
?in alüminyum d?kümlerindeki 10 yayg?n kusurun envanteri ve k?k neden ara?t?rma ??zümleri
Yay?nlanma Tarihi:2026-04-21 Kategori:kamu bi?lgi?lendi?rmesi? G?rüntülenme:2671
?zet:
?in alüminyum d?kümlerini sat?n almak genellikle g?zeneklilik, büzülme veya ?atlaklar gibi kalite sorunlar?yla m? kar??la??yor? Ningbo He Xin k?demli mühendisleri taraf?ndan haz?rlanan bu makale, 10 ?e?it alüminyum d?kümün fiziksel ?zelliklerinin ve temel nedenlerinin ortak kusurlar?n?n derinlemesine analizini i?ermektedir. Daha bilimsel kabul standartlar? olu?turman?za ve hurda oran?n? etkili bir ?ekilde azaltman?za yard?mc? olmak i?in kal?p d?küm sürecinden, kal?p tasar?m?ndan ve di?er temel hususlardan kaynaklanan gizli sorunlar? nas?l do?ru bir ?ekilde tespit edece?inizi anlay?n.
Makale katalo?u[Gizli]
- ?in'deki alüminyum d?kümlerde s?k g?rülen kusurlara genel bak?? ve h?zl? tan?mlama
- ?in'deki alüminyum d?küm kalitesi neden ayr? bir tart??may? hak ediyor?
- Porozite ve ??ne Deli?i Kusurlar?n?n Nedenleri ve ?nlenmesi
- X-ray ve kesit incelemesi ile g?zeneklilik türleri aras?nda nas?l ayr?m yap?l?r?
- Büzülme ve gev?eme kusurlar?n?n olu?um mekanizmas? ve süre? kontrolü
- So?uk segregasyon ve alt d?kme kusurlar?n?n k?k neden analizi
- Cüruf ve ?nklüzyon Kusurlar?n?n Kaynaklar? ve Temiz Eriyik Y?netimi
- ?atlak Kusurlar? S?cak ve So?uk ?atlaklar?n Belirlenmesi ve ?nlenmesi
- Boyutsal sapmalar?n ve deformasyon sorunlar?n?n sistemik nedenleri
- Yüzey kusurlar? Ak?? izleri, so?uk ?ekirdekler, kal?p yap??mas? ve ?ukurlar
?in D?kümcüler Birli?i 2023 y?ll?k endüstri raporuna g?re, alüminyum d?küm kusurlu ürün sorunlar?n?n yakla??k 18.7%'si g?zeneklilik, büzülme ve inklüzyonlar olmak üzere ü? tür kusurda yo?unla?maktad?r ve yeniden ?al??man?n kümülatif maliyetinin neden oldu?u bu ü? tür kusur, d?küm tesisinin y?ll?k kalite kayb?n?n 60%'sinden fazlas?n? olu?turmaktad?r. Bu makalede, al?c?lar?n ve proses mühendislerinin sorunun kayna??n? h?zl? bir ?ekilde bulmalar?na yard?mc? olmak i?in, eriyik y?netiminden, kal?p tasar?m?ndan proses parametrelerine kadar ?in alüminyum d?kümlerinin 10 tipik performans?n?n ortak kusurlar?n? sistematik olarak s?ral?yoruz.
?ster yeni bir ?inli bas?n?l? d?küm tedarik?isini de?erlendiriyor olun, ister gelen bir parti anormal d?kümle u?ra??yor olun, a?a??daki katalog, belirtilere g?re do?rudan ilgili ??züme atlaman?za olanak tan?r.
?in'deki alüminyum d?kümlerde s?k g?rülen kusurlara genel bak?? ve h?zl? tan?mlama
?inli tedarik?ilerden alüminyum d?küm tedarik ederken, 80% veya daha fazla iade anla?mazl??? on kusur kategorisine odaklanmaktad?r. Bu h?zl? kontrol listesi, meydana gelme s?kl???na g?re s?ralanm??t?r:G?zeneklilik, büzülme, büzülme delikleri, so?uk ayr??ma, alt d?kme, cüruf s?k??mas?, kum s?k??mas?, ?atlaklar, deformasyon, boyutsal sapma. Bu on maddede uzmanla?mak, gelen kalite kontrol anla?mazl?k senaryolar?n?n büyük ?o?unlu?unu kapsayacakt?r.
2023"te bir Ningbo bas?n?l? d?küm tesisinin PPAP raporunu denetledi?imde, 2.000 ADC12 braketten olu?an tek bir partide, g?zeneklilik toplam kusur say?s?n?n 471 TP3T'sini, so?uk ayr??ma 211 TP3T'sini ve boyutsal sapma 141 TP3T'sini olu?turuyordu - bu, Kuzey Amerika Bas?n?l? D?küm Birli?i (NADCA) taraf?ndan yay?nlanan sekt?rdeki tipik kusur da??l?m?yla neredeyse ayn?d?r. da??l?m? neredeyse ayn?d?r. Ba?ka bir deyi?le, ?in alüminyum d?kümlerinin ortak kusurlar? "?in ?zellikleri" de?il, sürecin fiziksel yasas?d?r, anahtar h?z ve k?k neden izleme yetene?ini tan?mlamakt?r.
On kusur türünün h?zl? kontrol listesi
| kusurlu | Tipik konum | ??plak g?zle g?rülebilir mi? | Tercih Edilen Tespit Y?ntemleri |
|---|---|---|---|
| Stoma (G?zeneklilik) | Kal?n duvarl?, son kat?la?ma b?lgesi | Dilimlendikten sonra g?rülebilir | R?ntgen / BT |
| Büzülme g?zeneklili?i | s?cak eklem | 否 | X-ray + Dansitometri |
| Büzülme bo?lu?u | merkezi ?s? ünitesi (?rn. güne? enerjisi) | Par?alara ayr?lm?? ve g?rünür | X-???n? |
| So?uk kapatma | Kap?dan uzakta ince duvarlar | yüzey ?izgilenmesi | G?rselle?tirme + Penetrasyon PT |
| Su Alt?nda Kalma (Misrun) | U?ta ince duvarl? | 是 | g?rselle?tirme |
| Cüruf kat?l?m? | üst yüzey, yükselticinin alt?nda | benekli gri ve siyah | X-???n? + metalografi |
| Kum kat?l?m? | ?? ve d?? kum kal?pl? par?alar | 是 | G?rsel + PT |
| ?atlak | Keskin k??eler, duvar kal?nl???nda ani de?i?iklikler | k?smen g?rünür | PT / MT |
| Distorsiyon | Genel olarak uzun ince par?alar | 是 | ü? koordinatl? CMM |
| Boyutsal sapmalar | Ay?rma yüzeyleri, ?ekirdek ?ekme | 否 | CMM + Tapa G?stergesi |
Pratik tavsiye: bu tabloyu yazd?r?n ve IQC istasyonuna yap??t?r?n, ASTM E155 referans filmi ile acemi kalite denet?ileri bir hafta i?inde ba??ms?z olarak de?erlendirilebilir. Sonraki b?lümlerde k?k nedenler teker teker ele al?nmaktad?r.
?in'deki alüminyum d?küm kalitesi neden ayr? bir tart??may? hak ediyor?
?in, küresel alüminyum d?küm üretiminin %’sinden fazlas?n? olu?turmaktad?r (Statista’n?n küresel alüminyum endüstrisi verilerine g?re); ancak endüstri yap?s? son derece da??n?kt?r — y?ll?k 100.000 ton üretim kapasitesine sahip büyük gruplardan, y?ll?k birka? yüz ton üretim yapan kasaba d?kümhanelerine kadar her türlü i?letme bir arada bulunmaktad?r — bu durum, ?in alüminyum d?kümlerinde s?k g?rülen kusurlar?n belirgin bir üretim süreci kademelendirme ?zelli?i sergilemesine yol a?maktad?r.
Bas?n?l? d?küm (HPDC) Yangtze Nehri Deltas? ve Pearl Nehri Deltas?'nda yo?unla?m??t?r, ekipman yat?r?m e?i?i yüksektir, otomasyon derecesi nispeten liderdir, ancak g?zeneklilik ve so?uk ay?rma hala en zor sorundur; yer?ekimi d?küm ve dü?ük bas?n?l? d?küm ?o?unlukla Shandong, Hebei'de bulunur, ilkel ekipmanlara sahip at?lyelerin oran? hala yüksektir; kum d?küm, kü?ük i? fabrikalara ?ok say?da d?? kaynak kullan?m?d?r, d?küm kumunun yeniden kullan?m? ?ok yüksektir ve bu da kum kamalar?n?n s?k s?k ortaya ??kmas?na neden olur.
Tedarik zinciri düzeyinde, kullan?lan geri d?nü?türülmü? alüminyum ADC12 oran? 60% veya daha yüksekken, baz? kü?ük ve orta ?l?ekli fabrikalar fiyat? dü?ük tutmak i?in spektroskopik yeniden testten ge?memi? hurda alüminyum hammaddeleri kullanmaktad?r. Bir Alman mü?terimin 2024 y?l?nda Ningbo ?evresindeki 5 aday fabrikay? denetlemesine yard?mc? oldu?umda, 3 fabrikadaki alüminyum s?v?s?n?n hidrojen i?eri?inin 0.25ml/100g'? a?t???n? (endüstri güvenlik ?izgisi 0.15'tir) buldum, bu da tüm ürün grubunun r?ntgeninin neden yo?un bir i?ne deli?i konsantrasyonu g?sterdi?ini do?rudan a??kl?yor.
"Büyük fabrikalar?n ba?? ?ekti?i ve kü?ük fabrikalar?n taban? destekledi?i" bu endüstriyel ekolojiyi anlad???m?zda, deniza??r? al?c?lar?n kar??la?t??? kusurlar?n neden co?rafi ortakl?klara sahip oldu?unu anlamak mümkündür - bir sonraki b?lümdeki g?zeneklilik sorunu bu tedarik zinciri tabakala?mas?n?n tipik bir ürünüdür.
Porozite ve ??ne Deli?i Kusurlar?n?n Nedenleri ve ?nlenmesi
Basit bir cevap:Alüminyum d?küm porozitesi ü? kategoriye ayr?l?r - hidrojen porozitesi (yuvarlak, i? duvar parlak), poroziteye dahil (düzensiz, i? duvar oksidasyonu koyu), i?ne deli?i (?ap <1mm yo?un da??l?m). ?yile?tirmenin anahtar?, eriyik hidrojen i?eri?inin 0,15 mL/100g Al'?n alt?nda, d?ner gaz giderme h?z?n?n 8-12 dakika boyunca 350-450 rpm, kal?p egzoz yuvas?n?n derinli?inin 0,08-0,15 mm, at?lyedeki ba??l nemin 65%'nin alt?nda olmas?d?r. Bu d?rt endeksten herhangi birinin kontrol d??? olmas?, ?in'in alüminyum d?kümlerindeki yayg?n kusurlardaki g?zeneklilik sorununun do?rudan tetikleyicisidir.
ü? tip stoman?n ayr?m? ve nedenleri
- hidrojen deli?i: Erimi? alüminyum, yüksek s?cakl?klarda hidrojen emer ve kat?la??rken bu hidrojeni ay?r?r. S?cakl?k her 100 °C artt???nda, hidrojen ??zünürlü?ü iki kat?na ??kar (bkz. ASM International Alüminyum Ala??mlar? El Kitab?). Ergitme s?cakl???n?n 760 °C’yi a?mas?, yüksek risk i?areti olarak de?erlendirilir.
- invaginating stomata: ?arj h?z? ?ok h?zl? veya yayg?n dü?ük u?lu kal?p d?küm tesisinin neden oldu?u kap? türbülans? yolluk simülasyonu yapmad?.
- i?ne deli?i: Genellikle hidrojen + "bal pete?i" k?r??? ile birlikte hareket eden oksitlenmi? inklüzyon izleri.
Uygulanabilir süre? kontrol g?stergeleri
2024'te Foshan'da orta ?l?ekli bir bas?n?l? d?küm tesisinde proses denetimi yaparken, ADC12 eriyik hidrojen i?eri?inin 0,32 mL/100g olarak ?l?üldü?ünü tespit ettim - endüstri limitinin neredeyse iki kat?. Bir Foseco FDU d?ner gaz giderici takt?ktan ve argon ak?? h?z?n? 8 L/dk'dan 15 L/dk'ya ??kard?ktan sonra, parti g?zeneklili?i 7,81 TP3T'den 1,21 TP3T'ye dü?tü ve tek bir ayda yeniden i?leme maliyetlerinde yakla??k 140.000 RMB tasarruf sa?lad?.
?evresel fakt?rler genellikle hafife al?n?r: ya?mur mevsimi s?ras?nda Güney ?in'deki at?lyede nem 85% veya daha fazlas?na ula?abilir ve f?r?n kaplamas?n?n ve d?kme potas?n?n yetersiz pi?irilmesi (200°C x 4 saat ?nerilir) do?rudan su buhar? ayr??mas?ndan kaynaklanan hidrojeni ortaya ??kar?r. Bu, ayn? bitkinin ilkbahar ve sonbaharda sabit bir verime sahip olmas?n?n ve yaz?n ani bir dü?ü? g?stermesinin temel nedenidir.
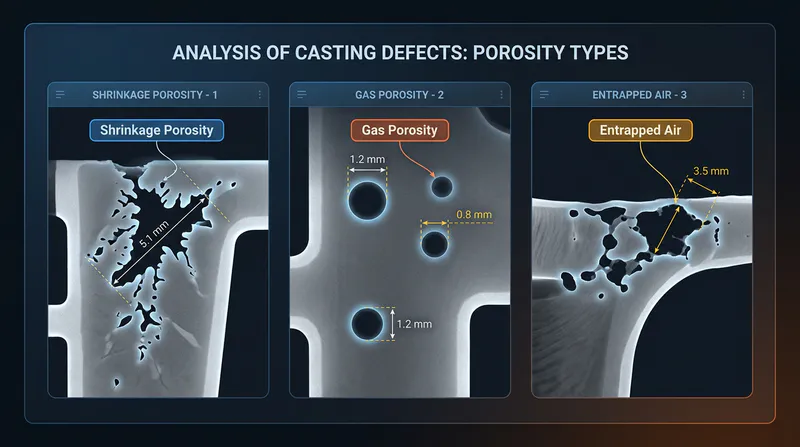
X-ray ve kesit incelemesi ile g?zeneklilik türleri aras?nda nas?l ayr?m yap?l?r?
düz cevap: Sadece g?rsel inceleme veya "a??r? g?zeneklilik" gibi genel bir etiketleme ile temel nedeni bulmak mümkün de?ildir. Do?ru yakla??m, da??l?m modelini X-ray (RT) ile taramak ve ard?ndan g?zenek duvar?n?n ?zelliklerini g?zlemlemek i?in ?üpheli par?alar?n metalografik kesitini yapmakt?r - hidrojen g?zenekleri parlak g?zenek duvarlar? ile küreseldir; haddelenmi? g?zenekler oksitlenmi? siyah g?zenek duvarlar? ile düz veya y?rt?kt?r; ve büzülme dendritik kristaller aras? a? ?eklindedir. Bu ü? morfoloji tamamen farkl? ü? düzeltme yoluna kar??l?k gelmektedir.
X-???n? yorumlamas? i?in temel parametreler
Ge?en y?l, bir otomotiv Tier 2 mü?terisine Dongguan’daki bir bas?n?l? d?küm fabrikas?ndan gelen iade partisini incelemesinde yard?mc? olurken, ASTM E155 standard? referans ?emas?yla kar??la?t?rma yapt?m ve tedarik?i taraf?ndan "gaz bo?lu?u" olarak i?aretlenen kusurlardan 37%’nin asl?nda büzülme oldu?unu tespit ettim. Bu iki kusurun düzeltme y?ntemleri birbirinden tamamen farkl?d?r: Hava delikleri i?in gaz tahliye i?lemi ayarlanmal?, s?k???k g?zenekler i?in ise d?küm sistemi ve so?utma sistemi de?i?tirilmelidir.
RT denetimi i?in ?nerilen parametreler: tüp voltaj? 150-200 kV, 2-2T seviyesine kadar hassasiyet, negatif yo?unluk 2.0-3.5 Bu spesifikasyonun alt?nda, ?ap? 0.3 mm'den kü?ük i?ne delikleri do?rudan de?erlendirmeden ??kar?lacakt?r, bu da ?in alüminyum d?kümlerinde yayg?n bir kusurdur Kabul anla?mazl?klar? en yayg?n teknik k?r noktad?r.
Kesit metalografisi i?in ?rnekleme noktalar?
- ?rnekleme yeri: ?kincil kirlenmeyi ?nlemek i?in en az 5 mm'lik bir kenar bo?lu?u b?rakarak RT taraf?ndan g?sterilen kusurun merkezi boyunca dikey olarak kesin.
- Parlatma + Keller reaktifi ile da?lama:: G?zenek duvarlar?n?n 100x'te g?zlemlenmesi - parlak yuvarlak g?zenekler = hidrojenasyon, oksit film kapsülleme = ?evreleyen gaz
- SEM+EDSDelikte Mg ve O zenginle?mesi tespit edilirse, hava delikleri ile oksitlenmi? cüruf olarak kilitlenebilir ve cüruf giderme i?leminin geriye do?ru izlenmesi gerekir.
Bir prensip s?zü: dilimleme olmadan stomatal belirleme tamamen tahmine dayan?r.
Büzülme ve gev?eme kusurlar?n?n olu?um mekanizmas? ve süre? kontrolü
düz cevap: ??küntü, makroskobik olarak yo?unla?m?? bo?luklard?r (genellikle >1 mm, s?cak noktalarda bulunur); ??küntü g?zeneklili?i ise mikroskobik, dendritler aras?nda da??n?k bo?luklard?r (süngerimsi bir yap? g?sterir). Her ikisi de ?zünde, kat?la?ma büzülmesinin etkili bir ?ekilde telafi edilememesinden kaynaklan?r — alüminyum ala??m?n?n s?v? halden kat? hale ge?erken hacim büzülmesi yakla??k 6,61 TP3T’dir (bkz. ASM International D?küm El Kitab?); e?er besleme kanal? ?ok erken donarsa, büzülme kusurlar? ka??n?lmazd?r.
?ekme ve büzülme aras?ndaki süre? ayr?m?
- krater: Son kat?la?ma b?lgesinde (kal?n ve büyük kesitler, tendon ve plakalar?n kesi?imleri), X-???nlar?nda düzensiz koyu g?lgeler ve kesildikten sonra deliklerin pürüzlü dendritik duvarlar? ile g?rünür.
- büzülme: Dendritler aras?nda da??lm??, genellikle s?z?nt?n?n e?lik etti?i (bas?n? testi hatas?), A356 gibi uzun kat?la?ma aral?kl? ala??mlar ?zellikle hassast?r.
?in d?kümhanelerindeki tipik proses eksiklikleri
Ge?en y?l, Foshan'daki bir kokil d?küm tesisinde, 12% kadar yüksek bir di?li kutusu kabu?u büzülme oran? olan bir partide k?k neden ara?t?rmas? yapt?m. Kal?b? s?ktükten sonra, yükseltici modülünün s?cak ba?lant?lar?n sadece 0,9 kat? oldu?unu buldum - Chvorinov yasas?n?n gerektirdi?i 1,2 kat güvenlik fakt?ründen ?ok daha dü?ük. Bu, ?in alüminyum d?kümlerindeki yayg?n kusurlar aras?nda en yayg?n tasar?m ihmalidir: yükselticiler, modül hesaplamas? yap?lmadan deneyime g?re ayarlanm??t?r.
G?zden ka?an bir di?er nokta ises?cakl?k gradyan?. Nitelikli s?ral? kat?la?t?rma, uzak u?tan yükseltici s?cakl?k fark?na ≥ 15 ° C / 100 mm gerektirir. Bir?ok fabrika sadece bir kal?p s?cakl?k makinesi seti kurdu, so?uk demirin kal?n par?alar? ve d?kme demir blok geli?igüzel yerle?tirildi (daha dik bir gradyan elde etmek i?in bak?r bazl? veya grafit so?uk demirde kullan?lmal?d?r). Tesis büzülme oran? 2,3%'ye ayarland?ktan sonra, hurda kay?plar? ayda yakla??k 80.000 yuan azald?.
D?küm sistemine gelince, alt d?küm ve üst havaland?rma kombinasyonunun benimsenmesi tavsiye edilir ve k?vr?lma gaz?n?n türbülansl? ak???n?n büzülme kanal?na müdahale etmesini ?nlemek i?in d?küm h?z? 0,8-1,2 kg / s'de kontrol edilir.
So?uk segregasyon ve alt d?kme kusurlar?n?n k?k neden analizi
düz cevapSo?uk kapatma (cold shut), s?cakl?k s?v? faz ?izgisinin alt?na dü?tü?ünde iki metal ak???n?n bulu?tu?u ?n k?s?md?r, do?rusal bir kusur olu?turmak i?in tamamen kayna?amaz; yetersiz d?kme (misrun), yerel eksikli?in neden oldu?u kat?la?madan ?nce dolum bo?lu?undaki s?v? metaldir. Her ikisi de ayn? k?ke ve ayn? kayna?a sahiptir - yetersiz ?s?. ?in'deki alüminyum d?kümlerin yayg?n kusurlar?n?n istatistiklerinde, ince duvarl? par?alarda (duvar kal?nl??? <3mm) bu iki tür kusurun g?rülme s?kl??? 15-20%'ye ula?abilir, bu da g?zeneklilikten sonra ince duvarl? par?alar?n geri d?nü?ünün en büyük ikinci nedenidir.
D?rt süre? temel nedeni ortadan kald?r?ld?
- Dü?ük d?kme s?cakl???A356 ala??m? i?in geleneksel d?küm s?cakl??? 700-740°C aras?nda tutulmal?d?r. 2022 y?l?nda Foshan'daki bir kokil d?küm tesisinde bir otomotiv braketleri partisinde so?uk ayr??ma sorununu giderirken, bekletme f?r?n?n?n ?l?ülen s?cakl???n?n ?l?üm cihaz?nda g?sterilenden 38°C daha dü?ük oldu?unu tespit ettim - termokupl muhafazas? cürufluydu ve okumalar?n kaymas?na neden oluyordu. Kalibrasyon, so?uk ayr??ma oran?n? 121 TP3T'den 1,81 TP3T'ye dü?ürdü.
- Kal?b?n yetersiz ?n ?s?tmas?: Kokil d?küm kal?p s?cakl?klar? 200-300°C, bas?n?l? d?küm kal?plar? 180-220°C olmal?d?r. 5-10 kal?p so?uk kal?ba ba?lamadan ?nce mutlaka so?uk b?lmenin d???nda olmal?d?r.
- Ak?? h?z? ve dolum süresi aras?ndaki uyumsuzluk: D?kümde i? a?z? h?z? >30 m/s olmal?d?r; 25 m/s’nin alt?nda olmas? durumunda so?uk b?lünme olu?ma olas?l??? ?ok yüksektir (bkz. NADCA Kuzey Amerika D?küm Derne?i Teknik El Kitab?).
- zay?f havaland?rma: Bo?luktaki geri bas?n? metal cephesini yava?lat?r ve yüzey oksit filmini kayna?man?n imkans?z oldu?u noktaya kadar kal?nla?t?r?r.
Bas?n?l? D?küm ve Kokil D?küm Farkl?la?t?rma ?nlemleri
| boyut (matematik.) | Yüksek Bas?n?l? D?küm (HPDC) | Yer?ekimi/Dü?ük Bas?n?l? D?küm |
|---|---|---|
| ana neden | Yetersiz dolum h?z?, t?kal? hava tahliye tapalar? | Dü?ük d?kme s?cakl???, zay?f yolluk tasar?m? |
| kar?? ?nlemler | ?? kap?n?n kesitini art?r?n, ta?ma tanklar? ve vakum valfleri ekleyin | D?kme s?cakl???n? 10-20°C art?r?n, düz yolluklar? kal?nla?t?r?n ve kal?b? yerinde ?nceden ?s?t?n. |
Pratik tavsiye: fabrikay? tefti? ederken, tedarik?iden ilk par?a kayd?n? a?mas?n? isteyin, d?kme s?cakl??? profilini ve kal?p s?cakl??? izleme verilerini kontrol edin - fabrikan?n kapal? d?ngü kayd? olmadan, so?uk ayr??ma kusurlar? her zaman bir metafizik olacakt?r.
Cüruf ve ?nklüzyon Kusurlar?n?n Kaynaklar? ve Temiz Eriyik Y?netimi
düz cevapCüruf inklüzyonu ve metalik olmayan inklüzyon, alüminyum s?v?s?ndan ayr?lmam?? oksit film, refrakter d?küntü ve cüruf par?ac?klar?n?n kat?la?ma s?ras?nda d?kümün i?ine hapsolmas?yla olu?an sert noktalar veya siyah ?izgilerdir. ?in'deki alüminyum d?kümlerde s?k g?rülen kusurlar?n yakla??k 15-20%'sini olu?tururlar ve temel neden neredeyse yaln?zca eriyik temizli?inin kontrolünün kayb?na i?aret eder - d?kme de?il.
D?rt ana kirlilik kayna??
- oksitlenmi? cüruf (jeoloji): Alüminyum s?v?n?n yüzeyindeki oksit filmi (Al?O?) transfer ve kar??t?rma s?ras?nda süpürülür. S?v? seviyesindeki her bozulma yeni bir oksit filmi olu?turur, bkz. TWI D?küm Hatalar? Teknik Bilgileri.
- F?r?n kaplamas?nda d?külme: 800'den fazla f?r?n d?ngüsü i?in kullan?lan grafit potalar veya korundum f?r?n astarlar?, genellikle 50-200 μm boyut aral???nda partiküller d?kmeye ba?lar.
- A??r? oranda geri kazan?lm?? malzeme: Baz? yerli kü?ük ve orta ?l?ekli fabrikalar f?r?n malzemesine (yolluk + hurda) 60-70% kadar yüksek bir oranda geri d?nmü?tür, ?nerilen 30-40% üst s?n?r?n? ?ok a?maktad?r, oksit filminin kümülatif etkisi a??kt?r.
- ar?tma tamamlanmad?: Hekzakloroetan veya nitrojenle 5 dakikadan daha az rafine etme veya rafine edici maddenin nemle kaplanm?? olmas?.
Temiz eriyikler i?in ü? savunma hatt?
- ak?ll? ve yetenekli:: 2-4 L/dak azot ak?? h?z?, 300-400 rpm h?z ve hidrojen i?eri?ini 0,15 ml/100g'?n alt?na dü?üren 8-12 dakikal?k bir i?lem süresi ile d?ner üflemeli gaz giderme (RDU) ?nerilir.
- bir kenara koyun: Rafine ettikten sonra, inklüzyonlar?n 10-15 dakika yüzmesine izin verin, bu ad?m genellikle yerli bitkinin ritmi yakalamas? i?in atlan?r.
- filtrasyon: Yolluk sistemine 10ppi veya 20ppi Seramik K?pük Filtre (CFF) tak?lmas?yla 80%'den daha yüksek bir inklüzyon giderme verimlili?i elde edilebilir.
2024'te bir Foshan gravite d?küm tesisinin hidrolik valf g?vdesi siyah nokta sorununu gidermesine yard?mc? oldu?umda, dilim EDS analizi, inklüzyonlar?n ana bile?eninin SiO?-Al?O? oldu?unu g?sterdi ve bu da d?küm potas? astar kaplamas?n?n soyulmas?na ba?land?. Zirkonyum bazl? kaplama ile de?i?tirildikten ve f?r?n ba??na 20ppi filtre eklendikten sonra, hurda oran? 8,3%'den 1,1%'ye dü?tü ve yeniden i?leme maliyeti tek bir ayda yakla??k 140.000 RMB geri kazan?ld?. Filtre tabakas?n?n birim fiyat? 8 yuan'dan azd?r, ancak en uygun maliyetli savunma hatt?d?r.
?atlak Kusurlar? S?cak ve So?uk ?atlaklar?n Belirlenmesi ve ?nlenmesi
düz cevapS?cak ?atlama (s?cak y?rt?lma), kat?la?man?n sonunda 85-95% aral???nda kat? faz oran?nda meydana gelir, dendritik tane s?n?rlar? boyunca enine kesite do?ru ?atlaklar oksidasyon koyu, ?ekil zikzakt?; so?uk ?atlama (so?uk ?atlama), tam kat?la?madan sonra so?utma veya kal?ptan ??karma a?amas?nda meydana gelir, düz bir ?izgide yürümek i?in kristal boyunca ?atlaklar, parlak gümü?ün enine kesiti, genellikle keskin kenarlar e?lik eder. Her ikisi de ?in alüminyum d?kümlerinde yayg?n kusurlard?r, yakla??k 15-20% oran?, yanl?? tan?mlama, ?nleme y?nü tamamen z?tt?r.
G?rünüm ve olu?um a?amas?na ili?kin h?zl? de?erlendirme
- termal ?atlak?atlaklar son kat?la?ma b?lgesinde bulunur (s?cak ba?lant?lar, et kal?nl??? mutasyonu), yüzey oksitlenir ve karar?r (?atlak yüzeyi yüksek s?cakl?klarda oksijen i?eren atmosfere maruz kal?r), ?atlak ucu yuvarlan?r ve y?nü kavislidir. A356 kum par?alar?n?n flan? k?kü ve ADC12 bas?n?l? d?küm par?alar?n?n ejekt?r pimlerinin etraf?ndaki alan yüksek prevalans b?lgeleridir.
- so?uk ?atlak: S?cak ?atlaklardan farkl? olarak, genellikle kal?ptan ??kar?ld?ktan sonra so?utma a?amas?nda veya T6 sertle?tirme i?leminden sonra ortaya ??kar; ?atlak yüzeyi gümü?i parlakl?kta olup oksidasyon izi ta??maz ve kristal taneleri boyunca düz bir ?izgi halinde ilerler. Ayr?nt?l? mekanizma i?in Wikipedia - Hot cracking maddesine bakabilirsiniz.
A356 ve ADC12 i?in parametre ?nerileri
Suzhou'daki bir otomotiv braket fabrikas?nda A356-T6 ?asi par?alar?n?n toplu termal ?atlama sorununu giderirken, 0.22% Fe i?eri?i (yüksek tarafta) + 740°C d?kme s?cakl??? (yüksek tarafta) + sadece 150°C kal?p ?n ?s?tmas? ?l?tüm, bunlar?n ü?ü de üst üste bindirilmi?ti. Ayarlama: Fe kontrolü 0,12-0,15%'de, d?küm s?cakl??? 715±5°C'ye dü?ürüldü, kal?p s?cakl??? 220°C'ye yükseltildi, s?cak ?atlama oran? 7,3%'den 0,4%'ye dü?ürüldü. ADC12 bas?n?l? d?kümlerde so?uk ?atlama ?o?unlukla erken kal?ptan ??karmadan kaynaklan?r - yüzey s?cakl???n?n 0,5°C'ye dü?mesine izin vermek i?in bas?nc? 1,5-2 saniye tuttuktan sonra kal?b?n a??lmas?n?n geciktirilmesi ?nerilir. D?kümün yüzey s?cakl???n?n 0,5°C'ye dü?mesine izin vermek i?in kal?p daha sonra a??lmal?d?r. ADC12 kal?p d?kümlerinde so?uk ?atlama ?o?unlukla erken kal?ptan ??karmadan kaynaklan?r - bas?n? tutulduktan sonra kal?b?n a??lmas?n?n 1,5-2 saniye geciktirilmesi ?nerilir, b?ylece d?kümün yüzey s?cakl??? f?rlatmadan ?nce 380°C'nin alt?na dü?ürülebilir ve ayn? zamanda, f?rlatma ?ubuklar?n?n da??l?m? ince duvarl? alanlarda yo?unla?maktan ka??nmal?d?r, bu da Alüminyum d?kümlerde bu tür yayg?n ?atlak kusurlar?n? ?nemli ?l?üde azaltabilir.
T6 ?s?l i?leminde suyla s?ndürme s?cakl??? da ?nemli bir de?i?kendir: Su s?cakl??? 40 °C’nin alt?na dü?tü?ünde A356 par?alar?nda kal?nt? gerilimler h?zla artar; mukavemet ile ?atlama riski aras?nda denge sa?lamak i?in 60-80 °C s?cakl?ktaki suyla s?ndürme ?nerilir (bkz. ASM Heat Treating Society teknik belgeleri).
Boyutsal sapmalar?n ve deformasyon sorunlar?n?n sistemik nedenleri
düz cevapBoyutsal a??mlar nadiren tek bir i?lemin sonucudur, daha ziyade be? hatan?n birikimidir: kal?p a??nmas? + büzülme ayar sapmas? + kal?ptan ??karma gerilimi + ?s?l i?lem geri tepmesi + i?leme referans noktas? kaymas?. Tek bir ??eyi ±0,05 mm'de kontrol eden bir fabrika, istiflendi?inde ±0,3 mm'lik bir nihai par?a ile sonu?lanabilir - ?in alüminyum d?kümlerinde izlenmesi en zor yayg?n kusur kategorisi.
Be? hata kayna??n?n niceliksel olarak ayr??t?r?lmas?
- Kal?p a??nmas?Yüksek bas?n?l? d?küm kal?plar? her 100.000 kal?p kez yakla??k 0.02-0.05 mm bo?luk boyutu de?i?ikli?i, ay?rma yüzeyi ??kmesi u?ucu kenar kal?nla?mas?na, duvar kal?nl??? ofsetine yol a?ar.
- Kü?ülme hatas?A356 büzülme oran? 1.2-1.4%'dir, ancak ince duvarl? par?alar?n ger?ek büzülmesi kal?n duvarl? par?alardan 20-30%'den daha dü?üktür, e?er kal?p a??k sistemin düzgün büzülme oran?na g?re ise, büyük par?alar?n sonu süper zay?f olmal?d?r.
- Kal?ptan ??karma deformasyonu: Piston ?ubu?unun dengesiz yerle?imi, yerel plastik deformasyona neden olur; 500 °C'de alüminyum ala??m?n?n akma mukavemeti, oda s?cakl???ndaki 15%'nin seviyesinin alt?ndad?r (bkz. ASM International Alüminyum Ala??mlar? Yüksek S?cakl?k Mekanik Verileri).
- T6 ?s?l i?lem deformasyonu: ??zelti su verme i?lemi s?ras?nda su s?cakl???ndaki 5°C'lik bir fark, 0,1-0,2 mm'lik ek bir ?arp?lma üretebilir.
- makine taraf?ndan eklenen veri kaymas?: ??lenmemi? referans noktas? tasar?m referans noktas? ile ?ak??mad???nda, hata kritik birle?me yüzeylerine tamamen aktar?l?r.
Parti kontrolünde CMM ve FAI'nin rolü
2024 y?l?nda, Guangdong’daki bir bas?n?l? d?küm par?as? mü?terisi ad?na, her 100 par?ada 8-12 adet par?ada destek deliklerinin konumunda 0,15 mm’den fazla sapma oldu?u y?nündeki bir deformasyon ?ikayetiyle ilgilendim. FAI raporuyla (?lk Par?a Denetimi, First Article Inspection) kar??la?t?r?ld???nda ?unu tespit ettim: Tedarik?i sadece kumpasla ü? noktay? ?l?mü?, tam boyutlu CMM ü? koordinat taramas? yapmam??t?. Zeiss CMM kullan?larak 42 ?zellik noktas? i?in PPAP (üretim Par?as? Onay Süreci, AIAG standard?na g?re) uygulamas?n? zorunlu hale getirdikten sonra, ikinci ayda hatal? ürün oran? 1,31 TP3T'ye dü?tü.
Pratik tavsiye: S?zle?mede sadece ilk par?aya güvenmek yerine "her 2.000 par?a i?in bir tam boyutlu CMM incelemesi" belirtilmelidir. Kal?p ?mrü e?risi sürekli olarak kayar ve statik FAI ile yakalanamaz.
Yüzey kusurlar? Ak?? izleri, so?uk ?ekirdekler, kal?p yap??mas? ve ?ukurlar
düz cevapD?rt ana yüzey kusurunun alüminyum d?küm par?alar?n?n net bir i?lem k?k nedeni vard?r - kal?p s?cakl???ndan ak?? i?aretleri (ak?? i?aretleri) ?ok dü?üktür ve s?cakl?k fark? boyunca s?v? metal; So?uk fasulye (so?uk pullar), kü?ük par?ac?klar?n ?n kat?la?mas?ndaki yolluktur ve bo?lu?a dahil olur; Yap??kan kal?p (lehimleme) alüminyum s?v? ve kal?p ?eli?i difüzyon kayna??d?r; ?ukurla?ma (pitting/blister) ?o?unlukla kal?p ay?r?c? madde kal?nt?s? veya egzoz gaz? üretiminden kaynaklanmaktad?r. ?in alüminyum d?kümlerindeki bu yayg?n kusur grubu, otomotiv d?? ve ev aletleri d?? par?alar?nda s?f?r toleransl? bir ??edir.
D?rt tip yüzey kusuru i?in parametrik kontrol s?n?rlar?
- ak?? iziKal?p s?cakl??? 180°C'nin alt?nda oldu?unda riskler artar. ADC12 bas?n?l? d?küm, ?n kenar?n erken so?umas?n? ?nlemek i?in 200-240°C kal?p s?cakl??? ve <0,3m/s dü?ük enjeksiyon h?z? ?nerir.
- so?uk fasulye: Kek kal?nt?s? ve yolluk kovan? s?cakl?klar?n?n <150°C olmas? ana nedenlerdir. Kal?p a?ma ve kapama aral?klar?n?n k?salt?lmas? ve yolluk kovan?n?n ba??ms?z ya? s?cakl??? kontrolü (180-200°C'de) 90%'nin üzerindeki so?uk taneleri ortadan kald?rabilir.
- bir kal?ba yap??t?r?n: Fe i?eri?i <0,81 TP3T olan erimi? alüminyum, H13 kal?p ?eli?ine kar?? son derece yüksek bir afinite g?sterir. ??züm — Nitrürleme tabakas?n?n derinli?ini 0,1-0,15 mm aras?nda kontrol etmek veya Oerlikon Balzers’in PVD kaplamalar?n? (?rne?in CrN, AlTiN) kullanmak, kal?ba yap??ma oran?n? 12%’den 1%’nin alt?na dü?ürebilir.
- pockmarkedSal?m maddesinin seyreltme oran? 1:80-1:100 aras?nda sabit olmal? ve suyun buharla?mas?n? sa?lamak i?in püskürtmeden sonraki üfleme süresi ≥1,5 saniye olmal?d?r, aksi takdirde kalan su buhar? buharla?arak kal?b?n kapanma an?nda nokta benzeri kabarc?klar olu?turacakt?r.
D?? par?alar i?in tolerans s?n?rlar?
2024'te bir Alman otomobil ?irketi i?in bir parti d?küm kap? kolunu denetledi?imde, mü?terinin ?izimi A taraf? kusurlar? ≤ Φ0,3 mm ve 100 cm2 ba??na en fazla 2 nokta ile i?aretlenmi?ti - otomotiv d?? kaplamas? i?in tipik bir standart. Cihaz d?? par?alar? (?rne?in klima paneli) Φ0,5 mm'ye izin vererek nispeten ho?g?rülüdür, ancak kumlama veya eloksal sonras? i?lem yap?ld??? sürece, ak?? izleri ve oyuklar büyütülecek ve g?rünür olacakt?r ve kal?p d?küm i?leminde tek seferde do?ru ?ekilde yap?lmal?d?r, arka a?amadaki iyile?tirme maliyeti ?n a?amadakinin 8-10 kat?d?r.
Yetersiz s?k??t?rma kuvveti (?ng?rülen alan oran? <1,3 kat), pockmarklarla birlikte u?an kenarlara neden olur ve enjeksiyon h?z? e?risinin yüksek h?zl? anahtarlama noktas?, ak?? i?aretlerini ?nemli ?l?üde iyile?tirmek i?in 10 ms ilerletilebilir - bu ayr?nt?l? parametreler, nitelikli tedarik?ileri en iyi tedarik?ilerden ay?rmak i?in ger?ek e?iklerdir. Kabul i?in temel olarak Kuzey Amerika Bas?n?l? D?küm Birli?i NADCA taraf?ndan yay?nlanan yüzey kalitesi derecelendirme standartlar?na (Derece 1-5) ba?vurabilir.























