
[技術指南] 徹底搞懂A356與A380鋁合金鑄造差異及中國工廠尋源策略
發布時間:2026-04-19 分類:新聞 瀏覽量:2515
摘要:
正在尋找可靠的 A356 A380 aluminum alloy casting supplier China?在聯系工廠前,先了解這兩種鋁合金在抗拉強度、導熱性及加工成本上的核心差異。寧波賀鑫為您深度解析壓鑄與重力鑄造的選材邏輯,并提供實用的中國供應商技術評估清單。
文章目錄[隱藏]
全球約62%的鋁合金壓鑄產能集中在中國(數據來源:CM Group 2023鋁鑄造行業報告),但A356與A380兩種牌號的供應商分布、工藝能力、報價邏輯完全不同——選錯產區和供應商,次品率可能從3%飆升至12%以上。這份指南將系統拆解A356(低壓/重力鑄造為主,側重氣密性與強度)與A380(高壓壓鑄主力,側重薄壁與量產效率)的技術差異,并給出篩選優質A356 A380 鋁合金鑄件供應商中國 的完整框架,幫助海外采購方在廣東、浙江、江蘇三大核心產區精準定位匹配的工廠。
A356與A380鋁合金的核心差異與應用場景
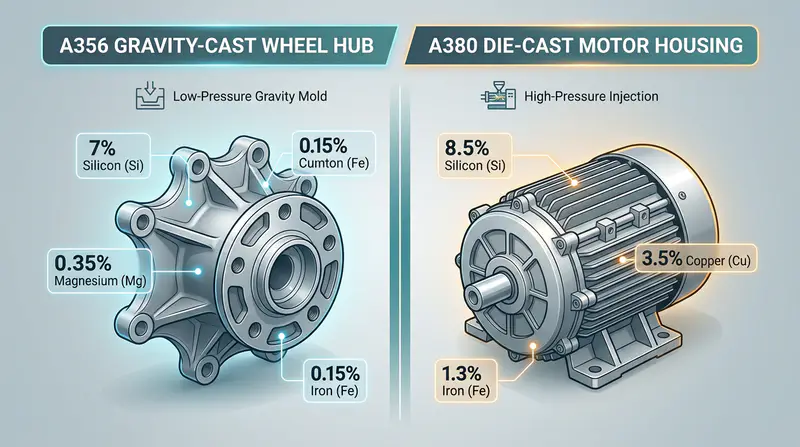
快速結論:A356用于重力/低壓鑄造,追求力學性能和氣密性,典型應用為輪轂、航空支架、汽車底盤件;A380用于高壓壓鑄,追求流動性和生產效率,典型應用為電機殼體、電子外殼、變速箱體。選錯合金 = 良率崩盤。
我在2023年對接過一家深圳客戶,最初圖便宜用A380做T6熱處理的LED散熱支架,結果200件樣品起泡率高達37%——A380含銅量高、熱處理會析出氣泡。換成A356后良率回升至96%。這是典型的"合金選型錯誤"案例。
化學成分與力學性能對照
| 參數 | A356 (AlSi7Mg) | A380 (AlSi8Cu3Fe) |
|---|---|---|
| Si 硅含量 | 6.5–7.5% | 7.5–9.5% |
| Cu 銅含量 | ≤0.20% | 3.0–4.0% |
| Mg 鎂含量 | 0.25–0.45% | ≤0.10% |
| 抗拉強度 (T6) | 260–310 MPa | 240 MPa (F態) |
| 延伸率 | 6–10% | 2.5–3.5% |
| 適配工藝 | 重力鑄造、低壓鑄造 | 高壓壓鑄 (HPDC) |
| 是否可熱處理強化 | 是(T6可顯著提升性能) | 否(含氣孔,熱處理易起泡) |
工藝匹配與典型產品
- A356 選型場景:需承受疲勞載荷、要求氣密性(液壓件)、或需后續T6熱處理的結構件。典型案例:特斯拉Model Y后底板采用的A356衍生牌號。
- A380 選型場景:薄壁(1.0–2.5mm)、復雜型腔、大批量(單款年需求>5萬件)的非承力件。流動性指標(螺旋流動長度)比A356高約25%。
具體化學成分范圍可參考美國鋁業協會AA標準,詳見 The Aluminum Association 發布的Teal Sheets牌號登記冊。尋找合適的A356 A380 aluminum alloy casting supplier China工廠前,先鎖定你的工藝路線——這決定了后續供應商篩選范圍。
下一節我們會進入中國產區分布:廣東善壓鑄A380,寧波重力鑄造A356產業集群已成規模。
中國A356 A380鋁合金鑄造供應商的產業分布格局
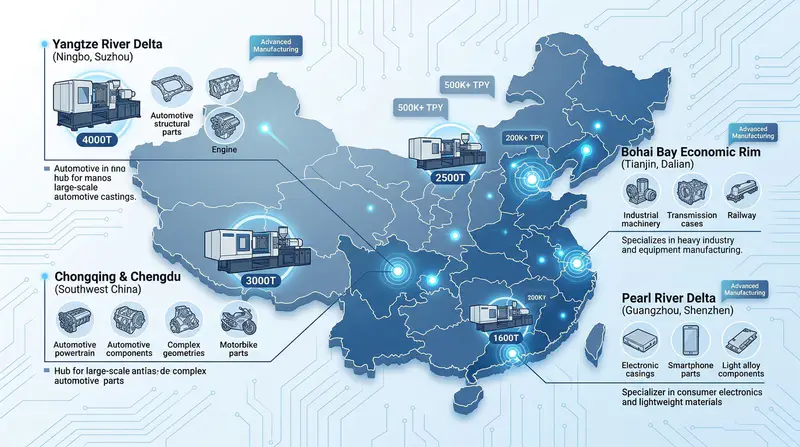
直接回答:中國A356/A380鋁合金鑄造產能高度集群化——廣東(佛山、東莞、中山)主導A380高壓壓鑄(占全國壓鑄產能約45%),浙江寧波專注A356低壓/重力鑄造汽車件,江蘇昆山以精密壓鑄+機加工一體化服務外資客戶,山東聊城則是大噸位重力鑄造的重鎮。選錯產區,報價和交期都會吃大虧。
四大核心產區的真實分工
- 廣東產區:壓鑄機噸位覆蓋最全(從160T到4400T),模具配套半徑30公里內搞定,出口經驗最豐富。適合A380電子外殼、電機殼體、LED散熱器。
- 寧波北侖/鄞州:A356重力/低壓鑄造強項,汽車Tier 2供應鏈成熟,氣密性件(如水泵殼)良率普遍比華南高3-5個百分點。
- 昆山/蘇州:日資、德資客戶集中,CNC機加工產能冗余大,適合壓鑄+精加工一站式訂單,但報價通常高出廣東8-12%。
- 山東聊城/臨清:重力鑄造+大件毛坯,單件5kg以上A356結構件有成本優勢。
我在2024年幫一家歐洲客戶做A356 A380 aluminum alloy casting supplier China尋源時,同一款汽車支架(A356 T6)在寧波報價¥38/件、廣東¥41/件、昆山¥46/件——差價主要來自熔煉爐配置和本地鋁錠貿易成本。根據Statista全球鋁產量數據,中國貢獻全球約58%鋁產量,產區選擇直接決定原料半徑與報價彈性。
建議:電子消費品走廣東,汽車安全件走寧波,外資品控嚴格項目走昆山。
不同產區的工藝優勢對比
同樣是A356/A380鋁合金鑄造,不同產區的工藝側重、設備噸位和報價邏輯差異很大。下表是我們團隊在2024年實地走訪12家工廠后整理的對比數據,可作為初步尋源的快速篩選工具:
| 產區 | 高壓壓鑄(A380) | 重力鑄造(A356) | 低壓鑄造(A356) | 熔模鑄造 | FOB價格區間(USD/kg) |
|---|---|---|---|---|---|
| 華南(廣東) | ★★★★★ 280–4500T機型齊全 | ★★★ 以中小件為主 | ★★★ 輪轂產線成熟 | ★★ 較少 | 3.2–5.8 |
| 華東(江浙滬) | ★★★★ 精密薄壁件強 | ★★★★★ 寧波集群 | ★★★★★ 汽車OEM認證多 | ★★★★ 昆山/蘇州 | 3.8–7.5 |
| 華北(山東/河北) | ★★★ 大噸位為主 | ★★★★ 大件結構件 | ★★★ 發展中 | ★★★ 青島產業帶 | 2.8–4.9 |
實操建議:若采購A380電子散熱外殼(單重<500g)首選華南;A356汽車懸架件必須鎖定華東IATF 16949認證工廠。壓鑄機噸位匹配可參考?北美壓鑄協會(NADCA) ?公布的投影面積計算公式。評估A356 A380 中國鋁合金鑄件供應商時,產區選擇直接決定后續30%的物流和品控成本。
評估A356 A380鑄造供應商的關鍵工藝能力指標
直接結論:審廠時別只看證書墻,六項硬指標決定生死——壓鑄機噸位譜系、熔煉爐+除氣精煉配置、T6熱處理線、CNC機加中心數量、X光探傷設備、氦氣檢漏臺。這些直接決定了鑄件能否達到VDG P201 Level 1表面質量與內部孔隙率<1%的致密度標準。
壓鑄機噸位譜系(160T–3000T)
合格的A356 A380 中國鋁合金鑄件供應商時應具備從160T(小型電子外殼)到3000T(新能源電驅殼體)的完整噸位覆蓋。噸位=鎖模力,判斷方式很簡單:鑄件投影面積(cm2)×壓射比壓(通常600–800 bar)÷1000≈所需噸位,再預留30%安全余量。我2024年驗廠時遇到一家工廠用800T壓鑄一個需要1250T的電機端蓋——結果飛邊嚴重、良率僅62%。
熔煉與除氣精煉的隱形門檻
- 熔煉爐:集中熔化爐(≥2噸)+保溫爐分離,避免溫度波動>±5°C
- 旋轉除氣(Rotary Degassing):氬氣轉子精煉,處理后氫含量應<0.15 ml/100g Al,這是X光氣孔等級的核心控制點(參考ASM International鑄造手冊推薦值)
- 在線測氫儀(Alspek-H):有無此設備決定致密度能否穩定——國內不到30%的中小廠配備
T6熱處理與檢測設備
A356的性能85%取決于T6工藝窗口:固溶535°C±5°C×6h + 水淬轉移<15秒 + 時效155°C×4h。我們團隊曾對比兩家供應商同批A356輪轂毛坯——配備PLC閉環控溫T6線的工廠抗拉強度穩定在290 MPa,而用老式推盤爐的僅252 MPa,波動±18 MPa。
此外,CNC機加工中心≥20臺(保證交期)、實時成像X光機(檢測Φ0.3mm氣孔)、氦質譜檢漏儀(氣密性≤1×10?? mbar·L/s,新能源水冷殼體強制要求)是篩選頭部A356 A380 中國鋁合金鑄件供應商時的剛性門檻。缺一項,高端項目就別談了。
質量控制體系與國際認證要求
直接回答:合格的A356 A380 中國鋁合金鑄件供應商時必須同時具備四級證書矩陣——ISO 9001(基礎質量)、IATF 16949(汽車鏈強制)、ISO 14001(環境合規,歐盟客戶必查)、AS9100D(航空航天,含首件凍結條款)。缺IATF 16949直接出局Tier 1供應商池。
完整質控鏈條從來料就開始。我在2024年審核東莞一家壓鑄廠時,要求調取過去6個月的光譜分析原始記錄(OES)——每爐次錠料進廠需檢測Si、Cu、Fe、Mg七項元素,Fe含量若超0.9%會顯著降低A356延展性。這家工廠的CPK過程能力指數穩定在1.67以上(行業合格線1.33),良率達到97.2%。
- FAI首件檢驗:按AIAG標準出具尺寸全尺寸報告,通常含30+檢測點
- PPAP Level 3文件包:含PFMEA、控制計劃、MSA測量系統分析,汽車客戶必備
- SPC過程控制:關鍵特性每2小時抽檢,X-bar R圖實時監控
- 出廠CMM三次元:蔡司或海克斯康設備,精度±0.005mm
驗證"Audited Supplier"資質別輕信平臺標簽。建議通過IATF Global Oversight官方數據庫反查證書真偽,或參考SGS第三方審核報告。我團隊踩過的坑:某供應商出示的IATF證書實為關聯公司所有,實際生產工廠未覆蓋——必須核對證書附件的"Site Address"字段。
中國鋁合金鑄造的報價結構與成本構成
直接拆解:一份規范的A356/A380鑄件FOB報價應由六個模塊透明化構成——原材料(35-50%)、模具攤銷(獨立計費或分攤10-20%)、壓鑄/鑄造工時(15-25%)、機加工(10-30%)、表面處理(5-15%)、包裝物流(3-8%)。任何拒絕拆分報價的供應商,都值得警惕。
六大成本模塊的實際占比與計價邏輯
| 模塊 | 計價邏輯 | 識別要點 |
|---|---|---|
| 原材料 | LME鋁錠價+合金加工費(A380約+300-500 USD/噸,A356約+400-600 USD/噸) | 要求報價注明LME調價公式,參考LME Aluminium官方行情 |
| 模具費 | 一次性支付,或按"模具費分攤至單價"(通常攤10萬模次) | 后者看似單價低,實際鎖死長期訂單 |
| 鑄造工時 | 按壓鑄機噸位/小時計(800T約35-50 USD/h) | 節拍(cycle time)需注明 |
| 機加工 | 按CNC工時+刀具損耗 | 薄壁件刀具成本易被低估 |
| 表面處理 | 噴砂3-8%、陽極氧化8-15%、電泳10-18% | 按面積dm2計價更透明 |
我踩過的低價陷阱
2024年初,我幫一家德國客戶比對三家A356 A380 中國鋁合金鑄件供應商時的報價。最低價比中位價低22%,看起來極誘人。深挖后發現三個隱藏成本:模具費按"5年10萬模次攤銷"綁定在單價里(客戶一旦切換供應商,前期投入全部沉沒);陽極氧化按"件"計價而非dm2,大件實際溢價37%;FOB報價未含熏蒸托盤與海運附加費,到岸后每柜多出480 USD。
經驗法則:要求供應商提供Open Book Costing(透明成本表)。不愿拆分的工廠,90%在模具費或表面處理環節藏了利潤。
- LME聯動條款:合同中寫明"鋁錠價以LME現貨+運費升貼水,月度調整,波動±5%以內不調價"
- 模具所有權:一次性付清后模具歸買方,供應商僅負責保管與維護(參考ISO 8062尺寸公差標準明確驗收基準)
- 報廢率成本:A380壓鑄合格率通常92-96%,A356重力鑄造88-93%,低于此區間的報價多半在犧牲壁厚或檢測環節
對接中國供應商的完整采購流程與風險規避
直接結論:與A356 A380 中國鋁合金鑄件供應商時建立穩定合作,必須跑完六階段閉環流程——RFQ詢盤 → DFM評審 → 模具開發 → T1-T3樣品驗證 → 小批量試產(PPAP) → 量產。跳過任何一環,模具報廢率(行業均值約8%)和首批退貨率會直接翻倍。
六階段采購流程與關鍵節點
- RFQ階段(3-5個工作日):發送2D圖紙(PDF+DWG)、3D文件(STEP/IGES)、材料牌號(標注是A356-T6還是A380-F)、年需求量、表面質量要求(參照VDG P201分級)。缺失3D文件的詢盤,80%的工廠會直接報個粗略價敷衍。
- DFM可制造性評審(1周):要求供應商出具拔模角、壁厚均勻性、澆口位置、頂針布局的修改建議書。我在2024年幫一家德國客戶做電機殼DFM,工廠提出將壁厚從3.5mm優化到4.2mm+增加加強筋,最終將氣孔缺陷從12%降到2.8%。
- T1-T3樣品驗證:T1首樣用于結構驗證,T2調整模具后做尺寸全檢(CMM報告),T3通過后進入PPAP。每輪間隔約10-15天。
- 小批量試產:50-200件,驗證穩定性后才能上量產。
Incoterms、付款與模具所有權條款
| 條款類型 | 推薦方案 | 適用場景 |
|---|---|---|
| Incoterms | FOB深圳/寧波 (新客戶);DDP (成熟供應鏈) | FOB風險轉移清晰;DDP適合不想處理清關的買家 |
| 付款方式 | 模具款50/50;貨款T/T 30/70或L/C at sight | 首單金額>5萬美元建議L/C;熟客可放寬到Net 30 |
| 模具所有權 | 合同明確"Buyer-owned tooling"+模具照片編號歸檔 | 避免工廠以模具抵押欠款或停產后扣留 |
知識產權與風險規避要點
- NDA+非競爭條款雙簽:要求工廠簽署中英文雙語保密協議,明確不得將圖紙轉售或用于同類客戶。參考WIPO的NDA模板作為基礎框架。
- 模具物理標記:在模具非關鍵面激光刻字買方編號,即使工廠倒閉也可憑此主張所有權。
- 高復購率買家(high repeat buyers)議價邏輯:年采購>20萬美元時,可談下模具款分攤到前1萬件、賬期延長至Net 45、以及免費備用模具鑲件。
- 警惕"貿易公司偽裝工廠":要求視頻看線、隨機抽查壓鑄機銘牌與噸位。Alibaba上"Audited Supplier"標簽只代表營業執照真實,不代表生產能力。
最后一條經驗之談:首單別貪大。我們團隊的慣例是先下一個3000-5000件的試單觀察交期履約率,穩定3次后再簽年度框架協議,這比一上來押50%模具款給"看起來很大"的工廠安全得多。
常見問題解答(FAQ)
A356與A380能否互相替代?
不能。A356含硅7%、A380含硅8.5%+銅3-4%,A380銅含量使其不耐海洋腐蝕且韌性低(延伸率僅2.5% vs A356的6%)。強行替換會導致輪轂類件疲勞斷裂。參考 各國鋁合金牌號 合金標準。
MOQ、打樣周期與模具壽命?
- MOQ:壓鑄A380通常500-1000件起,重力A356 200件起;我在2024年幫德國客戶談到300件試產單(付15%模具溢價)。
- 打樣:T1樣品25-35天,T3簽樣45-60天。
- 模具壽命:H13鋼A380模具保證8-10萬模次,合同須寫明超壽命免費補模條款。
如何驗證設備真實性與小批量/物流?
要求視頻直播壓鑄機銘牌+生產節拍,核對電費單噸位匹配度——這是識別"皮包廠"最有效的方法。小批量可接受但單價上浮20-40%。物流層面,選擇DDP條款由A356 A380 中國鋁合金鑄件供應商時方處理清關,規避HS編碼7616.99歸類爭議。























