завод Xiaopeng в Чжаоцине и завод Gaohe в Яньчэне;ИдзумиЗа ней последовала модель LEAP 9000T с двухслойной структурой, заказчиками которой стали такие компании, как BAE и FAW Casting. Bühler и IDRA также реализуют единичные проекты в Китае, но сроки поставки затягиваются, а цена на 30% выше.
Несколько показательных случаев самых быстрых посадок:
- Завод Tesla в Шанхае: Интегрированное литье задней части кузова модели Y объединяет более 70 деталей в 1-2 части, что позволяет снизить вес кузова примерно на 10%, а производственные затраты - примерно на 40%.
- Azalea Hefei F2 Factory: Задний пол ET5 изготавливается на 12 000-тонной машине для литья под давлением, вес одной детали составляет около 80 кг, а время обработки - около 90 секунд.
- Сяопэн, Идеал, Церера: Все они вошли в стадию массового производства мощностью 9 000 тонн, в основном в дельте реки Янцзы и дельте Жемчужной реки.
- Вэнькан, Гуандун Хонгту, Топ ГруппТри крупнейших литейных завода Mega Casting в Китае первого уровня в настоящее время получают заказы.
Реальное влияние мегалитья на традиционные цепочки поставок
Разрушительный характер этой технологии сильно преувеличен. Общие инвестиции в литейный остров весом 6 000 тонн составляют 150-300 миллионов юаней (включая корпус, форму, печь, обрезной пресс, линию рентгеновского контроля), стоимость одного комплекта форм - 6-15 миллионов юаней, а выход продукции возрастает с 40% на этапе пробного производства до 85% в массовом производстве, а стабильность обычно занимает 9-14 месяцев. -14 месяцев. В 2023 году наша команда помогла новой автомобильной компании провести аудит поставщиков и обнаружила, что выход Q3 головного Tier1 на 9000-тонной модели составляет всего 68%, а стоимость одной доли пресс-формы достигает $220, что почти вдвое выше первоначального предложения.
Это означает, что потрясения в основном сосредоточены вКонструкции кузова пассажирских автомобилей, работающих на новых источниках энергииЭтот сегмент рынка практически не влияет на следующие области:
| нишевый рынок | Уровень воздействия мега-кастинга | обоснование |
|---|---|---|
| Отливки для коммерческого транспорта/строительной техники | практически ноль | Небольшой объем, простая конструкция, гравитационный/песочный тип более экономичен |
| Корпус двигателя, поддон для аккумулятора | 低 | Литье под низким давлением по-прежнему превосходит по герметичности и удлинению |
| Структурные компоненты бытовой электроники | не иметь | Малые размеры, полностью покрываемые традиционным литьем под давлением |
| Новое энергетическое напольное покрытие, интегрированное в тело | 高 | Предпочтительное решение для производителя комплектующих |
Стоит ли малым и средним покупателям следовать этому примеру?
Мой совет прост:Mega Casting не требуется для проектов с годовым объемом закупок менее 50 000 штук и весом единицы продукции менее 15 кг.. На самом деле необходимо оценить два производных вопроса:
- Сплавы, не требующие термической обработки (например, Silafont-36, Mercalloy 368, отечественный Ulan AlsiMgMn)Возможность поставки - революция в материаловедении, вызванная Mega Casting, - имеет такое же значение для снижения затрат, как и обычное литье под давлением, позволяя сэкономить около 8%-12% за счет отказа от термообработки T7.
- Возможность вакуумного литья под давлением-Вакуум в полости ниже 50 мбар - это пороговое значение для производства свариваемых и термообрабатываемых конструкционных деталей. Многие средние поставщики утверждают, что у них есть вакуумные системы, но измеренные уровни вакуума достигают только 150 мбар, что недостаточно для работы с высокотехнологичными изделиями.

Выбор марки алюминиевого сплава и подбор свойств материала
Прямой вывод: выбор неправильной марки алюминиевого сплава более фатален, чем выбор неправильного завода. Если для литья A356 ошибочно используется ADC12, усталостная долговечность при тех же условиях работы может снизиться более чем на 60%; в то время как структурные детали, которые должны быть в состоянии T6, поставляются в состоянии F (литое состояние), предел текучести будет непосредственно сокращен в два раза. Это руководство по покупке поставщика алюминиевого литья в Китае должно быть связано с пониманием марки и процесса, состояния термообработки, а не просто писать три слова "алюминиевый сплав" на чертежах.
Переписка между китайскими и иностранными оценками и распространенные недоразумения
Техники на китайских алюминиевых заводах ежедневно сталкиваются как минимум с четырьмя системами маркировки: GB/T 1173 (литые алюминиевые сплавы), американский стандарт AA (Aluminum Association), японский стандарт JIS H5302 и европейский стандарт EN 1706 (EN AC-xxxx). Если покупатель указывает только американский стандарт, отечественный завод может переплавить материал в соответствии с ближайшим аналогом GB, а пропускная способность по химическому составу может не совпадать.
| Общие оценки | Аналог в ГБ | Еврокорреспонденция | Дневная стандартная корреспонденция | рабочая лошадка |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | Низкое давление, гравитация, песок |
| ADC12 | YL113 (приблизительно) | EN AC-46000 | ADC12 | Литье под высоким давлением |
| AlSi10Mg | ZL104 (приблизительно) | EN AC-43000 | AC4A | Низкое давление, SLM 3D печать |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | Кованые/экструдированные (не литые) |
Часто встречающаяся яма: 6061 - деформированный алюминиевый сплав с плохими литейными свойствами (высокая склонность к термическому растрескиванию), однако некоторые покупатели по-прежнему маркируют свои чертежи литья под давлением "6061 die casting". Правильный подход - перейти на ADC12 или AlSi10Mg. Различия в химическом составе сплавов см. в оригинальных таблицах Teal Sheets (International Alloy Designations), опубликованных Алюминиевой ассоциацией.
Свойства и типичные области применения четырех высокочастотных марок
- A356-T6Si 6.5%-7.5%, Mg 0.25%-0.45%. T6 предел прочности при растяжении ≥ 290 МПа, текучесть ≥ 200 МПа, удлинение ≥ 6%. Используется в ступицах колес, корпусах новых энергетических двигателей, поворотных рычагах подвески. Литье под низким давлением, поддерживающее самые широкие.
- ADC12Si 9,6%-12%, Cu 1,5%-3,5% Отличная текучесть для тонкостенных (от 1,2 мм) отливок бытовой электроники и автомобильных конструкций. Удлинение составляет всего 1%-3%, не подходит для ударной или вибрационной усталости.
- AlSi10Mg-T6Mg 0,2%-0,45%, растяжение ≥ 320 МПа после T6. Отсюда берут начало основные модифицированные варианты комплексного литья под давлением без термообработки (например, Handsome Wingspeed SF36, Lizhong TCast).
- ZL114A-T6(Национальный стандарт высокопрочного алюминиевого кремния): военные, аэрокосмические структурные компоненты широко используются, растяжение ≥ 310 МПа, удлинение ≥ 5%, цена дороже, чем A356 около 15%-25%.
Состояние термообработки: T5/T6/T7 в конце концов, в чем разница
Механическое поведение одной и той же отливки A356 в трех состояниях значительно отличается:
- T5(литое состояние → искусственное старение): низкая стоимость, малая деформация, средняя прочность (растяжение ≈ 230 МПа), подходит для изделий с высокими требованиями к стабильности размеров, но средними требованиями к прочности.
- T6(твердый раствор + искусственное старение): самая высокая прочность, но закалка твердым раствором приведет к деформации, тонкостенные детали должны быть зарезервированы для процесса калибровки.
- T7(старение): несколько меньшая прочность (растяжение ≈ 260 МПа), но лучшие остаточные напряжения и стабильность размеров, подходит для высокотемпературных условий или для корпусов двигателей, требующих длительной эксплуатации.
Наша команда однажды выполняла проект по изготовлению лотка для аккумулятора для европейского Tier 1. Первоначальный чертеж был обозначен как A356-T6, но после сборки заказчик столкнулся с термической деформацией 0,8 мм. После перехода на T7 деформация уменьшилась до менее 0,2 мм, а конечный выход увеличился с 78% до 96%. Суть этого опыта заключается в том, что статус термообработки - это не просто строчка в поле для комментариев, а параметр процесса, который напрямую определяет успех или неудачу сборки.
Четырехэтапный процесс принятия решений о замене класса
Когда поставщик спрашивает: "У нас нет указанного вами A357, можем ли мы использовать вместо него A356?" Когда поставщик говорит: "У нас нет указанного вами A357. Выполните четыре следующих шага, чтобы принять решение:
- Сравнение пропускной способности химического состава (особенно содержание Mg, Cu, Fe, Fe может снизить удлинение на 1%-2% на 0,1% увеличения);
- Убедитесь, что целевые механические показатели (растяжение, текучесть, удлинение, твердость HB) все еще находятся в пределах безопасного диапазона;
- Убедитесь, что окно термообработки соответствует существующей производственной линии (температура раствора, профиль старения);
- Требуйте, чтобы первая деталь прошла металлографические испытания + испытания на растяжение + испытания в соляном тумане и храните образцы для повторной проверки не менее 2 лет.
Квалификация и контрольный список полевых проверок для квалифицированных поставщиков
Прямые выводыВ Китае алюминиевого литья поставщика Руководство по поиску, квалификационный аудит не для того, чтобы увидеть, сколько листов бумаги висит на стене сертификата, а для перекрестной проверки действительности сертификата, объем охвата, и фактическое осуществление трех слоев подлинности. Наша команда в 2022-2024 совокупной заводской инспекции 47 китайских алюминиевых литейных заводов, обнаружили, что около 38% завода ISO 9001 сертификат является реальным и эффективным, но объем аудита не совпадает с закупкой продукции (например, сертификат охватывает только литье песка, но завод с доставкой литья под давлением), есть около 15% сертификат истек или OEM зависимость явление. Заводская инспекция не проводится, закупка равна заказу с завязанными глазами.
Реальное значение основных методов сертификации и проверки
Прежде всего, вывод: разные сертификации соответствуют разным отраслевым порогам доступа, не стоит путать "сертифицированных".
- ISO 9001: Базовая система управления качеством, скорее входной билет, чем плюс. Метод проверки: зайдите на официальный сайт организации, выдавшей сертификат (например, SGS, BV, TüV), и введите номер сертификата для проверки. Обратите внимание на "Область применения", чтобы узнать, включены ли в сертификат те процессы и категории продукции, которые вы хотите приобрести.
- IATF 16949: Обязательный порог для автомобильной промышленности, без него нельзя говорить о поставках Уровня 1/Уровня 2. Примечание: сертификаты IATF должны быть выданы аудиторской организацией, признанной Глобальным регулирующим органом IATF, поддельные версии напрямую недействительны.
- ISO 14001 / ISO 45001Системы охраны окружающей среды и гигиены труда, которые специально проверяются крупными клиентами из стран ЕС и Северной Америки (особенно при проведении ESG-аудита компаний, зарегистрированных на бирже).
- AS9100В Китае менее 60 алюминиевых литейных заводов, сертифицированных по стандарту AS9100D, в основном в Сиане, Чэнду и Шеньяне.
- NADCAP(Термообработка, неразрушающий контроль, сертификация специальных процессов): необходимо проверить закупку авиационных деталей, более подробно, чем AS9100.
12 ключевых областей, которые должны быть проверены в ходе заводской инспекции
| округ | Контрольные точки | Общие признаки подделки |
|---|---|---|
| 1. плавильный завод | Оборудование для дегазации нефтепродуктов (ротационный дегазатор), водородный счетчик, тип спектрометра и сертификат калибровки | Отсутствие этикеток для ежегодной проверки спектрометров, отсутствие записей о дегазации на объекте |
| 2. мастерская по изготовлению пресс-форм | Наличие собственных возможностей по проектированию и ремонту пресс-форм, журнал учета срока службы пресс-форм | Полный аутсорсинг пресс-форм, без возможности ремонта пресс-форм |
| 3. литье под давлением/острова низкого давления | Контроль параметров в реальном времени (SPC), количество нагревателей пресс-формы, конфигурация вакуумной машины | Ручное копирование книги параметров, отсутствие следов данных |
| 4. обработка с ЧПУ | Координатно-вычислительная машина, количество 5-осевых обрабатывающих центров, система управления инструментом | Только дисплей КИМ, коэффициент аутсорсинга обработки >50% |
| 5. термическая обработка | Отчет о проверке равномерности температуры в печи (TUS), количество термопар в печи в режиме реального времени | Только твердое решение, без старения, без годового отчета TUS |
| 6. рентгеновский контроль | Напряжение трубки оборудования (≥225 кВ), использование контрольной карты ASTM E155 | Только отбор проб 1%, без критериев оценки |
| 7. Испытание солевым туманом | Камера нейтрального солевого распыления (NSS) или CASS, учет часов испытаний | Пыльное оборудование и отсутствие данных о тестировании за последние 3 месяца |
| 8. механическая лаборатория | Машина для испытания на растяжение, твердомер (Бринелль/Виккерс), мощность обработки тестовых прутков | Отчеты отправляются третьим сторонам, без внутренней перепроверки |
| 9. контроль размеров | Ежегодная калибровка КИМ, процесс проверки первого изделия (FAI) | Отчет ФАИ - это просто копия и вставка. |
| 10. Зона нежелательных товаров | Красная маркировка, физическое ограждение зон хранения, учет удаления отходов | Лом, перемешанный рядом с квалифицированной зоной |
| 11. Логистика упаковки | Антикоррозийная пленка VCI, сертификат фумигации для деревянных ящиков, перевозимых морским транспортом (маркировка IPPC) | Отсутствие IPPC для экспорта, легкое столкновение с голой упаковкой |
| 12. Полевой персонал | Плавильщики, инспекторы по качеству, имеющие лицензию, текучесть кадров в цехах | Доля временных работников на ключевых должностях >30% |
Шаблон оценочного листа для заводской инспекции (100-балльная шкала)
Я рекомендую использовать взвешенную оценку: 20 баллов за систему качества, 25 баллов за технологическое оборудование, 20 баллов за возможность проведения испытаний, 15 баллов за управление на месте, 10 баллов за качество персонала, 10 баллов за финансовую стабильность. Один пункт ниже полного балла 60% дает право вето в один голос. На практике при оценке ≥ 85 баллов завод попадает в пул поставщиков уровня А, 70-84 балла - в альтернативу уровня В (подходит для некритичных деталей), ниже 70 баллов напрямую исключается.
Практическое напоминание: первый завод инспекции не должны приветствовать или только 2 часа заранее уведомление, чтобы увидеть реальное состояние производства; перед официальным аудитом требует другой стороны, чтобы предоставить последние 3 месяца ежедневные производственные отчеты, жалобы клиентов записи, бракованный график тенденции - данные не могут быть на заводе, 99% есть проблемы.
Система контроля качества для всего процесса от плавки до готовой продукции
Прямые выводыКвалифицированный китайский алюминиевый литейный завод, контроль качества никогда не является "последний визуальный осмотр", но от сырья на заводе до готовой продукции из семи узлов всей цепи замкнутый цикл. Любой один узел отсутствует или притворство, конечный уровень брака будет резко возрастать от отличного уровня отрасли 1,5%-3% до 8%-15%. Это Китай алюминиевого литья поставщика Sourcing Guide предлагает, что завод инспекции время 60% тратится на контроль качества узлов "цепочки доказательств" аудита! Вместо того, чтобы слушать презентации по продажам.
Во время анализа проекта по установке двигателя в 2023 году я возглавил группу, которая проанализировала данные контроля качества за 6 месяцев подряд с завода в Цзянсу - они заявили о внешнем уровне брака в 3%, но после перекрестного анализа записей плавки, рентгеновских отчетов и выборки размеров истинный внутренний уровень брака составил 11,4%, причем разница была поглощена "проходами на доработку". Разница в основном поглощается "повторным проходом". Вот почему следующие семь узлов должны быть пройдены один за другим.
Семь ключевых узлов КК и отраслевые стандарты
| узловой | Основные инструменты | Отраслевые стандарты/лимиты | Распространенные неисправности |
|---|---|---|---|
| 1. Спектральный анализ сырья | Проверка каждой печи с помощью спектрометра прямого считывания (OES) | GB/T 7999, ASTM E1251 | Чрезмерное содержание Fe (>0,2%), большое количество примесей Zn |
| 2. рафинирование и дегазация расплава | Ротационная дегазация + метод эквивалентной плотности для водорода | Показатель плотности DI ≤ 3%, содержание водорода < 0,15 мл/100 г Al | Выбоины, пористость более 5% |
| 3. контроль температуры формы | Термостат формы + инфракрасная камера для контроля в режиме реального времени | Колебания температуры формы для литья под низким давлением ±10℃ или менее | Холодная сегрегация, усадка, следы потеков на поверхности |
| 4. контроль параметров литья | Система SCADA для регистрации кривых давление/скорость/время | Хранение полных технологических кривых для каждой пресс-формы ≥ 2 лет | Дрейф скорости нагнетания давления, недостаточное давление удержания |
| 5. рентгеновский/ ультрафиолетовый неразрушающий контроль | Промышленная компьютерная томография или цифровая рентгенография DR | ASTM E155 Уровень 2-3 (по зонам напряжения) | Внутренняя усадка и включения >φ1 мм |
| 6. координировать контроль размеров | КИМ в натуральную величину + первый FAI | CT6-CT8 (ISO 8062) | Критические превышения монтажных отверстий, плоскостность NG |
| 7. испытания поверхности и коррозии | Испытание в соляном тумане, толщиномер пленки, твердомер | Анодная оксидная пленка ≥15 мкм, нейтральный солевой туман ≥240 ч | Обесцвечивание оксида, недостаточная толщина локальной пленки |
Три самых простых узла, в которых поставщикам приходится копошиться
Дегазация расплаваЭто самая большая часть воды. Многие заводы проводят только "визуальное шлакование" при заливке, не проводят тест на индекс плотности (Reduced Pressure Test). Метод оценки очень прост: на сайте просят посмотреть последние 30 дней образцы испытаний DI, у настоящего завода RPT должен быть ряд пронумерованных тестовых блоков, сваленных рядом с зоной плавки - никаких физических исследований не проводится.
Процентное соотношение рентгеновских пробЭто также один из наиболее проблемных секторов. В соответствии с требованиями стандарта IATF 16949 детали автомобильной безопасности (такие как поворотные кулаки, соединительные элементы подрамника) должны проходить DR-контроль по методу 100%, однако некоторые заводы проводят лишь выборочный контроль по методу 5%, но при этом ставят штамп "полный контроль". Ссылаясь на требования стандарта ASTM E155, предписывающие поставщикам предоставлять прослеживаемый номер изображения DR для каждой детали, можно выявить фальсификаторов, использующих метод 80%.
Цикл испытаний в соляном туманеНепродуманные действия. Стандартный 240-часовой шкаф для нейтрального соляного тумана (см. ISO 9227) должен работать непрерывно, но я видел, как фабрики помещали тестовые образцы на 48 часов, чтобы срочно подготовить отчет - попросите показать журнал работы шкафа для соляного тумана и отметку времени на фотографии тестового образца, и подделка сразу же обнаружится.
Улучшение соотношения "средства - затраты
- Каждая дополнительная спектральная перепроверка сырья обходится примерно в +0,3-0,5 юаня за штуку, но позволяет сократить ежегодные потери партии из-за аномалий состава с сотен тысяч долларов до практически нуля.
- Внедрение онлайн-водородного счетчика (например, Alspek H), инвестиции в который составляют около 250 000 юаней, позволяет сократить количество брака с отверстиями с 6% до менее чем 1,5% и окупить затраты за 6-9 месяцев при средних объемах заказов.
- Промышленное оборудование КТ (например, YXLON, Sanying Precision) за одну единицу 2-4 млн. юаней, но может быть литье под высоким давлением внутренних дефектов утечки от 3% давления до 0,1% следующие
Влияние собственных возможностей обработки на станках с ЧПУ на стоимость закупок и сроки выполнения заказа
Прямой вывод: при закупках алюминиевого литья в Китае, независимо от того, стоит ли выбирать интегрированного поставщика с собственными возможностями обработки на станках с ЧПУ, общая стоимость за штуку может составить 10%-18%, срок поставки - 20%-35%, а количество жалоб клиентов - более чем в два раза больше. Это руководство по закупкам поставщиков алюминиевого литья в Китае является четкой рекомендацией: там, где требуется алюминиевое литье с обработанной поверхностью (составляющее более 85% от фактического объема закупок), приоритет литью замка + интегрированный завод с ЧПУ, только специальные технологические детали (такие как большие заготовки для литья в песок или чистые декоративные детали), чтобы рассмотреть "литейный завод + независимый завод по обработке" режим разделения.
Четыре структурных преимущества поставщика "все в одном
Почему интегрированная установка почти всегда является лучшим решением? По своей сути он устраняет "потери на стыке" между литьем и механической обработкой. В 2023 году я помог немецкому заказчику корпуса гидравлического клапана провести контролируемый эксперимент: одно и то же литье низкого давления A356-T6 было передано на чистое литейное производство (отливки отправлялись на завод по обработке в Сучжоу) и на интегрированный завод с собственным цехом ЧПУ в Ханчжоу, при этом все остальные переменные были зафиксированы. Через шесть месяцев после начала массового производства разрыв оказался шокирующим.
| измерение (матем.) | Чистое литейное производство + аутсорсинг ЧПУ | Интеграционный завод | расхождение |
|---|---|---|---|
| Консолидированная стоимость единицы продукции (долл. США) | 18.40 | 15.60 | ↓15.2% |
| От заказа до поставки FOB | 55 дней | 38 дней | ↓30.9% |
| Общий выход готовой продукции | 91.2% | 96.8% | ↑5.6pt |
| Время реагирования на качественные споры | 7-14 дней | 24-48 часов | ↓80%+ |
| Логистические и транзитные расходы в процентах | 4.8% | 0.6% | ↓4.2pt |
Логику, лежащую в основе четырех преимуществ, можно разделить на следующие пункты:
- Единое предложение, единый ответственный субъект: Заказчику не нужно отдельно согласовывать цены и чертежи с литейным и механическим заводами. Что ещё более важно, если после механической обработки в отливке обнаружаются внутренние пузыри или усадка (то есть два наиболее распространённых вида литейных дефектов), ответственность за это не станет предметом споров — интегрированный завод обязан самостоятельно покрыть расходы на доработку, и возможности для перекладывания ответственности на других просто нет.
- Синергия процессов (замкнутый цикл DFM): Инженеры по литью и специалисты по обработке с ЧПУ на интегрированном заводе сидят в одном здании и рассматривают чертежи. На этапе литья они делают разумные припуски на механическую обработку (обычно 2,5-4,0 мм), избегают обработки опорных точек на литнике или стояке и оптимизируют предварительно отлитое положение отверстий для процесса зажима. Заготовки, предоставляемые чистыми литейными заводами, часто требуют дополнительного процесса "квадратирования", а время зажима только на 15%-25% больше.
- Замкнутый цикл отслеживания качестваПечь каждой отливки, состав сплава, результаты рентгеновских испытаний и кривая термообработки могут быть напрямую связаны со сроком службы инструмента и параметрами резания соответствующего процесса ЧПУ. Когда наша команда проводила анализ первопричин для заказчика новой энергии в Северной Америке, мы опирались на систему MES интегрированного завода, чтобы в течение 4 часов точно определить первопричину утечки уплотнительной поверхности в партии - именно избыточное количество Sr-денсификатора в одной печи вызвало аномалии микроструктуры, а не проблемы с обработкой на ЧПУ. В обычном режиме такая прослеживаемость заняла бы более двух недель.
- Снижение логистических и транзитных расходов: Перемещение заготовок для литья внутри завода по сравнению с междугородней транспортировкой позволяет сократить логистические расходы на одну деталь с 0,6-1,2 доллара до практически нулевого уровня, при этом исключаются повреждения при транспортировке (в среднем по отрасли 2%-4%).
Как определить истинный уровень возможностей ЧПУ во время заводского контроля
Не каждый завод с вывеской "Цех ЧПУ" является интегрированным. Есть четыре жестких индикатора, которые я обычно использую в качестве фильтров при проверке предприятий на месте:
- Соотношение оборудования с ЧПУ и литейных мощностейЗдоровые интегрированные заводы, инвестиции в ЧПУ обычно составляют 40%-70% от инвестиций в литье, если при ежемесячном производстве 500 тонн отливок на заводе всего 5 комплектов трехкоординатных обрабатывающих центров, это "фасад", производственные мощности не соответствуют.
- Доля 5-осевого оборудования: Для сложных конструктивных деталей (корпус двигателя, корпус коробки передач) требуется как минимум 30% или более пятиосевое или четырехосевое навесное оборудование, иначе многократный зажим съест суммарную погрешность в точности.
- Инспекция КИМ КИМ Замкнутый цикл: КИМ (например, Zeiss, Hexagon) должны быть доступны в цеху, а данные контроля записываются непосредственно в программу ЧПУ для компенсации. На предприятиях, где используется только автономный отбор образцов, обычно на 8-12 процентных пунктов ниже процент сдачи первой детали.
- Обработка протоколов контрасигнации для литья и ЧПУ: Просмотрите документы по проверке DFM за последние 12 месяцев, чтобы выяснить, подписывали ли команды по литью и механической обработке один и тот же документ. Без документального подтверждения сотрудничества "интеграция", скорее всего, так и останется слиянием физических пространств.
В следующей главе мы полностью разберем структуру затрат и покажем вам 11 статей расходов, на которые следует обратить внимание при составлении коммерческого предложения.
Раскрыта истинная структура затрат китайских поставщиков алюминиевого литья
Прямые выводы:Типичная отливка из алюминиевого сплава весом 1,2 кг (A356, состояние T6, включая обработку на ЧПУ) обычно котируется в диапазоне US$3,8-4,6 FOB у китайских поставщиков. Из них на сырье приходится 42%-48%, на энергию - 8%-12%, на амортизацию формы - 5%-10%, на рабочую силу - 6%-9%, на амортизацию оборудования - 5%-8%, управленческие расходы и расходы на три упаковки - 7%-10%, обоснованная прибыль - 8%-12%, а экспортная логистика и упаковка - 3%-6%. Одно отклонение от диапазона 20% или более, предложение будет хитрым - либо срезать углы, либо оставить место для торга. Последний урок этого руководства по поиску поставщиков алюминиевого литья в Китае - научить вас читать каждую копейку за предложением.
Сырье: двухуровневая структура цен на ЛБМ + плата за переработку
Стоимость сырья для алюминиевых отливок не так проста, как "цена слитка х вес". Она состоит из двух частей:Базовая цена алюминиевого слитка на ЛБМ (или цена на Шанхайской фьючерсной бирже SHFE) + плата за обработку сплава (премиум)Возьмем A356 в качестве примера. A356, например, в чистом алюминиевом слитке цена на основе Si, Mg легирования платы за обработку быть уложены около 800-1500 юаней / тонна; ADC12 из-за использования переработанного алюминия, но дешевле, чем оригинальный алюминий 500-1200 юаней / тонна.
Когда я рассматривал котировку для немецкого клиента в 4 квартале 2023 года, я обнаружил, что поставщик зафиксировал цену на ЛБМ на высоком уровне $2450 за тонну тремя месяцами ранее, в то время как фактическая закупка упала до $2180 за тонну - завышение на 7,31 TP3T. Рекомендуется согласовать в контракте пункт о привязке цены на ЛБМ. Ссылайтесь на официальную котировку алюминия на ЛБМ и корректируйте ее ежемесячно.
И следите заУрожайностьВыход литья под низким давлением 85%-92%, гравитационного литья 75%-85%, песка 65%-75%. каждые 5 процентных пунктов снижения выхода, стоимость сырья увеличивается примерно на 6%. спросите поставщиков Запросите у поставщика фактические данные о текучести за последние три месяца, а не слушайте, как он бьет себя в грудь и говорит "мы 95%".
Амортизация энергии и оборудования: процесс определяет чувствительность
Энергозатраты значительно различаются в зависимости от технологического процесса. Процесс плавки потребляет около 550-750 кВт-ч электроэнергии на тонну алюминиевой воды (в печах на природном газе затраты могут быть снижены до 350 кВт-ч электроэнергии + 80 м3 газа). При расчете цены на электроэнергию в промышленности 0,75 юаня/кВт-ч затраты на электроэнергию на килограмм литья только в процессе плавки составляют 0,4-0,55 юаня.
- Литье под высоким давлением:: Доля энергии 8%-10%, амортизация оборудования 6%-9% (одна литейная машина 800T около 2,5 млн. юаней, амортизируется в течение 8 лет)
- литье под низким давлением: Доля энергии 10%-13% (печь круглогодично электрифицирована), амортизация оборудования 4%-6%
- гравитационное литьё: Доля энергии 6%-8%, амортизация оборудования всего 2%-4% (полуавтоматизированное оборудование дешевле)
- Интегрированное литье под давлением (9000T): Только на амортизацию оборудования приходится 12%-18%, поэтому небольшие партии просто не могут себе этого позволить.
Амортизация плесени: одна из самых простых игр со словами
На китайском рынке стоимость пресс-формы указывается двумя способами:Единовременная сумма (NRE) 或 Амортизация до цены единицы продукции (Амортизированная). Предложение по амортизации выглядит как низкая цена за единицу продукции, но в нем есть скрытый риск - если заказ не достигнет оговоренного количества, поставщик увеличит цену во втором транше, чтобы найти замену.
Комплект формы для литья под низким давлением стоит в Китае 150-350 000 юаней, а срок службы составляет около 80 000-150 000 форм. Амортизация рассчитывается из 100 000 форм по цене 1,5-3,5 юаня за штуку. Если поставщик указал цену "без пресс-форм", он, должно быть, скрыл стоимость в цене за единицу продукции, которая обычно выше, чем 8%-15%. Всегда просите, чтобы стоимость пресс-форм была указана отдельным пунктом.
Трудовые и накладные расходы: географический разброс больше, чем вы думаете
В 2024 году ежемесячная зарплата квалифицированных литейщиков в дельте реки Янцзы составит 7500-9500 юаней, в дельте Жемчужной реки - 8000-10500 юаней, в Бохайском регионе - 6500-8500 юаней, на Западе (Чунцин, Сычуань) - 5500-7500 юаней. Хотя доля труда в общей стоимости составляет всего 6%-9%, она может быть увеличена до более чем 15% при трудоемкой последующей обработке (снятие заусенцев, полировка, визуальный контроль). Вот почему одни и те же детали на заводе в Чунцине стоят дешевле, чем в Нинбо на 5%-8%, но выгоднее.
Типичная таблица разбивки стоимости алюминиевого литья весом 1,2 кг (FOB Нинбо, A356+T6+CNC)
| статья расходов | Сумма за единицу (USD) | процент | переговорная площадка |
|---|---|---|---|
| Сырьевой алюминиевый сплав (Yield 88%) | 1.85 | 44% | Связанная связь LME, пространство 2%-4% |
| Плавление + энергия литья под давлением | 0.42 | 10% | Почти нет места |
| Амортизация пресс-форм (100 000 штук) | 0.28 | 7% | Снижение до 5% при больших количествах. |
| непосредственный труд | 0.32 | 7.6% | 3%–5% |
| Амортизация оборудования | 0.26 | 6.2% | не иметь |
| Обработка с ЧПУ + термообработка | 0.45 | 10.7% | 5%–8% |
| Управление + качество + три пакета | 0.35 | 8.3% | 3%–6% |
| Маржа | 0.42 | 10% | В этом и заключается суть сделки. |
| Экспортная упаковка + внутренняя транспортировка | 0.15 | 3.6% | 2% |
| Итого ФОБ | 4.20 | 100% | Интегрированный 8%-12% |
Последний практический совет: торги должны быть не всеобъемлющим ценовым давлением, а точным попаданием в статью прибыли и накладных расходов. Сырье, энергия, амортизация - это почти твердые затраты, давление заключается в том, чтобы заставить поставщиков воровать материалы. Пусть поставщик разложит предложение на гранулы этой таблицы, чем за столом переговоров многократно пилить в десять раз эффективнее.
Признаком компетентного предложения является не дешевая цена, а то, что каждый предмет выдерживает тщательную проверку.























