
What Are Aluminum Alloy Molds? A Detailed Explanation of Their Principles, Structure, and Applications
Date: 2026-07-01 Category:Blog Views: 675
Excerpt:
What Are Aluminum Alloy Molds? This article provides a systematic analysis of the advantages and limitations of aluminum alloy molds—covering material properties, forming principles, mold structures, common applications, and design considerations—to help engineering and technical personnel quickly gain a comprehensive understanding.
Article Catalog[Hidden]
- Key Points
- Key Highlights
- What is an aluminum alloy mold? How does it differ from a steel mold?
- What are the structural components of an aluminum alloy mold? How does it work?
- How do you choose between 7075, 6061, and 2A12 aluminum alloy grades for mold applications?
- What are the common failure modes of aluminum alloy molds? How can hot cracking, wear, and deformation be prevented?
- What applications are aluminum alloy molds suitable for? How do you choose between die casting and extrusion?
- Which is more cost-effective over their entire lifecycle: aluminum alloy molds or steel molds?
- Frequently Asked Questions About Aluminum Alloy Molds
- Summary and Recommendations for Selection
Aluminum Alloy MoldsThis term typically refers to rapid prototyping molds made of aluminum alloy, which are suitable for prototype validation, small-batch production, and projects with tight deadlines. Their key advantages include fast machining, good thermal conductivity, and ease of modification; however, they generally perform worse than steel molds in terms of service life, wear resistance, and long-term stability under high pressure. For scenarios requiring trial molds to be completed within 2–5 weeks and involving small batch sizes, aluminum alloy molds often offer better value for money than steel molds.
Quick Answer: Aluminum alloy molds are rapid prototyping tools made primarily from aluminum alloy, commonly used for injection molding, die casting, low-pressure casting, and extrusion trial molds. Their value lies in their rapid heat conduction, fast machining, and quick turnaround, making them suitable for small-batch production runs of 5,000–10,000 units; however, for applications involving high pressure, high temperatures, or production runs in the millions, it is generally advisable to switch to steel molds.
Key Points
- In technical terms, “aluminum alloy molds” generally refer to rapid-prototyping molds made of aluminum; they are not the same as the steel molds used for die-casting aluminum parts.
- Aluminum alloys have significantly higher thermal conductivity than steel—often described in public sources as approximately 3–4 times that of steel—which helps shorten cooling cycles.
- Common die steels include H13 and 8407, which are suitable for die-casting environments where they are exposed to molten aluminum at temperatures of approximately 660°C or higher.
- Aluminum alloy molds are suitable for small-batch trial production runs of 5,000–10,000 units; for runs exceeding this range, it is typically necessary to reassess the use of steel molds.
- Prototype molds are typically delivered within 2–4 weeks, while steel molds usually take longer, depending on the structural complexity and manufacturing process.
Key Highlights
- Aluminum alloy molds emphasize “speed,” while steel molds emphasize “service life.”
- 6061-T6 and 7075-T6 are commonly used for aluminum prototype molds and small-batch rapid prototyping molds.
- 6061-T6 has a tensile strength of approximately 45,000 psi, while 7075-T6 has a tensile strength of approximately 83,000 psi; this difference in strength directly affects the cavity's load-bearing capacity.
- Common grades of die-cast aluminum parts include ADC12 and A380, which are suitable for automotive, new energy, and electronic housing components.
- The core structure generally includes the fixed mold, moving mold, cavity, gating system, cooling system, and ejection mechanism.
What is an aluminum alloy mold? How does it differ from a steel mold?
Aluminum alloy molds are forming tools made primarily of aluminum alloy, commonly used for rapid prototyping, small-batch trial production, and process validation. Compared to steel molds, their most notable characteristics are rapid heat conduction, low density, and high machining speeds, which can significantly shorten manufacturing and trial-molding cycles. However, they generally perform worse than hot-work tool steel in terms of wear resistance, thermal fatigue life, and long-term stability under high pressure.
In terms of material properties, the thermal conductivity of aluminum alloys is often described as approximately 3–4 times that of steel, while their density is about one-third that of steel. As a result, they are easier to machine, have lower mold opening and closing inertia, and are better suited for projects requiring rapid modifications. Publicly available information also indicates that aluminum alloy molds offer high efficiency in electrical discharge machining (EDM) and high-speed cutting, making them particularly suitable for prototypes, automotive pre-production parts, and short-cycle engineering projects.
In a nutshell:Steel molds excel in durability, while aluminum alloy molds excel in speed and heat dissipation.If your project prioritizes trial mold cycles, structural modifications, and efficiency in early-stage validation, aluminum alloy molds are often the better choice; if you prioritize high-pressure durability and stable, long-term production, steel molds are the safer option. Aluminum alloy molds typically refer to rapid-prototyping molds made from aluminum alloy, primarily used for prototype validation, small-batch trial production, and rapid delivery. Steel molds generally refer to molds manufactured from hot-work tool steel or other high-strength steels, suitable for high-pressure, high-temperature, and large-volume long-term production. Thermal conductivity: A material’s ability to transfer heat; aluminum alloys have high thermal conductivity, which helps shorten cooling times and increase cycle rates. Thermal Fatigue: A phenomenon in which cracks form or material properties degrade due to repeated heating and cooling cycles; it is a major limiting factor in mold service life.
| dimension (math.) | Aluminum Alloy Molds | Steel Molds |
|---|---|---|
| Material Characteristics | Lightweight, high thermal conductivity, easy to process | High strength, excellent wear resistance, and long service life |
| lead time | Typically about 2–4 weeks | Typically lasts about 4–8 weeks or longer |
| Applicable Batch Size | Prototypes, Small Batches, Pilot Production | Medium-to-large batches; long-term mass production |
| Difficulty of Modification | Relatively easier to modify | Modifications are more expensive |
| typical use | Injection Molding Trials, Low-Pressure Casting, Rapid Prototyping | Mass production via die casting, high-pressure molding, and long-term stable production |

What are the structural components of an aluminum alloy mold? How does it work?
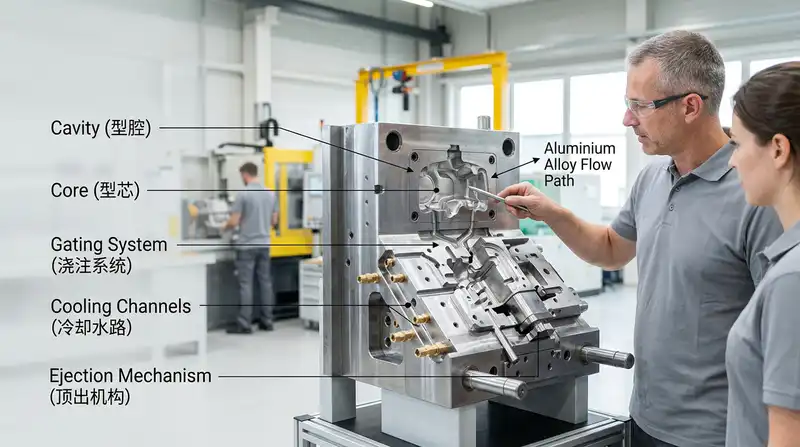
Aluminum alloy molds typically consist of a cavity, a core, a gating system, cooling channels, and an ejection mechanism. The process involves injecting molten metal or other molten materials into the cavity, rapidly cooling and solidifying the material using the cooling system, and then removing the part from the mold using the ejection mechanism. Because aluminum has high thermal conductivity, the mold can dissipate heat more quickly, thereby shortening the cycle time per molding operation.
What are the functions of each of the five structures?
- Cavity: The core area that determines the part's shape and surface finish, directly affecting the finished product's dimensions and appearance.
- core: Forms internal holes, cavities, or undercut features that mate with the mold cavity to complete the closing of the mold.
- Gating System: These include the gate, runner, and sprue, which are used to control the path and speed at which material enters the mold cavity.
- Cooling water circuit: Responsible for removing heat, helping to control temperature differences, shortening cooling time, and ensuring consistent molding quality.
- Ejection Mechanism: Use components such as ejector pins and ejector plates to push the product out of the mold cavity and prevent it from sticking to the mold.
What are the differences in the filling logic between low-pressure, gravity, and high-pressure casting?
The main difference among these three processes lies in the driving force that propels the molten metal into the mold cavity. Low-pressure casting relies on atmospheric pressure to slowly push the molten metal, making it suitable for parts that require higher density and fewer porosity defects; Gravity casting relies primarily on natural filling by gravity, is less costly, and is suitable for products with simple structures and relatively uniform wall thicknesses; high-pressure casting, on the other hand, fills the mold cavity at higher pressures and faster speeds, making it suitable for thin-walled, complex parts. Although the processes differ, they all require stable mold temperature control and proper cooling design.
The temperature of molten aluminum is typically around 650–700°C; preheating the mold to approximately 200°C helps reduce cold shuts and filling defects. The more stable the mold temperature fluctuations, the better the dimensional stability of the parts. Published research and engineering literature consistently emphasize that the temperature distribution within the mold, the location of cooling channels, and the timing of ejection are key factors determining the stability of aluminum alloy molds.
How do you choose between 7075, 6061, and 2A12 aluminum alloy grades for mold applications?
When selecting aluminum alloy mold materials, grades such as 6061-T6, 7075-T6, and 2A12 are typically prioritized. Among these, 6061-T6 is more suitable for prototyping and small-batch production, 7075-T6 is better suited for cavities subjected to higher mechanical loads, and 2A12 is more commonly used for mold bases or support structures. The key to material selection is not simply “the stronger, the better,” but rather striking a balance between strength, machinability, and cost.
| grades | Brinell hardness | tensile strength | typical use |
|---|---|---|---|
| 6061-T6 | Approx. 95 HB | Approximately 45,000 psi[3] | Mold Testing, Small-Batch Prototyping |
| 7075-T6 | Approximately 150 HB | Approximately 83,000 psi[4] | High-load cavities, pressure-bearing areas |
| 2A12 | Approximately 105 HB | Approximately 62,000 psi[5] | Formwork, Structural Supports |
2A12 is an aluminum-copper alloy with good mechanical properties; however, its thermal conductivity, resistance to thermal fatigue, and ability to withstand high-temperature cycling are generally inferior to those of grades better suited for high-speed molds. Therefore, it is more suitable for mold frames, support components, or transition structures. A common engineering practice is to first use 6061 for structural validation, then switch to 7075 based on production volume and stress conditions, in order to balance development efficiency and service life.

What are the common failure modes of aluminum alloy molds? How can hot cracking, wear, and deformation be prevented?
The most common failure modes in aluminum alloy molds include thermal cracking, surface wear, and cavity deformation, with thermal cracking being the most typical; it is usually associated with thermal stress concentration caused by repeated thermal cycles. By simultaneously optimizing the four aspects of fillet design, cooling layout, material selection, and heat treatment processes, the stable operating life of the mold can be significantly extended.
?? Common Mistakes: Misinterpreting “aluminum alloy molds” as “die-casting molds made of aluminum.” In fact, die-cast aluminum parts (such as ADC12 and A380) typically use hot-work die steels like H13 and 8407 to withstand the impact of molten aluminum at approximately 660°C; whereas “aluminum alloy molds” more commonly refer to aluminum molds used for rapid prototyping or small-batch production.
- thermal crack: Repeated heating and cooling can cause surface cracking, with sharp corners being the most prone to cracking first. In engineering practice, the radius of the internal fillet is typically designed to be 2 mm or greater, and temperature differences are minimized through more optimal cooling paths.
- Surface Wear: Prolonged erosion of the cavity surface by high-velocity molten metal or other molten materials can cause the dimensions to gradually increase. Common countermeasures include hard anodizing, surface coatings, and appropriately reducing the flow velocity.
- Cavity Deformation: Aluminum alloys have lower rigidity and high-temperature strength than steel and may undergo permanent deformation after prolonged exposure to pressure; therefore, it is necessary to reinforce load-bearing areas and perform forming analysis during the design phase.
Machining quality also affects the rate of failure. According to published machining data, the use of multiple stress-relief heat treatments and high-precision CNC machining can limit the total cavity error to 0.01–0.02 mm.[7] grade, and reduce residual stress, thereby minimizing the risk of early thermal cracking and dimensional drift.

What applications are aluminum alloy molds suitable for? How do you choose between die casting and extrusion?
Aluminum alloy molds are better suited for projects involving small to medium production runs, tight delivery schedules, and complex structures but low output; they are commonly used in injection molding trials, low-pressure casting, gravity casting, and aluminum extrusion trials. The economic threshold for aluminum molds is typically around 5,000–10,000 units; beyond this range, steel molds often offer a cost advantage in terms of amortized cost per unit.
What types of products are low-pressure casting and gravity casting suitable for, respectively?
Low-pressure casting is better suited for parts that require high internal density and have minimal variations in wall thickness, such as electric motor housings, subframes, and on-board charger housings for new energy vehicles; gravity casting, on the other hand, is better suited for bracket- or enclosure-type products with relatively simple structures, moderate production volumes, and cost-sensitive requirements. As demand for new energy vehicle components continues to grow in 2026, the application of low-pressure and gravity casting in the field of vehicle housings continues to expand.
Under what circumstances is it necessary to switch to steel molds?
When annual production exceeds 50,000 units, or when parts must withstand higher die-casting pressures, prolonged high-temperature cycling, and more frequent cavity impacts, the use of steel molds should be carefully evaluated. For common die-casting aluminum alloys such as ADC12 and A380, hot-work die steels like H13 and 8407 are generally more suitable if the goal is stable mass production and a longer service life.
Which is more cost-effective over their entire lifecycle: aluminum alloy molds or steel molds?
The key factors in assessing total life-cycle costs are production volume and the number of modifications: for projects involving small batches, short cycles, and frequent design changes, aluminum alloy molds are often more cost-effective; for long-term, stable mass production, steel molds are better suited for spreading the high initial mold cost over individual units. Technical data from the 2024 public exhibition shows that high-thermal-conductivity aluminum die solutions can reduce manufacturing costs by approximately 10%–20% and shorten the die-casting cycle by approximately 15%–25%.
| dimension (math.) | Aluminum Alloy Molds | Steel Molds |
|---|---|---|
| Mold Making Costs | Typically lower, and more flexible to modify | Usually higher, with higher modification costs |
| lead time | Approximately 2–4 weeks | Approximately 4–8 weeks or longer |
| Lifespan Performance | Better suited for small batches and trial mold runs | Better suited for high-pressure and long-term mass production |
| Unit Cost | Small batches offer more advantages | There are more advantages to ordering in large quantities |
If your project’s annual production volume is less than 10,000 units and it is still in the design iteration phase, aluminum alloy molds are typically more cost-effective; if production volume continues to rise and there are stricter requirements for dimensional consistency, steel molds are better suited for long-term production. For projects requiring frequent modifications, the machining efficiency and ease of repair offered by aluminum molds can significantly reduce trial-and-error costs.
Frequently Asked Questions About Aluminum Alloy Molds
The questions most frequently asked by engineers and procurement professionals are typically: “How many mold cycles can it handle?” “Can it be repaired if it breaks?” “What is the lead time?” and “Can it be used for new energy components?” The answers to these questions all come down to three key factors—production volume, manufacturing process, and materials—rather than price alone.
How many mold cycles can an aluminum alloy mold withstand?
For injection molding or light-load molding applications, the economic production range for aluminum alloy molds is typically around 5,000–10,000 parts; in high-temperature, high-pressure, and high-impact environments such as die casting, the actual service life will be shorter and must be reassessed based on part complexity, mold temperature control, and material fatigue. Once production exceeds this economic range, steel molds often offer a cost advantage on a per-unit basis.
Can a cracked mold cavity be repaired? What is the lead time?
Repairs are possible. For aluminum alloy molds, localized wear, fine cracks, and damage to edges and corners can typically be restored through welding, grinding, and localized re-machining; due to aluminum’s good machinability, lead times for prototypes or trial molds are typically around 2–4 weeks, whereas steel molds usually require more time. For projects requiring rapid concept validation, this time difference is critical.
Are aluminum alloy molds suitable for new energy components?
It is suitable, particularly for on-board charging housings, control boxes, structural brackets, and certain thermal management components in new energy vehicles. As production volumes of new energy vehicle models continue to grow in 2026, the demand for rapid tooling and lightweight validation of components such as OBCs, DC-DC converters, and PDUs continues to rise; aluminum alloy molds are therefore highly valuable during the pilot production phase.
Summary and Recommendations for Selection
When selecting aluminum alloy molds, the most important step is to first determine the stage of the project: if it involves prototype validation, small-batch trial production, or requires rapid redesign, aluminum alloy molds are generally more suitable; if it involves high-pressure, long-term mass production, steel molds should be prioritized. The final selection is determined by a combination of material grade, failure modes, and production volume, rather than by cost alone.
How do you determine the mold design for different batch sizes and structures?
If the batch size is 5,000 units or fewer, and the part has a complex structure or is still undergoing repeated revisions, aluminum alloy molds are the preferred choice; if production volume exceeds 10,000 units and a longer service life is desired, steel molds are typically more cost-effective. For precision-molded parts, it is recommended to limit the total cavity error to 0.01–0.02 mm.[10] This level typically requires the use of CNC finishing and EDM processes.
- Prototype Development: 6061-T6, emphasizing low cost and fast machining
- Small batches, high volume: 7075-T6, emphasizing hardness and load-bearing capacity
- Mass production: Steel molds, with an emphasis on service life and amortization per unit
When should you consult a professional die-casting mold manufacturer for an evaluation?
If a project involves new energy components, low-pressure die casting, gravity casting, or highly complex cavities, it is recommended to involve a professional mold manufacturer as early as possible before mold production begins. A professional assessment typically covers mold structure analysis, product forming analysis, cooling channel layout, and ejection mechanism design—factors that directly impact the frequency of subsequent mold repairs, yield rates, and total costs.























