
Alüminyum ala??ml? kal?p nedir? ?al??ma prensibi, yap?s? ve uygulama alanlar? hakk?nda ayr?nt?l? a??klama
Yay?nlanma Tarihi:2026-07-01 Kategori:kamu bi?lgi?lendi?rmesi? G?rüntülenme:673
?zet:
Alüminyum ala??ml? kal?plar nedir? Bu makale, malzeme ?zelliklerinden ?ekillendirme prensiplerine, kal?p yap?s?ndan yayg?n uygulama alanlar?na ve tasar?m noktalar?na kadar uzanan bir kapsamda, alüminyum ala??ml? kal?plar?n avantajlar?n? ve s?n?rlamalar?n? sistematik bir ?ekilde analiz ederek, mühendislik ve teknik personelin bu konuda h?zl? ve kapsaml? bir kavray??a ula?mas?na yard?mc? olmaktad?r.
Makale katalo?u[Gizli]
- Temel Noktalar
- ?nemli Noktalar
- Alüminyum ala??ml? kal?p nedir? ?elik kal?plardan ne fark? vard?r?
- Alüminyum ala??ml? kal?plar hangi yap?sal elemanlardan olu?ur? ?al??ma prensibi nas?ld?r?
- 7075, 6061 ve 2A12 alüminyum ala??mlar?, kal?p uygulamalar?nda nas?l se?ilmelidir?
- Alüminyum ala??ml? kal?plarda s?k g?rülen ar?za türleri nelerdir? Is?l ?atlama, a??nma ve deformasyon nas?l ?nlenebilir?
- Alüminyum ala??ml? kal?plar hangi uygulama alanlar? i?in uygundur? D?küm ve ekstrüzyon aras?nda nas?l se?im yap?l?r?
- Alüminyum ala??ml? kal?plar ile ?elik kal?plar?n toplam ya?am d?ngüsü maliyetleri aras?nda hangisi daha uygun maliyetlidir?
- Alüminyum ala??ml? kal?plarla ilgili s?k sorulan sorular
- ?zet ve Model Se?imi ?nerileri
Alüminyum ala??ml? kal?pGenellikle alüminyum ala??m?ndan üretilen h?zl? kal?plar? ifade eder; prototip do?rulama, kü?ük seri deneme üretimi ve teslimat süresinin ?nemli oldu?u projeler i?in uygundur. Temel avantajlar? h?zl? i?leme, iyi ?s? iletimi ve kolay modifikasyon olana??d?r; ancak ?mür, a??nma direnci ve yüksek bas?n? alt?nda uzun süreli kararl?l?k a??s?ndan genellikle ?elik kal?plardan daha zay?ft?r. Deneme kal?plar?n?n 2–5 hafta i?inde tamamlanmas? gereken ve tek parti üretim miktar?n?n fazla olmad??? durumlarda, alüminyum ala??ml? kal?plar genellikle ?elik kal?plara g?re daha uygun maliyetlidir.
H?zl? cevap: Alüminyum ala??ml? kal?plar, ana malzemesi alüminyum ala??m? olan h?zl? kal?plama ara?lar?d?r ve genellikle enjeksiyon kal?plama, bas?n?l? d?küm, dü?ük bas?n?l? d?küm ve ekstrüzyon deneme kal?plar?nda kullan?l?r. De?eri, h?zl? ?s? iletimi, h?zl? kesme ve h?zl? teslimat ?zelliklerinde yatmaktad?r; 5.000–10.000 adetlik kü?ük seri üretim senaryolar?na uygundur; yüksek bas?n?, yüksek s?cakl?k ve milyonlarca adetlik üretim s?z konusu oldu?unda ise genellikle ?elik kal?plara ge?ilmesi gerekir.
Temel Noktalar
- Terim olarak “alüminyum ala??ml? kal?p”, genellikle alüminyumdan yap?lm?? h?zl? kal?plar? ifade eder; bu, alüminyum par?alar?n bas?n?l? d?kümünde kullan?lan ?elik kal?plarla ayn? ?ey de?ildir.
- Alüminyum ala??m?n?n ?s? iletkenli?i ?elikten belirgin ?ekilde daha yüksektir; kamuya a??k kaynaklarda genellikle ?eli?in yakla??k 3–4 kat? olarak belirtilir ve bu da so?utma süresinin k?salt?lmas?na yard?mc? olur.
- Yayg?n olarak kullan?lan kal?p ?elikleri H13 ve 8407’dir; bunlar, yakla??k 660 °C’nin üzerindeki s?v? alüminyumun a??nd?r?c? etkisine maruz kalan bas?n?l? d?küm ortamlar?na uygundur.
- Alüminyum ala??ml? kal?plar, 5.000–10.000 adetlik kü?ük ?l?ekli deneme üretimine uygundur; bu aral???n üzerine ??k?ld???nda genellikle ?elik kal?p se?enekleri yeniden de?erlendirilmelidir.
- Prototip kal?plar?n teslim süresi genellikle 2–4 haftad?r; ?elik kal?plar?n teslim süresi ise genellikle daha uzundur; bu süre, yap?n?n karma??kl???na ve i?leme y?ntemine ba?l? olarak de?i?ir.
?nemli Noktalar
- Alüminyum ala??ml? kal?plarda “h?z” ?n plandad?r; ?elik kal?plarda ise “kullan?m ?mrü” ?n plandad?r.”
- 6061-T6 ve 7075-T6, genellikle alüminyum kal?p prototiplerinde ve kü?ük seri h?zl? kal?plarda kullan?l?r.
- 6061-T6’n?n ?ekme mukavemeti yakla??k 45.000 psi, 7075-T6’n?nki ise yakla??k 83.000 psi’dir; bu mukavemet fark?, kal?p bo?lu?unun yük ta??ma kapasitesini do?rudan etkiler.
- Alüminyum bas?n? d?küm par?alar?nda yayg?n olarak kullan?lan markalar aras?nda ADC12 ve A380 bulunur; bu par?alar otomotiv, yeni enerji ve elektronik g?vde par?alar? i?in uygundur.
- Temel yap? genellikle sabit kal?p, hareketli kal?p, kal?p bo?lu?u, d?küm sistemi, so?utma sistemi ve ??karma mekanizmas?ndan olu?ur.
Alüminyum ala??ml? kal?p nedir? ?elik kal?plardan ne fark? vard?r?
Alüminyum ala??ml? kal?plar, ana malzeme olarak alüminyum ala??m? kullan?lan ?ekillendirme aletleridir ve genellikle h?zl? prototip üretimi, kü?ük seri deneme üretimi ve proses do?rulamas?nda kullan?l?r. ?elik kal?plara k?yasla en ?nemli ?zellikleri, h?zl? ?s? iletimi, dü?ük yo?unluk ve yüksek tala?l? i?leme h?z?d?r; bu sayede üretim ve deneme kal?plama sürelerini ?nemli ?l?üde k?saltabilirler. Ancak a??nma direnci, termal yorgunluk ?mrü ve yüksek bas?n? alt?nda uzun süreli stabilite a??s?ndan genellikle s?cak i?leme kal?p ?eliklerinden daha geride kal?rlar.
Malzeme ?zellikleri a??s?ndan bak?ld???nda, alüminyum ala??mlar?n?n ?s? iletkenli?i genellikle ?eli?in yakla??k 3–4 kat?, yo?unlu?u ise ?eli?in yakla??k 1/3'ü olarak tan?mlan?r; bu nedenle i?lenmesi daha kolayd?r, kal?p a?ma-kapama ataleti daha dü?üktür ve h?zl? de?i?iklik gerektiren projeler i?in daha uygundur. Kamuya a??k kaynaklarda ayr?ca, alüminyum ala??ml? kal?plar?n elektro-k?r?lma i?leme ve yüksek h?zl? kesme verimlili?inin yüksek oldu?u belirtilmekte olup, bu kal?plar ?zellikle prototip par?alar, otomotiv deneme par?alar? ve k?sa d?ngülü mühendislik projeleri i?in uygundur.
Tek cümleyle ?zetlemek gerekirse:?elik kal?plar dayan?kl?l?k a??s?ndan, alüminyum ala??ml? kal?plar ise h?z ve ?s? da??l?m? a??s?ndan ?ne ??kar.Projenizde deneme kal?plama süresi, yap?sal de?i?iklikler ve ?n do?rulama verimlili?ine daha fazla ?nem veriyorsan?z, alüminyum ala??ml? kal?plar genellikle daha uygundur; yüksek bas?n? ?mrü ve uzun vadeli istikrarl? üretime ?nem veriyorsan?z, ?elik kal?plar daha güvenilirdir. Alüminyum ala??ml? kal?plar genellikle alüminyum ala??m?ndan üretilen h?zl? kal?plar? ifade eder ve ?o?unlukla prototip do?rulama, kü?ük seri deneme üretimi ve h?zl? teslimat i?in kullan?l?r. ?elik kal?plar ise genellikle s?cak i?leme kal?p ?eli?i veya di?er yüksek mukavemetli ?eliklerden üretilen kal?plar? ifade eder ve yüksek bas?n?, yüksek s?cakl?k ve büyük hacimli uzun süreli üretime uygundur. Is? iletkenli?i, malzemenin ?s?y? aktarma kabiliyetidir; alüminyum ala??m? yüksek ?s? iletkenli?ine sahiptir, bu da so?uma süresini k?saltmaya ve üretim h?z?n? art?rmaya yard?mc? olur. Is?l yorgunluk: Malzemenin tekrar tekrar ?s?nma ve so?uma d?ngüleri s?ras?nda ?atlak olu?mas? veya performans kayb? g?stermesi olgusudur; bu, kal?p ?mrünü s?n?rlayan ?nemli bir fakt?rdür.
| boyut (matematik.) | Alüminyum ala??ml? kal?p | ?elik kal?p |
|---|---|---|
| Malzeme ?zellikleri | Hafif, ?s? iletimi h?zl?, i?lenmesi kolay | Yüksek mukavemet, yüksek a??nma direnci, uzun ?mür |
| teslim süresi | Genellikle yakla??k 2–4 hafta sürer | Genellikle yakla??k 4–8 hafta veya daha uzun sürer |
| Uygulanabilir parti | Prototip, kü?ük seri üretim, deneme üretimi | Orta ve büyük ?l?ekli, uzun vadeli seri üretim |
| De?i?iklik zorlu?u | De?i?tirilmesi nispeten daha kolayd?r | De?i?iklik maliyeti daha yüksektir |
| tipik kullan?m | Enjeksiyon kal?plama denemeleri, dü?ük bas?n?l? d?küm, h?zl? prototip üretimi | D?kümle seri üretim, yüksek bas?n?l? kal?plama, uzun vadeli istikrarl? üretim |

Alüminyum ala??ml? kal?plar hangi yap?sal elemanlardan olu?ur? ?al??ma prensibi nas?ld?r?
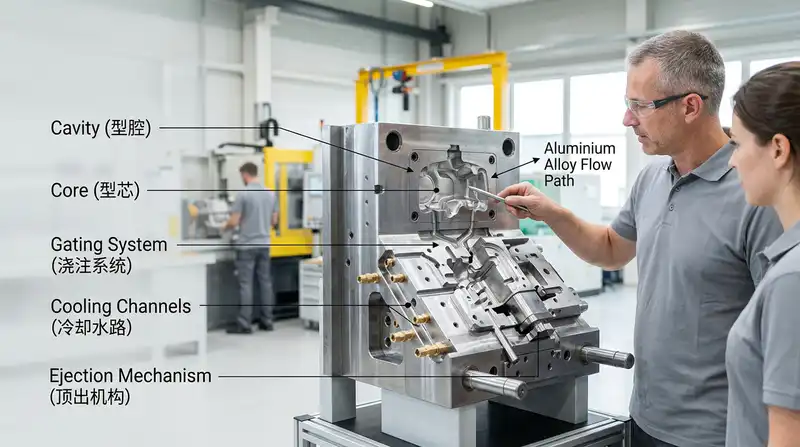
Alüminyum ala??ml? kal?plar genellikle kal?p bo?lu?u, kal?p ?ekirde?i, d?küm sistemi, so?utma kanallar? ve ??karma mekanizmas?ndan olu?ur. ?al??ma prensibi, erimi? metali veya erimi? malzemeyi kal?p bo?lu?una enjekte etmek, so?utma sistemi yard?m?yla h?zl? bir ?ekilde so?utup kat?la?t?rmak ve ard?ndan ??karma mekanizmas? arac?l???yla kal?ptan ??karmay? tamamlamakt?r. Alüminyumun ?s? iletkenli?i yüksek oldu?undan, kal?p ?s?y? daha h?zl? uzakla?t?rabilir ve b?ylece tek seferlik kal?plama süresini k?salt?r.
Be? ana yap? s?ras?yla hangi i?levi g?rüyor?
- Kavite: Par?an?n d?? ?ekli ve yüzey hassasiyetini belirleyen temel alan olup, bitmi? ürünün boyutlar?n? ve g?rünümünü do?rudan etkiler.
- ?ekirdek: ??inde delikler, bo?luklar veya ters di?li yap?lar olu?turarak kal?p yuvas?yla birle?erek kal?b?n kapanmas?n? sa?lar.
- D?küm sistemi: D?küm a?z?, ak?? kanal? ve i? d?küm a?z?n? i?erir; malzemenin kal?p bo?lu?una giri? yolunu ve h?z?n? kontrol etmek i?in kullan?l?r.
- So?utma suyu devresi: Is?y? uzakla?t?rmakla g?revlidir; s?cakl?k fark?n? kontrol etmeye yard?mc? olur, so?uma süresini k?salt?r ve kal?plama kalitesini sabit tutar.
- ?tme mekanizmas?: Pim, itme plakas? ve benzeri par?alar arac?l???yla ürünü kal?p bo?lu?undan d??ar? iterek kal?ba yap??mas?n? ?nler.
Dü?ük bas?n?l?, yer?ekimi ve yüksek bas?n?l? d?küm y?ntemlerinde kal?p doldurma mant??? nas?l farkl?l?k g?sterir?
Bu ü? d?küm y?nteminin temel fark?, erimi? metalin kal?p bo?lu?una girerken uygulanan itme gücünün farkl? olmas?d?r. Dü?ük bas?n?l? d?küm, erimi? metali hava bas?nc?yla yava??a iterek ger?ekle?tirilir ve daha yüksek yo?unluk ve daha az g?zenek gerektiren par?alar i?in uygundur; Yer?ekimi d?kümü ise esas olarak yer?ekimi kuvveti sayesinde kal?b?n do?al olarak doldurulmas?na dayan?r; maliyeti daha dü?üktür ve yap?s? basit, duvar kal?nl??? nispeten e?it olan ürünler i?in uygundur; yüksek bas?n?l? d?küm ise daha yüksek kal?p doldurma bas?nc? ve daha yüksek h?zla kal?b? doldurur; ince cidarl? ve karma??k par?alar i?in uygundur. Prosesler farkl? olsa da, hepsi istikrarl? kal?p s?cakl??? kontrolü ve makul bir so?utma tasar?m?ndan yoksun olamaz.
Erimi? alüminyumun s?cakl??? genellikle 650–700 ℃ civar?ndad?r; kal?b?n yakla??k 200 ℃’ye ?nceden ?s?t?lmas?, so?uk b?lgelerin ve kal?p dolum kusurlar?n?n azalt?lmas?na daha elveri?lidir; kal?p s?cakl???ndaki dalgalanmalar ne kadar istikrarl? olursa, par?a boyutlar?n?n istikrar? da genellikle o kadar iyi olur. Yay?nlanm?? ara?t?rma ve mühendislik kaynaklar?, kal?b?n s?cakl?k da??l?m?, so?utma kanallar?n?n konumu ve itme zamanlamas?n?n, alüminyum ala??ml? kal?plar?n istikrar?n? belirleyen kilit fakt?rler oldu?unu vurgulamaktad?r.
7075, 6061 ve 2A12 alüminyum ala??mlar?, kal?p uygulamalar?nda nas?l se?ilmelidir?
Alüminyum ala??ml? kal?p malzemesi se?erken genellikle 6061-T6, 7075-T6 ve 2A12 gibi kaliteler tercih edilir; bunlardan 6061-T6, prototip üretimi ve kü?ük seri üretim i?in daha uygundur, 7075-T6 ise daha yüksek mekanik yükleri ta??yan kal?p bo?luklar? i?in daha uygundur; 2A12 ise genellikle kal?p ?er?evesi veya destek yap?lar? i?in kullan?l?r. Malzeme se?iminde esas olan “ne kadar gü?lü olursa o kadar iyi” yakla??m? de?il, mukavemet, i?lenebilirlik ve maliyet aras?nda bir denge sa?lamakt?r.
| notlar | Brinell sertli?i | ?ekme Dayan?m? | tipik kullan?m |
|---|---|---|---|
| 6061-T6 | Yakla??k 95 HB | Yakla??k 45.000 psi[3] | Kal?p denemesi, kü?ük ?l?ekli prototip |
| 7075-T6 | Yakla??k 150 HB | Yakla??k 83.000 psi[4] | Yüksek yük alt?ndaki bo?luklar, bas?nca maruz kalan k?s?mlar |
| 2A12 | Yakla??k 105 HB | Yakla??k 62.000 psi[5] | Kal?p ?er?evesi, yap?sal destek |
2A12, alüminyum-bak?r serisi bir ala??md?r; mekanik ?zellikleri iyidir, ancak ?s? iletkenli?i, termal yorgunluk direnci ve yüksek s?cakl?k d?ngülerine do?rudan dayanma kabiliyeti genellikle h?zl? kal?plar i?in daha uygun olan ala??m türlerine g?re daha dü?üktür; bu nedenle kal?p ?er?eveleri, destek par?alar? veya ge?i? yap?lar? i?in daha uygundur. Mühendislik uygulamalar?nda yayg?n olarak izlenen y?ntem ?udur: ?ncelikle 6061 ile yap?sal do?rulama yap?l?r, ard?ndan üretim hacmi ve maruz kal?nan kuvvetlere g?re 7075'e ge?ilir; b?ylece hem geli?tirme verimlili?i hem de kullan?m ?mrü g?zetilir.

Alüminyum ala??ml? kal?plarda s?k g?rülen ar?za türleri nelerdir? Is?l ?atlama, a??nma ve deformasyon nas?l ?nlenebilir?
Alüminyum ala??ml? kal?plarda en s?k g?rülen ar?za türleri aras?nda termal ?atlama, yüzey a??nmas? ve kal?p bo?lu?unun deformasyonu yer al?r; bunlardan termal ?atlama en tipik olan?d?r ve genellikle tekrarlanan termal d?ngülerin neden oldu?u termal gerilim yo?unla?mas?yla ili?kilidir. Yuvarlatma tasar?m?, so?utma düzeni, malzeme se?imi ve ?s?l i?lem süre?leri olmak üzere d?rt unsurun e?zamanl? olarak optimize edilmesi, kal?b?n istikrarl? ?al??ma süresini ?nemli ?l?üde uzatabilir.
?? S?k yap?lan hatalar: “Alüminyum ala??ml? kal?p” kavram?n? “alüminyum malzemeden yap?lm?? bas?n?l? d?küm kal?b?” olarak yanl?? anlamak. Oysa, alüminyum d?küm par?alar (?rne?in ADC12, A380) genellikle yakla??k 660 °C'lik erimi? alüminyumun a??nd?r?c? etkisine dayanmak i?in H13, 8407 gibi s?cak i?leme kal?p ?elikleri kullan?l?r; alüminyum ala??ml? kal?plar ise daha ?ok h?zl? prototip veya kü?ük seri üretimde kullan?lan alüminyum kal?plar? ifade eder.
- termal ?atlak: Tekrarlanan ?s?nma ve so?uma i?lemleri yüzeyde ?atlaklara neden olur; bu ?atlaklar genellikle ?nce keskin k??elerde ortaya ??kar. Mühendislik uygulamalar?nda i? yuvarlak k??e yar??ap? genellikle 2 mm’den fazla olacak ?ekilde tasarlan?r ve daha makul bir so?utma yolu kullan?larak s?cakl?k fark? azalt?l?r.
- Yüzey a??nmas?: Yüksek h?zda akan metal s?v?s? veya erimi? malzemenin kal?p yüzeyine uzun süreli a??nd?r?c? etkisi, boyutlar?n giderek artmas?na neden olur. Yayg?n ?nlemler aras?nda sert anot oksitleme, yüzey kaplamas? ve ak?? h?z?n?n uygun ?ekilde dü?ürülmesi yer al?r.
- Kal?p bo?lu?unun deformasyonu: Alüminyum ala??m?n?n sertli?i ve yüksek s?cakl?k mukavemeti ?eli?e g?re daha dü?üktür; uzun süreli bas?n? alt?nda kalmas? durumunda kal?c? deformasyon meydana gelebilir; bu nedenle tasar?m a?amas?nda yük alan b?lgelerin gü?lendirilmesi ve ?ekillendirme analizi yap?lmas? gerekmektedir.
??leme kalitesi de ar?za h?z?n? etkiler. Yay?nlanm?? i?leme verilerine g?re, ?ok a?amal? gerilim giderme ?s?l i?lemi ve yüksek hassasiyetli CNC i?leme kullan?ld???nda, kal?p bo?lu?undaki toplam hata 0,01–0,02 mm aral???nda tutulabilir.[7] seviyesini ayarlayarak ve kal?nt? gerilimi azaltarak, erken a?amadaki termal ?atlama ve boyut kaymas? riskini azalt?r.

Alüminyum ala??ml? kal?plar hangi uygulama alanlar? i?in uygundur? D?küm ve ekstrüzyon aras?nda nas?l se?im yap?l?r?
Alüminyum ala??ml? kal?plar, orta ve kü?ük ?l?ekli üretim partileri, teslimat sürelerinin k?s?tl? oldu?u, yap?s? karma??k ancak üretim hacmi yüksek olmayan projeler i?in daha uygundur; genellikle enjeksiyon kal?plama deneme kal?plar?, dü?ük bas?n?l? d?küm, yer?ekimi d?kümü ve alüminyum profil ekstrüzyon deneme kal?plar?nda kullan?l?r. Ekonomik aral??? genellikle 5.000–10.000 adet civar?ndad?r; bu aral???n üzerine ??k?ld???nda, tek par?a amortisman maliyeti a??s?ndan ?elik kal?plar genellikle daha avantajl?d?r.
Dü?ük bas?n?l? d?küm ve yer?ekimi d?kümü s?ras?yla hangi ürünler i?in uygundur?
Dü?ük bas?n?l? d?küm, i? yo?unluk a??s?ndan yüksek gereklilikler olan ve duvar kal?nl???nda büyük de?i?iklikler bulunmayan par?alar i?in daha uygundur; ?rne?in, yeni enerji ara? motor g?vdeleri, yard?mc? ?asiler, ara? i?i ?arj kutular? vb. Yer?ekimi d?kümü ise yap?s? nispeten basit, üretim hacmi orta düzeyde ve maliyet a??s?ndan hassas olan destek veya kutu tipi ürünler i?in daha uygundur. 2026 y?l?nda yeni enerji ara? par?alar?na olan talebin artmaya devam etmesiyle birlikte, dü?ük bas?n?l? ve yer?ekimi d?kümünün ara? i?i muhafaza alan?ndaki uygulamalar? da geni?lemeye devam ediyor.
Hangi durumlarda ?elik kal?ba ge?mek gerekir?
Y?ll?k üretim hacmi 50.000 adedi a?t???nda veya par?alar?n daha yüksek bas?n?l? d?küm bas?nc?na, uzun süreli yüksek s?cakl?k d?ngülerine ve daha s?k kal?p bo?lu?u darbelere dayanmas? gerekti?inde, ?elik kal?p se?ene?i ciddiyetle de?erlendirilmelidir. ADC12, A380 gibi yayg?n alüminyum ala??mlar?n?n bas?n?l? d?kümünde, hedef istikrarl? seri üretim ve daha uzun hizmet ?mrü ise, H13, 8407 gibi s?cak i?leme kal?p ?elikleri genellikle daha uygundur.
Alüminyum ala??ml? kal?plar ile ?elik kal?plar?n toplam ya?am d?ngüsü maliyetleri aras?nda hangisi daha uygun maliyetlidir?
Tüm ya?am d?ngüsü maliyetinin de?erlendirilmesinde temel unsurlar üretim hacmi ve de?i?iklik say?s?d?r: Kü?ük partiler, k?sa d?ngüler ve s?k model de?i?ikli?i gerektiren projelerde alüminyum ala??ml? kal?plar genellikle daha ucuzdur; uzun vadeli ve istikrarl? seri üretim s?z konusu oldu?unda ise ?elik kal?plar, yüksek kal?p a?ma maliyetini tek bir par?aya daha kolay yayabilir. 2024 y?l?nda kamuya a??klanan teknik verilere g?re, yüksek ?s? iletkenli?ine sahip alüminyum kal?p ??zümleri, üretim maliyetini yakla??k – oran?nda dü?ürebilir ve bas?n?l? d?küm d?ngüsünü yakla??k – oran?nda k?saltabilir.
| boyut (matematik.) | Alüminyum ala??ml? kal?p | ?elik kal?p |
|---|---|---|
| Kal?p a?ma ücreti | Genellikle daha dü?üktür ve de?i?iklikler daha esnektir | Genellikle daha yüksektir, de?i?iklik maliyeti daha yüksektir |
| teslim süresi | Yakla??k 2–4 hafta | Yakla??k 4–8 hafta veya daha uzun |
| Kullan?m ?mrü performans? | Kü?ük partiler ve deneme kal?plar? i?in daha uygundur | Yüksek bas?n? ve uzun süreli seri üretime daha uygundur |
| Birim maliyet | Kü?ük partiler daha avantajl?d?r | Büyük miktarlarda sat?n almak daha avantajl?d?r |
Projenizin y?ll?k üretim hacmi 10.000 adet i?indeyse ve hala tasar?m geli?tirme a?amas?ndaysa, alüminyum ala??ml? kal?plar genellikle daha uygun maliyetlidir; üretim hacmi artmaya devam ederse ve boyut tutarl?l???na ili?kin gereksinimler daha yüksekse, ?elik kal?plar uzun vadeli üretim g?revlerini üstlenmek i?in daha uygundur. S?k s?k de?i?iklik gerektiren projelerde, alüminyum kal?plar?n i?leme verimlili?i ve onar?m kolayl???, deneme-yan?lma maliyetlerini ?nemli ?l?üde azalt?r.
Alüminyum ala??ml? kal?plarla ilgili s?k sorulan sorular
Mühendisler ve sat?n alma sorumlular? en s?k ?u sorular? sorarlar: “Ka? kal?p d?ngüsü yap?labilir?”, “Bozulursa tamir edilebilir mi?”, “Teslim süresi ne kadar?” ve “Yeni enerji bile?enlerinde kullan?labilir mi?”. Bu sorular?n yan?tlar?, yaln?zca fiyata bakmak yerine üretim hacmi, üretim süreci ve malzeme olmak üzere ü? g?stergeye dayanmal?d?r.
Alüminyum ala??ml? kal?plar ka? kez kullan?labilir?
Enjeksiyon kal?plama veya hafif yük kal?plama uygulamalar?nda, alüminyum ala??ml? kal?plar?n ekonomik üretim aral??? genellikle yakla??k 5.000–10.000 adettir; yüksek s?cakl?k ve yüksek bas?n?l? darbe ortam? olan bas?n?l? d?kümde ise ger?ek ?mür daha dü?ük olur ve par?an?n karma??kl???, kal?p s?cakl??? kontrolü ve malzeme yorgunlu?u durumuna g?re yeniden de?erlendirilmesi gerekir. Ekonomik aral???n a??lmas? durumunda, tek par?a maliyet a??s?ndan ?elik kal?plar genellikle daha avantajl?d?r.
Kal?p ?atlam??sa tamir edilebilir mi? Teslim süresi ne kadar?
Onar?labilir. Alüminyum ala??ml? kal?plarda, yerel a??nma, ince ?atlaklar ve k??e-kenar eksiklikleri genellikle kaynakla onar?m, z?mparalama ve yerel yeniden i?leme yoluyla giderilebilir; alüminyumun iyi i?lenebilirli?i sayesinde, prototip veya deneme kal?b? projelerinin teslim süresi genellikle yakla??k 2–4 haftad?r, oysa ?elik kal?plar genellikle daha uzun süre gerektirir. ??zümün h?zl? bir ?ekilde do?rulanmas? gereken projeler i?in bu zaman fark? ?ok ?nemlidir.
Alüminyum ala??ml? kal?plar, yeni enerji bile?enleri i?in uygun mudur?
Bu, ?zellikle yeni enerji ara?lar?ndaki ara? i?i ?arj muhafazalar?, kontrol kutular?, yap?sal destekler ve baz? ?s? y?netimi ile ilgili par?alar i?in uygundur. 2026 y?l?nda yeni enerji ara? modellerinin üretim hacminin artmaya devam etmesiyle birlikte, OBC, DCDC, PDU gibi par?alar i?in h?zl? kal?p yap?m? ve hafifle?tirme do?rulamas? talepleri artmaya devam etmektedir; bu nedenle alüminyum ala??ml? kal?plar, deneme üretimi a?amas?nda olduk?a de?erlidir.
?zet ve Model Se?imi ?nerileri
Alüminyum ala??ml? kal?p se?erken en ?nemli husus, projenin hangi a?amada oldu?unu belirlemektir: Prototip do?rulama, kü?ük ?l?ekli deneme üretimi veya h?zl? model de?i?ikli?i gerekiyorsa, alüminyum ala??ml? kal?plar genellikle daha uygundur; yüksek bas?n?l?, uzun vadeli seri üretim s?z konusuysa ise ?elik kal?plar ?ncelikli olarak de?erlendirilmelidir. Malzeme tipi, ar?za türleri ve üretim hacmi, tek ba??na maliyet yerine bu ü? fakt?rün birle?imiyle nihai kal?p se?imini belirler.
Farkl? parti büyüklükleri ve yap?lar? i?in kal?p ??zümleri nas?l belirlenir?
Sipari? miktar? 5.000 adetin alt?nda ise ve par?an?n yap?s? karma??ksa ya da halen tekrar tekrar revize edilme a?amas?ndaysa, alüminyum ala??ml? kal?plar tercih edilmelidir; üretim miktar? 10.000 adedi a??yorsa ve daha uzun ?mür aran?yorsa, ?elik kal?plar genellikle daha uygun maliyetlidir. Hassas kal?plama par?alar? i?in, kal?p bo?lu?undaki toplam hatan?n 0,01–0,02 mm aras?nda tutulmas? ?nerilir.[10] Bu seviyede, genellikle CNC ile hassas i?leme ve elektro-k?r?lma ?ekillendirme i?lemleriyle birlikte uygulanmas? gerekir.
- Prototip üretimi: 6061-T6, dü?ük maliyet ve h?zl? i?leme ?zellikleriyle ?ne ??kar
- Kü?ük partiler, yüksek yük: 7075-T6, sertlik ve yük ta??ma kapasitesine vurgu yap?l?r
- Büyük ?l?ekli seri üretim: ?elik kal?p; kullan?m ?mrü ve tek par?a amortisman? ?n planda tutulur
Ne zaman profesyonel bir d?küm kal?p fabrikas?na dan??mal??
Proje, yeni enerji bile?enleri, al?ak bas?n?l? d?küm, yer?ekimi d?kümü veya yüksek karma??kl?kta kal?plar? i?eriyorsa, kal?p a??lmadan ?nce mümkün oldu?unca erken bir a?amada profesyonel bir kal?p fabrikas?n?n sürece dahil edilmesi ?nerilir. Profesyonel de?erlendirme genellikle kal?p yap?s? analizi, ürün ?ekillendirme analizi, so?utma kanallar? düzeni ve itme mekanizmas? tasar?m?n? kapsar; bu fakt?rler, sonraki a?amalarda kal?p onar?m s?kl???n?, verim oran?n? ve toplam maliyeti do?rudan etkiler.























