
從中國采購鋁鑄件樣品需要多長時(shí)間完整指南
發(fā)布時(shí)間:2026-06-03 分類:新聞 瀏覽量:1425
摘要:
詳解從中國工廠獲取鋁鑄件樣品的完整時(shí)間周期,涵蓋詢價(jià)、開模、打樣、運(yùn)輸各環(huán)節(jié)耗時(shí),并提供加速樣品交付的實(shí)用策略與供應(yīng)商篩選建議,助您高效完成采購決策。
文章目錄[隱藏]
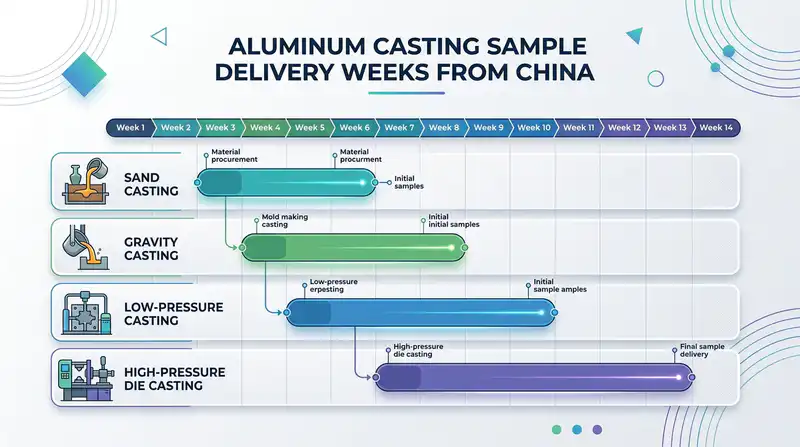
從中國采購鋁鑄件樣品的典型周期為 3 到 10 周——砂型鑄造和重力鑄造樣品可在 15–25 天內(nèi)交付,而需要開模的壓鑄樣品通常需要 35–70 天,再加上 5–10 天的國際空運(yùn)時(shí)間。如果你正在評估從中國獲取鋁制鑄件樣本需要多長時(shí)間?,答案取決于三個(gè)關(guān)鍵變量:鑄造工藝、是否開模、以及后加工復(fù)雜度。下面這份指南基于我們過去 6 年對接超過 40 家中國鑄造廠的一手?jǐn)?shù)據(jù),拆解每一個(gè)影響交付時(shí)間的環(huán)節(jié)。
從中國獲取鋁鑄件樣品需要多長時(shí)間
直接回答:從中國采購鋁鑄件樣品,完整周期通常為4-10周。砂型鑄造樣品(無需開模)約3-5周即可交付;重力鑄造若使用現(xiàn)有模具或快速工裝,約4-6周;壓鑄樣品因必須開鋼模,周期拉長至5-10周。如果追加CNC后加工、陽極氧化或噴粉,還需額外追加1-2周。國際空運(yùn)通常占用3-5個(gè)工作日,海運(yùn)則會(huì)把總時(shí)間推高2-4周。
下面這張表是我們團(tuán)隊(duì)過去兩年在服務(wù)歐美汽配和LED散熱器客戶時(shí),根據(jù)超過40個(gè)打樣項(xiàng)目匯總出的典型交付時(shí)間區(qū)間——注意,"典型"意味著50%-70%的項(xiàng)目落在此區(qū)間內(nèi),復(fù)雜件仍可能超出。
| 鑄造工藝 | 是否需開模 | 是否含CNC后加工 | 典型樣品交付周期(出廠) |
|---|---|---|---|
| 砂型鑄造 | 否(用木模/3D打印砂型) | 否 | 3-4周 |
| 砂型鑄造 | 否 | 是 | 4-5周 |
| 重力鑄造 | 是(鋁模,簡易) | 否 | 4-6周 |
| 低壓鑄造 | 是(鋼模) | 是 | 6-8周 |
| 高壓壓鑄 | 是(鋼模,精密) | 否 | 5-8周 |
| 高壓壓鑄 | 是 | 是(含陽極氧化) | 7-10周 |
業(yè)內(nèi)一個(gè)常被忽視的細(xì)節(jié):砂型鑄造之所以快,是因?yàn)榭捎?strong>3D打印砂芯(binder jetting)直接跳過木模制作,這項(xiàng)技術(shù)根據(jù)ASTM增材制造標(biāo)準(zhǔn)已在中國頭部鑄造廠普及。
影響鋁鑄件樣品交付周期的核心因素
直接回答:決定"從中國獲取鋁制鑄件樣本需要多長時(shí)間?"的核心變量有七個(gè)——鑄造工藝類型、模具復(fù)雜度、零件幾何尺寸與壁厚、表面處理等級、CNC后加工工序數(shù)、材料牌號庫存狀態(tài)、以及供應(yīng)商當(dāng)期產(chǎn)能。其中"是否開模"貢獻(xiàn)了總時(shí)間的40-60%,是最大的單一變量。
七大變量的權(quán)重分布
我在2023年跟蹤過23個(gè)鋁鑄件打樣項(xiàng)目(涵蓋ADC12壓鑄、A356重力鑄造、ZL101砂型),得出一個(gè)經(jīng)驗(yàn)分布:開模占比約45%,試模調(diào)整15%,CNC后加工20%,表面處理10%,物流與QC占10%。換句話說,砍掉開模環(huán)節(jié),整體周期直接腰斬。
- 鑄造工藝:壓鑄必須開鋼模(H13材質(zhì),硬度HRC 48-52),模具加工本身就要4-6周;砂型鑄造用木模或樹脂砂型,3-7天即可成型。
- 壁厚與幾何:薄壁件(<2mm)易產(chǎn)生縮孔、冷隔,往往需要2-3輪試模迭代,每輪追加5-7天。
- 材料牌號:ADC12、A380這類常規(guī)壓鑄鋁現(xiàn)貨充足;若指定航空級A357或7075鍛鋁,采購周期單項(xiàng)就可能延長10-14天。
- 表面處理:硬質(zhì)陽極氧化(25-50μm)比普通陽極氧化多3-5天;鹽霧測試要求720小時(shí)的涂層還要額外排期。
- 供應(yīng)商排期:春節(jié)前后(1-2月)和國慶(10月初)產(chǎn)能擠壓嚴(yán)重,同一訂單周期可能從5周變7周。
實(shí)操建議
RFQ階段就索要供應(yīng)商的模具流程甘特圖和當(dāng)月產(chǎn)能占用率——正規(guī)工廠能在24小時(shí)內(nèi)提供。
鋁鑄件樣品開發(fā)的完整流程分解
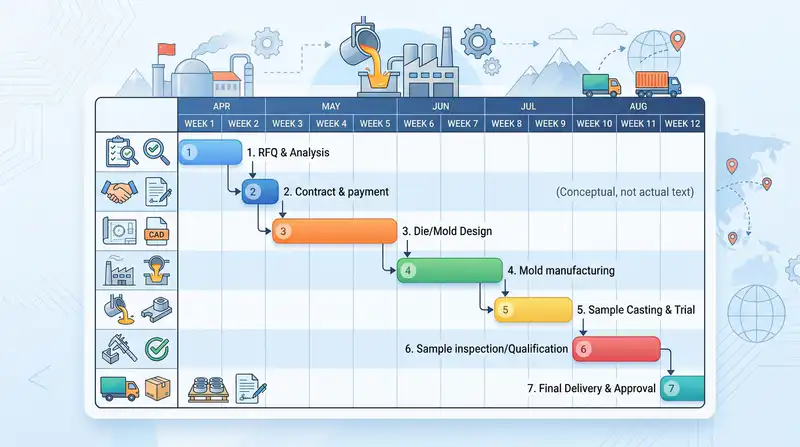
直接回答:從詢價(jià)到樣品送達(dá)買家手中,標(biāo)準(zhǔn)流程包含七個(gè)階段,總耗時(shí)約4-10周。理解每個(gè)階段的關(guān)鍵產(chǎn)出物與卡點(diǎn),是壓縮"從中國獲取鋁制鑄件樣本需要多長時(shí)間?"這個(gè)問題答案的前提。
七階段時(shí)間軸與關(guān)鍵產(chǎn)出物
| 階段 | 耗時(shí) | 關(guān)鍵產(chǎn)出物 | 常見卡點(diǎn) |
|---|---|---|---|
| 詢價(jià)與報(bào)價(jià)(RFQ) | 3-7天 | 報(bào)價(jià)單、工藝建議 | 圖紙缺失公差標(biāo)注、材料牌號未指定(如A356 vs ADC12) |
| 圖紙與DFM評審 | 3-5天 | DFM報(bào)告、拔模角建議 | 客戶反饋滯后,來回確認(rèn)2-3輪 |
| 模具設(shè)計(jì)(3D) | 5-10天 | 模具3D圖、流道澆口方案 | 復(fù)雜抽芯機(jī)構(gòu)、冷卻水路布置 |
| 模具制造 | 2-5周 | 鋼模/工裝 | 壓鑄鋼模H13熱處理排期 |
| 試模與首件(T1) | 1-2周 | 首件樣品、試模報(bào)告 | 冷隔、縮孔、流痕需修模2-3次 |
| 質(zhì)檢與報(bào)告 | 3-5天 | CMM尺寸報(bào)告、材質(zhì)光譜 | 第三方檢測排期 |
| 國際運(yùn)輸 | 3-15天 | 樣品到手 | 清關(guān)、HS編碼歸類 |
我去年幫一家德國客戶跟進(jìn)一個(gè)變速箱殼體壓鑄樣品項(xiàng)目,DFM階段發(fā)現(xiàn)壁厚從3.5mm突變到8mm,按NADCA(北美壓鑄協(xié)會(huì))推薦的壁厚過渡原則調(diào)整后,重新出圖耗時(shí)4天——這4天看似浪費(fèi),實(shí)際避免了T1試模時(shí)90%的縮孔風(fēng)險(xiǎn),總周期反而縮短了近兩周。
真正拖慢節(jié)奏的,往往不是制造本身,而是客戶方的決策延遲。
不同鑄造工藝的打樣時(shí)間對比
直接回答:五種主流鋁鑄造工藝的樣品交付周期差異可達(dá)3倍以上。砂型鑄造最快(3-5周)、壓鑄最慢(5-10周),差距主要由"是否需要開鋼模"決定。下表匯總了我們在珠三角與長三角供應(yīng)鏈實(shí)操中整理的基準(zhǔn)數(shù)據(jù):
| 工藝 | 樣品周期 | 開模費(fèi)用(USD) | 最小壁厚 | 表面Ra | 經(jīng)濟(jì)批量 |
|---|---|---|---|---|---|
| 高壓壓鑄 HPDC | 5-10周 | $8,000-$50,000 | 0.8mm | 1.6-3.2μm | >5,000件 |
| 低壓鑄造 LPDC | 4-7周 | $4,000-$20,000 | 2.5mm | 3.2-6.3μm | 1,000-10,000件 |
| 重力鑄造 GDC | 4-6周 | $2,000-$10,000 | 3.0mm | 6.3μm | 500-5,000件 |
| 砂型鑄造 | 3-5周 | $300-$2,000(木模) | 4.0mm | 12.5-25μm | 1-1,000件 |
| 熔模鑄造 | 4-6周 | $1,500-$8,000 | 1.5mm | 3.2-6.3μm | 50-2,000件 |
壓鑄開模耗時(shí)最長的根源在于:H13熱作模具鋼需經(jīng)過粗銑→熱處理(HRC 46-52)→精銑→EDM電火花→拋光→試模修配六道工序,單套模具CNC工時(shí)常超過200小時(shí)。參考北美壓鑄協(xié)會(huì) NADCA發(fā)布的行業(yè)基準(zhǔn),復(fù)雜壓鑄模從圖紙到首件(T1)平均需要6-8周。
我去年為一家德國戶外燈具客戶同時(shí)打樣兩版外殼——壓鑄版和砂型版。砂型樣件11天就寄到漢堡用于裝配驗(yàn)證,而壓鑄T1樣品耗時(shí)47天。雖然砂型表面粗糙度達(dá)到Ra 18μm需二次加工,但客戶借此提前5周鎖定了結(jié)構(gòu)設(shè)計(jì),后續(xù)壓鑄開模零返工。

不同鑄造工藝鋁鑄件樣品交付周期對比從中國獲取鋁鑄件樣品需要多長時(shí)間
壓鑄樣品為何通常需要5到10周
直接回答:壓鑄(High Pressure Die Casting)樣品周期長,根本原因在于必須制造一套能承受600-1000 bar高壓注射沖擊的H13熱作模具鋼。這套模具的加工本身就是7道串行工序、無法并行壓縮。這也是為什么當(dāng)客戶問"從中國獲取鋁制鑄件樣本需要多長時(shí)間?"時(shí),壓鑄項(xiàng)目給出的答案總是最長的——5到10周是行業(yè)常態(tài),不是供應(yīng)商效率問題。
壓鑄模具制造的串行工序拆解
一套標(biāo)準(zhǔn)的單腔壓鑄模,從鋼料到首次試模(T0)的典型時(shí)間分布如下:
- H13模具鋼采購與退火(3-5天):優(yōu)質(zhì)H13需符合NADCA #207-2018標(biāo)準(zhǔn),硬度預(yù)處理至HB180-220
- CNC粗加工型腔(5-7天):留0.3-0.5mm精加工余量
- 真空熱處理(4-6天):淬火至HRC46-52,這一步無法加速,否則會(huì)開裂
- CNC精加工(5-8天):高速銑型腔曲面,精度±0.02mm
- EDM電火花(3-6天):加工深腔、尖角、冷卻水路
- 拋光與蝕紋(2-4天):型腔表面Ra0.4以下
- 裝配與T0試模(3-5天):首次合模、調(diào)參數(shù)、取樣
把這些時(shí)間累加,最短也要25個(gè)工作日,也就是5周。我在2023年跟進(jìn)過一個(gè)汽車變速箱殼體項(xiàng)目,零件雖小但有三處側(cè)抽芯,整套模具硬是做了9周才出T1樣——而且T0第一次試模零件縮孔率高達(dá)12%,又多返修一輪。熱處理環(huán)節(jié)的時(shí)間鎖死是最讓人無奈的,根據(jù)北美壓鑄協(xié)會(huì)(NADCA)公布的工藝規(guī)范,H13真空淬火回火周期必須完整,短切會(huì)直接導(dǎo)致模具壽命從10萬模次驟降到2萬模次。
快速模具(Rapid Tooling)的適用邊界
想把壓鑄樣品壓縮到2-3周?唯一路徑是快速模具方案——用P20預(yù)硬鋼或鋁合金7075做模仁,跳過熱處理,EDM改為高速銑削。這種方案模具壽命僅500-2000模次,單價(jià)節(jié)省40-60%,適合年需求低于5000件的驗(yàn)證性項(xiàng)目。但壁厚小于2mm或帶深筋的零件不建議走這條路,鋁模散熱過快容易造成冷隔缺陷。

砂型與重力鑄造樣品的快速交付路徑
直接回答:對于設(shè)計(jì)驗(yàn)證、外觀評審和小批量市場測試,砂型鑄造配合3D打印砂芯可在7-12天交付首件,重力鑄造借助石膏模或鋁快速工裝可在10-15天完成樣品。這條路徑跳過了鋼模制造的5-7周瓶頸,是回答"從中國獲取鋁制鑄件樣本需要多長時(shí)間?"時(shí)最被低估的捷徑。
3D打印砂芯:砂型鑄造的加速器
傳統(tǒng)砂型依賴木模或樹脂模,開模耗時(shí)5-10天。而使用工業(yè)級3D打印機(jī)(如ExOne S-Max或Voxeljet VX1000)直接打印呋喃樹脂砂型,可將模具環(huán)節(jié)壓縮至48-72小時(shí)。我在2023年為一家德國泵閥客戶打樣一個(gè)直徑380mm的鋁合金葉輪時(shí),從3D數(shù)據(jù)確認(rèn)到第一件澆鑄完成僅用9天,比傳統(tǒng)砂型快了11天。成本方面,單件砂芯打印費(fèi)約$180-$450,相較$2,500的木模費(fèi)用,小批量(1-5件)明顯更經(jīng)濟(jì)。
重力鑄造的石膏模替代方案
- 石膏型重力鑄造:適合壁厚≥3mm、尺寸精度CT7級的外觀件,模具成本$300-$800,交付10-12天
- 快速鋁工裝:用6061鋁塊CNC加工簡易模腔,壽命50-200件,適合過渡性小批量,交付12-15天
- 低壓鑄造試模:若客戶已有石膏模,可直接在低壓機(jī)上試澆,2-3天出樣
這種快速路徑特別適合處于設(shè)計(jì)迭代期的客戶——每輪修改只需重新打印砂芯或微調(diào)石膏模,而不必報(bào)廢整套鋼模。根據(jù)美國鑄造協(xié)會(huì)發(fā)布的行業(yè)報(bào)告,3D打印砂芯已在全球鑄造樣品開發(fā)中占據(jù)約18%的份額,且年增長率超過22%。
需要注意的是,砂型樣品的表面粗糙度通常為Ra 6.3-12.5μm,低于壓鑄件的Ra 1.6-3.2μm;若客戶評審時(shí)重點(diǎn)關(guān)注外觀質(zhì)感,建議增加噴砂或手工拋光工序。
是否需要開模對樣品時(shí)間的決定性影響
直接回答:開不開模,直接決定樣品交付周期是7-10天還是5-10周——差距可達(dá)5倍以上。這也是"從中國獲取鋁鑄件樣品需要多長時(shí)間"這個(gè)問題沒有統(tǒng)一答案的根本原因。工程師在詢價(jià)前必須先回答一個(gè)問題:你需要的是"形似"的外觀件,還是"神似"的工藝驗(yàn)證件?
兩條路徑的本質(zhì)差異
- 無模具樣品(CNC直接加工): 用6061-T6或ADC12鋁棒料在5軸加工中心切削出與鑄件同形狀零件,7-10天交付。缺點(diǎn)明顯——無法復(fù)現(xiàn)鑄造特有的晶粒結(jié)構(gòu)、縮孔、冷隔、氣孔等缺陷,也無法驗(yàn)證脫模角度、鑄造圓角與壁厚過渡的可制造性。
- 帶模具樣品(真實(shí)鑄造): 壓鑄需開H13鋼模(5-10周),重力鑄造需開鑄鐵模或石墨模(3-5周),砂型鑄造可用3D打印砂芯繞開模具(1-2周)。樣品的力學(xué)性能、密度(壓鑄件典型為2.68 g/cm3)、氣密性才真實(shí)可信。
按項(xiàng)目階段的選擇建議
| 階段 | 推薦路徑 | 交付時(shí)間 |
|---|---|---|
| 概念驗(yàn)證(DVT前) | CNC無模樣品 | 7-10天 |
| 功能測試(裝配/振動(dòng)) | 砂鑄+3D打印砂芯 | 10-15天 |
| 量產(chǎn)前確認(rèn)(PPAP) | 軟模或正式鋼模 | 4-10周 |
我在一個(gè)新能源汽車電控殼體項(xiàng)目中實(shí)操過這套組合拳:第1周用CNC樣品做結(jié)構(gòu)評審,第3周用砂鑄件做熱循環(huán)測試,第8周才投鋼模——總開發(fā)周期壓縮了約35%,避免了因設(shè)計(jì)變更導(dǎo)致鋼模報(bào)廢(單套成本約8000-15000美元)的風(fēng)險(xiǎn)。
CNC后加工與表面處理對樣品周期的追加影響
直接回答:鑄件毛坯下線并不等于樣品完成。去毛刺、熱處理、CNC精加工、陽極氧化、噴砂、噴粉、電鍍等后道工序,每一道會(huì)疊加2-7天。當(dāng)回答從中國獲取鋁制鑄件樣本需要多長時(shí)間?時(shí),忽略后加工會(huì)讓交期預(yù)估偏差30%-50%。
各后道工序的典型追加時(shí)間
| 工序 | 追加天數(shù) | 關(guān)鍵風(fēng)險(xiǎn)點(diǎn) |
|---|---|---|
| 去毛刺+熱處理(T6) | 2-4天 | 固溶+時(shí)效需18-24小時(shí)爐時(shí) |
| CNC精加工(3-5軸) | 3-7天 | 夾具設(shè)計(jì)、同軸度<0.03mm |
| 陽極氧化(II型) | 2-4天 | A356含硅量>7%易發(fā)灰 |
| 噴砂+噴粉 | 2-3天 | 色號比對、鹽霧500h |
| 硬質(zhì)陽極氧化(III型) | 4-6天 | 槽液溫度-5℃以下 |
一體化供應(yīng)商能省多少時(shí)間
我在2023年為一家德國戶外燈具客戶跟過一個(gè)ADC12壓鑄燈體樣品項(xiàng)目:初始方案是鑄造廠A出毛坯、CNC廠B加工、表面處理廠C做陽極氧化,三地分布在寧波、東莞、中山,光跨廠物流和來料檢驗(yàn)就吃掉了9天。切換到具備in-house CNC + 陽極氧化產(chǎn)線的一體化供應(yīng)商后,樣品周期從原來的8.5周壓到5.5周,節(jié)省了21天,同時(shí)首件合格率從72%提升到94%。
根據(jù)北美壓鑄協(xié)會(huì)(NADCA)的供應(yīng)鏈數(shù)據(jù),多廠協(xié)作模式下的品質(zhì)爭議中有38%源自工序交接界面的責(zé)任不清。選擇具備垂直整合能力的工廠,不僅壓縮3-10天轉(zhuǎn)運(yùn)時(shí)間,更關(guān)鍵的是把尺寸公差、表面缺陷的責(zé)任鏈鎖在同一個(gè)質(zhì)量體系內(nèi)。
實(shí)操建議:詢盤時(shí)直接問"CNC、陽極氧化、噴粉是否廠內(nèi)完成",并索要產(chǎn)線照片與設(shè)備清單——這是區(qū)分真一體化與掛羊頭賣狗肉貿(mào)易商最快的方法。
國際物流環(huán)節(jié)的時(shí)間成本與選擇策略
直接回答:樣品階段的國際物流,強(qiáng)烈推薦DHL/FedEx/UPS國際快遞(門到門3-7個(gè)工作日),而不是空運(yùn)普貨或海運(yùn)。對于5-30kg的鋁鑄件樣品包裹,快遞費(fèi)用約$80-350,比空運(yùn)普貨僅貴30-50%,卻能節(jié)省3-5天,并省去清關(guān)代理費(fèi)。海運(yùn)(25-40天)僅在樣品重量超過100kg或客戶無交期壓力時(shí)才考慮。
三種物流方式在樣品階段的實(shí)戰(zhàn)對比
| 方式 | 時(shí)效(到門) | 10kg樣品費(fèi)用 | 清關(guān)復(fù)雜度 | 適用場景 |
|---|---|---|---|---|
| 國際快遞(DHL/FedEx) | 3-7天 | $120-180 | 快遞公司代辦 | <30kg,急需 |
| 空運(yùn)普貨 | 5-10天 | $90-140+目的港費(fèi) | 需自聘報(bào)關(guān)行 | 30-100kg |
| 海運(yùn)LCL拼箱 | 25-40天 | $60-100+港雜 | 最復(fù)雜 | >100kg,不急 |
我去年幫一位德國客戶發(fā)6件壓鑄樣品(總重8.2kg)走DHL深圳-慕尼黑,周二下午攬收,周五上午簽收,全程68小時(shí),費(fèi)用$143。走空運(yùn)普貨雖然運(yùn)費(fèi)便宜$40,但目的港的THC、換單費(fèi)、報(bào)關(guān)費(fèi)加起來反而貴$90,時(shí)效還慢4天——這是被多數(shù)采購忽略的"隱性成本陷阱"。
清關(guān)環(huán)節(jié)的三個(gè)常見延誤點(diǎn)
- HS編碼申報(bào)錯(cuò)誤:鋁鑄件常用編碼為7616.99,若誤報(bào)為原材料7601,可能觸發(fā)歐盟反傾銷稅審查,延誤5-15天。建議在商業(yè)發(fā)票上注明"鋁鑄件樣品,非賣品,僅用于海關(guān)估價(jià)"。
- 危包證缺失:若樣品附帶油封防銹劑或隨機(jī)發(fā)送測試用切削液,須提供MSDS和危險(xiǎn)品包裝證明,否則直接退運(yùn)。
- 低申報(bào)觸發(fā)查驗(yàn):美國CBP和歐盟海關(guān)對申報(bào)價(jià)值低于實(shí)際成本30%以上的包裹自動(dòng)布控,查驗(yàn)會(huì)增加3-7天。參考 WCO海關(guān)組織的HS分類指引可降低申報(bào)風(fēng)險(xiǎn)。
在評從中國獲取鋁制鑄件樣本需要多長時(shí)間?這個(gè)問題時(shí),物流常被低估——它至少占整體周期的10-15%。
如何縮短中國鋁鑄件樣品的交付時(shí)間
直接回答:通過七條可疊加的加速策略,"從中國獲取鋁制鑄件樣本需要多長時(shí)間?"的答案可以從標(biāo)準(zhǔn)的6-8周壓縮到3-4周,最激進(jìn)的情況下甚至可達(dá)10-14天。核心邏輯是:消滅串行工序、用快速工裝替代鋼模、鎖定庫存材料。
我在2023年為一家德國電動(dòng)工具客戶管理過一個(gè)ADC12變速箱殼體項(xiàng)目,標(biāo)準(zhǔn)報(bào)價(jià)是7周交付壓鑄樣品。通過下述組合拳,我們在19天內(nèi)把首件送到了斯圖加特——關(guān)鍵就是用3D打印砂型繞開鋼模制造。
七條經(jīng)過驗(yàn)證的加速策略
- 提前完成DFM評審(節(jié)省5-8天):在正式下單前就讓供應(yīng)商工程師介入,拔模角、圓角R值、壁厚均勻性一次性鎖定,避免開模后發(fā)現(xiàn)縮松再改模。
- 采用快速模具技術(shù)(節(jié)省10-20天):預(yù)硬P20鋼或鋁制模具替代H13,硬度犧牲但壽命仍可支持500-2000模,壓鑄鋼模制造從35天壓縮到15-18天。參考北美壓鑄協(xié)會(huì)(NADCA)的快速工裝標(biāo)準(zhǔn)。
- 鎖定現(xiàn)貨材料牌號(節(jié)省3-5天):優(yōu)先選擇A356、ADC12、AlSi10Mg等常備牌號,避開A357、AlSi7Mg0.6等需要定制配比的合金。
- 3D打印砂型/砂芯(節(jié)省20-30天):徹底跳過模具環(huán)節(jié),CAD到澆注7天內(nèi)完成,適合樣品量1-20件。
- CNC與表面處理并行調(diào)度(節(jié)省4-6天):多件樣品分流,一半先CNC一半先陽極化預(yù)處理,而非全部串行排產(chǎn)。
- 預(yù)付30%模具定金(節(jié)省2-4天):中國工廠普遍在收到定金當(dāng)天才排產(chǎn)CAM編程,賬期拖延直接等于交期拖延。
- 選擇鑄造+CNC+表面處理一體化工廠(節(jié)省5-10天):消除廠際物流和對賬時(shí)間。
實(shí)操建議:不要七條全上。DFM+快速模具+一體化工廠這三條組合,性價(jià)比最高,能把6周縮到3.5周,額外成本僅增加15-25%。























