
Wat is een aluminiumlegering-matrijs? Een uitgebreide uitleg over het werkingsprincipe, de structuur en de toepassingsgebieden
Gepubliceerd op:2026-07-01 Categorie:nieuws Weergaven:671
Samenvatting:
Wat zijn aluminiumlegeringmatrijzen? In dit artikel worden de voordelen en beperkingen van aluminiumlegeringmatrijzen systematisch geanalyseerd, van materiaaleigenschappen, vormgevingsprincipes en matrijsconstructie tot veelvoorkomende toepassingen en ontwerppunten, om technici te helpen snel een volledig beeld te krijgen.
Catalogus van artikelen[Verborgen]
- Belangrijkste punten
- Overzicht van de belangrijkste punten
- Wat is een aluminiumlegering-matrijs? Wat is het verschil met een stalen matrijs?
- Uit welke onderdelen bestaat een matrijs van aluminiumlegering? Hoe werkt deze?
- Hoe kies je tussen de aluminiumlegeringen 7075, 6061 en 2A12 voor gebruik in matrijzen?
- Wat zijn de meest voorkomende faalwijzen bij aluminiumlegeringmatrijzen? Hoe kunnen warmtescheuren, slijtage en vervorming worden voorkomen?
- Voor welke toepassingen zijn aluminiumlegeringmatrijzen geschikt? Hoe kies je tussen spuitgieten en extrusie?
- Wat is voordeliger: de totale levenscycluskosten van aluminiumlegeringmatrijzen of die van stalen matrijzen?
- Veelgestelde vragen over aluminiumlegeringmatrijzen
- Samenvatting en aanbevelingen voor de keuze van het model
Matrijzen van aluminiumlegeringHiermee worden doorgaans snelmatrijzen van aluminiumlegering bedoeld, die geschikt zijn voor prototypen, proefproductie in kleine series en projecten waarbij een snelle levering van belang is; de belangrijkste voordelen zijn een snelle bewerking, goede warmtegeleiding en eenvoudige aanpassingen, maar qua levensduur, slijtvastheid en langdurige stabiliteit bij hoge druk zijn ze over het algemeen minder goed dan stalen matrijzen. In situaties waarin proefmatrijzen binnen 2–5 weken moeten worden voltooid en de afzonderlijke productieseries niet groot zijn, bieden aluminiumlegeringmatrijzen vaak een betere prijs-kwaliteitverhouding dan stalen matrijzen.
Kort antwoord: Matrijzen van aluminiumlegering zijn snel te vervaardigen gereedschappen waarbij aluminiumlegering als hoofdmateriaal wordt gebruikt; ze worden vaak ingezet voor proefmatrijzen bij spuitgieten, drukgieten, lagedrukgieten en extrusie. De voordelen ervan zijn een snelle warmtegeleiding, snelle bewerking en snelle levering, waardoor ze geschikt zijn voor kleine series van 5.000 tot 10.000 stuks; bij hoge druk, hoge temperaturen en producties van miljoenen stuks wordt doorgaans overgeschakeld op stalen matrijzen.
Belangrijkste punten
- In technische termen verwijst de term “aluminiumlegering-matrijs” doorgaans naar snelmatrijzen die van aluminium zijn vervaardigd; dit is niet hetzelfde als de stalen matrijzen die worden gebruikt voor het spuitgieten van aluminiumonderdelen.
- De warmtegeleiding van aluminiumlegeringen is aanzienlijk hoger dan die van staal; in openbare bronnen wordt dit vaak beschreven als ongeveer 3–4 keer zo hoog als die van staal, wat bijdraagt aan het verkorten van de afkoelcyclus
- Veelgebruikte matrijsstaalsoorten zijn H13 en 8407, die geschikt zijn voor spuitgietomgevingen waarin ze worden blootgesteld aan de erosie van gesmolten aluminium bij temperaturen van ongeveer 660 °C of hoger.
- Matrijzen van aluminiumlegering zijn geschikt voor proefproducties in kleine series van 5.000 tot 10.000 stuks; bij aantallen buiten dit bereik moet doorgaans opnieuw worden gekeken naar de mogelijkheid van stalen matrijzen.
- De levertijd voor prototypemallen bedraagt doorgaans 2–4 weken; voor stalen mallen duurt dit meestal langer, afhankelijk van de complexiteit van de constructie en het bewerkingsproces.
Overzicht van de belangrijkste punten
- Bij aluminiumlegeringmatrijzen ligt de nadruk op “snelheid”, bij stalen matrijzen op “levensduur”
- 6061-T6 en 7075-T6 worden vaak gebruikt voor prototypes van aluminium matrijzen en snelle matrijzen voor kleine series
- 6061-T6 heeft een treksterkte van ongeveer 45.000 psi, 7075-T6 ongeveer 83.000 psi; dit verschil in sterkte heeft een directe invloed op het draagvermogen van de matrijs
- Veelgebruikte legeringen voor aluminium spuitgietonderdelen zijn onder meer ADC12 en A380, die geschikt zijn voor onderdelen in de automobielindustrie, de sector van nieuwe energiebronnen en behuizingen voor elektronische apparaten.
- De kernconstructie bestaat doorgaans uit een vaste matrijs, een beweegbare matrijs, een vormholte, een gietkanaal, een koelsysteem en een uitstootmechanisme.
Wat is een aluminiumlegering-matrijs? Wat is het verschil met een stalen matrijs?
Matrijzen van aluminiumlegering zijn vormgereedschappen waarvan het hoofdmateriaal uit een aluminiumlegering bestaat; ze worden vaak gebruikt voor snelle prototypen, proefproductie in kleine series en procesvalidatie. In vergelijking met stalen matrijzen zijn de belangrijkste kenmerken een snelle warmtegeleiding, een lage dichtheid en hoge verspaningssnelheden, waardoor de productiecyclus en de testperiode aanzienlijk kunnen worden verkort. Op het gebied van slijtvastheid, thermische vermoeiingslevensduur en langdurige stabiliteit bij hoge druk zijn ze echter doorgaans minder goed dan matrijzen van warmwerkstaal.
Wat de materiaaleigenschappen betreft, wordt de warmtegeleidbaarheid van aluminiumlegeringen vaak beschreven als ongeveer 3–4 keer die van staal, terwijl de dichtheid ongeveer 1/3 van die van staal bedraagt. Daardoor zijn ze gemakkelijker te bewerken, hebben ze een lagere traagheid bij het openen en sluiten van de matrijs en zijn ze beter geschikt voor projecten waarbij snelle aanpassingen nodig zijn. Uit openbare bronnen blijkt bovendien dat aluminiumlegeringmatrijzen een hoge effici?ntie vertonen bij vonkverspaning en verspanen met hoge snelheid, waardoor ze bijzonder geschikt zijn voor prototypes, proefmodellen voor de automobielindustrie en projecten met korte doorlooptijden.
In één zin samengevat:Bij stalen matrijzen gaat het om de levensduur, bij aluminiumlegeringmatrijzen om snelheid en warmteafvoer.Als bij uw project de nadruk ligt op de proefgietcyclus, structurele aanpassingen en effici?ntie bij de vroege validatiefase, zijn aluminiumlegeringmatrijzen vaak geschikter; als de nadruk ligt op de levensduur bij hoge druk en stabiele productie gedurende lange perioden, zijn stalen matrijzen een veiligere keuze. Met aluminiumlegeringmatrijzen worden doorgaans snelmatrijzen bedoeld die zijn vervaardigd uit aluminiumlegeringen, en die voornamelijk worden gebruikt voor prototypenvalidatie, proefproductie in kleine series en snelle levering. Met stalen matrijzen worden doorgaans matrijzen bedoeld die zijn vervaardigd uit warmwerkstaal of ander hoogwaardig staal, en die geschikt zijn voor productie onder hoge druk, bij hoge temperaturen en voor langdurige massaproductie. Warmtegeleiding: het vermogen van een materiaal om warmte over te dragen; aluminiumlegeringen hebben een hoge warmtegeleiding, wat helpt om de afkoeltijd te verkorten en de productietempo te verhogen. Thermische vermoeidheid: het verschijnsel waarbij materiaal door herhaaldelijk opwarmen en afkoelen scheuren vertoont of in prestaties achteruitgaat; dit is een belangrijke beperkende factor voor de levensduur van matrijzen.
| dimensie (wiskunde) | Matrijzen van aluminiumlegering | Stalen matrijzen |
|---|---|---|
| Materiaaleigenschappen | licht, goede warmtegeleiding, gemakkelijk te bewerken | Hoge sterkte, uitstekende slijtvastheid, lange levensduur |
| doorlooptijd | Meestal ongeveer 2–4 weken | Meestal ongeveer 4–8 weken of langer |
| Toepasselijke partijgrootte | Prototypes, kleine series, proefproductie | Grote en middelgrote series, langdurige massaproductie |
| Moeilijkheidsgraad van de wijziging | relatief gemakkelijker aan te passen | De aanpassingskosten zijn hoger |
| normaal gebruik | Proefgieten, lagedrukgieten, snelle prototypen | Massaproductie via spuitgieten, hogedrukvormen, langdurige stabiele productie |

Uit welke onderdelen bestaat een matrijs van aluminiumlegering? Hoe werkt deze?
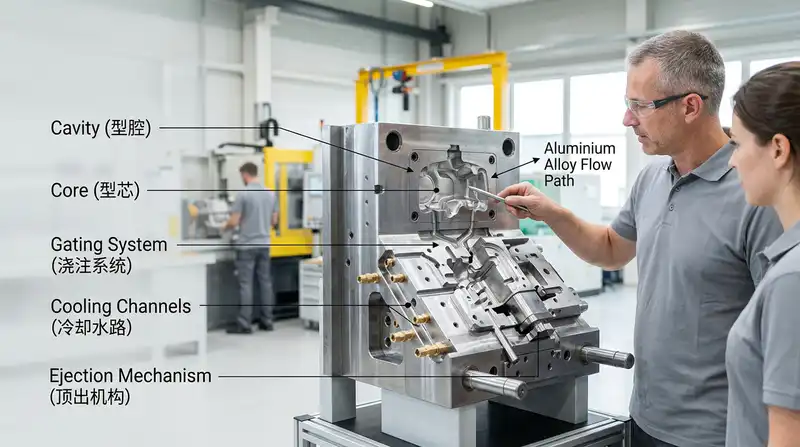
Matrijzen van aluminiumlegeringen bestaan doorgaans uit een matrijskamer, een kern, een gietkanaal, koelkanalen en een uitwerpsysteem. Het werkingsprincipe is dat gesmolten metaal of ander gesmolten materiaal in de matrijskamer wordt gegoten, waarna het met behulp van het koelsysteem snel wordt afgekoeld en gestold, waarna het via het uitwerpsysteem uit de matrijs wordt verwijderd. Omdat aluminium een hoge warmtegeleiding heeft, kan de matrijs de warmte sneller afvoeren, waardoor de cyclustijd per vormbewerking wordt verkort.
Welke functie vervullen de vijf structuren elk?
- holte: Het cruciale gebied dat bepalend is voor de vorm en de oppervlaktenauwkeurigheid van onderdelen, en dat rechtstreeks van invloed is op de afmetingen en het uiterlijk van het eindproduct.
- kern: Er ontstaan interne gaten, holtes of ondergraven structuren, die samen met de matrijsholte zorgen voor het sluiten van de matrijs.
- Gietinstallatie: waaronder de ingietopening, de toevoerkanalen en de inlaat, die worden gebruikt om de route en de snelheid waarmee het materiaal de vormholte binnenkomt te regelen.
- Koelwatercircuit: Zorgt ervoor dat warmte wordt afgevoerd, helpt het temperatuurverschil te beheersen, verkort de afkoeltijd en zorgt voor een stabiele vormkwaliteit.
- uitstootmechanisme: Het product wordt met behulp van stempels, stempelplaten en andere onderdelen uit de matrijskamer geduwd, om vastkleven aan de matrijs te voorkomen.
Wat zijn de verschillen in de vullogica bij lagedruk-, zwaartekracht- en hogedrukgieten?
Het verschil tussen de drie processen zit hem vooral in de aandrijfkracht waarmee het gesmolten metaal de gietvorm binnendringt. Bij lagedrukgieten wordt het gesmolten metaal langzaam door luchtdruk voortgestuwd; dit is geschikt voor onderdelen die een hogere dichtheid en minder pori?n vereisen; Zwaartekrachtgieten maakt voornamelijk gebruik van de zwaartekracht voor het op natuurlijke wijze vullen van de gietvorm, is goedkoper en geschikt voor producten met een eenvoudige structuur en relatief gelijkmatige wanddikte; bij hogedrukgieten wordt de gietvorm met een hogere vuldruk en hogere snelheid gevuld, wat geschikt is voor dunwandige, complexe onderdelen. Hoewel de processen verschillen, zijn ze allemaal afhankelijk van een stabiele regeling van de matrijstemperatuur en een goed doordacht koelontwerp.
De temperatuur van gesmolten aluminium ligt doorgaans rond de 650–700 ℃; het voorverwarmen van de matrijs tot ongeveer 200 ℃ draagt bij aan het verminderen van koudebruggen en vullingsfouten; hoe stabieler de matrijstemperatuur, hoe beter doorgaans de maatvastheid van de onderdelen. Zowel openbaar onderzoek als technische documentatie benadrukken dat de temperatuurverdeling in de matrijs, de plaatsing van de koelkanalen en het tijdstip van uitstoten de belangrijkste factoren zijn die de stabiliteit van aluminiumlegeringmatrijzen bepalen.
Hoe kies je tussen de aluminiumlegeringen 7075, 6061 en 2A12 voor gebruik in matrijzen?
Bij de keuze van materiaal voor aluminiumlegeringmatrijzen wordt doorgaans de voorkeur gegeven aan kwaliteiten zoals 6061-T6, 7075-T6 en 2A12. Hiervan is 6061-T6 geschikter voor prototypen en kleine series, 7075-T6 is geschikter voor matrijskamers die aan hogere mechanische belastingen worden blootgesteld, terwijl 2A12 vaker wordt gebruikt voor matrijsframes of ondersteunende constructies. Bij de materiaalkeuze gaat het niet om “hoe sterker, hoe beter”, maar om het vinden van een evenwicht tussen sterkte, bewerkbaarheid en kosten.
| rangen | Brinell-hardheid | treksterkte | normaal gebruik |
|---|---|---|---|
| 6061-T6 | Ongeveer 95 HB | ongeveer 45.000 psi[3] | Proefmallen, prototypes in kleine oplagen |
| 7075-T6 | Ongeveer 150 HB | ongeveer 83.000 psi[4] | Kamers voor hoge belasting, drukdragende delen |
| 2A12 | ongeveer 105 HB | ongeveer 62.000 psi[5] | Matrijsframe, constructiesteunen |
2A12 behoort tot de aluminium-koperlegeringen en heeft goede mechanische eigenschappen, maar de warmtegeleiding, weerstand tegen thermische vermoeidheid en het vermogen om direct blootgesteld te worden aan hoge temperatuurcycli zijn doorgaans minder goed dan bij legeringen die geschikter zijn voor snelle matrijzen. Daarom is deze legering geschikter voor het vervaardigen van matrijsframes, steunelementen of overgangsconstructies. In de praktijk is het gebruikelijk om eerst de constructie te valideren met 6061 en vervolgens, afhankelijk van de productiehoeveelheid en de belasting, over te schakelen naar 7075, om zo een evenwicht te vinden tussen ontwikkelingseffici?ntie en levensduur.

Wat zijn de meest voorkomende faalwijzen bij aluminiumlegeringmatrijzen? Hoe kunnen warmtescheuren, slijtage en vervorming worden voorkomen?
De meest voorkomende faalvormen bij matrijzen van aluminiumlegeringen zijn onder meer thermische scheuren, oppervlakteslijtage en vervorming van de matrijskamer, waarbij thermische scheuren het meest typerend zijn en doorgaans verband houden met thermische spanningsconcentraties als gevolg van herhaalde thermische cycli. Door de vier aspecten – het ontwerp van de afschuiningen, de koelingsindeling, de materiaalkeuze en het warmtebehandelingsproces – gelijktijdig te optimaliseren, kan de stabiele levensduur van de matrijs aanzienlijk worden verlengd.
?? Veelvoorkomende fouten: Het begrip “aluminiumlegering-matrijs” wordt ten onrechte opgevat als “een spuitgietmatrijs van aluminium”. In werkelijkheid worden voor het spuitgieten van aluminium onderdelen (bijvoorbeeld ADC12, A380) doorgaans warmwerkmatrijzen van staalsoorten zoals H13 en 8407 gebruikt, die bestand zijn tegen de hitte van gesmolten aluminium van ongeveer 660 °C; terwijl aluminiumlegeringmatrijzen vaker verwijzen naar aluminium matrijzen die worden gebruikt voor snelle prototypen of productie in kleine series.
- thermische scheur: Herhaaldelijke temperatuurstijgingen en -dalingen kunnen scheurtjes in het oppervlak veroorzaken, waarbij scherpe hoeken het eerst barsten. In de praktijk wordt de radius van de binnenste afschuining doorgaans op minimaal 2 mm ontworpen en worden temperatuurverschillen beperkt door een beter doordachte koelroute.
- Oppervlakteslijtage: Wanneer gesmolten metaal of ander gesmolten materiaal gedurende langere tijd tegen het oppervlak van de holte spoelt, kan dit ertoe leiden dat de afmetingen geleidelijk toenemen. Veelgebruikte maatregelen zijn onder meer harde anodisatie, oppervlaktecoatings en het op gepaste wijze verlagen van de stroomsnelheid.
- Vervorming van de vormholte: De stijfheid en de sterkte bij hoge temperaturen van aluminiumlegeringen zijn lager dan die van staal; bij langdurige belasting kan er blijvende vervorming optreden. Daarom moeten de belaste zones in de ontwerpfase worden versterkt en moet er een vormgevingsanalyse worden uitgevoerd.
Ook de bewerkingskwaliteit is van invloed op de snelheid waarmee defecten optreden. Uit openbaar beschikbare bewerkingsgegevens blijkt dat door middel van herhaalde spanningsverlichtende warmtebehandelingen en uiterst nauwkeurige CNC-bewerkingen de totale afwijking van de vormholte binnen 0,01–0,02 mm kan worden gehouden.[7] niveau, en de restspanning te verlagen, waardoor het risico op vroegtijdige thermische scheurvorming en maatafwijkingen wordt verminderd.

Voor welke toepassingen zijn aluminiumlegeringmatrijzen geschikt? Hoe kies je tussen spuitgieten en extrusie?
Matrijzen van aluminiumlegeringen zijn geschikter voor projecten met kleine tot middelgrote series, strakke levertermijnen en complexe structuren, maar met een lage productieomvang. Ze worden vaak gebruikt bij proefmatrijzen voor spuitgieten, lagedrukgieten, zwaartekrachtgieten en proefmatrijzen voor het extruderen van aluminiumprofielen. Het economische bereik ligt doorgaans rond de 5.000–10.000 stuks; boven dit bereik zijn stalen matrijzen vaak voordeliger wat betreft de afschrijvingskosten per stuk.
Voor welke producten zijn respectievelijk lagedrukgieten en zwaartekrachtgieten geschikt?
Lagedrukgieten is geschikter voor onderdelen waarvoor hoge eisen aan de interne dichtheid worden gesteld en waarvan de wanddikte niet sterk varieert, zoals motorbehuizingen voor elektrische voertuigen, subframes en behuizingen voor boordladers; zwaartekrachtgieten is daarentegen geschikter voor producten met een relatief eenvoudige structuur, middelgrote productieseries en waarbij de kosten een belangrijke rol spelen, zoals beugels of behuizingen. Naarmate de vraag naar onderdelen voor nieuwe energievoertuigen in 2026 blijft groeien, breidt de toepassing van lagedruk- en zwaartekrachtgieten in de sector van behuizingen voor voertuigen zich verder uit.
In welke gevallen moet er worden overgeschakeld op stalen mallen?
Wanneer de jaarlijkse productie de 50.000 stuks overschrijdt, of wanneer onderdelen moeten worden blootgesteld aan hogere spuitgietdrukken, langdurige cycli bij hoge temperaturen en frequentere schokken in de matrijskamer, dient het gebruik van stalen matrijzen zorgvuldig te worden overwogen. Voor veelgebruikte aluminiumlegeringen voor spuitgieten, zoals ADC12 en A380, zijn warmwerkmatrijsstaalsoorten zoals H13 en 8407 doorgaans geschikter als het doel een stabiele massaproductie en een langere levensduur is.
Wat is voordeliger: de totale levenscycluskosten van aluminiumlegeringmatrijzen of die van stalen matrijzen?
De kern van de beoordeling van de kosten over de gehele levenscyclus ligt in de productiehoeveelheid en het aantal aanpassingen: bij projecten met kleine series, korte cycli en frequente modelwijzigingen zijn matrijzen van aluminiumlegeringen vaak goedkoper; bij langdurige, stabiele massaproductie kunnen de hoge matrijskosten bij stalen matrijzen gemakkelijker over het aantal stuks worden gespreid. Uit technische gegevens die in 2024 op een openbare beurs werden gepresenteerd, blijkt dat aluminium matrijzen met een hoge warmtegeleiding de productiekosten met ongeveer 10%–20% kunnen verlagen en de spuitgietcyclus met ongeveer 15%–25% kunnen verkorten.
| dimensie (wiskunde) | Matrijzen van aluminiumlegering | Stalen matrijzen |
|---|---|---|
| Kosten voor het maken van de matrijs | Meestal lager, en flexibeler wat betreft aanpassingen | Meestal hoger, hogere aanpassingskosten |
| doorlooptijd | Ongeveer 2–4 weken | Ongeveer 4–8 weken of langer |
| Levensduurprestaties | Meer geschikt voor kleine series en proefmatrijzen | Beter geschikt voor hoge druk en langdurige massaproductie |
| kosten per eenheid | Kleine series bieden meer voordelen | Grote hoeveelheden bieden meer voordelen |
Als de jaarlijkse productie van uw project minder dan 10.000 stuks bedraagt en het project zich nog in de fase van ontwerpiteraties bevindt, zijn aluminium mallen doorgaans voordeliger; als de productie verder toeneemt en er hogere eisen worden gesteld aan de maatvastheid, zijn stalen mallen geschikter voor langdurige productietaken. Voor projecten waarbij regelmatig aanpassingen nodig zijn, zullen de bewerkingseffici?ntie en het gemak bij het repareren van aluminium mallen de kosten van vallen en opstaan aanzienlijk verlagen.
Veelgestelde vragen over aluminiumlegeringmatrijzen
De meest gestelde vragen van ingenieurs en inkopers zijn doorgaans: “Hoeveel matrijscycli zijn er mogelijk?”, “Kan het worden gerepareerd als het kapot gaat?”, “Wat is de levertijd?” en “Is het geschikt voor onderdelen voor nieuwe energiebronnen?”. De antwoorden op deze vragen hangen allemaal af van drie factoren: productievolume, productieproces en materiaal, en niet alleen van de prijs.
Hoeveel keer kan een matrijs van aluminiumlegering worden gebruikt?
Bij spuitgieten of het vormen van onderdelen met een lichte belasting ligt het economische productiebereik voor matrijzen van aluminiumlegeringen doorgaans tussen de 5.000 en 10.000 stuks; bij spuitgieten onder hoge temperatuur en hoge druk is de werkelijke levensduur echter korter en moet deze opnieuw worden beoordeeld op basis van de complexiteit van het onderdeel, de temperatuurregeling van de matrijs en de materiaalmoeheid. Zodra het economische bereik wordt overschreden, bieden stalen matrijzen vaak een voordeel wat betreft de kosten per stuk.
Kan een barst in de vorm worden gerepareerd? Hoe lang is de levertijd?
Kan worden gerepareerd. Bij matrijzen van aluminiumlegeringen kunnen plaatselijke slijtage, kleine scheurtjes en beschadigingen aan hoeken en randen doorgaans worden hersteld door middel van lassen, schuren en plaatselijke nabewerking; aangezien aluminium goed te bewerken is, bedraagt de levertijd voor prototypes of proefmatrijzen doorgaans ongeveer 2–4 weken, terwijl stalen matrijzen meestal meer tijd vergen. Voor projecten waarbij een snelle validatie van het ontwerp nodig is, is dit tijdsverschil van cruciaal belang.
Zijn aluminiumlegeringmatrijzen geschikt voor onderdelen voor nieuwe energiebronnen?
Geschikt, met name voor oplaadbehuizingen, besturingskasten, constructiebeugels en bepaalde onderdelen voor warmtebeheer in elektrische voertuigen. Naarmate de productie van elektrische voertuigen in 2026 verder toeneemt, blijft de vraag naar snelle matrijsproductie en validatie van gewichtsbesparingen voor onderdelen zoals OBC, DCDC en PDU groeien; daarom zijn matrijzen van aluminiumlegeringen zeer waardevol in de proefproductiefase.
Samenvatting en aanbevelingen voor de keuze van het model
Bij de keuze van een matrijs van aluminiumlegering is het van het grootste belang om eerst te bepalen in welke fase het project zich bevindt: als het gaat om prototypetesting, proefproductie in kleine series of snelle aanpassingen, is een matrijs van aluminiumlegering doorgaans geschikter; bij langdurige massaproductie onder hoge druk verdient een stalen matrijs de voorkeur. De uiteindelijke keuze wordt bepaald door een combinatie van de materiaalsoort, de faalmodi en de omvang van de productie, en niet alleen door de kosten.
Hoe worden matrijsontwerpen voor verschillende series en structuren vastgesteld?
Als de productieomvang minder dan 5.000 stuks bedraagt en het ontwerp complex is of zich nog in een fase van herhaalde aanpassingen bevindt, verdient een matrijs van aluminiumlegering de voorkeur; als de productieomvang meer dan 10.000 stuks bedraagt en een langere levensduur gewenst is, is een stalen matrijs doorgaans voordeliger. Voor precisievormdelen wordt aanbevolen de totale afwijking van de vormholte te beperken tot 0,01–0,02 mm.[10] Niveau; hiervoor zijn doorgaans CNC-fijnbewerking en vonkverspaning vereist.
- Prototypenbouw: 6061-T6, met de nadruk op lage kosten en snelle bewerking
- Kleine series, hoge belasting: 7075-T6, met de nadruk op hardheid en draagvermogen
- Massaproductie in grote hoeveelheden: Stalen mallen, waarbij de nadruk ligt op de levensduur en de afschrijving per stuk
Wanneer moet je een gespecialiseerde gietmatrijzenfabrikant inschakelen voor een beoordeling?
Als het project betrekking heeft op onderdelen voor nieuwe energiebronnen, lagedrukgieten, zwaartekrachtgieten of zeer complexe caviteiten, is het raadzaam om zo vroeg mogelijk, nog vóór het maken van de matrijs, een gespecialiseerde matrijzenfabrikant in te schakelen. Een professionele beoordeling omvat doorgaans een analyse van de matrijsstructuur, een analyse van het vormproces, de indeling van de koelkanalen en het ontwerp van het uitstootmechanisme. Deze factoren hebben een directe invloed op de frequentie van latere matrijsreparaties, de opbrengst en de totale kosten.























