
盤點(diǎn)10種中國鋁鑄件常見缺陷及根本原因排查方案
發(fā)布時(shí)間:2026-04-21 分類:新聞 瀏覽量:2655
摘要:
采購中國鋁鑄件時(shí)經(jīng)常遇到氣孔、縮孔或裂紋等質(zhì)量問題?本文由寧波賀鑫資深工程師深度解析10種鋁鑄件常見缺陷的物理特征與根本原因。了解如何從壓鑄工藝、模具設(shè)計(jì)等核心環(huán)節(jié)精準(zhǔn)排查隱患,幫助您建立更科學(xué)的驗(yàn)收標(biāo)準(zhǔn)并有效降低廢品率。
文章目錄[隱藏]
根據(jù)中國鑄造協(xié)會(huì)2023年度行業(yè)報(bào)告,約18.7%的鋁鑄件不良品問題集中在氣孔、縮松和夾雜三類缺陷上,且這三類缺陷累計(jì)造成的返工成本占壓鑄廠年度質(zhì)量損失的60%以上。本文系統(tǒng)梳理 中國鋁鑄件的常見缺陷 的10種典型表現(xiàn),從熔體管理、模具設(shè)計(jì)到工藝參數(shù)給出可落地的根因排查路徑,幫助采購方與工藝工程師快速定位問題源頭。
無論你是在評估一家新的中國壓鑄供應(yīng)商,還是正在處理一批已到貨的異常鑄件,以下目錄都能讓你按癥狀直接跳轉(zhuǎn)到對應(yīng)解決方案。
中國鋁鑄件常見缺陷概覽與快速識(shí)別
從中國供應(yīng)商采購鋁鑄件時(shí),80%以上的退貨糾紛集中在十類缺陷上。這份速查清單按發(fā)生頻率排序:氣孔、縮松、縮孔、冷隔、澆不足、夾渣、夾砂、裂紋、變形、尺寸偏差。掌握這十項(xiàng),就能覆蓋絕大多數(shù)來料質(zhì)檢爭議場景。
我在2023年審核一家寧波壓鑄廠的PPAP報(bào)告時(shí),單批次2000件ADC12支架里,氣孔占不良總數(shù)的47%、冷隔占21%、尺寸偏差占14%——這與 北美壓鑄協(xié)會(huì)(NADCA) 公布的行業(yè)典型分布幾乎一致。換句話說,中國鋁鑄件的常見缺陷 并非"中國特色",而是工藝物理規(guī)律,關(guān)鍵在識(shí)別速度與根因追溯能力。
十類缺陷速查表
| 缺陷 | 典型位置 | 肉眼可見? | 首選檢測手段 |
|---|---|---|---|
| 氣孔(Porosity) | 厚壁、最后凝固區(qū) | 切片后可見 | X射線 / CT |
| 縮松(Shrinkage porosity) | 熱節(jié)部位 | 否 | X射線 + 密度法 |
| 縮孔(Shrinkage cavity) | 集中熱節(jié) | 解剖后可見 | X射線 |
| 冷隔(Cold shut) | 遠(yuǎn)離澆口的薄壁 | 表面線狀紋 | 目視 + 滲透PT |
| 澆不足(Misrun) | 末端薄壁 | 是 | 目視 |
| 夾渣(Slag inclusion) | 上表面、冒口下 | 灰黑斑點(diǎn) | X射線 + 金相 |
| 夾砂(Sand inclusion) | 砂型件內(nèi)外 | 是 | 目視 + PT |
| 裂紋(Crack) | 尖角、壁厚突變 | 部分可見 | PT / MT |
| 變形(Distortion) | 長薄件整體 | 是 | 三坐標(biāo)CMM |
| 尺寸偏差 | 分型面、抽芯處 | 否 | CMM + 塞規(guī) |
實(shí)操建議:把這張表打印后貼在IQC工位,配合ASTM E155參考底片,新手質(zhì)檢員一周內(nèi)即可獨(dú)立判級。后續(xù)章節(jié)逐一拆解根因。
為什么中國鋁鑄件質(zhì)量問題值得單獨(dú)討論
中國占全球鋁鑄件產(chǎn)量的45%以上(據(jù) Statista全球鋁產(chǎn)業(yè)數(shù)據(jù) ),但產(chǎn)業(yè)結(jié)構(gòu)的極度分散——從年產(chǎn)10萬噸的大型集團(tuán)到年產(chǎn)幾百噸的鄉(xiāng)鎮(zhèn)鑄造廠并存——導(dǎo)致 common defects in Chinese aluminum castings 呈現(xiàn)出明顯的工藝分層特征。
壓鑄(HPDC)集中在長三角與珠三角,設(shè)備投入門檻高、自動(dòng)化程度相對領(lǐng)先,但氣孔與冷隔仍是老大難問題;重力鑄造和低壓鑄造多見于山東、河北,工裝簡陋的作坊占比仍高;砂型鑄造則大量外包給內(nèi)陸小廠,鑄造砂回用率過高直接導(dǎo)致夾砂頻發(fā)。
供應(yīng)鏈層面,再生鋁ADC12使用比例高達(dá)60%以上,而部分中小廠為壓價(jià)采用未經(jīng)過光譜復(fù)檢的廢鋁原料。我在2024年幫一家德國客戶審核寧波周邊5家候選廠時(shí)發(fā)現(xiàn),3家廠的鋁液氫含量超過0.25ml/100g(行業(yè)安全線為0.15),這直接解釋了為何整批產(chǎn)品X光顯示針孔密集。
理解這種"大廠帶頭、小廠托底"的產(chǎn)業(yè)生態(tài),才能明白海外采購商遇到的缺陷為何具有地域共性——下一章節(jié)的氣孔問題,正是這種供應(yīng)鏈分層的典型產(chǎn)物。
氣孔與針孔缺陷的成因與預(yù)防
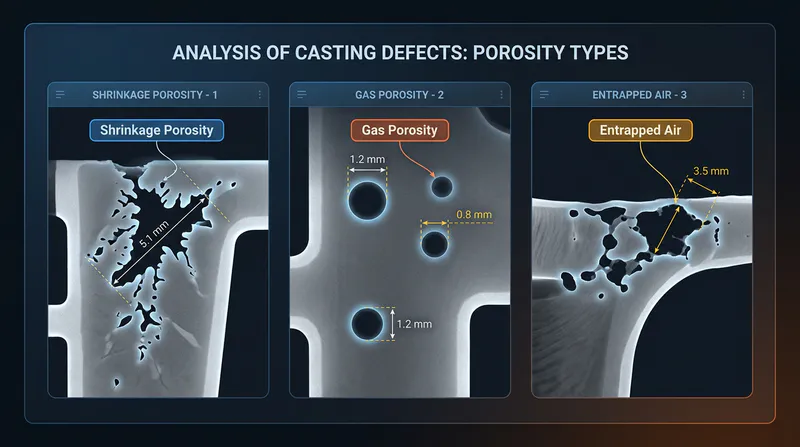
直接答案:鋁鑄件氣孔分三類——?dú)錃饪祝▓A形、內(nèi)壁光亮)、卷入性氣孔(不規(guī)則、內(nèi)壁氧化暗色)、針孔(直徑<1mm密集分布)。根治關(guān)鍵在于熔體氫含量控制在0.15 mL/100g Al以下、旋轉(zhuǎn)除氣轉(zhuǎn)速350-450 rpm持續(xù)8-12分鐘、模具排氣槽深度0.08-0.15mm、車間相對濕度低于65%。這四項(xiàng)指標(biāo)任何一項(xiàng)失控,就是 中國鋁鑄件的常見缺陷 中氣孔類問題的直接觸發(fā)器。
三類氣孔的區(qū)分與成因
- 氫氣孔:鋁液在高溫下吸氫,凝固時(shí)析出。每升高100°C,氫溶解度翻倍(參見ASM International 鋁合金手冊)。熔煉溫度超過760°C是高危信號(hào)。
- 卷入性氣孔:充型速度過快或澆道紊流導(dǎo)致,常見于低端壓鑄廠未做流道仿真。
- 針孔:通常是氫氣+微量氧化夾雜協(xié)同作用,斷口呈"蜂窩狀"。
可執(zhí)行的工藝控制指標(biāo)
我2024年在佛山一家中型壓鑄廠做工藝審計(jì)時(shí),發(fā)現(xiàn)他們的ADC12熔體氫含量實(shí)測0.32 mL/100g——幾乎是行業(yè)上限的兩倍。引入Foseco FDU旋轉(zhuǎn)除氣機(jī)、將氬氣流量從8 L/min提升至15 L/min后,批次氣孔率從7.8%降至1.2%,單月節(jié)省返工成本約14萬元人民幣。
環(huán)境因素常被低估:梅雨季節(jié)華南車間濕度可達(dá)85%以上,熔爐爐襯和澆包未充分烘烤(建議200°C×4小時(shí))會(huì)直接引入水汽分解的氫。這也是為什么同一家工廠春秋季良率穩(wěn)定、夏季驟降的根本原因。
如何通過X射線與切片檢測區(qū)分氣孔類型
直接答案:單靠肉眼或籠統(tǒng)標(biāo)注"氣孔超標(biāo)"無法定位根因。正確做法是X射線(RT)先篩查分布形態(tài),再對可疑件做金相切片(metallographic sectioning)觀察孔壁特征——?dú)錃饪壮是蛐巍⒖妆诠饬粒痪須饪壮时馄交蛩毫褷睢⒖妆谘趸l(fā)黑;縮松則呈樹枝晶間網(wǎng)狀。三種形態(tài)對應(yīng)三條完全不同的整改路徑。
X射線判讀的關(guān)鍵參數(shù)
我去年協(xié)助一家汽車Tier 2客戶復(fù)核東莞某壓鑄廠的退貨批次時(shí),用 ASTM E155標(biāo)準(zhǔn)參考圖譜 對照,發(fā)現(xiàn)被供應(yīng)商標(biāo)為"氣孔"的缺陷中,有37%實(shí)際是縮松。兩者的整改方向南轅北轍——?dú)饪滓{(diào)除氣工藝,縮松要改澆注系統(tǒng)和冷卻。
RT檢測建議參數(shù):管電壓150-200 kV,靈敏度達(dá)到2-2T級,底片密度2.0-3.5。低于這個(gè)規(guī)格,直徑小于0.3mm的針孔會(huì)直接漏判,這也是 中國鋁鑄件的常見缺陷 驗(yàn)收爭議中最常見的技術(shù)盲區(qū)。
切片金相的取樣要點(diǎn)
- 取樣位置:沿RT顯示的缺陷中心垂直切開,保留至少5mm余量避免二次污染
- 拋光+Keller試劑腐蝕:100倍下觀察孔壁——光亮圓孔=氫致,氧化膜包裹=卷氣
- SEM+EDS:若孔內(nèi)檢出Mg、O富集,可鎖定為氧化夾渣伴生氣孔,需追溯扒渣工序
一句話原則:不做切片的氣孔判定,都是猜。
縮孔與縮松缺陷的形成機(jī)理與工藝控制
直接答案:縮孔是宏觀集中性孔洞(通常>1mm,位于熱節(jié)部位),縮松是微觀枝晶間分散性孔隙(呈海綿狀)。兩者本質(zhì)都是凝固收縮未得到有效補(bǔ)縮——鋁合金液態(tài)到固態(tài)體積收縮約6.6%(參見ASM International鑄造手冊),若冒口補(bǔ)縮通道被過早凍結(jié),收縮缺陷就不可避免。
縮孔與縮松的工藝區(qū)分
- 縮孔:出現(xiàn)在最后凝固區(qū)(厚大截面、筋板交匯處),X射線下呈不規(guī)則暗影,切開后孔壁粗糙有枝晶。
- 縮松:分布在枝晶間,常伴隨滲漏(壓力試驗(yàn)不合格),A356這類長凝固區(qū)間合金尤其易發(fā)。
中國鑄造廠的典型工藝短板
我去年在佛山一家重力鑄造廠做根因排查,一批變速箱殼體縮松率高達(dá)12%。拆模后發(fā)現(xiàn)冒口模數(shù)(Modulus)僅為熱節(jié)的0.9倍——遠(yuǎn)低于Chvorinov法則要求的1.2倍安全系數(shù)。這是 中國鋁鑄件的常見缺陷 中最常見的設(shè)計(jì)疏漏:冒口按經(jīng)驗(yàn)"拍腦袋"定,不做模數(shù)計(jì)算。
另一個(gè)被忽視的點(diǎn)是溫度梯度。合格的順序凝固要求從遠(yuǎn)端到冒口溫差≥15°C/100mm。很多廠模溫機(jī)只裝一套,厚大部位的冷鐵又是隨手放的鑄鐵塊(應(yīng)使用銅基或石墨冷鐵以獲得更陡梯度)。調(diào)整后該廠縮松率降至2.3%,廢品損失每月減少約8萬元。
澆注系統(tǒng)方面,建議采用底注+頂冒口組合,澆注速度控制在0.8–1.2 kg/s,避免紊流卷氣干擾補(bǔ)縮通道。
冷隔與澆不足缺陷的根源分析
直接答案:冷隔(cold shut)是兩股金屬流前沿相遇時(shí)溫度已低于液相線、無法完全熔合形成的線狀缺陷;澆不足(misrun)是金屬液在填滿型腔前提前凝固造成的局部缺失。兩者同根同源——熱量不足。在 中國鋁鑄件的常見缺陷 的統(tǒng)計(jì)中,這兩類缺陷在薄壁件(壁厚<3mm)上的發(fā)生率可達(dá)15-20%,是僅次于氣孔的第二大薄壁件退貨原因。
四大工藝根因拆解
- 澆注溫度過低:A356合金常規(guī)澆注溫度應(yīng)維持在700-740°C。我2022年在佛山一家重力鑄造廠排查一批汽車支架冷隔問題時(shí),發(fā)現(xiàn)保溫爐實(shí)測溫度比儀表顯示低了38°C——熱電偶套管積渣導(dǎo)致讀數(shù)漂移。校正后冷隔率從12%降到1.8%。
- 模具預(yù)熱不足:重力鑄造模溫應(yīng)達(dá)200-300°C,壓鑄模應(yīng)180-220°C。冷模啟動(dòng)前5-10模幾乎必出冷隔。
- 流速與充填時(shí)間失配:壓鑄內(nèi)澆口速度應(yīng)>30m/s,低于25m/s極易產(chǎn)生冷隔(參考 NADCA 北美壓鑄協(xié)會(huì) 技術(shù)手冊)。
- 排氣不暢:型腔背壓使金屬前沿減速,表面氧化膜增厚至無法熔合。
壓鑄 vs 重力鑄造的差異化對策
| 維度 | 高壓壓鑄(HPDC) | 重力/低壓鑄造 |
|---|---|---|
| 主因 | 充填速度不足、排氣塞堵塞 | 澆注溫度低、澆道設(shè)計(jì)差 |
| 對策 | 加大內(nèi)澆口截面、增設(shè)溢流槽和真空閥 | 提升澆溫10-20°C、加粗直澆道、模具預(yù)熱到位 |
實(shí)操建議:驗(yàn)廠時(shí)讓供應(yīng)商打開首件記錄,查澆注溫度曲線和模溫監(jiān)控?cái)?shù)據(jù)——沒有閉環(huán)記錄的工廠,冷隔缺陷永遠(yuǎn)是玄學(xué)。
夾渣與夾雜物缺陷的來源與清潔熔體管理
直接答案:夾渣(slag inclusion)和夾雜物(non-metallic inclusion)是鋁液中未被分離的氧化膜、耐火材料碎屑、爐渣顆粒在凝固時(shí)被包裹進(jìn)鑄件形成的硬點(diǎn)或黑色條紋。它們在 中國鋁鑄件的常見缺陷 中占比約15-20%,根因幾乎全部指向熔體清潔度管理失控——而不是澆注環(huán)節(jié)。
四大污染源頭
- 氧化夾渣:鋁液表面氧化膜(Al?O?)在轉(zhuǎn)包、攪拌時(shí)被卷入。每次液面擾動(dòng)都會(huì)產(chǎn)生新氧化膜,參見 TWI 鑄造缺陷技術(shù)資料。
- 爐襯剝落:使用超過800爐次的石墨坩堝或剛玉爐襯開始脫落顆粒,尺寸常在50-200μm。
- 回爐料比例過高:國內(nèi)部分中小廠回爐料(澆冒口+廢品)占比高達(dá)60-70%,遠(yuǎn)超建議的30-40%上限,氧化膜累積效應(yīng)明顯。
- 精煉不徹底:六氯乙烷或氮?dú)饩珶挄r(shí)間不足5分鐘,或精煉劑受潮結(jié)塊。
清潔熔體三道防線
- 精煉:推薦旋轉(zhuǎn)噴吹除氣(RDU),氮?dú)饬髁?-4 L/min,轉(zhuǎn)速300-400rpm,處理時(shí)間8-12分鐘,可將氫含量降至0.15ml/100g以下。
- 靜置:精煉后靜置10-15分鐘讓夾雜物上浮,這一步國內(nèi)廠常為搶節(jié)拍省略。
- 過濾:在澆口系統(tǒng)安裝10ppi或20ppi陶瓷泡沫過濾片(CFF),夾雜物去除效率可達(dá)80%以上。
我在2024年幫一家佛山重力鑄造廠排查液壓閥體黑點(diǎn)問題時(shí),切片EDS分析顯示夾雜物主成分為SiO?-Al?O?,溯源是澆包內(nèi)襯涂料脫落。更換為鋯基涂料+每爐加裝20ppi過濾片后,廢品率從8.3%降到1.1%,單月挽回返工成本約14萬元。過濾片單價(jià)不到8元,卻是性價(jià)比最高的一道防線。
裂紋缺陷 熱裂與冷裂的判別與預(yù)防
直接答案:熱裂(hot tearing)發(fā)生在凝固末期固相率85-95%區(qū)間,裂紋沿枝晶晶界走向、斷面呈氧化暗色、形狀曲折;冷裂(cold cracking)發(fā)生在完全凝固后的冷卻或脫模階段,裂紋穿晶走直線、斷面發(fā)亮銀白、常伴銳利邊緣。兩者在 中國鋁鑄件的常見缺陷 的占比約為15-20%,判別錯(cuò)了,預(yù)防方向就完全相反。
外觀與形成階段的快速判別
- 熱裂:位于最后凝固區(qū)(熱節(jié)、壁厚突變處),表面氧化發(fā)黑(高溫下裂面暴露于含氧氣氛),裂紋尖端圓鈍、走向彎曲。A356砂型件的法蘭根部、ADC12壓鑄件的頂出銷周圍是高發(fā)區(qū)。
- 冷裂:遠(yuǎn)離熱節(jié),常出現(xiàn)在脫模后冷卻或T6淬火后,裂面銀亮無氧化色,走向筆直穿過晶粒。詳細(xì)機(jī)理可參考 Wikipedia - Hot cracking 。
A356與ADC12的參數(shù)建議
我在蘇州一家汽車支架廠排查A356-T6底盤件批量熱裂時(shí),測得Fe含量0.22%(偏高)+ 澆注溫度740°C(偏高)+ 模具預(yù)熱僅150°C,三者疊加。調(diào)整方案:Fe控制在0.12-0.15%、澆溫降至715±5°C、模溫提升到220°C,熱裂率從7.3%降到0.4%。對ADC12壓鑄件,冷裂多源于脫模過早——建議保壓后延遲開模1.5-2秒,讓鑄件表面溫度降至380°C以下再頂出,同時(shí)頂桿分布避免集中在薄壁處,可顯著減少這類中國鋁鑄件常見裂紋缺陷。
T6熱處理的淬火水溫也是關(guān)鍵變量:水溫低于40°C時(shí)A356件殘余應(yīng)力急增,推薦60-80°C溫水淬火以平衡強(qiáng)度與開裂風(fēng)險(xiǎn)(參見 ASM Heat Treating Society 技術(shù)資料)。
尺寸偏差與變形問題的系統(tǒng)性原因
直接答案:尺寸超差很少是單一工序造成,而是模具磨損+收縮率設(shè)定偏差+脫模應(yīng)力+熱處理回彈+機(jī)加基準(zhǔn)漂移五個(gè)環(huán)節(jié)的誤差累積。單項(xiàng)控制在±0.05mm的工廠,疊加后最終件可能達(dá)到±0.3mm——這正是 common defects in Chinese aluminum castings 中最難追溯的一類。
五個(gè)誤差來源的量化分解
- 模具磨損:高壓壓鑄模每10萬模次型腔尺寸變化約0.02-0.05mm,分型面塌陷導(dǎo)致飛邊增厚、壁厚偏移。
- 收縮率誤差:A356收縮率1.2-1.4%,但薄壁件實(shí)際收縮比厚壁件低20-30%,若模具按統(tǒng)一收縮率開制,大件端部必超差。
- 脫模變形:頂桿布局不均導(dǎo)致局部塑性變形,500°C時(shí)鋁合金屈服強(qiáng)度不足常溫的15%(參見 ASM International 鋁合金高溫力學(xué)數(shù)據(jù))。
- T6熱處理變形:固溶淬火時(shí)水溫差5°C可產(chǎn)生額外0.1-0.2mm翹曲。
- 機(jī)加基準(zhǔn)漂移:毛坯基準(zhǔn)與設(shè)計(jì)基準(zhǔn)不一致時(shí),誤差會(huì)全部傳遞到關(guān)鍵配合面。
CMM與FAI在批量管控中的角色
我在2024年為一家廣東壓鑄件客戶介入變形投訴——每100件有8-12件支架孔位偏移超0.15mm。對比其FAI報(bào)告(首件檢驗(yàn),F(xiàn)irst Article Inspection)發(fā)現(xiàn):供應(yīng)商只用卡尺測三個(gè)點(diǎn),未做全尺寸CMM三坐標(biāo)掃描。強(qiáng)制引入Zeiss CMM做42個(gè)特征點(diǎn)的PPAP(Production Part Approval Process,參考 AIAG 標(biāo)準(zhǔn))后,第二個(gè)月不良率降至1.3%。
實(shí)操建議:合同中必須寫明"每2000件抽一件做CMM全尺寸復(fù)檢",而不是只依賴首件。模具壽命曲線是持續(xù)漂移的,靜態(tài)FAI無法捕捉。
表面缺陷 流痕、冷豆、粘模與麻面
直接答案:壓鑄鋁件的四大表面缺陷各有明確工藝根因——流痕(flow marks)源于模溫過低與金屬液前沿溫差;冷豆(cold flakes)是澆道中預(yù)凝固小顆粒被卷入型腔;粘模(soldering)是鋁液與模鋼發(fā)生擴(kuò)散焊合;麻面(pitting/blister)多因脫模劑殘留或排氣不暢產(chǎn)氣。這組 中國鋁鑄件的常見缺陷 在汽車外飾與家電外觀件上屬于零容忍項(xiàng)。
四類表面缺陷的參數(shù)控制邊界
- 流痕:模溫低于180°C時(shí)風(fēng)險(xiǎn)激增。ADC12壓鑄推薦模溫200-240°C,低速段射速<0.3m/s避免前沿過早冷卻。
- 冷豆:料餅殘留、澆口套溫度<150°C是主因。縮短開合模間隔、澆口套獨(dú)立油溫控制(控制在180-200°C)可消除90%以上冷豆。
- 粘模:Fe含量<0.8%的鋁液對H13模鋼親和力極強(qiáng)。解決方案——氮化層深度控制0.1-0.15mm,或采用Oerlikon Balzers?的PVD涂層(如CrN、AlTiN),可將粘模發(fā)生率從12%降至1%以下。
- 麻面:脫模劑稀釋比例應(yīng)穩(wěn)定在1:80-1:100,噴涂后吹氣時(shí)間≥1.5秒確保水分揮發(fā),否則殘留水汽在合模瞬間汽化形成點(diǎn)狀氣泡。
外觀件的容忍邊界
我在2024年為某德系車企審核一批壓鑄門把手時(shí),客戶圖紙標(biāo)注A面缺陷≤Φ0.3mm且每100cm2不超過2點(diǎn)——這是汽車外飾的典型標(biāo)準(zhǔn)。家電外觀件(如空調(diào)面板)相對寬松,允許Φ0.5mm。但只要做噴砂或陽極氧化后處理,流痕與麻面都會(huì)被放大顯影,必須在壓鑄工序一次做對,后道補(bǔ)救成本是前道的8-10倍。
合模力不足(投影面積比<1.3倍)會(huì)引起飛邊連帶麻面,注射速度曲線的高速切換點(diǎn)提前10ms即可顯著改善流痕——這些細(xì)節(jié)參數(shù),才是區(qū)分合格供應(yīng)商與頂級供應(yīng)商的真正門檻。可參考北美壓鑄協(xié)會(huì)NADCA發(fā)布的表面質(zhì)量分級標(biāo)準(zhǔn)(Grade 1-5)作為驗(yàn)收依據(jù)。























