
Что такое пресс-формы из алюминиевого сплава? Подробное объяснение принципа действия, конструкции и областей применения
Дата публикации:2026-07-01 Категория:общественная информация Просмотры:674
Резюме:
Что такое пресс-формы для алюминиевых сплавов? В данной статье дается систематический анализ преимуществ и ограничений пресс-форм для алюминиевых сплавов — от характеристик материалов, принципов формования и конструкции пресс-форм до типичных областей применения и ключевых моментов проектирования — с целью помочь инженерам и техническим специалистам быстро сформировать полное представление об этом вопросе.
Каталог статей[Скрыто]
- Основные моменты
- Краткий обзор ключевых моментов
- Что такое алюминиевые пресс-формы? В чём их отличие от стальных пресс-форм?
- Из каких элементов состоит пресс-форма из алюминиевого сплава? Как она работает?
- Как выбрать марки алюминиевых сплавов 7075, 6061 и 2A12 для использования в производстве пресс-форм?
- Каковы наиболее распространённые виды отказов алюминиевых пресс-форм? Как предотвратить термические трещины, износ и деформацию?
- Для каких областей применения подходят формы из алюминиевого сплава? Как выбрать между литьем под давлением и экструзией?
- Что выгоднее с точки зрения затрат на весь жизненный цикл: алюминиевые или стальные пресс-формы?
- Часто задаваемые вопросы об алюминиевых пресс-формах
- Заключение и рекомендации по выбору модели
Пресс-формы из алюминиевого сплаваОбычно под этим понимаются быстроизготавливаемые пресс-формы из алюминиевого сплава, подходящие для проверки прототипов, мелкосерийного производства и проектов, в которых важна скорость поставки; их основными преимуществами являются быстрая обработка, хорошая теплопроводность и простота внесения изменений, однако по сроку службы, износостойкости и долгосрочной стабильности при высоком давлении они, как правило, уступают стальным пресс-формам. В случаях, когда необходимо завершить изготовление пробной формы в течение 2–5 недель, а размер партии невелик, формы из алюминиевого сплава зачастую являются более экономически выгодным решением по сравнению со стальными формами.
Краткий ответ: Пресс-формы из алюминиевого сплава — это инструменты для быстрого изготовления, в которых в качестве основного материала используется алюминиевый сплав; они часто применяются для литья под давлением, литья под высоким давлением, литья под низким давлением и экспериментального экструзионного формования. Их преимущества заключаются в быстрой теплопроводности, быстрой обработке и быстром изготовлении, что делает их подходящими для небольших партий в количестве 5 000–10 000 штук; в случае высокого давления, высоких температур и объемов производства в миллионах штук обычно следует переходить на стальные пресс-формы.
Основные моменты
- В терминологии под “алюминиевыми пресс-формами” обычно понимаются быстроизготавливаемые пресс-формы из алюминия; это не то же самое, что стальные пресс-формы, используемые для литья алюминиевых деталей под давлением.
- Теплопроводность алюминиевого сплава значительно выше, чем у стали; в открытых источниках часто указывается, что она примерно в 3–4 раза превышает теплопроводность стали, что способствует сокращению цикла охлаждения
- Распространенными марками сталей для пресс-форм являются H13 и 8407, которые подходят для использования в условиях литья под давлением, где они подвергаются воздействию расплавленного алюминия при температуре около 660 °C и выше.
- Алюминиевые пресс-формы подходят для мелкосерийного пробного производства объемом 5 000–10 000 штук; при превышении этого диапазона обычно требуется пересмотреть вариант использования стальных пресс-форм.
- Срок изготовления прототипных форм обычно составляет 2–4 недели, а стальных форм — как правило, дольше, в зависимости от сложности конструкции и технологического процесса
Краткий обзор ключевых моментов
- При изготовлении алюминиевых пресс-форм делается упор на “быстроту”, а при изготовлении стальных пресс-форм — на “срок службы”
- 6061-T6 и 7075-T6 часто используются для изготовления прототипов алюминиевых форм и форм для мелкосерийного быстрого литья
- Прочность на разрыв у сплава 6061-T6 составляет примерно 45 000 psi, а у сплава 7075-T6 — примерно 83 000 psi; разница в прочности напрямую влияет на несущую способность полости формы
- К числу распространенных марок алюминия для литья под давлением относятся ADC12 и A380, которые подходят для изготовления деталей для автомобильной промышленности, отрасли новых источников энергии и корпусов электронных устройств.
- Основная конструкция обычно включает в себя неподвижную форму, подвижную форму, полость, литьевую систему, систему охлаждения и выталкивающий механизм
Что такое алюминиевые пресс-формы? В чём их отличие от стальных пресс-форм?
Пресс-формы из алюминиевого сплава — это инструменты для формования, изготовленные преимущественно из алюминиевого сплава, которые часто используются для быстрого изготовления прототипов, мелкосерийного пробного производства и проверки технологического процесса. По сравнению со стальными пресс-формами их главными особенностями являются быстрая теплопроводность, низкая плотность и высокая скорость механической обработки, что позволяет значительно сократить цикл производства и испытаний пресс-форм; однако по износостойкости, термоусталостной прочности и долгосрочной стабильности при высоком давлении они, как правило, уступают сталям для горячештампованных пресс-форм.
С точки зрения свойств материала теплопроводность алюминиевого сплава обычно оценивается как примерно в 3–4 раза выше, чем у стали, а плотность — примерно в 1/3 от плотности стали, поэтому он легче поддается обработке, имеет меньший инерционный момент при открытии и закрытии пресс-формы, а также лучше подходит для проектов, требующих быстрых изменений. В открытых источниках также отмечается, что алюминиевые алюминиевые пресс-формы демонстрируют высокую эффективность при электроэрозионной обработке и высокоскоростной резаке, что делает их особенно подходящими для изготовления прототипов, опытных деталей для автомобильной промышленности и проектов с короткими циклами производства.
В двух словах:Стальные формы отличаются долговечностью, а алюминиевые — скоростью и теплоотводом.Если в вашем проекте большее значение придается срокам пробного литья, внесению конструктивных изменений и эффективности предварительной проверки, то формы из алюминиевого сплава, как правило, являются более подходящим выбором; если же приоритетом является долговечность при высоком давлении и стабильное производство в течение длительного периода, то стальные формы являются более надежным решением. Под формами из алюминиевого сплава обычно понимаются быстроизготавливаемые формы, изготовленные из алюминиевого сплава, которые в основном используются для проверки прототипов, мелкосерийного пробного производства и быстрой поставки. Стальные пресс-формы обычно представляют собой пресс-формы, изготовленные из сталей для горячей штамповки или других высокопрочных сталей; они подходят для производства под высоким давлением, при высоких температурах, а также для крупносерийного и длительного производства. Теплопроводность — способность материала передавать тепло; алюминиевый сплав обладает высокой теплопроводностью, что помогает сократить время охлаждения и повысить тактность. Термическая усталость — явление, при котором в материале в результате многократного нагрева и охлаждения возникают трещины или ухудшаются эксплуатационные характеристики; это важный фактор, ограничивающий срок службы пресс-формы.
| измерение (матем.) | Пресс-формы из алюминиевого сплава | Стальные пресс-формы |
|---|---|---|
| Характеристики материала | Легкий, обладает высокой теплопроводностью, легко поддается обработке | Высокая прочность, высокая износостойкость, длительный срок службы |
| срок выполнения | Обычно занимает около 2–4 недель | Обычно около 4–8 недель или дольше |
| Применимый объем партии | Прототипы, мелкосерийное производство, опытное производство | Средние и крупные партии, долгосрочное серийное производство |
| Сложность внесения изменений | относительно проще изменить | Изменения обходятся дороже |
| типичное использование | Пробное литье под давлением, литье под низким давлением, быстрое прототипирование | Серийное литье под давлением, формование под высоким давлением, стабильное производство в течение длительного времени |

Из каких элементов состоит пресс-форма из алюминиевого сплава? Как она работает?
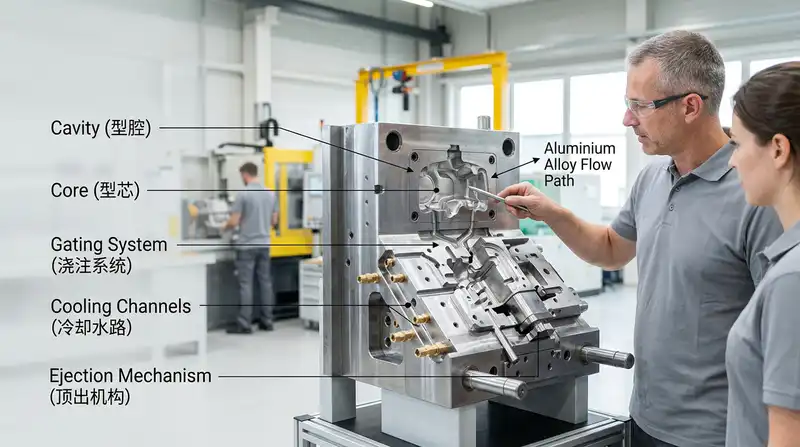
Прессы из алюминиевого сплава обычно состоят из полости, сердечника, литниковой системы, каналов охлаждения и выталкивающего механизма. Принцип их работы заключается в заливке расплавленного металла или материала в полость, быстром охлаждении и затвердевании с помощью системы охлаждения, а затем извлечении изделия из формы с помощью выталкивающего механизма. Благодаря высокой теплопроводности алюминия пресс-форма быстрее отводит тепло, что позволяет сократить цикл одной операции формования.
Какую роль играет каждая из пяти структур?
- полая часть: ключевая область, определяющая форму детали и точность её поверхности, которая напрямую влияет на размеры и внешний вид готового изделия.
- Сердечник: Образуются внутренние отверстия, полости или выемки, которые в сочетании с полостью формы обеспечивают смыкание форм.
- Система разлива: включают в себя литниковую головку, литниковый канал и внутренний литник, которые служат для регулирования траектории и скорости поступления материала в полость формы.
- Контур охлаждающей воды: Обеспечивает отвод тепла, помогает регулировать перепад температур, сокращает время охлаждения и стабилизирует качество формования.
- Выталкивающий механизм: С помощью выталкивателей, выталкивающей пластины и других деталей изделие выталкивается из полости формы, что позволяет избежать прилипания к форме.
В чём заключаются различия в логике заполнения формы при литье под низким давлением, гравитационном литье и литье под высоким давлением?
Различия между этими тремя технологиями заключаются главным образом в том, что при заполнении полости расплавленным металлом используются разные движущие силы. Литье под низким давлением основано на медленном проталкивании расплава с помощью давления воздуха и подходит для деталей, требующих более высокой плотности и меньшего количества пор; литье под действием силы тяжести основано на естественном заполнении формы под действием силы тяжести, отличается более низкой стоимостью и подходит для изделий с простой конструкцией и относительно равномерной толщиной стенок; литье под высоким давлением же обеспечивает заполнение формы с более высоким давлением и большей скоростью, что делает его подходящим для изготовления тонкостенных сложных деталей. Несмотря на различия в технологиях, все они требуют стабильного контроля температуры формы и рациональной схемы охлаждения.
Температура расплавленного алюминия обычно составляет около 650–700 °C; предварительный нагрев формы до примерно 200 °C способствует уменьшению холодных зон и дефектов наполнения; чем стабильнее колебания температуры формы, тем, как правило, выше стабильность размеров деталей. В открытых научных исследованиях и технической документации подчеркивается, что распределение температуры в пресс-форме, расположение каналов охлаждения и момент выталкивания являются ключевыми факторами, определяющими стабильность пресс-форм для алюминиевых сплавов.
Как выбрать марки алюминиевых сплавов 7075, 6061 и 2A12 для использования в производстве пресс-форм?
При выборе материалов для алюминиевых пресс-форм обычно отдается предпочтение таким маркам, как 6061-T6, 7075-T6 и 2A12, причем 6061-T6 больше подходит для изготовления прототипов и мелких партий, 7075-T6 — для полостей, подвергающихся более высоким механическим нагрузкам, а 2A12 чаще используется для изготовления рамок пресс-форм или опорных конструкций. При выборе материала главное — не принцип “чем прочнее, тем лучше”, а достижение баланса между прочностью, обрабатываемостью и стоимостью.
| классы | Твердость по Бринеллю | прочность на разрыв | типичное использование |
|---|---|---|---|
| 6061-T6 | около 95 по шкале ХБ | около 45 000 psi[3] | Тестовые образцы, прототипы малых партий |
| 7075-T6 | около 150 HB | около 83 000 psi[4] | Рабочие полости, подверженные высоким нагрузкам; участки, работающие под давлением |
| 2A12 | около 105 HB | около 62 000 psi[5] | Опорные рамы, конструктивные опоры |
2A12 относится к алюминиево-медным сплавам и обладает хорошими механическими свойствами, однако его теплопроводность, устойчивость к термической усталости и способность выдерживать циклы воздействия высоких температур, как правило, уступают маркам, более подходящим для изготовления быстродействующих пресс-форм, поэтому он лучше подходит для изготовления каркасов пресс-форм, опорных элементов или переходных конструкций. В инженерной практике часто применяется следующий подход: сначала проводится проверка конструкции с использованием сплава 6061, а затем, в зависимости от объема производства и нагрузок, переходят на сплав 7075, чтобы обеспечить оптимальный баланс между эффективностью разработки и сроком службы.

Каковы наиболее распространённые виды отказов алюминиевых пресс-форм? Как предотвратить термические трещины, износ и деформацию?
К наиболее распространённым видам отказов алюминиевых пресс-форм относятся термические трещины, износ поверхности и деформация рабочей полости, причём термические трещины являются наиболее типичным явлением и, как правило, связаны с концентрацией тепловых напряжений, вызванной многократными термическими циклами. Одновременная оптимизация четырёх аспектов — проектирования закруглений, схемы охлаждения, выбора материалов и технологического процесса термообработки — позволяет значительно продлить срок стабильной эксплуатации пресс-формы.
?? Распространённые ошибки: Ошибочное понимание термина “алюминиевые пресс-формы” как “стальные пресс-формы для литья под давлением, изготовленные из алюминия”. На самом деле, для литья под давлением алюминиевых деталей (например, из сплавов ADC12, A380) обычно используются станины для горячей штамповки, такие как H13 и 8407, способные выдерживать воздействие расплавленного алюминия при температуре около 660 °C; тогда как под ?алюминиевыми пресс-формами? чаще всего подразумеваются алюминиевые пресс-формы, используемые для быстрого прототипирования или мелкосерийного производства.
- термическая трещина: Повторные циклы нагрева и охлаждения приводят к появлению трещин на поверхности, причем в первую очередь они возникают на острых углах. В инженерной практике радиус внутренней закругки обычно проектируется не менее 2 мм, а разницу температур уменьшают за счет более рациональной схемы охлаждения.
- Износ поверхности: Длительное воздействие струи расплавленного металла или расплавленного материала на поверхность рабочей камеры приводит к постепенному увеличению её размеров. К числу распространенных мер относятся твёрдое анодирование, нанесение покрытий на поверхность и соответствующее снижение скорости потока.
- Деформация полости: Жесткость и прочность алюминиевого сплава при высоких температурах ниже, чем у стали; при длительном воздействии сжатия возможны необратимые деформации, поэтому на этапе проектирования необходимо усилить зоны, подверженные нагрузкам, и провести анализ формования.
Качество обработки также влияет на скорость выхода из строя. Согласно опубликованным данным по обработке, применение многократной термообработки для снятия напряжений и высокоточной обработки с ЧПУ позволяет удержать суммарную погрешность полости в пределах 0,01–0,02 мм.[7] уровень и снизить остаточные напряжения, что позволяет уменьшить риск раннего термического растрескивания и изменения размеров.

Для каких областей применения подходят формы из алюминиевого сплава? Как выбрать между литьем под давлением и экструзией?
Прессы из алюминиевого сплава лучше подходят для проектов с небольшими и средними партиями, сжатыми сроками поставки, сложной конструкцией, но невысоким объемом производства; они часто используются для пробного литья под давлением, литья под низким давлением, литья под действием силы тяжести и пробного экструдирования алюминиевых профилей. Экономически целесообразный диапазон обычно составляет около 5 000–10 000 штук; при превышении этого диапазона стальные пресс-формы, как правило, становятся более выгодными с точки зрения амортизационных затрат на одну единицу продукции.
Для каких изделий подходит литье под низким давлением, а для каких — литье под действием силы тяжести?
Литье под низким давлением больше подходит для деталей, к которым предъявляются высокие требования к плотности внутренней структуры и толщина стенок которых не сильно варьируется, например, корпуса электродвигателей для автомобилей на новых видах топлива, подрамники, корпуса бортовых зарядных устройств и т. п.; гравитационное литье же больше подходит для изделий относительно простой конструкции, выпускаемых средними партиями и чувствительных к себестоимости, таких как кронштейны или корпуса. По мере того как спрос на детали для новых энергетических автомобилей в 2026 году продолжит расти, сфера применения низконапорного и гравитационного литья в производстве корпусов автомобильного оборудования будет по-прежнему расширяться.
В каких случаях необходимо перейти на стальные формы?
В тех случаях, когда годовой объем производства превышает 50 000 штук, либо детали подвергаются более высокому давлению при литье под давлением, длительным циклам воздействия высоких температур и более частым ударам в полости формы, следует тщательно рассмотреть вариант использования стальных форм. Для таких распространённых алюминиевых сплавов литья под давлением, как ADC12 и A380, если целью является стабильное серийное производство и более длительный срок службы, обычно более подходящими являются станины для горячей штамповки, такие как H13 и 8407.
Что выгоднее с точки зрения затрат на весь жизненный цикл: алюминиевые или стальные пресс-формы?
Ключевыми факторами при оценке затрат на весь жизненный цикл являются объём производства и количество модификаций: в случае проектов с небольшими партиями, короткими циклами и частыми изменениями конструкции алюминиевые пресс-формы, как правило, обходятся дешевле; в случае долгосрочного стабильного серийного производства стальные пресс-формы позволяют более эффективно распределить высокие затраты на изготовление пресс-формы на каждую единицу продукции. Согласно техническим данным, представленным на выставке в 2024 году, использование алюминиевых форм с высокой теплопроводностью позволяет снизить производственные затраты примерно на 10%–20% и сократить цикл литья под давлением примерно на 15%–25%.
| измерение (матем.) | Пресс-формы из алюминиевого сплава | Стальные пресс-формы |
|---|---|---|
| Расходы на изготовление пресс-формы | Как правило, ниже, а также обеспечивает большую гибкость при внесении изменений | Как правило, выше, а затраты на модификацию — выше |
| срок выполнения | Примерно 2–4 недели | Примерно 4–8 недель или дольше |
| Показатели срока службы | Более подходит для небольших партий и пробного литья | Более подходит для высокого давления и длительного серийного производства |
| Удельная себестоимость | Производство небольшими партиями имеет больше преимуществ | При больших объемах заказов преимущества становятся ещё более заметными |
Если годовой объем производства вашего проекта не превышает 10 000 единиц и он все еще находится на этапе доработки конструкции, алюминиевые пресс-формы, как правило, являются более экономичным решением; если же объемы производства продолжают расти и предъявляются более высокие требования к стабильности размеров, стальные пресс-формы лучше подходят для долгосрочного производства. В случае проектов, требующих частых изменений, эффективность обработки и простота ремонта алюминиевых пресс-форм позволяют значительно снизить затраты, связанные с пробными изделиями.
Часто задаваемые вопросы об алюминиевых пресс-формах
Наиболее частые вопросы, которые задают инженеры и специалисты по закупкам, обычно звучат так: “Сколько циклов можно выполнить?”, “Можно ли отремонтировать в случае поломки?”, “Каковы сроки поставки?” и “Можно ли использовать для производства компонентов для новых источников энергии?”. Ответы на эти вопросы зависят от трёх показателей — объёма производства, технологического процесса и материалов — а не только от цены.
Сколько циклов можно выполнить с помощью пресс-формы из алюминиевого сплава?
В случае литья под давлением или формования с небольшой нагрузкой экономически целесообразный диапазон производства для форм из алюминиевого сплава обычно составляет около 5 000–10 000 штук; в условиях литья под высоким давлением, характеризующихся воздействием высоких температур и давления, фактический срок службы будет меньше, и его необходимо переоценивать с учетом сложности детали, контроля температуры формы и степени усталости материала. После превышения этого экономически целесообразного диапазона стальные пресс-формы зачастую оказываются более выгодными с точки зрения себестоимости единицы продукции.
Можно ли отремонтировать трещину в полости? Каковы сроки выполнения заказа?
Возможность ремонта. В случае с алюминиевыми пресс-формами локальный износ, мелкие трещины и повреждения углов и кромок обычно можно устранить с помощью сварки, шлифовки и локальной доработки; благодаря хорошей обрабатываемости алюминия срок изготовления прототипов или пробных форм обычно составляет около 2–4 недель, тогда как для стальных форм обычно требуется больше времени. Для проектов, требующих быстрой проверки концепции, эта разница во времени имеет решающее значение.
Подходят ли пресс-формы из алюминиевого сплава для изготовления деталей для систем новой энергетики?
Подходит, в частности, для корпусов бортовых зарядных устройств, блоков управления, конструктивных опор и некоторых деталей систем терморегулирования в автомобилях на альтернативных источниках энергии. В связи с продолжающимся ростом объемов производства моделей на альтернативных источниках энергии в 2026 году спрос на быстрое изготовление пресс-форм и проверку облегчённых конструкций таких компонентов, как OBC, DCDC и PDU, продолжает расти, поэтому пресс-формы из алюминиевого сплава представляют большую ценность на этапе пробного производства.
Заключение и рекомендации по выбору модели
При выборе пресс-форм из алюминиевого сплава важнее всего сначала определить, на каком этапе находится проект: если речь идет о проверке прототипа, мелкосерийном производстве или необходимости быстрой модификации, пресс-формы из алюминиевого сплава, как правило, являются более подходящим вариантом; если же речь идет о долгосрочном серийном производстве под высоким давлением, следует отдавать предпочтение стальным пресс-формам. Окончательный выбор определяется тремя факторами — маркой материала, типами отказов и объемом партии — а не только стоимостью.
Как определить вариант пресс-формы для различных партий и конструкций?
Если партия не превышает 5 000 штук, а конструкция сложная или находится на этапе неоднократных доработок, предпочтительнее использовать пресс-формы из алюминиевого сплава; если объем производства превышает 10 000 штук и требуется более длительный срок службы, стальные пресс-формы, как правило, являются более экономичным решением. Для прецизионных формованных деталей рекомендуется ограничить суммарную погрешность полости до 0,01–0,02 мм.[10] Уровень, который, как правило, требует применения технологий прецизионной обработки с ЧПУ и электроэрозионной обработки.
- Изготовление прототипа: 6061-T6, отличается низкой стоимостью и быстрой обработкой
- Небольшие партии при высокой нагрузке: 7075-T6, с акцентом на твердость и несущую способность
- Массовое производство: Стальные формы, при этом особое внимание уделяется сроку службы и амортизации на единицу продукции
Когда следует обратиться в специализированное предприятие по производству литейных форм для проведения оценки?
Если проект связан с компонентами для новых источников энергии, литьем под низким давлением, гравитационным литьем или формами высокой сложности, рекомендуется как можно раньше, до начала изготовления пресс-формы, привлечь к работе специализированное предприятие по производству пресс-форм. Профессиональная оценка обычно включает анализ конструкции пресс-формы, анализ процесса формования изделия, планировку каналов охлаждения и разработку схемы выталкивания, поскольку эти факторы напрямую влияют на частоту последующих ремонтов пресс-формы, выход готовой продукции и общую стоимость.























