
什么是鋁合金模具?原理、結構與應用場景詳解
發布時間:2026-07-01 分類:新聞 瀏覽量:474
摘要:
鋁合金模具是什么?本文從材料特性、成型原理、模具結構到常見應用場景與設計要點,系統解析鋁合金模具的優勢與局限,幫助工程技術人員快速建立完整認知。
文章目錄
鋁合金模具通常指以鋁合金制造的快速模具,適合原型驗證、小批量試制和對交付速度敏感的項目;它的核心優勢是加工快、導熱好、修改方便,但在壽命、耐磨性和高壓長期穩定性上一般弱于鋼模。對于需要在 2–5 周內完成試模、且單批量不大的場景,鋁合金模具往往比鋼模更具性價比。
快速答案: 鋁合金模具是以鋁合金作為主體材料的快速成型工具,常用于注塑、壓鑄、低壓鑄造和擠壓試模。它的價值在于導熱快、切削快、交付快,適合 5,000–10,000 件級別的小批量場景;若面對高壓、高溫和百萬級產量,則通常應切換到鋼制模具。
核心要點
- 術語上“鋁合金模具”通常指鋁材制成的快速模具,不等于鋁件壓鑄所用的鋼模
- 鋁合金的導熱性明顯高于鋼,公開資料常描述為鋼的約 3–4 倍,有助于縮短冷卻周期
- 常見模具鋼為 H13、8407,適合承受約 660℃ 以上鋁液沖刷的壓鑄環境
- 鋁合金模具適合 5,000–10,000 件級別的小批量試產,超過該區間通常要重新評估鋼模方案
- 原型模交付常見為 2–4 周,鋼模通常更長,具體取決于結構復雜度與加工工藝
關鍵速覽
- 鋁合金模具強調“快”,鋼制模具強調“壽命”
- 6061-T6、7075-T6 常用于鋁模原型和小批量快速模具
- 6061-T6 抗拉強度約 45,000 psi,7075-T6 約 83,000 psi,強度差異會直接影響型腔承載能
- 壓鑄鋁件常見牌號包括 ADC12、A380,適合汽車、新能源和電子殼體類零件
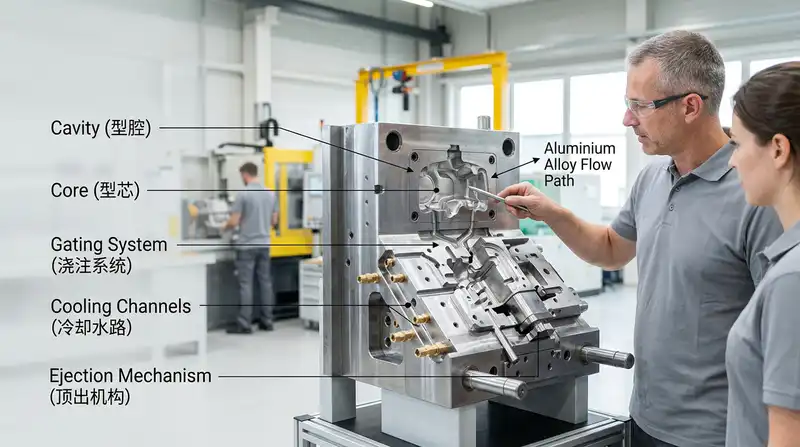
- 核心結構一般包括定模、動模、型腔、澆注系統、冷卻系統和頂出機構
什么是鋁合金模具?它和鋼制模具有什么區別?
鋁合金模具是以鋁合金作為主體材料的成型工具,常用于快速打樣、小批量試制和工藝驗證。與鋼制模具相比,它的最大特點是導熱快、密度低、切削加工速度高,因此能顯著縮短制造周期與試模周期,但在耐磨性、熱疲勞壽命和高壓長期穩定性方面通常不如熱作模具鋼。
從材料性能看,鋁合金的熱導率常被描述為鋼的約 3–4 倍,密度約為鋼的 1/3 左右,因此更容易加工、開閉模慣量更低,也更適合需要快速修改的項目。公開資料還指出,鋁合金模具的電火花加工和高速切削效率較高,尤其適合原型件、汽車試制件和短周期工程項目。
一句話概括:鋼模拼壽命,鋁合金模具拼速度和散熱。如果你的項目更看重試模周期、結構修改和前期驗證效率,鋁合金模具往往更合適;如果看重高壓壽命與長周期穩定生產,鋼模更穩妥。鋁合金模具 通常指用鋁合金制造的快速模具,主要用于原型驗證、小批量試制和快速交付。 鋼制模具 通常指用熱作模具鋼或其他高強度鋼材制造的模具,適用于高壓、高溫和大批量長期生產。 導熱性 材料傳遞熱量的能力;鋁合金導熱高,能幫助縮短冷卻時間并提高節拍。 熱疲勞 材料在反復升溫和降溫中產生裂紋或性能衰減的現象,是模具壽命的重要限制因素。
| 維度 | 鋁合金模具 | 鋼制模具 |
|---|---|---|
| 材料特征 | 輕、導熱快、易加工 | 強度高、耐磨性強、壽命長 |
| 交付周期 | 常見約 2–4 周 | 常見約 4–8 周或更長 |
| 適用批量 | 原型、小批量、試制 | 中大批量、長期量產 |
| 修改難度 | 相對更容易修改 | 修改成本更高 |
| 典型用途 | 注塑試模、低壓鑄造、快速原型 | 壓鑄量產、高壓成型、長期穩定生產 |

鋁合金模具由哪些結構組成?工作原理是怎樣的?
鋁合金模具通常由型腔、型芯、澆注系統、冷卻水路和頂出機構組成,工作原理是將金屬液或熔融材料注入型腔,借助冷卻系統快速降溫并固化,再通過頂出機構完成脫模。由于鋁材導熱性高,模具能更快把熱量帶走,從而縮短單次成型周期。
五大結構分別起什么作用?
- 型腔:決定零件外形和表面精度的核心區域,直接影響成品尺寸與外觀。
- 型芯:形成內部孔洞、空腔或倒扣結構,與型腔配合完成合模。
- 澆注系統:包括澆口、流道和內澆口,用于控制材料進入型腔的路徑和速度。
- 冷卻水路:負責帶走熱量,幫助控制溫差、縮短冷卻時間并穩定成型質量。
- 頂出機構:通過頂針、頂板等部件將制品從模腔中推出,避免粘模。
低壓、重力、高壓鑄造的充型邏輯有何不同?
三種工藝的差異主要在于金屬液進入型腔時的驅動力不同。低壓鑄造依靠氣壓緩慢推送金屬液,適合要求致密性更高、氣孔更少的零件;重力鑄造主要靠重力自然充型,成本較低,適合結構簡單、壁厚相對均勻的產品;高壓鑄造則以更高的充型壓力和更快的速度填充型腔,適合薄壁復雜件。工藝不同,但都離不開穩定的模溫控制與合理的冷卻設計。
鋁液溫度通常在 650–700℃ 左右,模具預熱到約 200℃ 更有利于減少冷隔和充型缺陷;模溫波動越穩定,零件尺寸穩定性通常越好。公開研究與工程資料均強調,模具的溫度分布、冷卻通道位置和頂出時機,是決定鋁合金模具穩定性的關鍵因素。
7075、6061、2A12鋁合金牌號在模具應用中怎么選?
選擇鋁合金模具材料時,通常會優先考慮 6061-T6、7075-T6 和 2A12 等牌號,其中 6061-T6 更適合打樣和小批量,7075-T6 更適合承載更高機械負荷的型腔,而 2A12 更常用于模架或支撐結構。材料選型的核心不是“越強越好”,而是要讓強度、加工性和成本達到平衡。
| 牌號 | 布氏硬度 | 抗拉強度 | 典型用途 |
|---|---|---|---|
| 6061-T6 | 約 95 HB | 約 45,000 psi[3] | 試模、小批量原型 |
| 7075-T6 | 約 150 HB | 約 83,000 psi[4] | 高負荷型腔、承壓部位 |
| 2A12 | 約 105 HB | 約 62,000 psi[5] | 模架、結構支撐 |
2A12 屬于鋁銅系合金,機械性能較好,但導熱性、抗熱疲勞和直接承受高溫循環的能力通常不如更適合作快速模具的牌號,因此更適合做模架、支撐件或過渡結構。工程上常見做法是:先用 6061 完成結構驗證,再根據產量和受力情況切換到 7075,以兼顧開發效率和使用壽命。

鋁合金模具常見失效模式有哪些?如何預防熱裂、磨損與變形?
鋁合金模具最常見的失效模式包括熱裂、表面磨損和型腔變形,其中熱裂最典型,通常與反復熱循環造成的熱應力集中有關。只要從圓角設計、冷卻布局、材料選擇和熱處理工藝四個方面同步優化,就能顯著延長模具穩定工作時間。
?? 常見錯誤: 把“鋁合金模具”誤解為“用鋁材做的壓鑄鋼模”。實際上,壓鑄鋁件(例如 ADC12、A380)通常使用 H13、8407 等熱作模具鋼來承受約 660℃ 的鋁液沖刷;而鋁合金模具更多指用于快速原型或小批量生產的鋁制模具。
- 熱裂:反復升溫降溫會讓表面出現龜裂紋,尖角位置最容易先裂。工程上通常會把內圓角半徑設計到 2 mm 以上,并通過更合理的冷卻路徑減少溫差。
- 表面磨損:高速金屬液或熔融材料長期沖刷型腔表面,會讓尺寸逐漸偏大。常見措施包括硬質陽極氧化、表面涂層和適當降低流速。
- 型腔變形:鋁合金的剛性和高溫強度低于鋼材,長期受壓后可能產生永久變形,因此需要在設計階段強化受力區并進行成型分析。
加工質量也會影響失效速度。公開加工資料指出,采用多次應力消除熱處理和高精度數控加工,可將型腔綜合誤差控制在 0.01–0.02 mm[7] 級別,并降低殘余應力,從而減少早期熱裂和尺寸漂移風險。

鋁合金模具適合哪些應用場景?壓鑄和擠壓怎么選?
鋁合金模具更適合中小批量、交付周期緊、結構復雜但產量不高的項目,常見于注塑試模、低壓鑄造、重力鑄造和鋁型材擠壓試模。它的經濟區間通常在 5,000–10,000 件左右,超過這個區間后,鋼模在單件攤銷成本上往往更占優勢。
低壓鑄造和重力鑄造分別適合什么產品?
低壓鑄造更適合對內部致密性要求較高、壁厚變化不大的零件,例如新能源汽車電機殼、副車架、車載充電殼體等;重力鑄造則更適合結構相對簡單、批量適中、成本敏感的支架類或箱體類產品。隨著 2026 年新能源汽車零部件需求繼續增長,低壓與重力鑄造在車載殼體領域的應用仍在擴大。
什么情況必須轉鋼模?
當年產量進入 5 萬件以上、或零件需要承受更高壓鑄壓力、長期高溫循環和更頻繁的模腔沖擊時,就應該認真評估鋼模方案。對于 ADC12、A380 這類常見壓鑄鋁合金,若目標是穩定量產和更長壽命,H13、8407 等熱作模具鋼通常更合適。
鋁合金模具和鋼制模具全生命周期成本誰更劃算?
全生命周期成本的判斷核心是產量和修改次數:如果是小批量、短周期、頻繁改型的項目,鋁合金模具往往更便宜;如果是長期穩定量產,鋼制模具更容易把高開模成本攤薄到單件。2024 年公開展會技術資料顯示,高導熱鋁模方案可把制造成本降低約 10%–約 20%,并把壓鑄周期縮短約 15%–約 25%。
| 維度 | 鋁合金模具 | 鋼制模具 |
|---|---|---|
| 開模費 | 通常更低,且修改更靈活 | 通常更高,修改成本更高 |
| 交付周期 | 約 2–4 周 | 約 4–8 周或更長 |
| 壽命表現 | 更適合小批量和試模 | 更適合高壓和長期量產 |
| 單位成本 | 小批量更有優勢 | 大批量更有優勢 |
如果你的項目年產量在萬件以內、且仍處于設計迭代階段,鋁合金模具通常更劃算;如果產量繼續上升并且對尺寸一致性要求更高,則鋼模更適合承擔長期生產任務。對于需要頻繁修改的項目,鋁模的加工效率和返修便利性會明顯降低試錯成本。
關于鋁合金模具的常見問題
工程師和采購最常問的,通常是“能做多少模次”“壞了能不能修”“交期多久”“能否用于新能源零部件”。這些問題的答案都要回到產量、工藝和材料三項指標上,而不是只看價格。
鋁合金模具能做多少模次?
如果是注塑或輕載成型場景,鋁合金模具的經濟生產區間通常約為 5,000–10,000 件;若是壓鑄這種高溫高壓沖擊環境,實際壽命會更低,需要按零件復雜度、模溫控制和材料疲勞情況重新評估。超過經濟區間后,鋼模在單件成本上往往更有優勢。
型腔裂了能修嗎?交期多長?
能修。對鋁合金模具來說,局部磨損、細小龜裂和邊角缺損通常可通過焊補、打磨和局部重加工恢復;由于鋁材切削性好,原型或試模項目的交期常見約 2–4 周,而鋼模通常需要更長時間。對于需要快速驗證方案的項目,這種時間差非常關鍵。
鋁合金模具適合新能源零部件嗎?
適合,尤其適合新能源汽車中的車載充電殼體、控制盒、結構支架和部分熱管理相關零件。隨著 2026 年新能源車型持續放量,OBC、DCDC、PDU 等零部件對快速開模和輕量化驗證的需求仍在增長,鋁合金模具因此在試產階段很有價值。
總結與選型建議
選鋁合金模具時,最重要的是先判斷項目所處階段:如果是原型驗證、小批量試制或需要快速改型,鋁合金模具通常更合適;如果是高壓長期量產,則應優先考慮鋼模。材料牌號、失效模式和批量規模三者共同決定最終選型,而不是只看單一成本。
不同批量和結構下的模具方案怎么定?
如果批量在 5,000 件以內、且結構復雜或者仍處在反復修改階段,優先選鋁合金模具;如果產量超過萬件并且追求更長壽命,鋼模通常更劃算。對于精密成型零件,型腔綜合誤差建議控制在 0.01–0.02 mm[10] 級別,通常需要配合數控精加工和電火花成型工藝。
- 原型試制:6061-T6,強調成本低、加工快
- 小批量高負荷:7075-T6,強調硬度和承載能力
- 大批量量產:鋼模,強調壽命和單件攤銷
什么時候該找專業鑄造模具廠評估?
如果項目涉及新能源零部件、低壓鑄造、重力鑄造或高復雜度型腔,建議在開模前盡早讓專業模具廠介入。專業評估通常會覆蓋模具結構分析、產品成型分析、冷卻水路布局和頂出方案設計,這些因素會直接影響后期修模頻率、成品率和總成本。























