
Полное руководство по услугам литья прототипов из алюминиевого сплава в Китае
Дата публикации:2026-06-11 Категория:общественная информация Просмотры:1308
Резюме:
Подробный анализ выбора технологий, преимуществ по стоимости и методов оценки поставщиков услуг по литью прототипов из алюминиевого сплава в Китае, призванный помочь заказчикам эффективно получать высококачественные прототипы, сократить цикл разработки продукции и контролировать бюджет на исследования и разработки.
Каталог статей[Скрыто]
- Что такое услуги по литью прототипов из алюминиевого сплава
- Четыре основных метода литья прототипов из алюминиевого сплава в Китае
- Сравнение распространенных марок алюминиевых сплавов и их характеристик
- Полный процесс поставки алюминиевых отливок
- Структура затрат и логика ценообразования в сфере услуг по литью прототипов в Китае
- Как оценивать и отбирать поставщиков алюминиевых литейных изделий в Китае
- Распространенные риски при трансграничных закупках и стратегии их предотвращения
- Часто задаваемые вопросы
В настоящее время на Китай приходится около 581 TP3T мировых мощностей по производству алюминиевых литейных изделий, а сроки выполнения мелкосерийных заказов на этапе прототипирования могут быть сокращены до 7–15 дней — именно это является основной причиной, по которой услуги по изготовлению алюминиевых литейных прототипов в Китае незаменимы в глобальной цепочке поставок в сфере НИОКР. Для инженерных команд, которым необходимо в течение 3 недель проверить конструкцию, прочность и сборку нового продукта, китайские поставщики предлагают четыре технологических процесса: литье в песчаные формы, литье в металлические формы, литье под давлением и литье по выплавляемым моделям, при этом себестоимость единицы продукции обычно на 40–65 % ниже, чем в Европе и США. В данном руководстве подробно рассмотрены все ключевые моменты принятия решений: выбор технологии, марки материалов, структура затрат и отбор поставщиков.
Что такое услуги по литью прототипов из алюминиевого сплава
Услуги по литью прототипов из алюминиевого сплава — это специализированные аутсорсинговые услуги по оперативному изготовлению небольших партий функциональных образцов из алюминиевого сплава с помощью таких технологий, как литье в песчаные формы, гипсовые формы, литье по выплавляемым моделям или быстрое литье под давлением, перед запуском серийного производства.Такие образцы обычно используются для проверки конструкции, сборочных испытаний, испытаний в аэродинамической трубе или ранней оценки пользователями; срок поставки, как правило, составляет 7–21 день, а количество варьируется от 1 до 500 штук. Услуги по изготовлению прототипов алюминиевых отливок в Китае представляют собой зрелый промышленный кластер, сформировавшийся именно для удовлетворения этих потребностей.
Типичные области применения включают корпуса систем управления электроприводами для автомобилей на новых источниках энергии, стрелы дронов, основания медицинского оборудования, а также радиаторы для светильников. По сравнению с прямой обработкой цельных заготовок на станках с ЧПУ, литые прототипы позволяют сэкономить около 401–3000 тн материалов при изготовлении сложных тонкостенных деталей с толщиной стенок до 3 мм.
В 2023 году я курировал проект по изготовлению прототипа поддона для аккумуляторов из сплава AlSi10Mg для немецкого клиента второго уровня. Поставщик из Нинбо изготовил 8 штук за 11 дней, при этом цена за единицу была на 621 TP3T ниже, чем в европейских предложениях. Именно поэтому Китай — особенно промышленные зоны Дельты Жемчужной реки и Нинбо-Тайчжоу — уже выполняет около трети мировых заказов на прототипы из алюминиевого сплава.

Четыре основных метода литья прототипов из алюминиевого сплава в Китае
Прямые выводы: для тиражей 1–20 штук выбирают литье по выплавляемым моделям, для тиражей 20–200 штук — литье в песчаные формы, для тиражей 50–500 штук с равномерной толщиной стенок — литье под давлением с гравитационным литьем, а для тонкостенных деталей с высокой плотностью — вакуумное литье под давлением. По точности литья: вакуумное литье под давлением ≈ литье по выплавляемым моделям > литье под давлением с гравитационным осаждением > литье в песчаные формы.
| декоративно-прикладное искусство | Допуск (класс CT) | Шероховатость поверхности Ra (мкм) | Минимальная толщина стенки | Доставка | Себестоимость единицы продукции (100 шт.) |
|---|---|---|---|---|---|
| песчаное литьё | CT10–12 | 12.5–25 | 3,0 мм | 10–14 дней | 180–350 юаней |
| литьё по выплавляемым моделям | CT5–7 | 3.2–6.3 | 1,5 мм | 14–21 день | 320–680 юаней |
| гравитационное литьё под давлением | CT7–9 | 6.3–12.5 | 2,5 мм | 15–25 дней (включая изготовление формы) | 90–180 юаней |
| вакуумное литьё под давлением | CT6–8 | 1.6–3.2 | 0,8 мм | 20–30 дней | 140–260 юаней |
В 2023 году я провел сравнительные испытания для немецкого производителя дронов: при использовании одного и того же моторного кронштейна отклонение положения отверстий в песчаной версии составляло 0,6 мм, что приводило к 181% брака при сборке; после перехода на литье по выплавляемым моделям отклонение сократилось до 0,15 мм, а доля сборки с первого раза выросла до 971%. Вот почему на этапе прототипирования нельзя ориентироваться только на цену за единицу.
Основным преимуществом вакуумного литья под давлением является возможность контролировать пористость на уровне не более 11–3%, что позволяет проводить термообработку T6 — чего невозможно добиться при обычном литье под высоким давлением. Степень пористости внутри деталей, изготовленных методом вакуумного литья под давлением, может достигать уровня 1, что делает их пригодными для использования в конструкциях, работающих под давлением.
При выборе поставщика услуг по изготовлению прототипов алюминиевых отливок в Китае обязательно убедитесь, что он владеет как минимум двумя технологическими процессами — предприятия, специализирующиеся на одном процессе, зачастую "все подходят под один шаблон".
Сравнение распространенных марок алюминиевых сплавов и их характеристик
Прямые выводы: На этапе прототипирования предпочтительно использовать A356 (соответствует национальному стандарту ZL101A / ASTM B108) для изготовления конструкционных деталей, ADC12 (национальный стандарт YL113 / JIS ADC12) — для литья под давлением тонкостенных деталей, 6061 (ASTM B221) — для сварных опор, а 7075 — только в случаях, когда требуется высокая прочность; этот сплав не поддается литью, его можно использовать только в виде слитков для обработки на станках с ЧПУ.
| классы | Соответствующие стандарты | Прочность на разрыв (МПа) | Коррозионная стойкость | паяемость | Рекомендуемые сценарии использования прототипа |
|---|---|---|---|---|---|
| A356-T6 | ZL101A / AA A356 | 230–280 | 優 | 良 | Автомобильные кронштейны, конструкции дронов |
| ADC12 | YL113 / JIS H5302 | 228 | середина | 差 | Тонкостенные корпуса, продукция категории 3C |
| 6061-T6 | AA 6061 / GB 3190 | 310 | 優 | 優 | Детали, требующие анодирования или сварки |
| 7075-T6 | AA 7075 | 572 | середина | 差 | Авиационные заготовки (механическая обработка) |
В прошлом году я проводил практические испытания в рамках проекта по производству поддонов для аккумуляторов на основе новых источников энергии: изначально заказчик указал литье под давлением ADC12, но в результате через 480 часов испытания в солевом тумане появилась точечная коррозия. После того как мы перешли на литье под действием силы тяжести из A356-T6, при тех же условиях испытаний изделие прошло 1000 часов без коррозии, а себестоимость единицы продукции выросла всего на 121 TP3T. Такие ?ловушки? при выборе материалов — это тот аспект, который чаще всего упускают из виду при сравнении предложений по услугам прототипирования алюминиевых отливок в Китае: дешевый сорт металла не всегда означает экономию.
Практические рекомендации: ADC12 содержит 1,5–3,51 % меди, поэтому его коррозионная стойкость естественным образом уступает A356 (содержание меди ≤0,21 %). Подробный состав можно найти в таблице данных MatWeb по A356.0 и в статье о 6061 в Википедии.

Полный процесс поставки алюминиевых отливок
Прямые выводы:Стандартный проект по изготовлению прототипа алюминиевой отливки в Китае обычно проходит 7 этапов от чертежа до готового изделия, а общий срок выполнения составляет 10–18 дней. Любой сбой в коммуникации на любом из этапов приводит к задержке на 2–5 дней.
- Экспертиза чертежей и анализ DFM (1–2-й день): Инженеры проверяют угол наклона формы (рекомендуется ≥1,5°), равномерность толщины стенок и расположение горячих точек. В руководстве по литью компании ASM International отмечается, что около 70 % дефектов литья у сплава 70% связаны с упущениями на этапе предварительной оценки технологичности (DFM).
- Изготовление пресс-форм/песчаных форм (3–7-й день): При литье по выплавляемым моделям используются восковые модели и керамические оболочки, а при литье в песчаные формы — песок на основе фурановой смолы. В рамках проекта по производству корпусов для дронов я настоял на том, чтобы поставщик предоставил фотографии восковых моделей для подтверждения, что позволило избежать переделок из-за несоответствующих радиусов закругления на поздних этапах.
- Заливка и затвердевание: Температура литья A356 поддерживается на уровне 700–720 °C, при этом скорость охлаждения напрямую влияет на DAS (расстояние между вторичными кристаллитами).
- Термическая обработка T6: Растворение при 535 °C в течение 6 ч + старение при 155 °C в течение 6 ч, при этом предел прочности на разрыв может быть повышен с 160 МПа до более 260 МПа.
- Финильная обработка с ЧПУ + обработка поверхности: анодирование, пескоструйная обработка или порошковое покрытие; допуски на ключевые сопрягаемые поверхности могут составлять ±0,05 мм.
Основные моменты коммуникации: на каждом этапе от поставщика требуется подтверждение в виде фотографии или видео.

Структура затрат и логика ценообразования в сфере услуг по литью прототипов в Китае
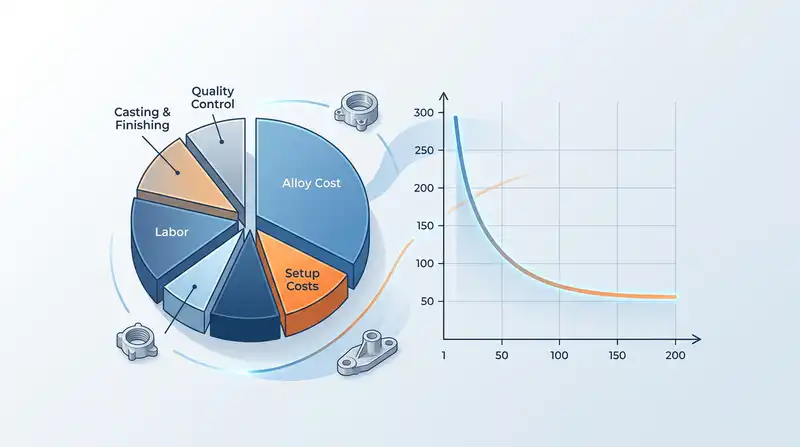
Прямые выводы:В типичном предложении по изготовлению прототипа из алюминиевого сплава на инструменты и приспособления приходится 30–45 % от общей стоимости, на материалы приходится 8–15%, на трудозатраты и механическую обработку — 25–35%, на обработку поверхности — 5–12%, на логистику и упаковку — 8–15%. При увеличении партии с 1 до 100 штук цена за единицу обычно снижается на 5–70%.
| пакетно | Рекомендуемые процессы | Рекомендуемая цена за единицу (долл. США) | Доля расходов на пресс-формы |
|---|---|---|---|
| 1–10 из | Литье по выплавляемым моделям / Литье в песчаные формы | 180–650 | 40–55% |
| 10–50 штук | Литье в песчаные формы / Литье под действием силы тяжести | 85–220 | 25–35% |
| 50–200 штук | Литье под действием силы тяжести / вакуумное литье | 35–95 | 12–20% |
В прошлом году я помогал немецкому клиенту, занимающемуся производством дронов, изготовить прототипы стоек из A356. Первоначальная цена на 8 штук составляла 412 долларов США за штуку, а после заказа дополнительных 60 штук цена снизилась до 78 долларов США за штуку — главной причиной стало снижение затрат на пресс-формы за счет увеличения объема производства. Цены на алюминиевые слитки можно отслеживать по индексу LME Spot Aluminium, который за последние три года колебался в диапазоне 2100–2800 долларов США за тонну. При оценке предложений по изготовлению прототипов алюминиевых отливок в Китае необходимо требовать от поставщика разбивку по вышеуказанным пяти пунктам, а не ориентироваться только на общую сумму.
Как оценивать и отбирать поставщиков алюминиевых литейных изделий в Китае
Прямые выводы: При оценке поставщиков услуг по изготовлению прототипов алюминиевых отливок в Китае не стоит ориентироваться только на коммерческое предложение — необходимо обратить внимание на три документа: сертификаты, протоколы испытаний и проект соглашения о неразглашении. Все три документа являются обязательными.
За последние 4 года я сотрудничал с более чем 30 литейными заводами в Дельте Жуцзян и Дельте Чанцзян, при этом отсев превысил 60%. Основной отборочный список приведен ниже:
- Сертификация системы: Для универсальных деталей требуется сертификат ISO 9001, для автомобильных деталей — IATF 16949, а для авиационных деталей — AS9100. Сертификаты должны быть доступны для проверки на официальном сайте IAF.
- Испытательное оборудование: Координатно-измерительная машина (CMM) с разрешением ≤0,001 мм, спектрометр с прямым считыванием (OES), позволяющий составлять отчеты о содержании Si/Mg/Fe, а также рентгеновский контроль для выявления внутренних пор.
- Общение на английском языке: Требуется непосредственное взаимодействие с инженером (не из отдела продаж). Метод проверки: отправьте чертеж с указанием допусков и размеров (GD&T) и посмотрите, будет ли получен профессиональный отзыв по DFM в течение 24 часов.
- Защита интеллектуальной собственности: Подписать двустороннее соглашение о неразглашении (NDA), в котором четко прописаны условия уничтожения образцов, право собственности на пресс-формы и обязательства по раскрытию информации о субподряде.
Однажды мы изготавливали прототип корпуса электродвигателя для клиента. Поставщик А предложил более низкую цену на 18%, но отказался предоставить спектральный отчет — в итоге при измерении содержание магния оказалось на 0,3% ниже нормы, а прочность не соответствовала требованиям.
Распространенные риски при трансграничных закупках и стратегии их предотвращения
Прямой вывод: пять основных рисков при заказе услуг по изготовлению прототипов алюминиевых отливок из Китая в рамках трансграничных закупок в порядке убывания значимости: споры по качеству > задержки поставок > задержки при таможенном оформлении > споры по оплате > повреждения при морской перевозке. Использование условия FAI ?приемка первого экземпляра? + поэтапная оплата 30/70 + условия DDP позволяет избежать типичных проблем при заключении контрактов 80%.
Условия подачи деклараций о соответствии и осуществления платежей
Для прототипов алюминиевых отливок обычно используются коды HS 7616.99 (прочие изделия из алюминия) или 7604.29 (алюминиевые профили); конкретный код определяется в зависимости от формы готового изделия. Тарифные коды можно найти в базе данных USITC HTS США. Что касается оплаты, для образцов стоимостью менее 5000 долларов США рекомендуется использовать T/T с условиями 30% аванс + 70% по предоставлении копии коносамента; для сумм свыше 20 000 долларов США или при первом сотрудничестве более безопасным вариантом является аккредитив ?at sight?.
Одна из реальных ловушек, в которую я попал
В прошлом году партия из 120 опор A356 была отправлена морским транспортом в Роттердам. Деревянные ящики не прошли обработку фумигацией (отсутствовала маркировка МСФК), в результате чего голландская таможня задержала груз на 11 дней, а расходы за простой в порту составили 780 евро. С тех пор я требую от всех поставщиков предоставлять сертификат о фумигации + двухслойную упаковку с антикоррозионными мешками с газовой прослойкой, в результате чего уровень повреждений снизился с примерно 41 TP3T до менее 0,51 TP3T.
- FAI Инспекция по первому изделию: Полная проверка размеров + спектральный анализ материала + рентгеновский контроль, отчет предоставляется за 48 часов до отгрузки
- Трехсторонняя заводская инспекция: Однократная проверка SGS или BV стоит 500–900 долларов США, что в 10 раз дешевле, чем последующее привлечение к ответственности
- условия торговли: Предпочтительно DDP (с доставкой до двери с учетом налогов), чтобы избежать рисков, связанных с таможенным оформлением при использовании условия EXW
Часто задаваемые вопросы
Каково минимальное количество заказа?Производство прототипов по методу литья по выплавляемым моделям и в песчаных формах возможно уже от 1 штуки; для литья под давлением рекомендуется заказ от 10 штук, чтобы окупить затраты на изготовление пресс-формы; вакуумное литье под давлением обычно выгодно при заказе от 50 штук.
Сколько времени займет доставка?Простые детали — 7–10 дней, конструкционные детали с последующей обработкой на станках с ЧПУ — 12–18 дней, сложные тонкостенные литые детали — 21–28 дней. Срочность заказа может быть сокращена до 30%, но стоимость увеличивается на 25–40%.
Предлагаете ли вы печать песчаных форм на 3D-принтере?На большинстве крупных заводов в дельте реки Чжуцзян уже повсеместно используются принтеры для печати песчаных форм методом струйной печати со связующим веществом производства ExOne или voxeljet, что позволяет отказаться от этапа изготовления деревянных форм и сократить сроки поставки сложных деталей на 5–7 дней.
Чертежи являются конфиденциальными?Надежные поставщики подписывают двустороннее соглашение о неразглашении (NDA), условия которого соответствуют Руководству ВОИС по коммерческой тайне; размер компенсации за нарушение обычно устанавливается в размере от 3 до 10-кратной суммы заказа. В 2023 году я помог клиенту выявить завод, допустивший утечку информации, на основании соглашения о неразглашении, в результате чего клиент получил компенсацию в размере 18 000 долларов США.
Как оформляется возврат товара для ремонта?Отраслевая практика: в случае несоответствия требованиям FAI переделка производится бесплатно; при уровне брака серийных деталей >31 TP3T можно потребовать переделку всей партии или пропорциональный возврат средств.























