
Guide d'approvisionnement des fournisseurs de fonte d'aluminium en Chine (avec évaluation de la qualité et liste de contr?le pour éviter les pièges)
Publié le :2026-05-27 Catégorie :Le blog Vues :1870
Résumé :
Vous recherchez une fonderie de moulage sous pression fiable ? Ce guide détaillé des fournisseurs de fonderie d'aluminium en Chine vous fournit une explication approfondie du processus complet, de l'audit de qualification à l'évaluation des processus, en passant par le calcul des co?ts. Grace à ses années d'expérience en matière de fabrication, Ningbo Hexin vous aidera à éviter les pièges habituels des fonderies et à sélectionner rapidement les usines sources de qualité avec un véritable usinage de précision et un contr?le de qualité strict. Lisez maintenant une liste de contr?le utile pour l'évaluation des fournisseurs.
Catalogue d'articles[Caché]
- Cadre décisionnel de base pour la recherche de fournisseurs de pièces en fonte d'aluminium en Chine
- Panorama de l'industrie chinoise de la fonte d'aluminium et répartition des grappes industrielles
- Comparaison des principaux procédés de moulage de l'aluminium et guide de sélection
- Différences techniques entre la coulée à basse pression et la coulée par gravité
- Technologie de coulée sous pression intégrée en Chine : état d'avancement de l'atterrissage
- Sélection des nuances d'alliages d'aluminium et adaptation des propriétés des matériaux
- Liste de contr?le de la qualification et de l'inspection sur le terrain pour les fournisseurs qualifiés
- Système de contr?le de la qualité pour l'ensemble du processus, de la fusion aux produits finis
- Impact des capacités internes d'usinage CNC sur les co?ts d'approvisionnement et les délais de livraison
- Démontage de la véritable structure des co?ts des fournisseurs chinois de pièces moulées en aluminium
La Chine représente environ 55% de la capacité mondiale de coulée d'aluminium (selon Statista Aluminium Industry Report), mais moins de 20% des usines de cette cha?ne d'approvisionnement peuvent réellement fournir Cpk≥1,33 de manière cohérente.Ce guide de sourcing des fournisseurs de coulée d'aluminium en Chine a trié le chemin complet de la prise de décision, de la sélection du processus, de l'audit de qualification au désassemblage des co?ts, ce qui peut vous aider à filtrer les fournisseurs risqués de 70% avant de demander des citations. Ce guide de sourcing des fournisseurs de fonte d'aluminium vous aide à filtrer les fournisseurs à risque de 70% avant de demander des devis, et vous donne la liste de contr?le d'inspection de l'usine et la ligne rouge de qualité que vous pouvez mettre en ?uvre.
Cadre décisionnel de base pour la recherche de fournisseurs de pièces en fonte d'aluminium en Chine
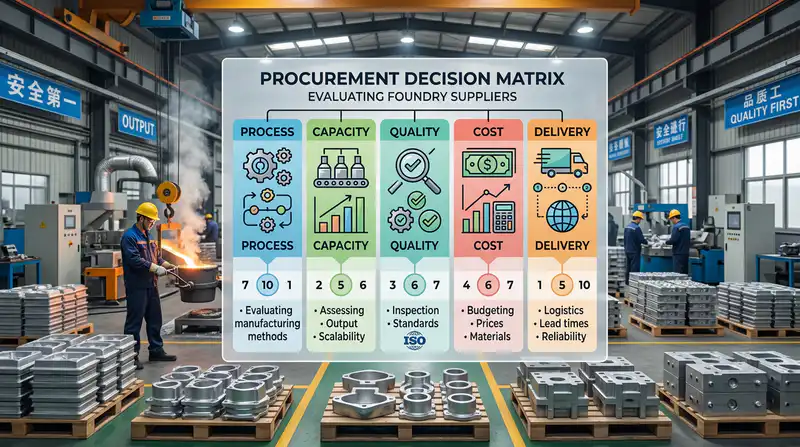
Conclusion en une phrase :L'achat de fournisseurs chinois de fonte d'aluminium, ne peut pas seulement regarder le devis, mais aussi utiliser le modèle à cinq dimensions "degré d'adéquation du processus - échelle de capacité - système de qualité - structure des co?ts - capacité de livraison" en même temps que la notation, toute unidimensionnelle moins de 70 points devrait être éliminée. L'idée centrale de ce guide d'approvisionnement des fournisseurs de moulage d'aluminium en Chine est la suivante : choisir le mauvais processus est plus fatal que choisir la mauvaise usine, et choisir la mauvaise usine fera payer à l'ensemble du projet plus de 20%-35% co?ts cachés.
Pourquoi les acheteurs du monde entier continuent-ils de se tourner vers la Chine ? La réponse ne se résume pas simplement au fait que les prix y sont " bon marché ". Selon les données publiées par Statista sur la production mondiale d’aluminium primaire, la production chinoise s’élevait à environ 41 millions de tonnes en 2023, soit plus de 58% de la production mondiale. Cela signifie que l’ensemble de la cha?ne de production, des matières premières à l’acier pour moules, en passant par les outils d’usinage et les fours de traitement thermique, est entièrement réalisée en circuit fermé sur le territoire national — avec des délais de livraison inférieurs de 4 à 6 semaines à ceux de l’Asie du Sud-Est, et de plus de 8 semaines à ceux du Mexique.
Cadre décisionnel à cinq dimensions : seuils quantitatifs pour chaque dimension
| dimension (math.) | Points essentiels de l'examen | seuil d'éligibilité |
|---|---|---|
| Correspondance des processus | Correspondance basse pression/gravité/haute pression/sable/moule ou non | La valeur de production annuelle de ce processus est ≥ 40% de la valeur de production totale de l'usine. |
| échelle de la capacité de production | Tonnage du four de fusion, tonnage de la machine de coulée sous pression, nombre de pièces par an | Capacité de production mensuelle pour laisser un tampon de 30%, afin d'éviter les commandes trop nombreuses. |
| système de qualité | iso 9001 / iatf 16949 / as9100 | Validité de la certification + enregistrements de la supervision et de l'audit au cours des 3 dernières années |
| structure des co?ts | Amortissement des matériaux, de l'énergie, de la main-d'?uvre et des moules en pourcentage de la valeur de l'investissement. | Le pourcentage de matériaux 55%-65% se situe dans la fourchette saine. |
| Délivrabilité | OTD taux de livraison dans les délais, localisation de l'outillage, expérience en matière de dédouanement | OTD ≥ 92% au cours des 12 derniers mois |
L'année dernière, j'ai dirigé une équipe chargée d'examiner les fournisseurs pour un projet de composants structurels automobiles en Chine orientale. Après avoir évalué six usines candidates sur la base des cinq dimensions susmentionnées, le classement s'est avéré totalement opposé au classement de l'offre initiale - l'usine présentant l'offre OTD la plus basse n'était que 78%, ce qui a finalement déclenché une extension PPAP chez le client T1, avec une perte unique d'environ 42 000 USD. Cet incident nous a permis d'établir une règle d'or :Les usines dont l'OTD est inférieur à 90%, même si elles sont bon marché, n'entrent pas dans la liste des candidats finaux..
Une liste de 6 exigences qui doivent être définies avant la passation du marché
Avant d'envoyer l'appel d'offres, il est recommandé à l'acheteur de rédiger les six points suivants dans un "document de gel des exigences" d'une page A4, qui sera signé par les services d'ingénierie et de qualité pour confirmation. Dans le cas contraire, les modifications ultérieures rendront les co?ts incontr?lables.
- Nuances et normes d'alliages d'aluminiumPour les alliages d'aluminium, il convient d'écrire : par exemple A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), et non pas simplement "alliage d'aluminium".
- Tolérances dimensionnelles critiques et GD&TDéfinir les classes CT (ISO 8062), généralement CT9-CT11 pour le sable, CT6-CT7 pour le moulage sous pression.
- Exigences minimales pour les propriétés mécaniquesRésistance à la traction, limite d'élasticité et allongement, en fonction du traitement thermique (F / T5 / T6 / T7).
- Niveau de défaut interneLes pièces de sécurité : Quel est le niveau de porosité/rétrécissement acceptable pour le classement aux rayons X selon la norme ASTM E155 ? Les pièces de sécurité sont généralement ≤ Niveau 2.
- Traitement de surface et exigences en matière de peintureLes tests de résistance au brouillard salin : anodisation, revêtement par poudre, électrophorèse ou seulement sablage ? Durée du test au brouillard salin (480h / 720h) à quantifier.
- Demande annuelle et plage de fluctuationL'EAU (Estimated Annual Usage) ± 20% est communiquée au fournisseur afin de faciliter l'adéquation entre la durée de vie du moule et la programmation de la ligne de production.
Un détail souvent négligé : la propriété du moule et l'engagement de durée de vie. Les fournisseurs chinois mentionnent généralement une "durée de vie de 100 000 moules", mais si votre demande annuelle est de 150 000 pièces et que votre cycle de production est de 5 ans, vous devez inclure dans votre contrat "une réparation gratuite ou un remboursement au prorata par le fournisseur après l'épuisement de la durée de vie du moule", faute de quoi vous recevrez une facture pour la réparation du moule au cours de l'année suivante.
Panorama de l'industrie chinoise de la fonte d'aluminium et répartition des grappes industrielles
Conclusions directesEn 2023, la production totale de fonte d'aluminium de la Chine sera d'environ 10,5 millions de tonnes, représentant plus de 42% de la production mondiale (source de données : Foundry-Planet Global Foundry Industry Report). Cependant, la capacité réelle d'approvisionnement est fortement concentrée dans les quatre principaux groupes industriels : le delta du fleuve Yangtze est bon dans le moulage de précision à basse pression et par gravité, le delta de la rivière des Perles se concentre sur le moulage sous pression de l'électronique grand public, le Bohai Rim sert les pièces lourdes des équipementiers automobiles, et l'Ouest se développe rapidement avec le moulage sous pression de l'intégration des motos et des véhicules à énergie nouvelle. Si vous choisissez le mauvais groupe, le cycle d'approvisionnement sera prolongé de 15 à 25 jours en moyenne et le co?t d'une pièce unique augmentera de 8%-12%.
Taille de l'industrie et données d'exportation : plus qu'une simple "grande" taille
Selon l'Association chinoise des fonderies (CFA), les exportations chinoises de pièces moulées en alliage d'aluminium s'élèvent à environ 17,8 milliards de dollars, soit une hausse de 6,3% d'une année sur l'autre. HPDC) ont augmenté de plus de 22%.
Qu'est-ce que cela signifie ? Si vous achetez des coques de systèmes à trois énergies nouvelles, des plateaux de batterie, des pièces de structure de carrosserie intégrée, le pouvoir de négociation du fournisseur augmente rapidement ; au contraire, le moulage en sable de la classe des supports mécaniques généraux est un marché d'acheteurs, l'espace de négociation est encore d'au moins 10%.
Les avantages différenciateurs des quatre grappes d'entreprises
Notre équipe a visité plus de 40 fonderies d'aluminium sur le terrain au cours des trois dernières années, couvrant tous les principaux groupes. Vous trouverez ci-dessous un portrait de groupe basé sur des données de projets réels :
| p?le industriel | ville représentative | Points forts de l'artisanat | Typiquement en aval | Niveau de l'offre individuelle | Quantité minimale de commande (MOQ) |
|---|---|---|---|---|---|
| Delta du fleuve Yangtze | Ningbo, Suzhou, Taizhou | Moulage à basse pression, moulage par gravité, moulage sous pression de précision | Pièces automobiles, équipements médicaux, valves industrielles | Moyennement élevé (benchmark +5%) | 500-1000 pièces |
| Delta de la rivière des Perles | Foshan, Dongguan, Zhongshan | Moulage sous pression, pièces à parois minces, traitement de surface | Electronique grand public, refroidissement par LED, appareils ménagers | Moyenne (base) | A partir de 2000 pièces |
| Cercle économique de Bohai (région économique comprenant Pékin, Tianjin, Hebei, Liaoning et Shandong) | Tianjin, Qingdao, Tangshan | Moulage en sable de grande taille, moulage par gravité à usage intensif | Véhicules utilitaires, machines de construction, énergie éolienne | Moyenne-faible (Baseline-3%) | 200 pièces |
| partie occidentale | Chongqing, Chengdu, Xi'an | Moulage sous pression de motos, moulage sous pression intégré | Deux-roues, véhicules à énergie nouvelle, aviation | Faible (ligne de base - 8%) | 1000 pièces |
Logique de décision dans le monde réel pour la sélection des grappes
L'année dernière, j'ai aidé un client allemand spécialisé dans les pompes industrielles à procéder à la migration de sa cha?ne d'approvisionnement - il a d'abord insisté pour trouver des fournisseurs à Foshan, parce qu'il avait entendu dire que "le prix le plus bas se trouvait dans le delta de la rivière des Perles". J'ai rejeté cette proposition après l'avoir testée : le delta de la rivière des Perles est bon pour le moulage sous pression de produits électroniques grand public d'une épaisseur de paroi de 1,5 à 3 mm, alors qu'ils voulaient un corps de pompe en laiton coulé en sable d'une épaisseur de paroi de 8 mm et d'un poids de 8 kg, au lieu de pièces en aluminium. Finalement, nous avons atterri à Yuyao, Ningbo, la première pièce qualifiée est passée de l'échantillon précédent de 62% à 94%, le co?t d'approvisionnement annuel a été réduit de 11%.
Règle générale : ne vous laissez pas abuser par l'étiquette "groupe à bas prix". L'adéquation des processus est un meilleur déterminant du véritable co?t total de possession (TCO) que les écarts de prix géographiques.
C'est la logique sous-jacente de ce guide d'approvisionnement des fournisseurs de fonte d'aluminium en Chine qui a été soulignée à plusieurs reprises - type de produit → processus → groupe, cet ordre ne peut pas être inversé. Voie d'évaluation spécifique :
- Pièces de structure automobile, pièces de chassisPriorité au delta du fleuve Yangtze (groupe de fonderie à basse pression de Ningbo) ou à la ceinture de Bohai (cercle de soutien à l'industrie automobile de Tianjin et Changchun)
- Dissipateurs thermiques électroniques, bo?tiers d'équipement 5G: vise directement le delta de la rivière des Perles (Dongguan Changan, Foshan Nanhai)
- Grandes pièces mécaniques, moyeux d'éoliennesLes usines de moulage en sable de la région de Bohai (Qingdao, Tangshan) sont les plus rentables.
- Moulage sous pression intégré pour les nouvelles énergies (6000T+)Les bases de Chongqing Liangjiang New District et de Ningbo Qianwan New District sont les deux seules bases matures à l'heure actuelle.
- Pièces pour motocyclettes/véhicules électriques à deux roues extrêmement sensibles aux co?tsLes groupes d'entreprises de Chongqing Jiulongpo et Jiangjin
En ce qui concerne le mécanisme par lequel la volatilité du prix mondial de l'aluminium affecte les offres des grappes, il est recommandé de prêter simultanément attention à la tendance du prix de l'aluminium au London Metal Exchange (LME) - le cycle d'ajustement des offres des fonderies chinoises est généralement décalé par rapport au LME d'environ 7 à 10 jours, ce qui donne aux acheteurs une fenêtre de négociation petite, mais pratique.
Comparaison des principaux procédés de moulage de l'aluminium et guide de sélection
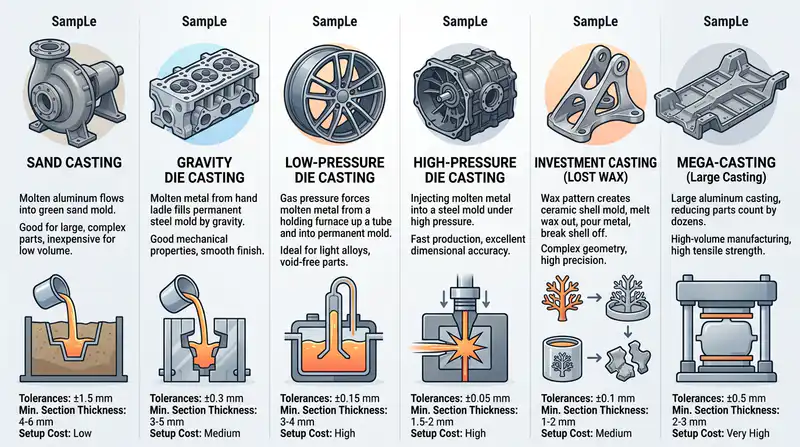
Conclusions directesLes six principaux procédés de moulage de l'aluminium ne présentent pas d'avantages ou d'inconvénients absolus, mais seulement un degré d'adéquation. Le moulage au sable convient pour les pièces de grande taille, allant d'une seule pièce à un millier ; le moulage par gravité et à basse pression est le pilier des pièces structurelles de volume moyen ; le moulage sous pression règne sur les produits de consommation et les pièces de carrosserie de classe millionnaire ; le moulage à la cire perdue est spécialisé dans les parois minces complexes de haute précision ; et le moulage sous pression intégré (méga-coulage) ne convient qu'aux entreprises de véhicules à énergie nouvelle dont la capacité de production annuelle est supérieure à 100 000 unités. En choisissant le mauvais processus, le co?t d'une seule pièce peut doubler ou être multiplié par 2 ou 3, ce qui constitue le lien le plus sous-estimé dans le guide d'approvisionnement des fournisseurs de moulage d'aluminium en Chine.
Matrice de comparaison des six paramètres de base du processus
| arts et artisanat | Précision dimensionnelle (CT) | Rugosité de surface Ra | épaisseur minimale de la paroi | Volume économique (pièces/an) | Indice de co?t unitaire type | Entrée du moule |
|---|---|---|---|---|---|---|
| moulage en sable | CT10-CT12 | 12,5-25 μm | 4-5 mm | 1–5,000 | 1.0 (base de référence) | 5k-50k¥ |
| Coulée par gravité (type métal) | CT8-CT10 | 6,3-12,5 μm | 3 mm | 2,000–50,000 | 0.8 | 30k-200k¥ |
| coulée à basse pression | CT7-CT9 | 3,2-6,3 μm | 2,5 mm | 5,000–100,000 | 0.9 | 80 000 à 400 000 ¥ |
| Moulage sous pression | CT6-CT8 | 1,6-3,2 μm | 1,0 mm | 50,000–1,000,000+ | 0.5 | 200k-2M¥ |
| moulage à la cire perdue | CT4-CT6 | 1,6-3,2 μm | 0,8 mm | 500–50,000 | 2.0-3.5 | 20k-150k ¥ |
| Moulage sous pression intégré | CT7-CT9 | 3,2 μm | 2,5 mm | 100,000+ | 0,4 (après mise à l'échelle) | 80 à 150 MILLIONS ¥ |
Note : L'indice de co?t est basé sur le même poids des parties de sable 1,0, et les données proviennent des statistiques industrielles de Foundry-Planet et de la moyenne de nos cotations sur le terrain pour 17 usines dans le delta de la rivière Yangtze et le delta de la rivière des Perles.
Logique de correspondance des processus pour trois scénarios réels
Scénario 1 : Véhicules à moteur à énergie nouvelle, demande annuelle de 80 000 pièces.Lorsque j'ai effectué un examen de sélection pour un Tier 1 européen l'année dernière, la solution initiale était le moulage par gravité, avec un co?t unitaire de 178 ¥. Après être passé au moulage à basse pression, le taux de porosité a été réduit de 1,2% à 0,3%, et le taux de rejet aux rayons X a été réduit de 7% à 1,8%, et même si l'investissement dans l'outillage était un supplément de 260 000 ¥, le co?t des moules a été rentabilisé en 8 mois. La base du jugement est simple :Epaisseur inégale des parois + exigences en matière d'étanchéité à l'air + plus de 50 000 pièces par anLa basse pression est presque la seule solution.
Scénario 2 : corps de pompe industrielle, besoin annuel de 600 pièces, pesant 45 kg.Ces types de pièces peuvent absorber la totalité du budget du projet en termes de co?ts d'outillage si les ventes les incitent à ouvrir un moule sous pression. Le bon choix estMoulage au sable en résine + traitement thermique T6Moule 18 000 ¥, pièce unique 620 ¥, délai de livraison 2 semaines. Le moulage en sable est irrempla?able dans ce segment de lot.
Scénario 3 : dispositif médical avec structure complexe contenant une cavité interne, demande annuelle de 3 000 pièces.Le moulage à la cire perdue est le premier choix - bien que le co?t par pièce soit 2,5 fois supérieur à celui du moulage sous pression, mais il élimine le processus CNC ultérieur de 70%. Un directeur d'atelier qui pratique le moulage à la cire perdue depuis 20 ans m'a dit : "Les clients regardent le prix unitaire du moulage, moi je regarde le calcul du co?t global du traitement, ce qui est deux choses différentes"."
Trois des écueils les plus faciles à franchir lors du choix d'un modèle
- Moulage sous pression de pièces étanchesLes pièces moulées sous pression classiques ne peuvent pas être traitées thermiquement à la température T6 en raison de la présence d'importants rouleaux d'air, de sorte qu'il faut spécifier des pièces résistantes à la pression, telles que les bo?tiers de bo?te de vitesses.moulage sous vide或Processus de vacanceAu niveau national, moins de 200 usines disposent d'une capacité stable de moulage sous vide.
- Négliger la pente de démoulage et le plan de jointLes surfaces de séparation mal con?ues sur les pièces moulées en sable peuvent entra?ner une augmentation de 3 à 5 fois du nombre d'heures de travail pour le nettoyage du fretting, ce qui se répercute directement sur l'avantage que vous avez négocié en termes de prix.
- Demande de devis sur la base de dessins et non sur la base du processusLe même dessin est envoyé à une usine de moulage en sable et à une usine de moulage sous pression, et la différence entre les devis peut aller jusqu'à 300%, mais le rendement et les co?ts de traitement sont complètement différents. Les acheteurs avertis bloqueront le processus avant de demander un devis.
La section suivante démonte les six principales différences entre le moulage à basse pression et le moulage par gravité en ce qui concerne l'ingénierie. Il s'agit de détails techniques qui sont négligés dans la plupart des propositions d'achat, mais qui peuvent faire la différence entre un projet et son échec.
Différences techniques entre la coulée à basse pression et la coulée par gravité
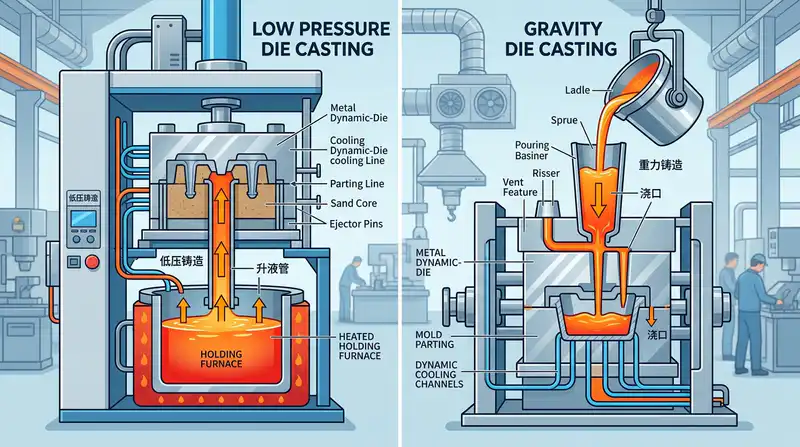
Conclusions directesLa coulée à basse pression (LPDC) et la coulée par gravité (GDC) semblent appartenir au processus de type métallique "moule + aluminium liquide", mais il existe d'énormes différences en termes de porosité, de propriétés mécaniques et de co?t unitaire. La densité de coulée à basse pression peut atteindre 99,2% ou plus, l'allongement est généralement de 8%-12%, ce qui convient pour supporter les vibrations et la pression d'étanchéité de la coque du moteur des véhicules à énergie nouvelle, du bac à batterie ; le co?t par pièce de la coulée par gravité est supérieur à celui de la coulée à basse pression 15%-25%, mais la porosité est généralement de l'ordre de 1%-3%. 1%-3%, plus approprié pour la culasse de moteur traditionnel, les coquilles de bo?te de vitesses telles que la vérification mature, les exigences d'élongation 4%-7% peuvent être des pièces. Ce guide de sour?age des fournisseurs de fonte d'aluminium en Chine vous rappelle que si vous choisissez mal l'un de ces deux processus, le taux de rebut peut monter en flèche de 2% à 12%.
Tableau de comparaison des variances à cinq dimensions
| dimension (math.) | Coulée à basse pression LPDC | Coulée par gravité GDC |
|---|---|---|
| Structure du moule | Type fermé, tube de levage inférieur + canal de maintien de la pression, co?t de moulage élevé 30%-50% | Type ouvert, porte d'injection supérieure ou latérale, structure de moule simple |
| Méthode de chargement | 0,02-0,06 MPa de pression d'air sec, remplissage en douceur sans turbulence. | Chute libre en fonction de la gravité, taux de remplissage incontr?lé |
| porosité | <0,8%, traitable thermiquement jusqu'à l'état T6 | 1%-3%, traité thermiquement pour faciliter la formation de cloques |
| Résistance à la traction (A356-T6) | 280-310 MPa, allongement 8%-12% | 240-270 MPa, allongement 4%-7% |
| Co?t unitaire (même type de pièce) | Indice de référence 100 | 75–85 |
Pourquoi les carters des moteurs sont-ils presque toujours fabriqués en matériaux basse tension ?
Le bo?tier du moteur du véhicule à énergie nouvelle doit résister à une pression d'étanchéité de plus de 1,5 MPa dans le canal interne de l'huile de refroidissement, et toute microporosité d'un diamètre supérieur à 0,3 mm échouera au test de fuite à l'hélium. La coulée à basse pression s'appuie sur un tube de levage de liquide pour "soulever" le liquide d'aluminium du fond du four de maintien dans la cavité du moule, et le niveau du liquide peut être soulevé à une vitesse contr?lée avec précision de 30 à 80 mm/s, ce qui évite l'apparition d'une pellicule d'oxyde secondaire qui est courante dans la coulée par gravité. L'année dernière, j'ai aidé une entreprise de niveau 1 de Suzhou à valider le projet de coque de moteur mesuré : le même ensemble de matériaux de remplacement ADC12, le taux de réussite du processus de vérification de l'hélium par gravité n'est que de 71%, le passage à la basse pression et l'augmentation du fond de la voie d'eau de refroidissement, le taux de réussite est passé à 96,4%, une seule pièce permettant d'économiser environ 38 yuans sur les co?ts de reprise.
Pourquoi les composants des moteurs conventionnels utilisent-ils encore la gravité ?
La durée de vie de la conception et les spécifications des matériaux de la culasse du moteur à carburant ont été gelées dans les années 1990, et la chemise d'eau complexe formée par moulage par gravité avec un noyau de sable a été vérifiée par de nombreux DVP en 30 ans, et la courbe d'expérience de la mise au point en usine est très m?re. Le passage à la basse pression nécessite non seulement un nouveau développement des moules (un jeu de moules basse pression pour les coques de moteur est estimé entre 800 000 et 1,4 million de RMB en Chine, soit plus de 400 000 yuans de plus que les moules à gravité), mais aussi une nouvelle exécution du PPAP et des essais au banc, avec un cycle de révision d'au moins 9 mois. Pour la plateforme de carburant dont la production annuelle est déjà en baisse, ce retour sur investissement n'est pas rentable.
Conseils pratiques en matière de marchés publics
- Examinez le paramètre du temps de maintienLa courbe de pression de maintien de la coulée à basse pression (augmentation de la pression de remplissage de liquide, augmentation de la pression de maintien) est au c?ur du processus ; le fournisseur est tenu de fournir des données PLC pour l'exportation ; la durée de la pression de maintien est inférieure à 90 secondes pour les pièces coulées de taille moyenne et de grande taille ; il convient d'être vigilant en matière de rétrécissement.
- Vérification de la durée de vie des tubes de levageLes tubes de levage en céramique ont une durée de vie de 8 000 à 12 000 cycles, alors que les tubes en graphite bon marché n'ont qu'une durée de vie de 3 000 cycles, ce qui a un impact direct sur la consistance de la coulée.
- Les installations par gravité doivent être prudentes avant de passer à la basse pression.: De nombreuses petites et moyennes usines chinoises se réclament de la " double technologie ", mais le taux d’utilisation de leurs équipements basse pression est inférieur à 40%, ce qui soulève des inquiétudes quant à la stabilité du processus. Selon les normes relatives à l’indice de capacité du processus publiées par l’Association nord-américaine de moulage sous pression (NADCA), un Cpk ≥ 1,33 est considéré comme acceptable.
- Ne vous contentez pas des prix unitaires pour comparer les co?tsSi vous oscillez entre la Chine et les capacités à l'étranger, commencez par lire l'article de la Commission européenne. Comparaison des co?ts de moulage de l'aluminium entre la Chine et l'Inde Analyse complètequi permet de distinguer l'impact de l'amortissement des moules à basse pression sur le co?t total.
L'essentiel de la sélection du procédé consiste à faire correspondre les "exigences mécaniques - taille du lot - maturité de la validation" du produit avec les limites de capacité du procédé. Lorsque la demande annuelle dépasse 50 000 pièces, que les exigences en matière d'allongement sont ≥ 8% et que des essais d'étanchéité à l'air sont nécessaires, la coulée à basse pression est pratiquement la seule solution économique ; à l'inverse, la coulée par gravité reste la solution la plus rentable. Ne vous laissez pas détourner par la rhétorique des fournisseurs "nous pouvons tout faire" - il y a au moins une courbe de rendement de 3 ans entre ce que vous pouvez faire et ce que vous pouvez bien faire.
Technologie de coulée sous pression intégrée en Chine : état d'avancement de l'atterrissage
Conclusions directesLa Chine est le marché le plus concentré au monde en termes de capacité de coulée sous pression intégrée (Mega Casting). D'ici à la fin de 2024, la Chine a mis en service ou est en cours de construction plus de 90 méga machines de coulée sous pression de plus de 6 000 tonnes, dont environ 25 sont des modèles de 9 000 tonnes et plus. Mais pour plus de 90% petits et moyens acheteurs, cette voie technologique n'a pas besoin d'être suivie - Mega Casting point d'équilibre économique dans la production annuelle d'environ 80.000-100.000 pièces, en dessous de ce montant du projet avec le programme traditionnel de coulée sous pression + soudage au lieu d'une seule pièce du co?t est plus faible ! 15%-25%.
Machine de moulage sous pression ultra-grande de la carte de la Chine
Les fournisseurs de machines de moulage sous pression constituent le noyau en amont de cette course aux armements dans le domaine du méga-coulage.LK TechnologyElle occupe environ 75% du marché mondial au-dessus de 6 000 tonnes, et son modèle de 9 000 tonnes a été fourni en vrac à l'usine Tesla de Shanghai, à l'usine Xiaopeng de Zhaoqing et à l'usine Gaohe de Yancheng ;YizumiIl a été suivi par le modèle structurel à double plateau LEAP 9000T, dont les clients en aval comprennent BAE et FAW Casting. Bühler (Bühler) et IDRA (IDRA) ont également des projets sporadiques dans le pays, mais le délai de livraison est long et le prix est plus élevé d'environ 30%.
Quelques cas représentatifs des atterrissages les plus rapides :
- Usine Tesla de ShanghaiLe moulage sous pression intégré du dessous de caisse du modèle Y combine plus de 70 pièces en 1 ou 2 pièces, ce qui permet de réduire le poids de la carrosserie d'environ 10% et les co?ts de fabrication d'environ 40%.
- Azalea Hefei F2 FactoryLe plancher arrière de l'ET5 est fabriqué sur une machine de coulée sous pression de 12 000 tonnes, avec un poids d'environ 80 kg par pièce et un temps de battement d'environ 90 secondes.
- Xiaopeng, Idéal, CeresLes entreprises ont toutes atteint le stade de la production de masse de 9 000 tonnes, principalement dans le delta du fleuve Yangtze et le delta de la rivière des Perles.
- Wencan, Guangdong Hongtu, Top GroupLes trois plus grandes fonderies Mega Casting de niveau 1 en Chine re?oivent actuellement des commandes.
L'impact réel de la méga-fusion sur les cha?nes d'approvisionnement traditionnelles
La nature perturbatrice de cette technologie a été largement exagérée. L'investissement total pour un ?lot de coulée sous pression de 6 000 tonnes est d'environ 150 à 300 millions RMB (y compris le corps, le moule, le four, la presse à découper, la ligne d'inspection aux rayons X), le co?t d'un seul jeu de moules est de 6 à 15 millions RMB, et le taux de rendement passe de 40% au stade de la production d'essai à 85% au stade de la production de masse et la stabilité prend généralement de 9 à 14 mois. -14 mois. En 2023, notre équipe a aidé une nouvelle entreprise automobile à effectuer des audits de fournisseurs et a découvert que le rendement Q3 d'un chef de file de niveau 1 sur un modèle de 9 000 tonnes n'était que de 681 TTP3T, et que le co?t d'une seule part du moule atteignait 220 dollars, soit près du double de son offre initiale.
Cela signifie que les chocs sont principalement concentrés dans les pays suivantsStructures de la carrosserie des véhicules à énergie nouvelleCe segment du marché n'a que peu ou pas d'impact sur les domaines suivants :
| marché de niche | Niveau d'impact de la méga-coulée | raison d'être |
|---|---|---|
| Pièces moulées pour véhicules utilitaires et engins de chantier | pratiquement nulle | Petit volume, structure simple, type gravité/sable plus économique |
| Bo?tier du moteur, bac à piles | 低 | La coulée à basse pression reste supérieure en termes d'étanchéité et d'élongation. |
| Composants structurels de l'électronique grand public | ne pas avoir | Petites dimensions, entièrement couvertes par le moulage sous pression conventionnel |
| Nouveau revêtement de sol intégré à la carrosserie | 高 | Solution préférée de l'équipementier principal |
Les petits et moyens acheteurs doivent-ils suivre le mouvement ?
Mon conseil est simple :Le Mega Casting n'est pas nécessaire pour les projets dont le volume d'achat annuel est inférieur à 50 000 pièces et dont le poids unitaire est inférieur à 15 kg.. Ce qu'il faut vraiment évaluer, ce sont deux questions dérivées :
- Alliages sans traitement thermique (par exemple Silafont-36, Mercalloy 368, Ulan AlsiMgMn domestique)La capacité de livraison - une révolution matérielle induite par Mega Casting - a la même valeur de réduction des co?ts que les moulages sous pression ordinaires, permettant d'économiser environ 8%-12% en évitant le traitement thermique T7.
- Capacité de moulage sous vide--Un vide d'air inférieur à 50 mbar est le seuil à partir duquel il est possible de produire des pièces structurelles soudables et traitables thermiquement. De nombreux fournisseurs de taille moyenne prétendent disposer de systèmes de vide, mais les niveaux de vide mesurés ne vont que jusqu'à 150 mbar, ce qui est insuffisant pour les applications haut de gamme.

Sélection des nuances d'alliages d'aluminium et adaptation des propriétés des matériaux
Conclusion simple : le choix d'une mauvaise nuance d'alliage d'aluminium est plus fatal que le choix d'une mauvaise usine. Si une pièce moulée en A356 est utilisée par erreur en ADC12, la durée de vie en fatigue dans les mêmes conditions de travail peut chuter de plus de 60% ; alors que les pièces structurelles qui devraient être à l'état T6 sont livrées à l'état F (état moulé), la limite d'élasticité sera directement réduite de moitié. Ce guide d'achat du fournisseur chinois de pièces moulées en aluminium doit être lié à la compréhension de la nuance et du processus, de l'état du traitement thermique, plut?t que d'écrire simplement "alliage d'aluminium" en trois mots sur les dessins.
Correspondance entre les grades chinois et étrangers et malentendus courants
Les techniciens des fonderies d'aluminium chinoises sont confrontés quotidiennement à au moins quatre systèmes de qualité : GB/T 1173 (alliages d'aluminium coulé), norme américaine AA (Aluminum Association), norme japonaise JIS H5302 et norme européenne EN 1706 (EN AC-xxxxx). Si l'acheteur n'indique que la norme américaine, l'usine nationale peut fondre le matériau en fonction de l'équivalent GB le plus proche, et la bande de composition chimique peut ne pas être exactement la même.
| Notes communes | homologue en GB | Eurocorrespondance | Jour Correspondance standard | cheval de trait |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0,3) | AC4CH | Basse pression, gravité, sable |
| ADC12 | YL113 (approximatif) | FR AC-46000 | ADC12 | Moulage sous pression |
| AlSi10Mg | ZL104 (approximatif) | FR AC-43000 | AC4A | Impression 3D SLM à basse pression |
| 6061 | 6A02 / 6061 | FR AW-6061 | A6061 | Forgé/extrudé (non moulé) |
Un problème fréquent : le 6061 est un alliage d'aluminium déformé qui présente de mauvaises propriétés de coulée (forte tendance à la fissuration thermique), mais certains acheteurs continuent d'étiqueter leurs plans de coulée sous pression "6061 die casting" (coulée sous pression). La bonne approche consiste à passer à l'ADC12 ou à l'AlSi10Mg. Pour conna?tre les différences de composition chimique entre les bandes passantes, reportez-vous aux feuilles d'aluminium originales (International Alloy Designations) publiées par l'Association de l'aluminium.
Propriétés et applications typiques des quatre qualités haute fréquence
- A356-T6Si 6,5%-7,5%, Mg 0,25%-0,45%. Résistance à la traction à l'état T6 ≥ 290 MPa, rendement ≥ 200 MPa, allongement ≥ 6%. Utilisé dans les moyeux de roue, les coques de moteur à énergie nouvelle, les bras oscillants de suspension. La coulée à basse pression supporte la plus grande largeur.
- ADC12Si 9.6%-12%, Cu 1.5%-3.5% Excellente fluidité pour l'électronique grand public à parois minces (à partir de 1,2 mm) et les moulages sous pression de structures automobiles. L'allongement n'est que de 1%-3%, ce qui ne convient pas à la fatigue due aux chocs ou aux vibrations.
- AlSi10Mg-T6Mg 0,2%-0,45%, traction ≥ 320 MPa après T6. Les versions modifiées sans traitement thermique du moulage sous pression intégré (par exemple Handsome Wingspeed SF36, Lizhong TCast) en sont dérivées.
- ZL114A-T6(Norme nationale de silicium aluminium à haute résistance) : composants structurels militaires et aérospatiaux couramment utilisés, résistance à la traction ≥ 310 MPa, allongement ≥ 5%, le prix est plus élevé que celui de l'A356, environ 15%-25%.
état du traitement thermique : T5/T6/T7 en fin de compte, quelle est la différence ?
Le comportement mécanique de la même pièce moulée A356 dans les trois états est très différent :
- T5(état moulé → vieillissement artificiel) : faible co?t, faible déformation, résistance moyenne (traction ≈ 230 MPa), convient aux pièces ayant des exigences élevées en matière de stabilité dimensionnelle mais des exigences moyennes en matière de résistance.
- T6(solution solide + vieillissement artificiel) : la résistance la plus élevée, mais la trempe en solution solide provoque des déformations ; les pièces à parois minces doivent être réservées au processus d'étalonnage.
- T7(vieillissement) : résistance légèrement inférieure (traction ≈ 260 MPa), mais meilleures contraintes résiduelles et stabilité dimensionnelle, adapté aux conditions de haute température ou aux carters de moteurs nécessitant un service à long terme.
Notre équipe a réalisé un jour un projet de bac de batterie pour une entreprise européenne de niveau 1. Le dessin original était étiqueté A356-T6, mais le client a constaté une déformation thermique de 0,8 mm après l'assemblage. Après le passage au T7, la déformation a été réduite à moins de 0,2 mm et le rendement final est passé de 78% à 96%. L'essentiel de cette expérience est que le statut du traitement thermique n'est pas simplement une ligne dans la bo?te de commentaires, mais un paramètre du processus qui détermine directement le succès ou l'échec de l'assemblage.
Un processus en quatre étapes pour les décisions de substitution de grade
Lorsqu'un fournisseur demande : "Nous n'avons pas l'A357 que vous avez spécifié, pouvons-nous utiliser l'A356 à la place ?" Lorsque le fournisseur répond : "Nous n'avons pas le A357 que vous avez spécifié. Suivez les quatre étapes ci-dessous pour prendre une décision :
- Comparaison de la composition chimique de la bande passante (en particulier la teneur en Mg, Cu, Fe, Fe peut diminuer l'élongation de 1%-2% par 0,1% d'augmentation) ;
- Vérifier que les caractéristiques mécaniques cibles (traction, limite d'élasticité, allongement, dureté HB) sont toujours comprises dans la marge de sécurité ;
- Confirmer que la fenêtre de traitement thermique correspond à la ligne de production existante (température de la solution, profil de vieillissement) ;
- Exiger que la première pièce subisse un essai métallographique, un essai de traction et un essai au brouillard salin, et conserver les échantillons de réinspection pendant au moins deux ans.
Liste de contr?le de la qualification et de l'inspection sur le terrain pour les fournisseurs qualifiés
Conclusions directesDans le Guide d'approvisionnement des fournisseurs de fonderie d'aluminium en Chine, l'audit de qualification ne consiste pas à voir combien de morceaux de papier sont accrochés au mur du certificat, mais à vérifier la validité du certificat, l'étendue de la couverture et la mise en ?uvre réelle des trois couches d'authenticité. En 2022-2024, notre équipe a effectué une inspection cumulative de 47 fonderies d'aluminium chinoises. Elle a constaté que le certificat ISO 9001 de 38% est réel et effectif, mais que la portée de l'audit ne correspond pas à l'approvisionnement des produits (par exemple, le certificat ne couvre que le moulage en sable, mais l'usine livre des pièces moulées sous pression), et que 15% ont un certificat expiré ou un phénomène de dépendance vis-à-vis des OEM. L'inspection de l'usine n'est pas effectuée, l'approvisionnement équivaut à une commande les yeux bandés.
La signification réelle des méthodes de certification et de vérification de base
Tout d'abord, la conclusion : les différentes certifications correspondent à différents seuils d'accès à l'industrie, il ne faut pas confondre "certifié" et "certifiant".
- ISO 9001Le système de gestion de la qualité de base est un ticket d'entrée plut?t qu'un point positif. Méthode de vérification : Connectez-vous au site web officiel de l'organisme émetteur (SGS, BV, TüV, par exemple) et saisissez le numéro du certificat pour vérification. Concentrez-vous sur le "champ d'application" pour vérifier si les catégories de processus et de produits que vous souhaitez acheter sont incluses.
- IATF 16949Seuil obligatoire pour l'industrie automobile, ne parlez pas d'approvisionnement de niveau 1/de niveau 2 sans ce seuil. Remarque : les certificats IATF doivent être délivrés par un organisme d'audit reconnu par le Bureau mondial de réglementation de l'IATF ; la version copiée est directement invalide.
- ISO 14001 / ISO 45001les systèmes de santé environnementale et professionnelle, qui sont spécifiquement vérifiés par les principaux clients de l'UE et de l'Amérique du Nord (en particulier pour les audits ESG des sociétés cotées en bourse).
- AS9100Pour ce qui est de l'aérospatiale, la Chine compte moins de 60 fonderies d'aluminium véritablement certifiées AS9100D, principalement à Xi'an, Chengdu et Shenyang.
- NADCAP(traitement thermique, essais non destructifs, certification de processus spéciaux) : l'approvisionnement en pièces aéronautiques doit être vérifié, de manière plus détaillée que l'AS9100.
Les 12 domaines clés qui doivent être vérifiés lors d'une inspection d'usine
| rivage | Points de contr?le | Signes communs de contrefa?on |
|---|---|---|
| 1. la fonderie | équipement de dégazage de raffinage (dégazeur rotatif), compteur d'hydrogène, type de spectromètre et certificat d'étalonnage | Pas d'étiquettes d'inspection annuelle pour les spectromètres, pas de registres de dégazage sur le site |
| 2. atelier de moulage | Disponibilité d'une capacité interne de conception et de réparation des moules, d'un registre de la durée de vie des moules | Sous-traitance complète des moules, pas de capacité de réparation des moules |
| 3) Moulage sous pression/?lots à basse pression | Contr?le des paramètres en temps réel (SPC), nombre de réchauffeurs de moules, configuration de la machine à vide | Copie manuelle du livre de paramètres, pas de traces de données |
| 4. l'usinage CNC | MMT de coordonnées, nombre de centres d'usinage à 5 axes, système de gestion des outils | Affichage CMM uniquement, taux d'externalisation de la transformation >50% |
| 5. traitement thermique | Rapport sur le test d'uniformité de la température du four (TUS), nombre de thermocouples en temps réel dans le four | Solution solide uniquement, pas de vieillissement, pas de rapport annuel TUS |
| 6. contr?le par rayons X | Tension du tube de l'équipement (≥225kV), utilisation de la carte de contr?le ASTM E155 | échantillonnage 1% uniquement, pas de critères de classement |
| 7. essais au brouillard salin | Chambre à brouillard salin neutre (NSS) ou CASS, enregistrement des heures d'essai | équipement poussiéreux et absence de données d'essai au cours des trois derniers mois |
| 8. laboratoire de mécanique | Machine d'essai de traction, duromètre (Brinell/Vickers), capacité de traitement des barres d'essai | Rapports envoyés à des tiers, pas de nouveaux tests internes |
| 9. contr?le dimensionnel | étalonnage annuel de la MMT, processus d'inspection du premier article (FAI) | Le rapport de la FAI n'est qu'un copier-coller. |
| 10. zone de marchandises indésirables | Marquage rouge, cl?ture physique des zones de confinement, registres d'élimination des déchets | Ferraille mélangée à c?té de la zone qualifiée |
| 11) Logistique d'emballage | Film VCI anticorrosion, certificat de fumigation pour les caisses en bois expédiées par voie maritime (marquage IPPC) | Pas d'IPPC pour l'exportation, il est facile d'être heurté dans les colis nus |
| 12. le personnel de terrain | Travailleurs de la fonte, inspecteurs de qualité sous licence, taux de rotation du personnel de l'atelier | Proportion de travailleurs temporaires occupant des postes clés >30% |
Modèle de fiche de notation pour l'inspection d'une usine (échelle de 100 points)
Je recommande l'utilisation d'une notation pondérée : 20 points pour le système de qualité, 25 points pour l'équipement de traitement, 20 points pour la capacité d'essai, 15 points pour la gestion du site, 10 points pour la qualité du personnel, 10 points pour la stabilité financière. Un seul élément est inférieur à la note totale de 60%, ce qui constitue un veto à une voix. En pratique, le score ≥ 85 points de l'usine dans le pool de fournisseurs de niveau A, 70-84 points dans l'alternative de niveau B (adapté aux pièces non critiques), moins de 70 points directement exclus.
Rappel pratique : la première inspection de l'usine ne doit pas saluer ou seulement 2 heures à l'avance, pour voir l'état réel de la production ; avant l'audit formel, l'autre partie doit fournir les relevés de production quotidiens des 3 derniers mois, les enregistrements des réclamations des clients, le tableau de tendance du taux de défectuosité - les données ne peuvent pas être sur l'usine, 99% ont des problèmes.
Système de contr?le de la qualité pour l'ensemble du processus, de la fusion aux produits finis
Conclusions directesPour une fonderie d'aluminium chinoise qualifiée, le contr?le de la qualité n'est jamais la "dernière inspection visuelle", mais va des matières premières à l'usine jusqu'au produit fini, en passant par les sept n?uds de toute la cha?ne en boucle fermée. Si l'un des n?uds manque ou est un faux-semblant, le taux de rebut final passera de l'excellent niveau de l'industrie de 1,5%-3% à 8%-15%. Ce guide de sour?age des fournisseurs de fonderie d'aluminium chinois suggère que le temps d'inspection de l'usine de 60% soit consacré aux n?uds de contr?le de la qualité de l'audit de la "cha?ne de preuves" ! Au lieu d'écouter des présentations commerciales.
Lors de l'examen d'un projet de support de moteur en 2023, j'ai dirigé une équipe chargée d'examiner les données de contr?le qualité d'une usine de Jiangsu pendant six mois consécutifs. L'usine revendiquait un taux de rebut externe de 3%, mais après recoupement des registres de fusion, des rapports de radiographie et de l'échantillonnage dimensionnel, le véritable taux de rebut interne était de 11,4%, la différence étant engloutie par les "passes de reprise". La différence est principalement absorbée par la "passe de reprise". C'est pourquoi il faut pénétrer un à un les sept n?uds suivants.
Sept n?uds de contr?le de qualité clés et normes industrielles
| nodal | Outils de base | Normes/limites de l'industrie | Défaillances courantes |
|---|---|---|---|
| 1) Analyse spectrale des matières premières | Inspection four par four au moyen d'un spectromètre à lecture directe (OES) | GB/T 7999, ASTM E1251 | Teneur excessive en Fe (>0,2%), impuretés à forte teneur en Zn |
| 2. affinage et dégazage des matières fondues | Dégazage rotatif + méthode d'équivalence de densité pour l'hydrogène | Indice de densité DI ≤ 3%, teneur en hydrogène < 0,15 ml/100 g Al | Trous d'épingle, porosité sur 5% |
| 3. contr?le de la température du moule | Thermostat de moule + caméra infrarouge pour une surveillance en temps réel | Fluctuation de la température du moule de coulée à basse pression ±10℃ ou moins | Ségrégation à froid, rétrécissement, marques d'écoulement en surface |
| 4. le contr?le des paramètres de coulée | Système SCADA pour l'enregistrement des courbes pression/vitesse/temps | Conservation des courbes de processus complètes par moule ≥ 2 ans | Dérive de la vitesse d'injection de la pression, pression de maintien insuffisante |
| 5. essais non destructifs par rayons X/UT | CT industriel ou radiographie numérique DR | ASTM E155 Niveau 2-3 (par zone de stress) | Rétrécissement interne et inclusions >φ1mm |
| 6. coordonner le contr?le dimensionnel | CMM grandeur nature + premier FAI | CT6-CT8 (ISO 8062) | Dépassement critique des trous de montage, planéité NG |
| 7. essais de surface et de corrosion | Essai au brouillard salin, jauge d'épaisseur de film, testeur de dureté | Film d'oxyde anodique ≥15μm, brouillard salin neutre ≥240h. | Décoloration de l'oxyde, épaisseur insuffisante du film local |
Trois des n?uds les plus faciles à franchir pour les fournisseurs
Dégazage de la matière fondueC'est la plus grande partie de l'eau. De nombreuses usines ne procèdent qu'à une "scorification visuelle" lors de la coulée, sans effectuer de test d'indice de densité (test de pression réduite). La méthode de jugement est très simple : le site demande à voir les 30 derniers jours des spécimens de test DI, une véritable usine RPT doit avoir une rangée de blocs de test numérotés empilés à c?té de la zone de fusion - aucun test physique n'est effectué.
Pourcentage d'échantillonnage radiographiqueC'est également une zone particulièrement touchée. Les composants de sécurité automobile (tels que les fusées de direction et les pièces de fixation du sous-chassis) doivent, conformément aux exigences de la norme IATF 16949, faire l'objet d'un contr?le DR selon la méthode 100%, mais certaines usines se contentent d'effectuer des contr?les par échantillonnage selon la méthode 5% tout en apposant le cachet " contr?le complet ". En se référant aux exigences de la norme ASTM E155 relatives aux images de contr?le, il est demandé aux fournisseurs de fournir un numéro d'image DR tra?able pour chaque pièce, ce qui permet d'éliminer les fraudeurs 80%.
Cycle d'essai au brouillard salinLe bricolage. L'armoire à brouillard salin neutre standard de 240 heures (voir ISO 9227) doit fonctionner en continu, mais j'ai vu des usines placer des pièces d'essai pendant 48 heures pour produire un rapport afin d'accélérer la production d'un rapport d'échantillonnage.
Améliorer la relation moyen-co?t
- Chaque réinspection spectrale supplémentaire à l'extrémité de la matière première co?te environ +0,3-0,5 yuan par pièce, mais peut réduire les déchets de lots dus à des anomalies de composition de centaines de milliers de dollars en pertes annuelles à presque zéro.
- L'introduction d'un compteur d'hydrogène en ligne (par exemple Alspek H) représente un investissement d'environ 250 000 RMB, le taux de rebut d? aux trous d'épingle peut être réduit de 6% à moins de 1,5%, et le co?t des commandes de volume moyen peut être récupéré en 6 à 9 mois.
- L'équipement industriel de tomodensitométrie (tel que YXLON, Sanying Precision) une seule unité de 2-4 millions de yuans, mais peut être moulage sous haute pression des défauts internes taux de fuite de 3% de pression à 0,1% le suivant
Impact des capacités internes d'usinage CNC sur les co?ts d'approvisionnement et les délais de livraison
Conclusion directe : lors de l'approvisionnement en pièces moulées en aluminium en Chine, que l'on choisisse ou non un fournisseur intégré avec une capacité interne d'usinage CNC, le co?t global par pièce peut être de 10%-18%, le délai de livraison est de 20%-35%, et le taux de réclamation des clients est plus de deux fois supérieur à la différence. Ce guide d'achat des fournisseurs de pièces moulées en aluminium de Chine est une recommandation claire : lorsque le besoin de pièces moulées en aluminium à surface usinée (représentant plus de 85% du volume d'achat réel), la priorité est donnée à l'usine intégrée de moulage à sas + CNC, seules les pièces spéciales (telles que les grandes ébauches de moulage au sable ou les pièces décoratives pures) doivent envisager le mode de séparation "fonderie + usine de traitement indépendante".
Quatre avantages structurels d'un fournisseur tout-en-un
Pourquoi l'usine intégrée est-elle presque toujours la meilleure solution ? Essentiellement parce qu'elle élimine la "perte d'interface" entre le moulage et l'usinage. En 2023, j'ai aidé un client allemand de corps de vannes hydrauliques à réaliser une expérience contr?lée : la même pièce moulée basse pression A356-T6 a été confiée à une fonderie pure (les pièces moulées étaient envoyées à une usine de traitement à Suzhou) et à une usine intégrée dotée de son propre atelier CNC à Hangzhou, toutes les autres variables étant verrouillées. Six mois après le début de la production de masse, l'écart est choquant.
| dimension (math.) | Fonderie pure + CNC externalisée | Usine d'intégration | divergence |
|---|---|---|---|
| Co?t consolidé par unité (USD) | 18.40 | 15.60 | ↓15.2% |
| De la commande à la livraison FOB | 55 jours | 38 jours | ↓30.9% |
| Rendement global des produits finis | 91.2% | 96.8% | ↑5.6pt |
| Délai de réponse aux litiges de qualité | 7-14 jours | 24-48 heures | ↓80%+ (EN ANGLAIS) |
| Co?ts de logistique et de transit en pourcentage | 4.8% | 0.6% | ↓4.2pt |
La logique sous-jacente des quatre avantages peut être décomposée comme suit :
- Une seule offre, une seule entité responsable: L'acheteur n'a pas besoin de négocier les prix ni de coordonner les plans séparément avec la fonderie et l'atelier d'usinage. Plus important encore, si des porosités internes ou des retassures (les deux types de défauts de fonderie les plus courants) sont détectées après l'usinage, la responsabilité ne fait l'objet d'aucune contestation : l'usine intégrée doit prendre en charge elle-même les co?ts de reprise, sans aucune marge de man?uvre pour se décharger de cette responsabilité.
- Synergie des processus (DFM en boucle fermée)Les ingénieurs de coulée et les opérateurs CNC d'une usine intégrée se réunissent dans le même batiment et examinent les dessins. Au stade de la coulée, ils prévoient des tolérances raisonnables pour l'usinage (généralement de 2,5 à 4,0 mm), évitent d'usiner les points de référence au niveau de la porte ou de la colonne montante et optimisent la position pré-coulée des trous pour le processus de serrage. Les ébauches fournies par les fonderies pures nécessitent souvent un processus supplémentaire d""équarrissage", et le temps de serrage à lui seul est supérieur de 15%-25%.
- Tra?abilité de la qualité en boucle ferméeLe four, la composition de l'alliage, les résultats des essais aux rayons X et la courbe de traitement thermique de chaque pièce moulée peuvent être directement liés à la durée de vie de l'outil et aux paramètres de coupe du processus CNC correspondant. Lorsque notre équipe a effectué une analyse des causes profondes pour un client du secteur des nouvelles énergies en Amérique du Nord, nous nous sommes appuyés sur le système MES de l'usine intégrée pour identifier la cause profonde d'un lot de fuites au niveau de la surface d'étanchéité en l'espace de quatre heures - c'était la quantité excessive de densifiant Sr dans un four qui avait provoqué une anomalie de la microstructure, et non pas un problème d'usinage CNC. Ce type de tra?abilité prendrait normalement plus de deux semaines en mode séparé.
- Réduction des co?ts de logistique et de transitLes co?ts logistiques d'une seule pièce peuvent être réduits de 0,6 à 1,2 dollar à près de zéro, tout en éliminant les dommages subis pendant le transport (moyenne industrielle 2%-4%).
Comment déterminer le véritable niveau de capacité de la CNC lors d'une inspection en usine ?
Toutes les usines affichant un panneau indiquant "atelier CNC" ne sont pas intégrées. Il y a quatre indicateurs concrets que j'utilise généralement comme filtres lors de mes inspections d'usine sur place :
- Rapport entre l'équipement CNC et la capacité de couléeDans les usines intégrées saines, l'investissement dans la CNC représente généralement 40%-70% de l'investissement dans la fonderie, si une production mensuelle de 500 tonnes de pièces de fonderie dans l'usine ne comporte que 5 jeux de centres d'usinage à trois axes, il s'agit d'une "fa?ade", la capacité de production n'est pas à la hauteur.
- Pourcentage d'équipements à 5 axesPour les pièces structurelles complexes (carter de moteur, carter de bo?te de vitesses), un équipement de liaison à cinq axes ou à quatre axes d'au moins 30% est nécessaire, faute de quoi le serrage multiple absorbera l'erreur cumulée de précision.
- CMM Inspection CMM Boucle ferméeLes MMT en ligne (par exemple Zeiss, Hexagon) doivent être disponibles dans l'atelier et les données d'inspection sont écrites directement dans le programme de commande numérique pour compensation. Les usines qui ne procèdent qu'à un échantillonnage hors ligne ont généralement un taux de réussite à la première pièce inférieur de 8 à 12 points de pourcentage.
- Traiter les enregistrements de contresignature pour la coulée et la CNCLes documents de révision DFM des 12 derniers mois permettent de vérifier si les équipes de fonderie et d'usinage ont contresigné le même document. En l'absence de documents attestant de la collaboration, l""intégration" risque de rester une fusion d'espaces physiques.
Dans le chapitre suivant, nous démontons complètement la structure des co?ts et nous vous montrons les 11 postes de co?ts que vous devez vraiment examiner derrière un devis.
Démontage de la véritable structure des co?ts des fournisseurs chinois de pièces moulées en aluminium
Conclusions directes :Une pièce typique de 1,2 kg en alliage d'aluminium coulée sous faible pression (A356, état T6, y compris l'usinage CNC) est généralement cotée dans une fourchette de 3,8 à 4,6 USD FOB par les fournisseurs chinois. Parmi eux, les matières premières représentent 42%-48%, l'énergie 8%-12%, l'amortissement des moules 5%-10%, la main-d'?uvre 6%-9%, la dépréciation de l'équipement 5%-8%. 5%-8%, les co?ts de gestion et de conditionnement en trois colis pour 7%-10%, le bénéfice raisonnable pour 8%-12%, et la logistique d'exportation et le conditionnement pour 3%-6%. toute Un seul écart par rapport à la fourchette de 20% ou plus, l'offre est un chat - soit on rogne sur les prix, soit on laisse une marge de négociation. La dernière le?on de ce Guide d'approvisionnement des fournisseurs de fonte d'aluminium en Chine est de vous apprendre à lire chaque centime qui se cache derrière le devis.
Matières premières : structure à deux niveaux de prix LME + frais de traitement
Le co?t de la matière première pour les pièces moulées en aluminium n'est pas aussi simple que "prix du lingot x poids". Il se compose de deux parties :Prix du lingot d'aluminium de référence du LME (ou prix du Shanghai Futures Exchange SHFE) + Frais de traitement de l'alliage (Premium)Prenons l'exemple de l'A356. A356, par exemple, dans le prix du lingot d'aluminium pur basé sur les frais de traitement de l'alliage Si, Mg à empiler environ 800-1500 yuans / tonne ; ADC12 en raison de l'utilisation de l'aluminium recyclé, mais moins cher que l'aluminium d'origine 500-1200 yuans / tonne.
Lorsque j'ai examiné un devis pour un client allemand au quatrième trimestre 2023, j'ai constaté qu'un fournisseur avait bloqué le prix du LME au plus haut de 2450 $/tonne trois mois plus t?t, alors que l'achat réel était tombé à 2180 $/tonne - soit un gonflement de 7,31 TP3T à lui seul.Il est recommandé de convenir d'une clause de liaison au prix du LME dans le contrat. Il est recommandé d'inclure dans le contrat une clause de liaison avec le prix du LME. Il faut se référer à la cotation officielle de l'aluminium au LME et l'ajuster chaque mois.
Et gardez un ?il surRendementLe rendement de la coulée à basse pression est de 85%-92%, celui de la coulée par gravité de 75%-85% et celui du sable de 65%-75%. Pour chaque baisse de rendement de 5 points de pourcentage, le co?t des matières premières augmente d'environ 6%. Demandez au fournisseur les données relatives au rendement réel au cours des trois derniers mois, plut?t que de l'écouter se frapper la poitrine et dire "nous avons 95%".
Amortissement de l'énergie et des équipements : le processus détermine la sensibilité
Les co?ts énergétiques varient considérablement d'un procédé à l'autre. Le processus de fusion consomme environ 550-750 kWh d'électricité par tonne d'eau d'aluminium (les fours à gaz naturel peuvent être réduits à 350 kWh d'électricité + 80 m3 de gaz). Calculé sur la base du prix de l'électricité industrielle de 0,75 yuan/kWh, le co?t de l'électricité par kilogramme de fonte dans le seul processus de fusion est de 0,4 à 0,55 yuan.
- Moulage sous pression: Part de l'énergie 8%-10%, amortissement des équipements 6%-9% (une machine de coulée sous pression de 800T d'environ 2,5 millions RMB, amortie sur 8 ans).
- coulée à basse pressionPart de l'énergie 10%-13% (le four de maintien est électrifié toute l'année), amortissement de l'équipement 4%-6%
- coulée gravitationnellePart de l'énergie 6%-8%, amortissement de l'équipement seulement 2%-4% (l'équipement semi-automatique est moins cher).
- Moulage sous pression intégré (9000T)L'amortissement du matériel représente à lui seul 12%-18%, ce qui explique pourquoi les petits lots ne peuvent tout simplement pas se le permettre.
Amortissement des moules : l'un des jeux de mots les plus faciles à réaliser
Les frais de moule sont déclarés de deux manières sur le marché chinois :Somme forfaitaire (NRE) 或 Amortis au prix unitaire (Amortis). L'offre d'amortissement semble être un prix unitaire bas, mais il y a un risque caché - si la commande n'atteint pas la quantité convenue, le fournisseur augmentera le prix de la deuxième tranche pour trouver un rempla?ant.
Un jeu de moules de coulée à basse pression est estimé à 150-350 000 RMB en Chine, avec une durée de vie d'environ 80 000-150 000 moules. L'amortissement est basé sur 100 000 moules à 1,5-3,5 RMB par pièce. Si le fournisseur a indiqué "sans moule", il a d? dissimuler le co?t dans le prix unitaire, qui est généralement supérieur à 8%-15%. Demandez toujours que le co?t du moule soit indiqué comme un élément distinct.
Main-d'?uvre et frais généraux : la répartition géographique est plus importante que vous ne le pensez
En 2024, le salaire mensuel des ouvriers qualifiés des fonderies du delta du fleuve Yangtze sera de 7500-9500 yuans, celui du delta de la rivière des Perles de 8000-10500 yuans, celui de la région de Bohai de 6500-8500 yuans et celui de l'Ouest (Chongqing, Sichuan) de 5500-7500 yuans. Bien que la part de la main-d'?uvre dans le co?t total ne soit que de 6%-9%, elle peut atteindre plus de 15% dans le post-traitement à forte intensité de main-d'?uvre (ébavurage, polissage, inspection visuelle). C'est pourquoi, pour les mêmes pièces, l'usine de Chongqing est moins chère que celle de Ningbo (5%-8%), mais plus rentable.
Tableau de décomposition du co?t typique d'une coulée d'aluminium de 1,2 kg (FOB Ningbo, A356+T6+CNC)
| élément de co?t | Montant par unité (USD) | pourcentage | espace de négociation |
|---|---|---|---|
| Matière première en alliage d'aluminium (rendement 88%) | 1.85 | 44% | Liaison LME liée, espace 2%-4% |
| énergie de fusion et de moulage sous pression | 0.42 | 10% | Presque pas d'espace |
| Amortissement des moules (100 000 pièces) | 0.28 | 7% | Réduit à 5% pour les grandes quantités. |
| travail direct | 0.32 | 7.6% | 3%–5% |
| Amortissement du matériel | 0.26 | 6.2% | ne pas avoir |
| Usinage CNC + traitement thermique | 0.45 | 10.7% | 5%–8% |
| Gestion + Qualité + Trois paquets | 0.35 | 8.3% | 3%–6% |
| marges | 0.42 | 10% | C'est là le véritable c?ur de l'affaire. |
| Emballage pour l'exportation + transport intérieur | 0.15 | 3.6% | 2% |
| Total FOB | 4.20 | 100% | Intégré 8%-12% |
Dernier conseil pratique : le marchandage ne doit pas être une pression globale sur les prix, mais doit permettre de déterminer avec précision les postes de profit et les frais généraux. Les matières premières, l'énergie, la dépréciation sont presque des co?ts fixes, la pression consiste à forcer les fournisseurs à voler des matériaux. Laissez le fournisseur décomposer l'offre en fonction de la granularité de ce tableau, et la table de négociation sera dix fois plus efficace.
La marque d'une offre compétente n'est pas un prix bon marché, mais le fait que chaque article résiste à un examen minutieux.























