
Qu'est-ce qu'un moule en alliage d'aluminium ? Explication détaillée du principe, de la structure et des applications
Publié le :2026-07-01 Catégorie :Le blog Vues :664
Résumé :
Qu'est-ce qu'un moule en alliage d'aluminium ? Cet article analyse de manière systématique les avantages et les limites des moules en alliage d'aluminium, en abordant les caractéristiques des matériaux, les principes de moulage, la structure des moules, ainsi que les cas d'application courants et les points clés de conception, afin d'aider les ingénieurs et techniciens à acquérir rapidement une compréhension complète du sujet.
Catalogue d'articles[Caché]
- Points clés
- Aper?u des points clés
- Qu'est-ce qu'un moule en alliage d'aluminium ? En quoi diffère-t-il d'un moule en acier ?
- De quels éléments structurels se composent les moules en alliage d'aluminium ? Quel est leur principe de fonctionnement ?
- Comment choisir entre les alliages d'aluminium 7075, 6061 et 2A12 pour la fabrication de moules ?
- Quels sont les modes de défaillance courants des moules en alliage d'aluminium ? Comment prévenir les fissures thermiques, l'usure et la déformation ?
- à quelles applications les moules en alliage d'aluminium sont-ils adaptés ? Comment choisir entre le moulage sous pression et l'extrusion ?
- Quels sont les co?ts les plus avantageux sur l'ensemble du cycle de vie : ceux des moules en alliage d'aluminium ou ceux des moules en acier ?
- Questions fréquentes sur les moules en alliage d'aluminium
- Conclusion et recommandations pour le choix du modèle
Moules en alliage d'aluminiumCe terme désigne généralement des moules à fabrication rapide en alliage d'aluminium, adaptés à la validation de prototypes, à la production en petites séries et aux projets où la rapidité de livraison est un facteur crucial ; leurs principaux avantages sont une usinage rapide, une bonne conductivité thermique et une grande facilité de modification, mais ils sont généralement moins performants que les moules en acier en termes de durée de vie, de résistance à l'usure et de stabilité à long terme sous haute pression. Dans les cas où la réalisation d’un moule d’essai doit être effectuée en 2 à 5 semaines et où les lots sont de petite taille, les moules en alliage d’aluminium offrent souvent un meilleur rapport qualité-prix que les moules en acier.
Réponse rapide : Les moules en alliage d’aluminium sont des outils de prototypage rapide dont le matériau principal est l’alliage d’aluminium ; ils sont couramment utilisés pour le moulage par injection, le moulage sous pression, le moulage à basse pression et les essais d’extrusion. Leur intérêt réside dans leur conductivité thermique élevée, leur usinage rapide et leurs délais de livraison courts, ce qui les rend adaptés aux petites séries de 5 000 à 10 000 pièces ; en cas de pressions élevées, de températures élevées ou de volumes de production de l'ordre du million de pièces, il est généralement préférable d'opter pour des moules en acier.
Points clés
- D'un point de vue terminologique, l'expression “ moule en alliage d'aluminium ” désigne généralement un moule à fabrication rapide en aluminium ; elle ne correspond pas aux moules en acier utilisés pour le moulage sous pression des pièces en aluminium.
- La conductivité thermique de l'alliage d'aluminium est nettement supérieure à celle de l'acier ; selon les données publiques, elle est souvent décrite comme étant environ 3 à 4 fois supérieure à celle de l'acier, ce qui contribue à raccourcir le cycle de refroidissement.
- Les aciers à moules couramment utilisés sont le H13 et le 8407 ; ils sont adaptés aux conditions de moulage sous pression où ils sont exposés à l'érosion par l'aluminium fondu à une température supérieure à environ 660 °C.
- Les moules en alliage d'aluminium conviennent à la production d'essai en petites séries de 5 000 à 10 000 pièces ; au-delà de cette fourchette, il est généralement nécessaire de réexaminer la possibilité d'utiliser des moules en acier.
- Le délai de livraison des moules prototypes est généralement de 2 à 4 semaines ; celui des moules en acier est souvent plus long, en fonction de la complexité de la structure et des procédés d'usinage.
Aper?u des points clés
- Les moules en alliage d'aluminium mettent l'accent sur la “ rapidité ”, tandis que les moules en acier mettent l'accent sur la “ durée de vie ”.”
- Les alliages 6061-T6 et 7075-T6 sont couramment utilisés pour la fabrication de prototypes de moules en aluminium et de moules rapides destinés à la production en petites séries.
- La résistance à la traction du 6061-T6 est d'environ 45 000 psi, celle du 7075-T6 d'environ 83 000 psi ; cette différence de résistance a une incidence directe sur la capacité de charge de la cavité.
- Les nuances couramment utilisées pour les pièces moulées sous pression en aluminium sont notamment l'ADC12 et l'A380 ; elles conviennent aux pièces destinées à l'automobile, aux énergies nouvelles et aux bo?tiers électroniques.
- La structure principale comprend généralement le moule fixe, le moule mobile, la cavité, le système de coulée, le système de refroidissement et le mécanisme d'éjection.
Qu'est-ce qu'un moule en alliage d'aluminium ? En quoi diffère-t-il d'un moule en acier ?
Les moules en alliage d’aluminium sont des outils de formage dont le matériau principal est l’alliage d’aluminium ; ils sont couramment utilisés pour le prototypage rapide, la fabrication en petites séries et la validation des procédés. Par rapport aux moules en acier, leur principale caractéristique réside dans leur conductivité thermique élevée, leur faible densité et leur vitesse d'usinage élevée, ce qui permet de réduire considérablement les délais de fabrication et d'essai. Cependant, ils sont généralement moins performants que les aciers à moules pour travail à chaud en termes de résistance à l'usure, de durée de vie à la fatigue thermique et de stabilité à long terme sous haute pression.
Du point de vue des propriétés des matériaux, la conductivité thermique de l’alliage d’aluminium est souvent décrite comme étant environ 3 à 4 fois supérieure à celle de l’acier, tandis que sa densité est d’environ un tiers de celle de l’acier. Il est donc plus facile à usiner, présente une inertie d’ouverture et de fermeture des moules plus faible et convient mieux aux projets nécessitant des modifications rapides. Des données publiques indiquent également que les moules en alliage d’aluminium offrent un rendement élevé en matière d’électroérosion et d’usinage à grande vitesse, ce qui les rend particulièrement adaptés aux prototypes, aux pièces de pré-série automobiles et aux projets à cycle court.
En un mot :Les moules en acier se distinguent par leur durée de vie, tandis que les moules en alliage d'aluminium se distinguent par leur rapidité et leur dissipation thermique.Si votre projet accorde davantage d’importance au cycle d’essai des moules, aux modifications structurelles et à l’efficacité de la validation en amont, les moules en alliage d’aluminium sont souvent plus adaptés ; si vous privilégiez la résistance à la haute pression et la stabilité de la production sur le long terme, les moules en acier constituent un choix plus s?r. Les moules en alliage d’aluminium désignent généralement des moules rapides fabriqués en alliage d’aluminium, principalement utilisés pour la validation de prototypes, la production d’essai en petites séries et les livraisons rapides. Les moules en acier désignent généralement des moules fabriqués à partir d’acier à moules à chaud ou d’autres aciers à haute résistance, adaptés à la production à haute pression, à haute température et à la production à long terme en grandes séries. Conductivité thermique : capacité d’un matériau à transmettre la chaleur ; l’aluminium présente une conductivité thermique élevée, ce qui permet de réduire le temps de refroidissement et d’augmenter la cadence. Fatigue thermique : phénomène consistant en l'apparition de fissures ou en la dégradation des propriétés d'un matériau suite à des cycles répétés de chauffage et de refroidissement ; il s'agit d'un facteur limitant majeur de la durée de vie des moules.
| dimension (math.) | Moules en alliage d'aluminium | Moules en acier |
|---|---|---|
| Caractéristiques des matériaux | Léger, bonne conductivité thermique, facile à usiner | Haute résistance, grande résistance à l'usure, longue durée de vie |
| délai d'exécution | Généralement environ 2 à 4 semaines | Dure généralement entre 4 et 8 semaines, voire plus |
| Lot concerné | Prototypes, petites séries, essais de fabrication | Production en moyenne et grande série, à long terme |
| Difficulté de modification | relativement plus facile à modifier | Les co?ts de modification sont plus élevés |
| utilisation typique | Essais de moulage par injection, moulage à basse pression, prototypage rapide | Production en série par moulage sous pression, moulage à haute pression, production stable à long terme |

De quels éléments structurels se composent les moules en alliage d'aluminium ? Quel est leur principe de fonctionnement ?
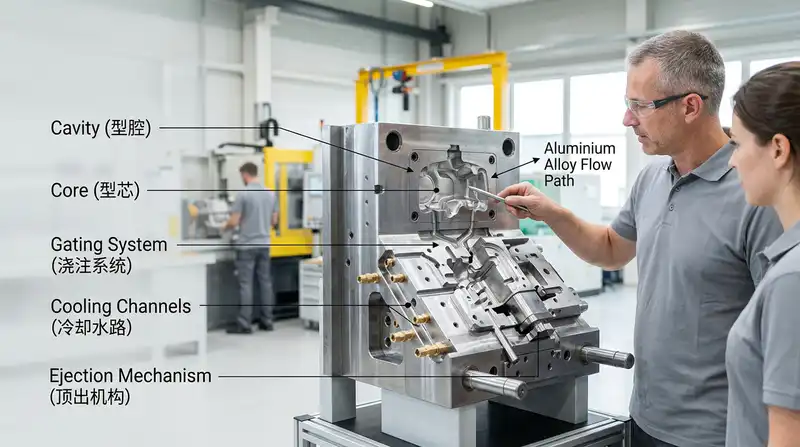
Les moules en alliage d'aluminium se composent généralement d'une cavité, d'un noyau, d'un système d'injection, de circuits de refroidissement et d'un mécanisme d'éjection. Leur principe de fonctionnement consiste à injecter du métal liquide ou un matériau en fusion dans la cavité, à le refroidir rapidement à l'aide du système de refroidissement pour le solidifier, puis à procéder au démoulage à l'aide du mécanisme d'éjection. Grace à la conductivité thermique élevée de l’aluminium, le moule évacue plus rapidement la chaleur, ce qui permet de raccourcir le cycle de moulage.
Quel est le r?le de chacune de ces cinq structures ?
- cavité: Zone essentielle qui détermine la forme et la précision de surface des pièces, et qui influe directement sur les dimensions et l'aspect du produit fini.
- noyau: Formation de cavités internes, de cavités vides ou de structures à contre-dépouille, qui s'embo?tent dans la cavité pour permettre la fermeture du moule.
- Système de coulée: comprenant la buse d'injection, le canal d'injection et la buse interne, ils servent à contr?ler le trajet et la vitesse d'écoulement du matériau dans la cavité.
- Circuit d'eau de refroidissement: Il sert à évacuer la chaleur, ce qui permet de contr?ler les écarts de température, de réduire le temps de refroidissement et de stabiliser la qualité du moulage.
- Mécanisme d'éjection: Les pièces sont éjectées de la cavité du moule à l'aide d'éléments tels que les éjecteurs et les plaques d'éjection, ce qui permet d'éviter qu'elles ne collent au moule.
En quoi la logique de remplissage diffère-t-elle entre la coulée à basse pression, la coulée par gravité et la coulée sous haute pression ?
La différence entre ces trois procédés réside principalement dans la force motrice qui propulse le métal en fusion dans la cavité du moule. Le moulage à basse pression repose sur une poussée lente du métal en fusion par la pression atmosphérique ; il convient aux pièces exigeant une densité plus élevée et présentant moins de porosités ; le moulage par gravité repose principalement sur le remplissage naturel par gravité, ce qui réduit les co?ts et convient aux produits de structure simple et à parois d’épaisseur relativement uniforme ; le moulage sous haute pression, quant à lui, remplit la cavité avec une pression de remplissage plus élevée et à une vitesse plus rapide, ce qui le rend adapté aux pièces complexes à parois minces. Bien que les procédés diffèrent, ils reposent tous sur un contr?le stable de la température du moule et une conception de refroidissement appropriée.
La température de l'aluminium en fusion se situe généralement entre 650 et 700 °C ; un préchauffage du moule à environ 200 °C contribue à réduire les défauts de solidification et de remplissage ; plus la température du moule est stable, meilleure est généralement la stabilité dimensionnelle des pièces. Les études publiées et la documentation technique soulignent toutes que la répartition de la température dans le moule, l’emplacement des canaux de refroidissement et le moment de l’éjection sont des facteurs clés qui déterminent la stabilité des moules pour alliages d’aluminium.
Comment choisir entre les alliages d'aluminium 7075, 6061 et 2A12 pour la fabrication de moules ?
Lors du choix des matériaux pour les moules en alliage d’aluminium, on privilégie généralement les nuances 6061-T6, 7075-T6 et 2A12. Parmi celles-ci, la nuance 6061-T6 est plus adaptée à la fabrication de prototypes et aux petites séries, le 7075-T6 convient mieux aux cavités soumises à des contraintes mécaniques plus élevées, tandis que le 2A12 est plus souvent utilisé pour les chassis de moules ou les structures de support. Le choix du matériau ne repose pas sur le principe “ plus c’est résistant, mieux c’est ”, mais vise à trouver un équilibre entre résistance, usinabilité et co?t.
| grades | Dureté Brinell | résistance à la traction | utilisation typique |
|---|---|---|---|
| 6061-T6 | environ 95 HB | environ 45 000 psi[3] | Essais de moules, prototypes en petites séries |
| 7075-T6 | Environ 150 HB | environ 83 000 psi[4] | Cavités soumises à de fortes contraintes, zones sous pression |
| 2A12 | environ 105 HB | environ 62 000 psi[5] | Chassis de moule, supports structurels |
Le 2A12 fait partie des alliages à base d’aluminium et de cuivre. Il présente de bonnes propriétés mécaniques, mais sa conductivité thermique, sa résistance à la fatigue thermique et sa capacité à supporter directement des cycles de températures élevées sont généralement inférieures à celles des nuances mieux adaptées aux moules à cycle rapide. Il convient donc davantage à la fabrication de chassis de moules, d’éléments de support ou de structures de transition. Une pratique courante en ingénierie consiste à réaliser d’abord la validation de la structure avec le 6061, puis à passer au 7075 en fonction du volume de production et des contraintes subies, afin de concilier efficacité de développement et durée de vie.

Quels sont les modes de défaillance courants des moules en alliage d'aluminium ? Comment prévenir les fissures thermiques, l'usure et la déformation ?
Les modes de défaillance les plus courants des moules en alliage d'aluminium comprennent les fissures thermiques, l'usure de surface et la déformation de la cavité, parmi lesquels les fissures thermiques sont les plus fréquentes ; elles sont généralement liées à une concentration de contraintes thermiques provoquée par des cycles thermiques répétés. Une optimisation simultanée des quatre aspects suivants : conception des arrondis, disposition du système de refroidissement, choix des matériaux et procédé de traitement thermique, permet de prolonger considérablement la durée de fonctionnement stable du moule.
?? Erreurs courantes : Confondre les “ moules en alliage d'aluminium ” avec des “ moules de moulage sous pression en acier fabriqués en aluminium ”. En réalité, les pièces moulées sous pression en aluminium (telles que l’ADC12 ou l’A380) sont généralement fabriquées à l’aide d’aciers à outils pour travail à chaud, tels que le H13 ou le 8407, capables de résister à l’érosion par l’aluminium fondu à environ 660 °C ; tandis que les moules en alliage d’aluminium désignent davantage des moules en aluminium utilisés pour le prototypage rapide ou la production en petites séries.
- fissure thermique: Les variations répétées de température peuvent entra?ner l'apparition de fissures à la surface, les angles vifs étant les premiers à se fissurer. En ingénierie, on prévoit généralement un rayon de congé intérieur supérieur à 2 mm et on réduit les écarts de température grace à un circuit de refroidissement mieux adapté.
- Usure superficielle: L'érosion prolongée de la surface de la cavité par un métal en fusion ou un matériau en fusion à grande vitesse peut entra?ner une augmentation progressive de ses dimensions. Les mesures couramment adoptées comprennent l'anodisation dure, l'application d'un revêtement de surface et une réduction appropriée de la vitesse d'écoulement.
- Déformation de la cavité: La rigidité et la résistance à haute température de l'alliage d'aluminium sont inférieures à celles de l'acier ; une contrainte prolongée peut entra?ner une déformation permanente. Il est donc nécessaire, dès la phase de conception, de renforcer les zones soumises à des contraintes et de réaliser une analyse de formage.
La qualité de l'usinage influe également sur la vitesse de défaillance. Selon des données techniques publiées, le recours à plusieurs traitements thermiques de détente et à un usinage CNC de haute précision permet de limiter l'erreur globale de la cavité à 0,01–0,02 mm.[7] niveau, et réduire les contraintes résiduelles, ce qui permet de diminuer les risques de fissuration thermique précoce et de dérive dimensionnelle.

à quelles applications les moules en alliage d'aluminium sont-ils adaptés ? Comment choisir entre le moulage sous pression et l'extrusion ?
Les moules en alliage d'aluminium conviennent mieux aux projets portant sur des petites et moyennes séries, aux délais de livraison serrés, aux structures complexes mais aux volumes de production modestes ; on les retrouve couramment dans les essais de moulage par injection, la coulée à basse pression, la coulée par gravité et les essais de moulage pour l'extrusion de profilés en aluminium. Le seuil de rentabilité se situe généralement entre 5 000 et 10 000 pièces ; au-delà de ce seuil, les moules en acier présentent souvent un meilleur rapport co?t unitaire.
à quels types de produits les procédés de moulage à basse pression et de moulage par gravité sont-ils respectivement adaptés ?
Le moulage à basse pression convient mieux aux pièces exigeant une densité interne élevée et dont l’épaisseur de paroi varie peu, telles que les carters de moteurs pour véhicules électriques, les sous-chassis ou les bo?tiers de chargeurs embarqués ; le moulage par gravité est quant à lui plus adapté aux produits de type supports ou bo?tiers, dont la structure est relativement simple, les volumes de production modérés et le co?t unitaire sensible. Avec la poursuite de la croissance de la demande en composants pour véhicules électriques en 2026, les applications de la coulée sous basse pression et de la coulée par gravité dans le domaine des bo?tiers embarqués continuent de se développer.
Dans quelles circonstances faut-il passer à un moule en acier ?
Lorsque la production annuelle dépasse les 50 000 pièces, ou lorsque les pièces doivent supporter des pressions de moulage plus élevées, des cycles à haute température prolongés et des chocs plus fréquents au niveau des cavités du moule, il convient d’évaluer sérieusement la solution des moules en acier. Pour les alliages d’aluminium couramment utilisés en moulage sous pression, tels que l’ADC12 et l’A380, les aciers à outils pour travail à chaud, tels que le H13 ou le 8407, sont généralement plus adaptés si l’objectif est d’assurer une production en série stable et une durée de vie plus longue.
Quels sont les co?ts les plus avantageux sur l'ensemble du cycle de vie : ceux des moules en alliage d'aluminium ou ceux des moules en acier ?
Le co?t sur l'ensemble du cycle de vie dépend essentiellement du volume de production et du nombre de modifications : pour les projets impliquant de petits lots, des cycles courts et des modifications fréquentes, les moules en alliage d'aluminium sont souvent plus économiques ; en revanche, pour une production en série stable et à long terme, les moules en acier permettent de mieux répartir le co?t élevé de fabrication du moule sur chaque pièce. Selon les données techniques rendues publiques lors du salon de 2024, les moules en aluminium à haute conductivité thermique permettent de réduire les co?ts de fabrication d’environ 10% à environ 20%, et de raccourcir le cycle de moulage sous pression d’environ 15% à environ 25%.
| dimension (math.) | Moules en alliage d'aluminium | Moules en acier |
|---|---|---|
| Frais de fabrication de moules | Généralement plus bas, et les modifications sont plus souples | Généralement plus élevé, les co?ts de modification sont plus élevés |
| délai d'exécution | Environ 2 à 4 semaines | Environ 4 à 8 semaines, voire plus |
| Performances en termes de durée de vie | Convient mieux aux petites séries et aux essais de moules | Mieux adapté à la haute pression et à la production en série à long terme |
| Co?t unitaire | Les petites séries présentent davantage d'avantages | Les grandes quantités présentent davantage d'avantages |
Si la production annuelle de votre projet est inférieure à 10 000 pièces et qu’il en est encore au stade des itérations de conception, les moules en alliage d’aluminium sont généralement plus rentables ; si la production continue d’augmenter et que les exigences en matière d’uniformité dimensionnelle sont plus strictes, les moules en acier sont mieux adaptés à une production à long terme. Pour les projets nécessitant des modifications fréquentes, l’efficacité d’usinage et la facilité de réparation des moules en aluminium réduisent considérablement les co?ts liés aux essais et aux erreurs.
Questions fréquentes sur les moules en alliage d'aluminium
Les questions les plus fréquemment posées par les ingénieurs et les acheteurs sont généralement : “ Combien de cycles le moule peut-il supporter ? ”, “ Peut-on le réparer s'il est endommagé ? ”, “ Quel est le délai de livraison ? ” et “ Peut-il être utilisé pour des composants destinés aux énergies nouvelles ? ”. Les réponses à ces questions dépendent de trois facteurs : le volume de production, le procédé de fabrication et les matériaux, et ne se limitent pas uniquement au prix.
Combien de cycles de moulage un moule en alliage d'aluminium peut-il supporter ?
Dans le cas du moulage par injection ou du moulage à faible charge, la fourchette de production rentable pour les moules en alliage d’aluminium se situe généralement entre 5 000 et 10 000 pièces ; dans le cas du moulage sous pression, où les conditions de travail impliquent des températures et des pressions élevées, la durée de vie réelle est plus courte et doit être réévaluée en fonction de la complexité des pièces, du contr?le de la température du moule et de la fatigue du matériau. Au-delà de cette fourchette économique, les moules en acier présentent souvent un meilleur rapport co?t unitaire.
Est-il possible de réparer une cavité fissurée ? Quel est le délai de livraison ?
Réparable. Pour les moules en alliage d’aluminium, l’usure locale, les fines fissures et les défauts au niveau des bords et des angles peuvent généralement être corrigés par soudure, pon?age et réusinage localisé ; grace à la bonne usinabilité de l’aluminium, les délais de livraison pour les prototypes ou les moules d’essai sont généralement de 2 à 4 semaines, alors que les moules en acier nécessitent souvent plus de temps. Pour les projets nécessitant une validation rapide des solutions, ce délai est déterminant.
Les moules en alliage d'aluminium conviennent-ils aux composants destinés aux énergies nouvelles ?
Convient particulièrement aux bo?tiers de charge embarqués, aux bo?tiers de commande, aux supports structurels et à certaines pièces liées à la gestion thermique des véhicules à énergie nouvelle. Avec l'augmentation continue des volumes de production des modèles à énergie nouvelle prévue pour 2026, la demande en matière de moulage rapide et de validation de l'allègement des composants tels que les OBC, DCDC et PDU ne cesse de cro?tre ; les moules en alliage d'aluminium présentent donc un grand intérêt lors de la phase de pré-production.
Conclusion et recommandations pour le choix du modèle
Lors du choix d'un moule en alliage d'aluminium, il est primordial de déterminer au préalable à quelle étape en est le projet : s'il s'agit d'une validation de prototype, d'une production d'essai en petite série ou d'une modification rapide du modèle, les moules en alliage d'aluminium sont généralement plus adaptés ; en revanche, pour une production en série à haute pression et à long terme, il convient de privilégier les moules en acier. Le choix final repose sur trois facteurs : la référence du matériau, les modes de défaillance et la taille du lot, et ne doit pas se limiter à la seule considération du co?t.
Comment déterminer les solutions de moulage en fonction des lots et des structures ?
Si le volume de production est inférieur à 5 000 pièces, si la structure est complexe ou si le produit en est encore au stade des modifications itératives, il est préférable d'opter pour des moules en alliage d'aluminium ; si le volume de production dépasse les 10 000 pièces et que l'on recherche une durée de vie plus longue, les moules en acier sont généralement plus rentables. Pour les pièces moulées de précision, il est recommandé de limiter l'erreur globale des cavités à 0,01–0,02 mm.[10] Ce niveau de précision nécessite généralement de recourir à des procédés de finition par commande numérique et d'électroérosion.
- Fabrication de prototypes: 6061-T6, qui se caractérise par son faible co?t et sa rapidité d'usinage
- Petits lots et charges élevées: 7075-T6, mettant l'accent sur la dureté et la capacité de charge
- Production en grande série: Moules en acier, l'accent est mis sur la durée de vie et l'amortissement par pièce
Quand faut-il faire appel à un fabricant spécialisé dans les moules de fonderie pour obtenir une évaluation ?
Si le projet concerne des composants destinés aux énergies nouvelles, la coulée sous basse pression, la coulée par gravité ou des cavités très complexes, il est recommandé de faire appel dès que possible à un fabricant de moules spécialisé avant le lancement de la production. Une évaluation professionnelle porte généralement sur l'analyse de la structure du moule, l'analyse du moulage du produit, la disposition des circuits de refroidissement et la conception du système d'éjection ; ces facteurs ont une incidence directe sur la fréquence des retouches ultérieures, le taux de rendement et le co?t total.























