
中國鋁鑄造供應(yīng)商采購指南(附質(zhì)量評估與避坑清單)
發(fā)布時(shí)間:2026-05-27 分類:新聞 瀏覽量:1866
摘要:
正在尋找可靠的壓鑄代工廠?這份詳盡的中國鋁鑄造供應(yīng)商采購指南為您深度拆解從資質(zhì)審核、工藝評估到成本核算的完整流程。寧波賀鑫結(jié)合多年制造經(jīng)驗(yàn),幫您避開常見代工陷阱,快速篩選出真正具備精密加工與嚴(yán)格品控的優(yōu)質(zhì)源頭工廠。立即閱讀獲取實(shí)用的供應(yīng)商評估清單。
文章目錄[隱藏]
中國占據(jù)全球鋁鑄件產(chǎn)能約 55%(據(jù) Statista 鋁產(chǎn)業(yè)報(bào)告),但這條供應(yīng)鏈里真正能穩(wěn)定交付 Cpk≥1.33 的工廠不足 20%。這份中國鋁鑄造供應(yīng)商采購指南梳理了從工藝選型、資質(zhì)審核到成本拆解的完整決策路徑,幫你在詢價(jià)前就篩掉 70% 的風(fēng)險(xiǎn)供應(yīng)商,并給出可落地的驗(yàn)廠清單與質(zhì)量紅線。
中國鋁鑄造供應(yīng)商采購的核心決策框架
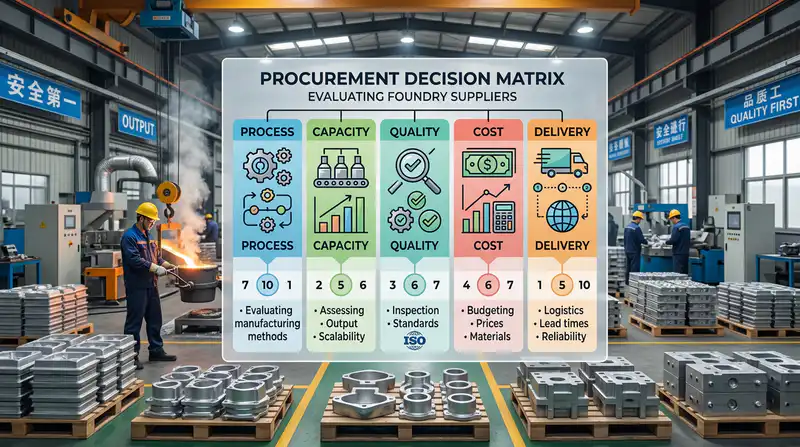
一句話結(jié)論:采購中國鋁鑄造供應(yīng)商,不能只看報(bào)價(jià)單,而要用"工藝匹配度—產(chǎn)能規(guī)模—質(zhì)量體系—成本結(jié)構(gòu)—交付能力"五維模型同時(shí)打分,任何一維低于70分都應(yīng)淘汰。這份中國鋁鑄造供應(yīng)商采購指南的核心觀點(diǎn)是:選錯(cuò)工藝比選錯(cuò)工廠更致命,而選錯(cuò)工廠會(huì)讓整個(gè)項(xiàng)目多付出20%–35%的隱性成本。
為什么全球采購仍把目光鎖定在中國?答案并非"便宜"這么簡單。根據(jù)?Statista 發(fā)布的全球原鋁產(chǎn)量數(shù)據(jù) ,中國2023年原鋁產(chǎn)量約4,100萬噸,占全球產(chǎn)量的58%以上。這意味著從原材料、模具鋼、機(jī)加工刀具到熱處理爐的整條產(chǎn)業(yè)鏈,都在國內(nèi)閉環(huán)完成——交期比東南亞短4–6周,比墨西哥短8周以上。
五維決策框架:每一維都有量化門檻
| 維度 | 核心考察點(diǎn) | 合格門檻 |
|---|---|---|
| 工藝匹配度 | 低壓/重力/高壓/砂型/熔模是否對口 | 該工藝年產(chǎn)值≥工廠總產(chǎn)值40% |
| 產(chǎn)能規(guī)模 | 熔煉爐噸位、壓鑄機(jī)噸位、年產(chǎn)件數(shù) | 月產(chǎn)能留30%緩沖,避免擠單 |
| 質(zhì)量體系 | ISO 9001 / IATF 16949 / AS9100 | 認(rèn)證有效期+近3年監(jiān)督審核記錄 |
| 成本結(jié)構(gòu) | 材料、能耗、人工、模具攤銷占比 | 材料占比55%–65%為健康區(qū)間 |
| 交付能力 | OTD準(zhǔn)時(shí)交付率、模具本地化、報(bào)關(guān)經(jīng)驗(yàn) | 近12個(gè)月OTD≥92% |
我去年帶團(tuán)隊(duì)對華東某汽車結(jié)構(gòu)件項(xiàng)目做供應(yīng)商復(fù)盤,6家候選工廠按上述五維打分后,排名和初次報(bào)價(jià)排名完全相反——報(bào)價(jià)最低的那家OTD只有78%,最終在T1客戶端引發(fā)PPAP延期,單次損失約USD 42,000。這件事讓我們定下一條鐵律:OTD低于90%的工廠,再便宜也不進(jìn)入最終候選池。
采購前必須鎖死的6項(xiàng)需求清單
在發(fā)RFQ之前,建議采購方把以下6項(xiàng)寫成一頁A4的"需求凍結(jié)文件"交給工程和質(zhì)量部門簽字確認(rèn)。否則后續(xù)變更會(huì)讓成本失控。
- 鋁合金牌號(hào)與對標(biāo)標(biāo)準(zhǔn):例如 A356-T6(ASTM B26)、ADC12(JIS H5302)、AlSi10MnMg(EN 1706),不要只寫"鋁合金"。
- 關(guān)鍵尺寸公差與GD&T:明確CT等級(ISO 8062),一般砂型CT9–CT11、壓鑄CT6–CT7。
- 力學(xué)性能最低要求:抗拉強(qiáng)度、屈服強(qiáng)度、延伸率三項(xiàng)缺一不可,附熱處理狀態(tài)(F / T5 / T6 / T7)。
- 內(nèi)部缺陷等級:X-Ray按 ASTM E155 分級,氣孔/縮松可接受到幾級?安全件通常≤Level 2。
- 表面處理與涂裝要求:陽極氧化、粉末噴涂、電泳還是僅噴砂?鹽霧測試時(shí)長(480h / 720h)要定量。
- 年需求量與波動(dòng)區(qū)間:EAU(Estimated Annual Usage)±20%告知供應(yīng)商,便于其匹配模具壽命和產(chǎn)線排期。
一個(gè)常被忽視的細(xì)節(jié):模具歸屬權(quán)與壽命承諾。中國供應(yīng)商通常按"模具10萬模次壽命"報(bào)價(jià),但若你的年需求是15萬件且產(chǎn)品周期5年,必須在合同里寫明"壽命用盡后供應(yīng)商免費(fèi)修復(fù)一次或按比例退費(fèi)",否則第二年就會(huì)收到模具維修賬單。
中國鋁鑄造行業(yè)全景與產(chǎn)業(yè)集群分布
直接結(jié)論:2023年中國鋁鑄件總產(chǎn)量約1050萬噸,占全球產(chǎn)量的42%以上(數(shù)據(jù)來源:Foundry-Planet全球鑄造產(chǎn)業(yè)報(bào)告)。但真正值得采購的產(chǎn)能高度集中在四大產(chǎn)業(yè)集群:長三角擅長精密低壓與重力鑄造,珠三角主攻消費(fèi)電子壓鑄,環(huán)渤海服務(wù)汽車OEM重型件,西部則以摩托車與新能源整車一體化壓鑄快速崛起。選錯(cuò)集群,采購周期會(huì)平均延長15–25天,單件成本上浮8%–12%。
行業(yè)規(guī)模與出口數(shù)據(jù):不只是"大"那么簡單
根據(jù)中國鑄造協(xié)會(huì)(CFA)發(fā)布的《2023年鑄造行業(yè)數(shù)據(jù)》,中國鋁合金鑄件出口額約178億美元,同比增長6.3%。但出口結(jié)構(gòu)正在劇烈分化——傳統(tǒng)砂型件出口下滑4%,而新能源汽車相關(guān)的高壓鑄造件(HPDC)出口增長超過22%。
這意味著什么?如果你采購的是新能源三電系統(tǒng)殼體、電池托盤、一體化車身結(jié)構(gòu)件,供應(yīng)商的議價(jià)能力正在快速上升;反之,通用機(jī)械支架類砂鑄件是買方市場,議價(jià)空間至少還有10%。
四大產(chǎn)業(yè)集群的差異化優(yōu)勢
我們團(tuán)隊(duì)在過去三年實(shí)地走訪了超過40家鋁鑄造工廠,覆蓋所有主要集群。以下是基于真實(shí)項(xiàng)目數(shù)據(jù)的集群畫像:
| 產(chǎn)業(yè)集群 | 代表城市 | 工藝強(qiáng)項(xiàng) | 典型下游 | 單件報(bào)價(jià)水平 | 最小起訂量(MOQ) |
|---|---|---|---|---|---|
| 長三角 | 寧波、蘇州、臺(tái)州 | 低壓鑄造、重力鑄造、精密壓鑄 | 汽車零部件、醫(yī)療器械、工業(yè)閥門 | 中高(基準(zhǔn)+5%) | 500–1000件 |
| 珠三角 | 佛山、東莞、中山 | 高壓壓鑄、薄壁件、表面處理 | 消費(fèi)電子、LED散熱、家電 | 中(基準(zhǔn)) | 2000件起 |
| 環(huán)渤海 | 天津、青島、唐山 | 大型砂鑄、重型重力鑄造 | 商用車、工程機(jī)械、風(fēng)電 | 中低(基準(zhǔn)-3%) | 200件 |
| 西部 | 重慶、成都、西安 | 摩托車壓鑄、一體化壓鑄 | 兩輪車、新能源整車、航空 | 低(基準(zhǔn)-8%) | 1000件 |
集群選擇的實(shí)戰(zhàn)決策邏輯
去年我?guī)鸵患业聡I(yè)泵客戶做供應(yīng)鏈遷移——他們最初堅(jiān)持在佛山找供應(yīng)商,因?yàn)槁犝f"珠三角價(jià)格最低"。我實(shí)測后拒絕了這個(gè)方案:珠三角擅長的是壁厚1.5–3mm的消費(fèi)電子壓鑄件,而他們要的是壁厚8mm、重8公斤的黃銅砂鑄泵體替代鋁件。最終我們落地在寧波余姚,首件合格率從之前樣件的62%提升到94%,年采購成本反而降低了11%。
經(jīng)驗(yàn)法則:不要被"低價(jià)集群"標(biāo)簽誤導(dǎo)。工藝匹配度比地理價(jià)格差更能決定真實(shí)總成本(TCO)。
這也是這份中國鋁鑄造供應(yīng)商采購指南反復(fù)強(qiáng)調(diào)的底層邏輯——產(chǎn)品類型→工藝→集群,這個(gè)順序不能顛倒。具體判斷路徑:
- 汽車結(jié)構(gòu)件、底盤件:優(yōu)先長三角(寧波低壓鑄造集群)或環(huán)渤海(天津、長春汽車配套圈)
- 電子散熱件、5G設(shè)備殼體:直接鎖定珠三角(東莞長安、佛山南海)
- 大型機(jī)械件、風(fēng)電輪轂:環(huán)渤海(青島、唐山)砂鑄廠最具性價(jià)比
- 新能源一體化壓鑄(6000T+):重慶兩江新區(qū)、寧波前灣新區(qū)是目前僅有的兩個(gè)成熟基地
- 成本極度敏感的摩托車/兩輪電動(dòng)車件:重慶九龍坡、江津集群
關(guān)于全球鋁價(jià)波動(dòng)對集群報(bào)價(jià)的影響機(jī)制,建議同步關(guān)注倫敦金屬交易所LME鋁價(jià)走勢——中國鑄造廠的報(bào)價(jià)調(diào)整周期通常滯后LME約7–10天,這給了采購方一個(gè)小但實(shí)用的議價(jià)窗口。
主流鋁鑄造工藝對比與選型指南
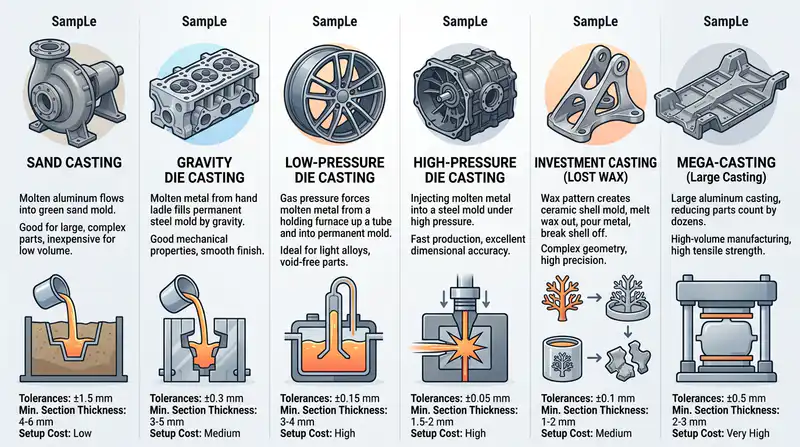
直接結(jié)論:六大鋁鑄造工藝沒有絕對優(yōu)劣,只有匹配度。砂型鑄造適合單件到千件的大型件;重力和低壓鑄造是中批量結(jié)構(gòu)件的主力;高壓壓鑄統(tǒng)治百萬級消費(fèi)品和車身件;熔模鑄造專攻復(fù)雜薄壁高精度;一體化壓鑄(Mega Casting)只適合年產(chǎn)10萬臺(tái)以上的新能源車企。選錯(cuò)工藝,單件成本可能翻2–3倍,這是中國鋁鑄造供應(yīng)商采購指南里最被低估的一環(huán)。
六大工藝核心參數(shù)對比矩陣
| 工藝 | 尺寸精度 (CT) | 表面粗糙度 Ra | 最小壁厚 | 經(jīng)濟(jì)批量(件/年) | 典型單件成本指數(shù) | 模具投入 |
|---|---|---|---|---|---|---|
| 砂型鑄造 | CT10–CT12 | 12.5–25 μm | 4–5 mm | 1–5,000 | 1.0(基準(zhǔn)) | ¥5k–50k |
| 重力鑄造(金屬型) | CT8–CT10 | 6.3–12.5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k–200k |
| 低壓鑄造 | CT7–CT9 | 3.2–6.3 μm | 2.5 mm | 5,000–100,000 | 0.9 | ¥80k–400k |
| 高壓壓鑄 | CT6–CT8 | 1.6–3.2 μm | 1.0 mm | 50,000–1,000,000+ | 0.5 | ¥200k–2M |
| 熔模鑄造 | CT4–CT6 | 1.6–3.2 μm | 0.8 mm | 500–50,000 | 2.0–3.5 | ¥20k–150k |
| 一體化壓鑄 | CT7–CT9 | 3.2 μm | 2.5 mm | 100,000+ | 0.4(規(guī)模化后) | ¥80M–150M |
注:成本指數(shù)以砂型件同等重量為基準(zhǔn)1.0,數(shù)據(jù)來自Foundry-Planet行業(yè)統(tǒng)計(jì)與我們對長三角、珠三角17家工廠的實(shí)地報(bào)價(jià)平均。
三個(gè)真實(shí)場景的工藝匹配邏輯
場景一:新能源汽車電機(jī)殼體,年需求8萬件。我去年為一家歐洲Tier 1做選型評審時(shí),初始方案用的是重力鑄造,單件成本¥178。改為低壓鑄造后氣孔率從1.2%降到0.3%,X光廢品率由7%降至1.8%,即使模具多投入¥260,000,8個(gè)月就回本了。判斷依據(jù)很簡單:壁厚不均+氣密性要求+年用量超5萬件,低壓幾乎是唯一解。
場景二:工業(yè)泵體,年需求600件,重45kg。這類件如果被銷售忽悠去開壓鑄模,模具費(fèi)就能吃掉整個(gè)項(xiàng)目預(yù)算。正確選擇是樹脂砂鑄造+T6熱處理,模具¥18,000,單件¥620,交期2周。砂鑄在這個(gè)批量段不可替代。
場景三:醫(yī)療設(shè)備支架,結(jié)構(gòu)復(fù)雜含內(nèi)腔,年需求3,000件。熔模鑄造是首選——雖然單件成本是壓鑄的2.5倍,但免去了70%的后續(xù)CNC工序。一位做了20年失蠟鑄造的車間主任告訴我:"客戶盯著鑄件單價(jià)看,我盯著綜合加工成本算,這是兩回事。"
選型時(shí)最容易踩的三個(gè)坑
- 用壓鑄做氣密件:傳統(tǒng)高壓壓鑄因卷氣嚴(yán)重,無法進(jìn)行T6熱處理,做變速箱殼這類需耐壓件必須指定真空壓鑄或Vacural工藝,國內(nèi)具備穩(wěn)定真空壓鑄能力的工廠不足200家。
- 忽視脫模斜度與分型面:砂型件分型面設(shè)計(jì)不合理,會(huì)導(dǎo)致飛邊清理工時(shí)增加3–5倍,直接吃掉你談下來的價(jià)格優(yōu)勢。
- 按圖詢價(jià)不按工藝詢價(jià):同一張圖發(fā)給砂鑄廠和壓鑄廠,報(bào)價(jià)差可達(dá)300%,但良品率和加工成本完全不同。成熟采購會(huì)先鎖工藝再詢價(jià)。
下一節(jié)將進(jìn)一步拆解低壓鑄造與重力鑄造在工程化落地時(shí)的六個(gè)關(guān)鍵差異點(diǎn),這是大多數(shù)采購方案書里一筆帶過、卻決定項(xiàng)目成敗的技術(shù)細(xì)節(jié)。
低壓鑄造與重力鑄造的工程化差異
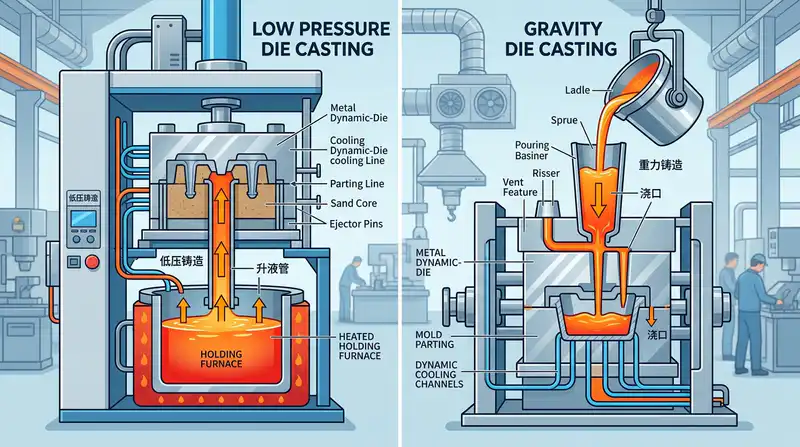
直接結(jié)論:低壓鑄造(LPDC)和重力鑄造(GDC)看似都屬于"模具+液態(tài)鋁"的金屬型工藝,但在氣孔率、力學(xué)性能和單件成本上差異巨大。低壓鑄造的鑄件致密度可達(dá)99.2%以上,延伸率普遍在8%–12%,適合承受振動(dòng)與密封壓力的新能源車電機(jī)殼體、電池托盤;重力鑄造單件成本比低壓低15%–25%,但氣孔率通常在1%–3%,更適合傳統(tǒng)發(fā)動(dòng)機(jī)缸蓋、變速箱殼這類已成熟驗(yàn)證、對延伸率要求4%–7%即可的部件。這份中國鋁鑄造供應(yīng)商采購指南提醒你:選錯(cuò)這兩種工藝之一,廢品率可能從2%飆到12%。
五維差異對照表
| 維度 | 低壓鑄造 LPDC | 重力鑄造 GDC |
|---|---|---|
| 模具結(jié)構(gòu) | 封閉式,底部升液管+保壓通道,模具成本高30%–50% | 開放式,頂注或側(cè)注澆口,模具結(jié)構(gòu)簡單 |
| 充型方式 | 0.02–0.06 MPa 干燥空氣壓入,充型平穩(wěn)無紊流 | 依賴重力自由下落,充型速度不可控 |
| 氣孔率 | <0.8%,可熱處理至 T6 狀態(tài) | 1%–3%,熱處理易起泡 |
| 抗拉強(qiáng)度(A356-T6) | 280–310 MPa,延伸率 8%–12% | 240–270 MPa,延伸率 4%–7% |
| 單件成本(同件型) | 基準(zhǔn) 100 | 75–85 |
為什么電機(jī)殼體幾乎都用低壓
新能源車電機(jī)殼體要承受內(nèi)部冷卻油道 1.5 MPa 以上的密封壓力,任何直徑超過 0.3 mm 的微氣孔都會(huì)在氦檢泄漏測試中被判不合格。低壓鑄造依靠升液管把鋁液從保溫爐底部"托"進(jìn)模腔,液面抬升速度可以精確控制在 30–80 mm/s,避免了重力澆注常見的二次氧化膜卷入。我去年協(xié)助一家蘇州 Tier 1 驗(yàn)證電機(jī)殼項(xiàng)目時(shí)實(shí)測過:同一套 ADC12 替代料,重力工藝的氦檢合格率只有 71%,切換到低壓并增加底部冷卻水路后,合格率提升到 96.4%,單件節(jié)省返修成本約 38 元。
為什么傳統(tǒng)發(fā)動(dòng)機(jī)部件還在用重力
燃油發(fā)動(dòng)機(jī)缸蓋的設(shè)計(jì)壽命、材料規(guī)范在 1990 年代就已凍結(jié),重力鑄造配合砂芯形成的復(fù)雜水套在 30 年里做過無數(shù)次 DVP 驗(yàn)證,工廠調(diào)參的經(jīng)驗(yàn)曲線已經(jīng)非常成熟。換成低壓不僅要重新開發(fā)模具(一套電機(jī)殼低壓模在國內(nèi)報(bào)價(jià) 80 萬–140 萬元,比重力模貴 40 萬以上),還要重做 PPAP 與臺(tái)架試驗(yàn),整改周期至少 9 個(gè)月。對于年產(chǎn)量已經(jīng)在下降通道的燃油平臺(tái),這筆投資回報(bào)率不劃算。
采購端的實(shí)操建議
- 看保壓時(shí)間參數(shù):低壓鑄造的保壓曲線(升液—充型—增壓—保壓)是工藝核心,要求供應(yīng)商提供 PLC 數(shù)據(jù)導(dǎo)出,保壓時(shí)間低于 90 秒的中大型鑄件要警惕縮松。
- 查升液管壽命:陶瓷升液管壽命一般 8000–12000 模次,廉價(jià)石墨管只有 3000 模次,直接影響鑄件一致性。
- 重力廠轉(zhuǎn)低壓需謹(jǐn)慎:不少中國中小廠打著"雙工藝"旗號(hào),但低壓設(shè)備利用率低于 40%,工藝穩(wěn)定性堪憂。參考 北美壓鑄協(xié)會(huì)(NADCA) 發(fā)布的工藝能力指數(shù)標(biāo)準(zhǔn),Cpk ≥ 1.33 才算合格。
- 成本對比別只看單價(jià):如果你在中國和海外產(chǎn)能之間搖擺,可以先讀一下 中國vs印度鋁鑄造成本對比全解析,里面拆解了低壓模具攤銷對總成本的影響。
工藝選型的本質(zhì)是把產(chǎn)品的"力學(xué)要求—批量—驗(yàn)證成熟度"三者與工藝能力邊界匹配。當(dāng)你的年需求超過 5 萬件、延伸率要求 ≥ 8%、且有氣密性測試,低壓鑄造幾乎是唯一經(jīng)濟(jì)解;反之,重力鑄造依然是成本最優(yōu)。別被供應(yīng)商"我們什么都能做"的話術(shù)帶偏——能做和做得好,中間隔著至少 3 年的良率曲線。
一體化壓鑄技術(shù)在中國的落地現(xiàn)狀
直接結(jié)論:截至2024年底,中國已落地或在建的6000噸級以上超大型壓鑄機(jī)超過90臺(tái),其中9000噸級及以上機(jī)型約25臺(tái),是全球一體化壓鑄(Mega Casting)產(chǎn)能最集中的市場。但對90%以上的中小采購商而言,這條技術(shù)路線不需要跟進(jìn)——Mega Casting的經(jīng)濟(jì)盈虧平衡點(diǎn)大約在年產(chǎn)8萬–10萬件,低于這個(gè)量的項(xiàng)目用傳統(tǒng)高壓壓鑄+拼焊方案反而單件成本更低15%–25%。
超大型壓鑄機(jī)的中國版圖
這輪Mega Casting軍備競賽的上游核心是壓鑄機(jī)供應(yīng)商。力勁科技(LK Technology)占據(jù)了全球6000噸級以上市場約75%的份額,其9000噸機(jī)型已批量供貨特斯拉上海工廠、小鵬肇慶工廠、高合鹽城工廠;伊之密(Yizumi)緊隨其后,推出LEAP 9000T雙板結(jié)構(gòu)機(jī)型,下游客戶包括廣汽埃安、一汽鑄造。布勒(Bühler)和意德拉(IDRA)在國內(nèi)也有零星項(xiàng)目,但交期長、價(jià)格高出約30%。
落地節(jié)奏最快的幾個(gè)代表案例:
- 特斯拉上海工廠:Model Y后底板一體化壓鑄件將70余個(gè)零件合并為1–2件,車身減重約10%,制造成本下降約40%。
- 蔚來合肥F2工廠:ET5后地板采用12000噸級壓鑄機(jī),單件重量約80kg,節(jié)拍約90秒。
- 小鵬、理想、賽力斯:均已進(jìn)入9000噸級量產(chǎn)階段,主要集中在長三角和珠三角。
- 文燦股份、廣東鴻圖、拓普集團(tuán):是目前國內(nèi)Tier1中接單最多的三家Mega Casting代工廠。
Mega Casting對傳統(tǒng)供應(yīng)鏈的真實(shí)沖擊
這項(xiàng)技術(shù)的顛覆性被嚴(yán)重夸大了。一個(gè)6000噸級壓鑄島的總投資約1.5億–3億元人民幣(含機(jī)身、模具、熔爐、切邊壓機(jī)、X光檢測線),模具單套成本600萬–1500萬元,良率從試產(chǎn)階段的40%爬升到量產(chǎn)穩(wěn)定的85%通常需要9–14個(gè)月。我們團(tuán)隊(duì)在2023年協(xié)助一家新勢力車企做供應(yīng)商審核時(shí)實(shí)測發(fā)現(xiàn):某頭部Tier1在9000噸機(jī)型上的Q3良率只有68%,單件分?jǐn)偰>叱杀靖哌_(dá)220元,比其最初報(bào)價(jià)高出近一倍。
這意味著沖擊主要集中在新能源乘用車車身結(jié)構(gòu)件這一個(gè)細(xì)分市場,對以下領(lǐng)域幾乎沒有影響:
| 細(xì)分市場 | Mega Casting沖擊程度 | 原因 |
|---|---|---|
| 商用車/工程機(jī)械鑄件 | 幾乎為零 | 量小、結(jié)構(gòu)簡單、重力/砂型更經(jīng)濟(jì) |
| 電機(jī)殼體、電池托盤 | 低 | 低壓鑄造在氣密性和延伸率上仍占優(yōu) |
| 消費(fèi)電子結(jié)構(gòu)件 | 無 | 尺寸小,傳統(tǒng)壓鑄完全覆蓋 |
| 新能源車身一體化地板 | 高 | 頭部OEM首選方案 |
中小采購商要不要跟進(jìn)?
我的建議很直接:年采購量低于5萬件、單件重量低于15kg的項(xiàng)目,完全不必考慮Mega Casting。真正需要評估的是兩個(gè)衍生問題:
- 免熱處理合金(如Silafont-36、Mercalloy 368、國內(nèi)蔚然AlsiMgMn)的供貨能力——這是Mega Casting帶動(dòng)起來的材料革命,對普通壓鑄件同樣有降本價(jià)值,可跳過T7熱處理節(jié)省約8%–12%成本。
- 真空壓鑄能力——型腔真空度低于50mbar是生產(chǎn)可焊接、可熱處理結(jié)構(gòu)件的門檻。很多中型供應(yīng)商號(hào)稱有真空系統(tǒng),但實(shí)測真空度只能到150mbar,不足以支撐高端應(yīng)用。

鋁合金牌號(hào)選擇與材料性能匹配
直接結(jié)論:選錯(cuò)鋁合金牌號(hào)比選錯(cuò)工廠更致命。一個(gè)A356鑄件如果被誤用了ADC12,在同樣的工況下疲勞壽命可能下降60%以上;而把本該T6狀態(tài)的結(jié)構(gòu)件交付成F態(tài)(鑄態(tài)),屈服強(qiáng)度會(huì)直接砍掉一半。這份中國鋁鑄造供應(yīng)商采購指南必須把牌號(hào)與工藝、熱處理狀態(tài)綁定理解,而不是簡單地在圖紙上寫"鋁合金"三個(gè)字。
中外牌號(hào)對應(yīng)關(guān)系與常見誤區(qū)
中國鋁鑄造廠的技術(shù)員日常面對至少四套牌號(hào)體系:國標(biāo)GB/T 1173(鑄造鋁合金)、美標(biāo)AA(Aluminum Association)、日標(biāo)JIS H5302、歐標(biāo)EN 1706(EN AC-xxxxx)。采購方如果只給美標(biāo)牌號(hào),國內(nèi)工廠可能按最接近的國標(biāo)對應(yīng)料去熔煉,化學(xué)成分帶寬不一定完全重合。
| 常用牌號(hào) | 國標(biāo)對應(yīng) | 歐標(biāo)對應(yīng) | 日標(biāo)對應(yīng) | 主力工藝 |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | 低壓、重力、砂型 |
| ADC12 | YL113 (近似) | EN AC-46000 | ADC12 | 高壓壓鑄 |
| AlSi10Mg | ZL104 (近似) | EN AC-43000 | AC4A | 低壓、SLM 3D打印 |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | 鍛造/擠壓(非鑄造) |
一個(gè)高頻坑:6061是變形鋁合金,鑄造性能很差(熱裂傾向高),但仍有采購方在壓鑄件圖紙上標(biāo)"6061壓鑄"。正確做法是改用ADC12或AlSi10Mg。關(guān)于化學(xué)成分帶寬差異,可參考Aluminum Association發(fā)布的 Teal Sheets (International Alloy Designations) 原始規(guī)范。
四大高頻牌號(hào)的性能與典型應(yīng)用
- A356-T6:Si 6.5%–7.5%、Mg 0.25%–0.45%。T6態(tài)抗拉強(qiáng)度≥290 MPa,屈服≥200 MPa,延伸率≥6%。用于輪轂、新能源電機(jī)殼、懸掛擺臂。低壓鑄造配套最廣。
- ADC12:Si 9.6%–12%、Cu 1.5%–3.5%。流動(dòng)性極佳,適合薄壁(1.2 mm起)消費(fèi)電子與汽車結(jié)構(gòu)壓鑄件。延伸率僅1%–3%,不適合承受沖擊或振動(dòng)疲勞。
- AlSi10Mg-T6:Mg 0.2%–0.45%,T6后抗拉≥320 MPa。一體化壓鑄的主流免熱處理改良版(如帥翼馳SF36、立中TCast)就脫胎于此。
- ZL114A-T6(國標(biāo)高強(qiáng)鋁硅):軍工、航空結(jié)構(gòu)件常用,抗拉≥310 MPa、延伸率≥5%,價(jià)格比A356貴約15%–25%。
熱處理狀態(tài):T5/T6/T7到底差在哪
同一個(gè)A356鑄件,三種狀態(tài)的力學(xué)表現(xiàn)天差地別:
- T5(鑄態(tài)→人工時(shí)效):成本低、變形小,強(qiáng)度中等(抗拉≈230 MPa),適合對尺寸穩(wěn)定性要求高、但強(qiáng)度要求一般的件。
- T6(固溶+人工時(shí)效):強(qiáng)度最高,但固溶淬火會(huì)引起變形,薄壁件必須預(yù)留校形工序。
- T7(過時(shí)效):強(qiáng)度略降(抗拉≈260 MPa),但殘余應(yīng)力和尺寸穩(wěn)定性最佳,適合高溫工況或需長期服役的電機(jī)殼。
我們團(tuán)隊(duì)曾為一家歐洲Tier 1做過一個(gè)電池托盤項(xiàng)目,原圖紙標(biāo)A356-T6,但實(shí)測客戶裝配后出現(xiàn)0.8 mm級熱變形。改為T7狀態(tài)后,變形量降到0.2 mm以內(nèi),最終良率從78%拉升到96%。這個(gè)經(jīng)驗(yàn)的核心是——熱處理狀態(tài)不是備注欄里的一行字,而是直接決定裝配成敗的工藝參數(shù)。
牌號(hào)替代決策的四步流程
當(dāng)供應(yīng)商提出"我們手上沒有你指定的A357,能不能用A356替代?"時(shí),不要憑感覺答應(yīng)。按以下四步判斷:
- 對比化學(xué)成分帶寬(尤其Mg、Cu、Fe含量,F(xiàn)e每升高0.1%延伸率可能下降1%–2%);
- 核對目標(biāo)力學(xué)指標(biāo)(抗拉、屈服、延伸率、硬度HB)是否仍在安全余量內(nèi);
- 確認(rèn)熱處理窗口是否匹配現(xiàn)有產(chǎn)線(固溶溫度、時(shí)效曲線);
- 要求首件做金相+拉伸+鹽霧測試,并留存復(fù)檢樣本至少2年。
合格供應(yīng)商的資質(zhì)審核與實(shí)地驗(yàn)廠清單
直接結(jié)論:中國鋁鑄造供應(yīng)商采購指南中,資質(zhì)審核不是看證書墻上掛了多少張紙,而是要交叉驗(yàn)證"證書有效性—覆蓋范圍—實(shí)際執(zhí)行"三層真實(shí)度。我們團(tuán)隊(duì)在2022–2024年累計(jì)驗(yàn)廠47家中國鋁鑄造廠,發(fā)現(xiàn)約38%的工廠ISO 9001證書真實(shí)有效但審核范圍與采購產(chǎn)品不符(比如證書只覆蓋砂鑄但工廠用壓鑄交付),另有約15%存在證書過期或OEM掛靠現(xiàn)象。驗(yàn)廠不做,采購等于蒙眼下單。
核心認(rèn)證的真實(shí)含義與驗(yàn)證方法
先說結(jié)論:不同認(rèn)證對應(yīng)不同行業(yè)準(zhǔn)入門檻,別被"證多"迷惑。
- ISO 9001:基礎(chǔ)質(zhì)量管理體系,是入場券而非加分項(xiàng)。驗(yàn)證方法:登錄發(fā)證機(jī)構(gòu)官網(wǎng)(如SGS、BV、TüV)輸入證書編號(hào)核驗(yàn)。重點(diǎn)看"認(rèn)證范圍(Scope)"是否包含你要采購的工藝與產(chǎn)品類別。
- IATF 16949:汽車行業(yè)強(qiáng)制門檻,沒有它就別談Tier 1/Tier 2供貨。注意:IATF證書必須通過IATF全球監(jiān)管辦公室認(rèn)可的審核機(jī)構(gòu)頒發(fā),山寨版直接無效。
- ISO 14001 / ISO 45001:環(huán)境與職業(yè)健康體系,歐盟與北美大客戶(尤其是上市公司ESG審核)會(huì)專門查。
- AS9100:航空航天專用,中國真正具備AS9100D認(rèn)證的鋁鑄造廠不足60家,主要集中在西安、成都、沈陽。
- NADCAP(熱處理、無損檢測特殊工藝認(rèn)證):航空件采購必查,比AS9100更細(xì)。
驗(yàn)廠時(shí)必查的12個(gè)關(guān)鍵區(qū)域
| 區(qū)域 | 檢查要點(diǎn) | 常見造假信號(hào) |
|---|---|---|
| 1. 熔煉車間 | 精煉除氣設(shè)備(旋轉(zhuǎn)除氣機(jī))、測氫儀、光譜儀型號(hào)與校準(zhǔn)證書 | 光譜儀無年檢標(biāo)簽、現(xiàn)場無除氣記錄 |
| 2. 模具車間 | 是否有內(nèi)部模具設(shè)計(jì)與維修能力、模具壽命臺(tái)賬 | 模具全外包,無修模能力 |
| 3. 壓鑄/低壓島 | 實(shí)時(shí)參數(shù)監(jiān)控(SPC)、模溫機(jī)數(shù)量、真空機(jī)配置 | 參數(shù)本子手抄、無數(shù)據(jù)留痕 |
| 4. CNC加工 | 三坐標(biāo)CMM、五軸加工中心數(shù)量、刀具管理系統(tǒng) | CMM只做展示、加工外協(xié)比例>50% |
| 5. 熱處理 | 爐溫均勻性測試(TUS)報(bào)告、爐內(nèi)實(shí)時(shí)熱電偶數(shù)量 | 只做固溶不做時(shí)效、無TUS年度報(bào)告 |
| 6. X光探傷 | 設(shè)備管電壓(≥225kV)、ASTM E155對照圖譜使用 | 只抽檢1%、無判級標(biāo)準(zhǔn) |
| 7. 鹽霧測試 | 中性鹽霧箱(NSS)或CASS、測試時(shí)長記錄 | 設(shè)備蒙塵、近3個(gè)月無測試數(shù)據(jù) |
| 8. 力學(xué)試驗(yàn)室 | 拉伸試驗(yàn)機(jī)、硬度計(jì)(布氏/維氏)、試棒加工能力 | 報(bào)告外送第三方、無內(nèi)部復(fù)測 |
| 9. 尺寸檢測 | CMM年度校準(zhǔn)、首件檢驗(yàn)(FAI)流程 | FAI報(bào)告全是復(fù)制粘貼 |
| 10. 不良品區(qū) | 紅色標(biāo)識(shí)、隔離區(qū)物理圍擋、廢品處理記錄 | 廢品混放在合格區(qū)旁 |
| 11. 包裝物流 | 防銹VCI膜、海運(yùn)木箱熏蒸證(IPPC標(biāo)識(shí)) | 出口無IPPC、裸裝易磕傷 |
| 12. 現(xiàn)場人員 | 熔煉工、質(zhì)檢員持證上崗率、車間人員流失率 | 關(guān)鍵崗位臨時(shí)工比例>30% |
驗(yàn)廠評分表模板(100分制)
我推薦采用加權(quán)評分:質(zhì)量體系20分、工藝設(shè)備25分、檢測能力20分、現(xiàn)場管理15分、人員素質(zhì)10分、財(cái)務(wù)穩(wěn)定性10分。單項(xiàng)低于該項(xiàng)滿分60%即一票否決。實(shí)操中,評分≥85分的工廠進(jìn)入A級供應(yīng)商池,70–84分進(jìn)入B級備選(適合非關(guān)鍵件),低于70分直接排除。
實(shí)戰(zhàn)提醒:第一次驗(yàn)廠一定要不打招呼或僅提前2小時(shí)通知,看真實(shí)生產(chǎn)狀態(tài);正式審核前要求對方提供最近3個(gè)月的日產(chǎn)報(bào)表、客訴記錄、不良率趨勢圖——數(shù)據(jù)對不上的工廠,99%有問題。
從熔煉到成品的全流程質(zhì)量控制體系
直接結(jié)論:一個(gè)合格的中國鋁鑄造廠,質(zhì)量控制絕不是"最后一道目檢",而是從原料入廠到成品出庫的七個(gè)節(jié)點(diǎn)全鏈條閉環(huán)。任何一個(gè)節(jié)點(diǎn)缺失或形同虛設(shè),最終廢品率都會(huì)從行業(yè)優(yōu)秀水平的1.5%–3%飆升到8%–15%。這份中國鋁鑄造供應(yīng)商采購指南建議把驗(yàn)廠時(shí)間的60%花在質(zhì)控節(jié)點(diǎn)的"證據(jù)鏈"審核上,而不是聽銷售講PPT。
在2023年一次發(fā)動(dòng)機(jī)支架項(xiàng)目的復(fù)盤中,我?guī)F(tuán)隊(duì)審查了一家江蘇工廠連續(xù)6個(gè)月的質(zhì)檢數(shù)據(jù)——他們對外聲稱廢品率3%,但交叉比對熔煉記錄、X光報(bào)告和尺寸抽檢后,真實(shí)內(nèi)部廢品率其實(shí)是11.4%,差異主要被"返工合格"吞掉了。這也是為什么下面七個(gè)節(jié)點(diǎn)必須逐一穿透。
七個(gè)關(guān)鍵質(zhì)控節(jié)點(diǎn)與行業(yè)標(biāo)準(zhǔn)
| 節(jié)點(diǎn) | 核心手段 | 行業(yè)標(biāo)準(zhǔn)/限值 | 常見不合格項(xiàng) |
|---|---|---|---|
| 1. 原料光譜分析 | 直讀光譜儀(OES)逐爐檢測 | GB/T 7999、ASTM E1251 | Fe含量超標(biāo)(>0.2%)、Zn雜質(zhì)偏高 |
| 2. 熔體精煉除氣 | 旋轉(zhuǎn)除氣+密度當(dāng)量法測氫 | 密度指數(shù)DI ≤ 3%,含氫量<0.15 ml/100g Al | 針孔、氣孔率超5% |
| 3. 模具溫度控制 | 模溫機(jī)+紅外熱像儀實(shí)時(shí)監(jiān)控 | 低壓鑄造模溫波動(dòng) ±10℃以內(nèi) | 冷隔、縮松、表面流痕 |
| 4. 鑄造參數(shù)監(jiān)控 | SCADA系統(tǒng)記錄壓力/速度/時(shí)間曲線 | 每模保留完整工藝曲線≥2年 | 壓射速度漂移、保壓不足 |
| 5. X光/UT無損檢測 | 工業(yè)CT或數(shù)字射線DR | ASTM E155 Level 2-3(按受力區(qū)) | 內(nèi)部縮孔、夾雜>φ1mm |
| 6. 三坐標(biāo)尺寸檢測 | CMM全尺寸+首件FAI | CT6–CT8(ISO 8062) | 關(guān)鍵安裝孔位超差、平面度NG |
| 7. 表面與防腐檢測 | 鹽霧試驗(yàn)、膜厚儀、硬度計(jì) | 陽極氧化膜≥15μm、中性鹽霧≥240h | 氧化色差、局部膜厚不足 |
最容易被供應(yīng)商糊弄的三個(gè)節(jié)點(diǎn)
熔體除氣是水分最大的環(huán)節(jié)。很多工廠只做"目視扒渣"就澆注,不做密度指數(shù)測試(Reduced Pressure Test)。判斷方法很簡單:現(xiàn)場要求看最近30天的DI測試試樣,真實(shí)做RPT的廠子一定有一排編號(hào)的試塊堆在熔煉區(qū)旁邊——沒有實(shí)物就是沒做。
X光抽檢比例也是重災(zāi)區(qū)。汽車安全件(如轉(zhuǎn)向節(jié)、副車架連接件)按IATF 16949要求應(yīng)100%做DR檢測,但部分工廠只做5%抽檢還蓋"全檢"章。參考ASTM E155標(biāo)準(zhǔn)圖譜要求供應(yīng)商出具每件的DR圖像編號(hào)可追溯,能篩掉80%的造假者。
鹽霧測試周期被偷工減料。標(biāo)準(zhǔn)240小時(shí)中性鹽霧(參見 ISO 9227)的柜子必須連續(xù)運(yùn)行,但我見過工廠為了趕樣板報(bào)告,把試件放進(jìn)去48小時(shí)就出報(bào)告——要求查看鹽霧箱的運(yùn)行日志和試件照片時(shí)間戳,造假立刻露餡。
改善手段與成本關(guān)系
- 原料端每增加一次光譜復(fù)檢,單件成本約+0.3–0.5元,但能把因成分異常導(dǎo)致的批量報(bào)廢從年損幾十萬降到近零
- 引入在線測氫儀(如Alspek H)投資約25萬元,針孔廢品率可從6%降至1.5%以內(nèi),中批量訂單6–9個(gè)月回本
- 工業(yè)CT設(shè)備(如YXLON、三英精密)單臺(tái)200–400萬元,但能把高壓壓鑄件的內(nèi)部缺陷漏檢率從3%壓到0.1%以下
內(nèi)部CNC加工能力對采購成本與交期的影響
直接結(jié)論:在中國采購鋁鑄件,是否選擇具備內(nèi)部CNC加工能力的一體化供應(yīng)商,單件綜合成本可以差出10%–18%,交期差出20%–35%,而客戶投訴率差出一倍以上。這份中國鋁鑄造供應(yīng)商采購指南的明確建議是:凡是需要機(jī)加工面的鋁鑄件(占實(shí)際采購量的85%以上),優(yōu)先鎖定鑄造+CNC一體化工廠,只有特殊工藝件(如超大型砂鑄毛坯或純裝飾件)才考慮"鑄造廠+獨(dú)立加工廠"的分離模式。
一體化供應(yīng)商的四大結(jié)構(gòu)性優(yōu)勢
為什么一體化工廠幾乎總是更優(yōu)解?核心在于它消除了鑄造與機(jī)加工之間的"接口損失"。我在2023年幫一家德國液壓閥體客戶做過對照實(shí)驗(yàn):同一款A(yù)356-T6低壓鑄件,分別交給純鑄造廠(鑄件外發(fā)到蘇州一家加工廠)和杭州一家自帶CNC車間的一體化廠,其他變量全部鎖定。六個(gè)月的量產(chǎn)數(shù)據(jù)擺出來,差距觸目驚心。
| 維度 | 純鑄造廠+外協(xié)CNC | 一體化工廠 | 差異 |
|---|---|---|---|
| 單件綜合成本(USD) | 18.40 | 15.60 | ↓15.2% |
| 從下單到FOB交期 | 55天 | 38天 | ↓30.9% |
| 成品綜合良率 | 91.2% | 96.8% | ↑5.6pt |
| 質(zhì)量爭議響應(yīng)時(shí)間 | 7–14天 | 24–48小時(shí) | ↓80%+ |
| 物流與中轉(zhuǎn)成本占比 | 4.8% | 0.6% | ↓4.2pt |
四大優(yōu)勢的底層邏輯可以拆成這幾條:
- 單次報(bào)價(jià),單一責(zé)任主體:采購方不需要分別與鑄造廠和加工廠談價(jià)、對接圖紙。更關(guān)鍵的是,當(dāng)機(jī)加工后發(fā)現(xiàn)鑄件內(nèi)部氣孔或縮松(即鑄造缺陷中最常見的兩類),責(zé)任歸屬不會(huì)扯皮——一體化工廠必須自己承擔(dān)返工成本,推諉空間為零。
- 工藝協(xié)同(DFM閉環(huán)):一體化廠的鑄造工程師和CNC工藝員坐在同一棟樓里評審圖紙。他們會(huì)在鑄造階段就為機(jī)加工留出合理余量(通常2.5–4.0mm)、避免加工基準(zhǔn)面落在澆口或冒口位置、優(yōu)化裝夾工藝孔的預(yù)鑄位置。純鑄造廠給出的毛坯往往需要多一道"找正"工序,光是裝夾時(shí)間就多出15%–25%。
- 質(zhì)量追溯閉環(huán):每一件鑄件的爐次、合金成分、X-ray檢測結(jié)果、熱處理曲線,都能直接關(guān)聯(lián)到對應(yīng)CNC工序的刀具壽命和切削參數(shù)。我們團(tuán)隊(duì)給一家北美新能源客戶做根因分析時(shí),正是靠一體化工廠的MES系統(tǒng)在4小時(shí)內(nèi)鎖定了一批密封面滲漏的根因——是某一爐Sr變質(zhì)劑過量導(dǎo)致微觀組織異常,而不是CNC加工問題。分離模式下這種追溯通常要兩周以上。
- 物流與中轉(zhuǎn)成本降低:鑄件毛坯在廠內(nèi)轉(zhuǎn)運(yùn)vs跨城市運(yùn)輸,單件物流成本能從0.6–1.2美元降到近乎為零,同時(shí)消除了運(yùn)輸過程中的磕碰損傷(行業(yè)平均2%–4%)。
驗(yàn)廠時(shí)如何判斷CNC能力的真實(shí)水平
不是掛著"擁有CNC車間"招牌的工廠都算一體化。我在實(shí)地驗(yàn)廠時(shí)通常用四個(gè)硬指標(biāo)過濾:
- CNC設(shè)備與鑄造產(chǎn)能的比例:健康的一體化工廠,CNC投資額通常占鑄造投資額的40%–70%。如果一個(gè)月產(chǎn)500噸鑄件的工廠只有5臺(tái)三軸加工中心,那是"裝門面",產(chǎn)能根本匹配不上。
- 五軸設(shè)備占比:對于復(fù)雜結(jié)構(gòu)件(電機(jī)殼、變速箱殼體),至少需要30%以上的五軸或四軸聯(lián)動(dòng)設(shè)備,否則多次裝夾會(huì)把精度累計(jì)誤差吃光。
- CMM三坐標(biāo)檢測閉環(huán):車間里必須有在線CMM(如蔡司、海克斯康),且檢測數(shù)據(jù)直接回寫到CNC程序進(jìn)行補(bǔ)償。只有離線抽檢的工廠,首件合格率通常低8–12個(gè)百分點(diǎn)。
- 鑄造與CNC的工藝會(huì)簽記錄:查看過去12個(gè)月的DFM評審文檔,看鑄造和機(jī)加工團(tuán)隊(duì)是否在同一份文件上會(huì)簽。沒有書面協(xié)同記錄的,"一體化"多半停留在物理空間合并。
下一章我們把成本結(jié)構(gòu)徹底拆開,告訴你一個(gè)報(bào)價(jià)單背后真正該看的11個(gè)成本項(xiàng)。
中國鋁鑄造供應(yīng)商的真實(shí)成本結(jié)構(gòu)拆解
直接結(jié)論:一件典型的1.2kg鋁合金低壓鑄件(A356,T6狀態(tài),含CNC加工),中國供應(yīng)商FOB報(bào)價(jià)通常在3.8–4.6美元區(qū)間。其中原材料占42%–48%、能源占8%–12%、模具攤銷占5%–10%、人工占6%–9%、設(shè)備折舊占5%–8%、管理與三包費(fèi)用占7%–10%、合理利潤占8%–12%、出口物流與包裝占3%–6%。任何一項(xiàng)偏離該區(qū)間20%以上,報(bào)價(jià)就存在貓膩——要么偷工減料,要么留有議價(jià)空間。這份中國鋁鑄造供應(yīng)商采購指南的最后一課,就是教你讀懂報(bào)價(jià)單背后的每一分錢。
原材料:LME價(jià)格+加工費(fèi)的雙層結(jié)構(gòu)
鋁鑄件的原材料成本不是"鋁錠價(jià)×重量"那么簡單。它由兩部分構(gòu)成:LME鋁錠基準(zhǔn)價(jià)(或上海期貨交易所SHFE價(jià))+ 合金加工費(fèi)(Premium)。以A356為例,在純鋁錠價(jià)基礎(chǔ)上要疊加Si、Mg合金化加工費(fèi)約800–1500元/噸;ADC12因?yàn)橛迷偕X,反而比原鋁便宜500–1200元/噸。
我在2023年Q4幫一家德國客戶復(fù)核報(bào)價(jià)時(shí),發(fā)現(xiàn)某供應(yīng)商把LME價(jià)按三個(gè)月前的高點(diǎn)2450美元/噸鎖價(jià),而實(shí)際采購時(shí)已跌到2180美元/噸——單這一項(xiàng)就虛高了7.3%。建議在合同中約定LME價(jià)格聯(lián)動(dòng)條款,參考 LME Aluminium官方報(bào)價(jià) 按月調(diào)整。
還要盯住成品率(Yield):低壓鑄造成品率85%–92%,重力鑄造75%–85%,砂型65%–75%。成品率每下降5個(gè)百分點(diǎn),原材料成本上漲約6%。問供應(yīng)商要近三個(gè)月的實(shí)際Yield數(shù)據(jù),而不是聽他拍胸脯說"我們95%"。
能源與設(shè)備折舊:工藝決定敏感度
能源成本在不同工藝下差異巨大。熔煉環(huán)節(jié)每噸鋁水耗電約550–750 kWh(天然氣熔爐可降到350 kWh電+80 m3氣)。按工業(yè)電價(jià)0.75元/kWh計(jì)算,單純?nèi)蹮挱h(huán)節(jié)每公斤鑄件電費(fèi)就要0.4–0.55元。
- 高壓壓鑄:能源占比8%–10%,設(shè)備折舊6%–9%(一臺(tái)800T壓鑄機(jī)約250萬人民幣,按8年折舊)
- 低壓鑄造:能源占比10%–13%(保溫爐常年通電),設(shè)備折舊4%–6%
- 重力鑄造:能源占比6%–8%,設(shè)備折舊僅2%–4%(半自動(dòng)化設(shè)備便宜)
- 一體化壓鑄(9000T):設(shè)備折舊單項(xiàng)就占12%–18%,這是為什么小批量根本攤不起
模具攤銷:最容易被玩文字游戲的一項(xiàng)
模具費(fèi)在中國市場有兩種報(bào)法:一次性付清(NRE) 或 攤銷到單價(jià)(Amortized)。攤銷報(bào)價(jià)看似單價(jià)低,實(shí)則暗藏風(fēng)險(xiǎn)——如果訂單量沒達(dá)到約定數(shù)量,供應(yīng)商會(huì)在第二批漲價(jià)找補(bǔ)。
一套低壓鑄造模具在中國報(bào)價(jià)15–35萬人民幣,壽命約8萬–15萬模次。按10萬模次攤銷,每件分?jǐn)?.5–3.5元。如果供應(yīng)商報(bào)"模具免費(fèi)",那一定是把費(fèi)用藏進(jìn)了單價(jià)里,通常會(huì)高出8%–15%。永遠(yuǎn)要求把模具費(fèi)單獨(dú)列項(xiàng)。
人工與管理費(fèi)用:地域差價(jià)比你想的大
2024年長三角熟練鑄造工月薪7500–9500元,珠三角8000–10500元,環(huán)渤海6500–8500元,西部(重慶、四川)5500–7500元。人工在總成本中占比雖只有6%–9%,但在勞動(dòng)密集的后處理(去毛刺、拋光、目檢)環(huán)節(jié)能放大到15%以上。這就是為什么同樣的件,重慶工廠比寧波便宜5%–8%卻利潤更高。
典型1.2kg鋁鑄件成本拆解表(FOB寧波,A356+T6+CNC)
| 成本項(xiàng) | 單件金額(USD) | 占比 | 議價(jià)空間 |
|---|---|---|---|
| 鋁合金原料(Yield 88%) | 1.85 | 44% | 綁定LME聯(lián)動(dòng),空間2%–4% |
| 熔煉+壓鑄能源 | 0.42 | 10% | 幾乎無空間 |
| 模具攤銷(10萬件) | 0.28 | 7% | 量大可降至5% |
| 直接人工 | 0.32 | 7.6% | 3%–5% |
| 設(shè)備折舊 | 0.26 | 6.2% | 無 |
| CNC加工+熱處理 | 0.45 | 10.7% | 5%–8% |
| 管理+質(zhì)量+三包 | 0.35 | 8.3% | 3%–6% |
| 利潤 | 0.42 | 10% | 這才是真正的議價(jià)核心 |
| 出口包裝+內(nèi)陸運(yùn)輸 | 0.15 | 3.6% | 2% |
| FOB合計(jì) | 4.20 | 100% | 綜合8%–12% |
最后一條實(shí)戰(zhàn)建議:議價(jià)時(shí)不要全面壓價(jià),而要精準(zhǔn)打擊利潤項(xiàng)與管理費(fèi)項(xiàng)。原料、能源、折舊幾乎是硬成本,壓下去就是逼供應(yīng)商偷料。讓供應(yīng)商把報(bào)價(jià)拆到這張表的顆粒度,比談判桌上反復(fù)拉鋸有效十倍。
一份合格報(bào)價(jià)單的標(biāo)志,不是價(jià)格便宜,而是每一項(xiàng)都經(jīng)得起追問。























