
中國アルミニウム鋳造サプライヤー調達ガイド(品質評価およびピット回避チェックリスト付き)
公開日:2026-05-27 カテゴリ:広報 閲覧數:1875
要約:
信頼できるダイカスト鋳造工場をお探しですか?この詳細な中國アルミニウム鋳造サプライヤーソーシングガイドは、資格審査、工程評価から原価計算までの完全なプロセスを詳細に説明します。長年の製造経験により、寧波禾欣は、一般的な鋳物工場の落とし穴を避け、本物の精密機械加工と厳格な品質管理を持つ高品質の供給元工場を迅速に選別するお手伝いをします。有用なサプライヤー評価チェックリストについては、今すぐお読みください。
製品カタログ[隠されている]
中國は世界のアルミ鋳造能力の約55%を占めていますが(Statista Aluminium Industry Reportによる)、このサプライチェーンにおいて、本當にCpk≥1.33を一貫して提供できる工場は20%未満です。この中國アルミ鋳造サプライヤーソーシングガイドは、プロセス選択、適格性監査からコスト分解までの完全な意思決定経路を整理しており、見積もりを依頼する前に70%の危険なサプライヤーを選別するのに役立ちます。このアルミニウム鋳造サプライヤー調達ガイドは、見積もりを依頼する前に70%の危険なサプライヤーを選別するのに役立ち、実施可能な工場検査チェックリストと品質レッドラインを提供します。
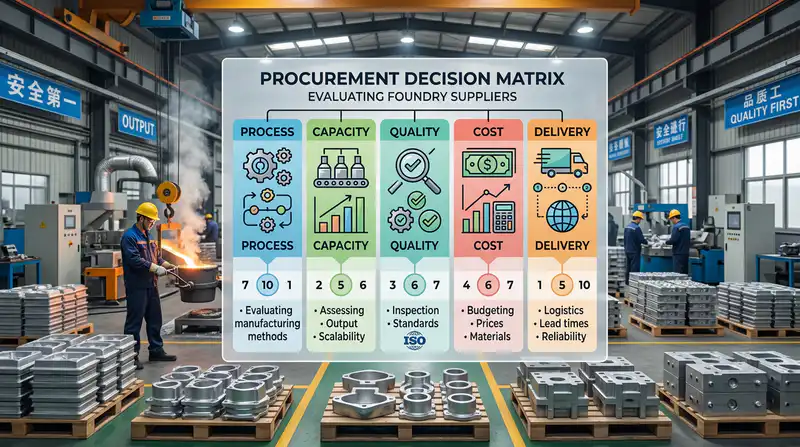
中國におけるアルミニウム鋳造サプライヤー調達のための中核的意思決定フレームワーク
結論は一文だ:中國のアルミ鋳造サプライヤーの調達は、単に引用符を見ることはできませんが、同時に採點で "プロセスマッチング度 - 能力規模 - 品質システム - コスト構造 - 納期能力 "5次元モデルを使用するために、70點未満の任意の1次元は排除されるべきである。この中國アルミ鋳造サプライヤー調達ガイドのコアアイデアは次のとおりです:間違ったプロセスを選択すると、間違った工場を選択するよりも致命的であり、間違った工場を選択すると、プロジェクト全體がより多くの20%-35%隠されたコストを支払うことになります。
なぜグローバル調達において、依然として中國に注目が集まっているのか?その答えは、単に「安い」というだけではない。Statistaが発表した世界の原アルミニウム生産量データによると、2023年の中國の原アルミニウム生産量は約4,100萬トンで、世界生産量の58%以上を占めている。これは、原材料、金型用鋼、切削工具から熱処理爐に至るまでの産業チェーン全體が、國內で完結していることを意味する。納期は東南アジアより4~6週間、メキシコより8週間以上短い。
5次元の意思決定フレームワーク:各次元の定量的閾値
| 次元 | コア試験のポイント | 適格性閾値 |
|---|---|---|
| プロセス?マッチング | 低圧/重力/高圧/砂/金型アライメントの有無 | この工程の年間生産額は、工場総生産額の40%以上である。 |
| 生産能力の規模 | 溶解爐トン數、ダイカストマシン?トン數、年間生産個數 | 毎月の生産能力は、混雑した注文を避けるために、30%バッファを殘すために |
| 品質システム | ISO 9001 / IATF 16949 / AS9100 | 認証の有効性+過去3年間の監督?監査の記録 |
| コスト構造 | 材料、エネルギー、人件費、金型償卻費の比率 | 材料の割合 55%-65% は健康な範囲です |
| 配達可能性 | OTD 納期遵守率、工具の現地化、通関経験 | 過去12ヵ月間のOTD≧92% |
昨年、私はチームを率いて中國東部の自動車構造部品プロジェクトのサプライヤーレビューを行ったが、6つの候補工場が上記の5つの次元に従ってスコアリングされた後、ランキングは最初のオファーランキングとは全く逆のものとなった。OTDオファーが最も低かった工場はわずか78%で、最終的にT1クライアントでPPAP延長の引き金となり、約42,000米ドルの損失が発生した。この事件は、私たちに鉄則を決めさせました:OTDが90%を下回る工場は、たとえ安くても最終候補には入らない。.
調達前に必ず抑えておかなければならない6つの要件のリスト
RFQを送付する前に、購入者は以下の6項目をA4版1ページの「要件凍結文書」に書き、技術部門と品質部門が確認のために署名することを推奨する。そうしないと、その後の変更でコストがコントロールできなくなる。
- アルミニウム合金の等級と規格例えば、A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706)のように、単に「アルミニウム合金」と書いてはいけません。
- 重要寸法公差とGD&TCT クラス(ISO 8062)を定義し、一般的に砂型は CT9-CT11、ダイカストは CT6-CT7 とする。
- 機械的性質の最低要件熱処理狀態(F / T5 / T6 / T7)による引張強さ、降伏強さ、伸び。
- 內部欠陥レベルASTM E155によるX線等級付けでは、どの程度の気孔率/収縮が許容されますか?安全部品は通常レベル2以下です。
- 表面処理と塗裝の要件アルマイト、粉體塗裝、電気泳動、サンドブラスト?塩水噴霧試験時間(480時間/720時間)の定量化。
- 年間需要と変動幅EAU(Estimated Annual Usage)±20%は、金型壽命と生産ラインスケジューリングのマッチングを容易にするため、サプライヤーに通知されます。
よく見落とされる細部:金型の所有権と壽命の約束。中國のサプライヤーは通常「金型壽命10萬個」と見積もりますが、もし年間需要が15萬個、製品サイクルが5年であれば、契約書に「金型壽命が盡きた後、サプライヤーから1回の無料修理または比例払い戻し」を含めなければならず、そうでなければ翌年に金型修理の請求書を受け取ることになります。
中國アルミニウム鋳造産業パノラマと産業クラスター分布
直接の結論2023年の中國のアルミ鋳造総生産量は約1,050萬トンとなり、世界生産量の42%以上を占める(データソース:Foundry-Planet Global Foundry Industry Report)。長江デルタは精密低圧鋳造と重力鋳造を得意とし、珠江デルタは家電ダイカストに注力し、環渤海は自動車OEM大型部品に対応し、西側はバイクと新エネルギー車統合ダイカストで急成長している。間違ったクラスタを選択すると、調達サイクルは15?25日の平均によって拡張され、単一のピースのコストは8%-12%アップします。
産業規模と輸出データ:「大きい」だけではない
中國鋳造協會(CFA)によると、中國のアルミ合金鋳造品の輸出額は約178億米ドルで、前年同期比6.3%増加した。 しかし、輸出構造は劇的に変化しており、伝統的な砂型鋳造部品の輸出は4%減少したが、新エネルギー車関連の高圧鋳造部品(HPDC)の輸出は22%以上増加した。
これはどういう意味ですか?もしあなたが新エネルギー三電源システムシェル、バッテリートレイ、一體型車體構造部品を購入する場合、サプライヤーの交渉力は急速に上昇している。逆に、一般的な機械ブラケットクラスの砂型鋳造は買い手市場であり、交渉スペースはまだ少なくとも10%である。
4つの産業クラスターの差別化された優位性
私たちのチームは過去3年間、すべての主要クラスターを網羅し、40以上のアルミ鋳物工場を現地で訪問してきました。以下は、実際のプロジェクトデータに基づくクラスターのポートレートである:
| 産業クラスター | 代表都市 | クラフトマンシップの強み | 典型的な下流 | 個別見積もりレベル | 最小注文數量 (MOQ) |
|---|---|---|---|---|---|
| 長江デルタ | 寧波、蘇州、臺州 | 低圧鋳造、重力鋳造、精密ダイカスト | 自動車部品、醫療機器、工業用バルブ | 中高(ベンチマーク+5%) | 500-1000個 |
| 珠江デルタ | 佛山、東莞、中山 | 高圧ダイカスト、薄肉部品、表面処理 | 家電製品、LED冷房、家庭用電化製品 | 中(ベースライン) | 2000個から |
| 渤海経済圏(北京、天津、河北、遼寧、山東を含む経済圏) | 天津、青島、唐山 | 大きい砂の鋳造、頑丈な重力の鋳造 | 商用車、建設機械、風力発電 | 中低 (ベースライン-3%) | 200個 |
| 西部 | 重慶、成都、西安 | オートバイはダイ カスト、統合されたダイ カスト | 二輪車、新エネルギー車、航空 | 低(ベースライン - 8%) | 1000個 |
クラスタ選択のための実世界の決定ロジック
彼らは當初、佛山でサプライヤーを見つけることを主張した。「珠江デルタで最も低価格」と聞いたからだ。珠江デルタは1.5~3mm肉厚の家電ダイカストが得意だが、彼らはアルミ部品の代わりに8mm肉厚、8kgの真鍮砂型鋳造ポンプ本體を求めていたのだ。結局、私たちは寧波の余姚に上陸し、62%の前サンプルから94%へ、11%を削減する代わりに、年間調達コストの最初の作品の修飾されたレート。
経験則:「低価格クラスター」というラベルに惑わされてはならない。プロセス?マッチングは、地理的な価格差よりも、真の総所有コスト(TCO)の決定要因である。
これは、この中國アルミ鋳造サプライヤーソーシングガイドが繰り返し強調する基本的な論理です - 製品タイプ→プロセス→クラスタ、この順序を逆にすることはできません。具體的な判斷の道筋
- 自動車構造部品、シャシー部品長江デルタ(寧波低圧鋳造クラスター)または環渤海(天津、長春自動車サークル)。
- 電子ヒートシンク、5G機器ハウジング珠江デルタ(東莞長安、佛山南海)を直接ターゲットとする。
- 大型機械部品、風力タービンハブ環渤海(青島、唐山)砂型鋳造工場が最も費用対効果が高い。
- 新エネルギー一體型ダイカスト(6000T以上)重慶兩江新區と寧波前灣新區は、現在成熟している唯一の拠點である。
- 極めてコスト重視の二輪車/二輪電気自動車部品重慶九龍坡?江津クラスター
世界的なアルミニウム価格の変動がクラスターのオファーに影響を與えるメカニズムについては、ロンドン金屬取引所のLMEアルミニウム価格動向に同時に注意を払うことを推奨する。
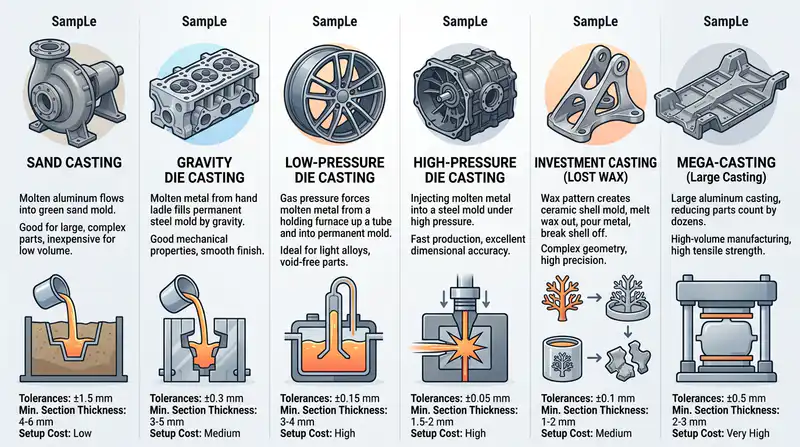
主要アルミニウム鋳造プロセスの比較と選択ガイド
直接の結論6つの主要なアルミ鋳造プロセスには、絶対的な長所も短所もありません。砂型鋳造は1個から1,000個までの大型部品に適しており、重力鋳造と低圧鋳造は中量の構造部品の主力であり、高圧ダイカストは100萬クラスの消費者製品や車體部品を支配している。インベストメント鋳造は複雑な薄肉高精度に特化しており、総合ダイカスト(メガキャスティング)は年間生産能力が10萬臺以上の新エネルギー自動車企業にのみ適している。間違ったプロセスを選択すると、1つのピースのコストが2-3倍になる可能性があり、これは中國のアルミ鋳造サプライヤー調達ガイドで最も過小評価されているリンクです。
6つのコア?プロセス?パラメーターの比較マトリックス
| 美術工蕓 | 寸法精度(CT) | 表面粗さ Ra | 最小肉厚 | 経済量(個/年) | 典型的な単価指數 | 金型投入 |
|---|---|---|---|---|---|---|
| 砂型鋳造 | CT10-CT12 | 12.5-25 μm | 4-5mm | 1–5,000 | 1.0(ベースライン) | 5~5萬円 |
| 重力鋳造(金屬タイプ) | CT8-CT10 | 6.3-12.5 μm | 3 mm | 2,000–50,000 | 0.8 | 3萬~20萬円 |
| 低圧鋳造 | CT7-CT9 | 3.2-6.3 μm | 2.5 mm | 5,000–100,000 | 0.9 | 8萬~40萬円 |
| 高圧ダイカスト | CT6-CT8 | 1.6-3.2 μm | 1.0 mm | 50,000–1,000,000+ | 0.5 | 20~200萬円 |
| インベストメント鋳造 | CT4-CT6 | 1.6-3.2 μm | 0.8 mm | 500–50,000 | 2.0-3.5 | 2萬~15萬円 |
| 一體型ダイカスト | CT7-CT9 | 3.2 μm | 2.5 mm | 100,000+ | 0.4(スケールアップ後) | 8,000萬円~1億5,000萬円 |
注:コスト指數は砂の重量を1.0としたもので、データはFoundry-Planetの業界統計と長江デルタと珠江デルタの17工場の現地見積もりの平均値によるものである。
現実の3つのシナリオのプロセス?マッチング?ロジック
シナリオ1:新エネルギー自動車用モーター住宅、年間需要80,000個。昨年、歐州のティア1の選定審査を行った際、當初は重力鋳造で単価178円だったが、低圧鋳造に変更したところ、ポロシティ率が1.2%から0.3%に、X線不合格率が7%から1.8%に減少し、金型投資が26萬円追加されたにもかかわらず、8ヶ月で元が取れた。判斷基準は単純である:不均一な壁厚+気密性要件+年間5萬個以上低圧がほとんど唯一の解決策だ。
シナリオ2:工業用ポンプボディー、年間必要數量600個、重量45kg。この種の部品は、売れ行きにつられてダイカスト金型を開くと、金型費用でプロジェクト予算全體を食いつぶしてしまう可能性がある。正しい選択は樹脂砂型鋳造+T6熱処理金型18,000円、単品620円、リードタイム2週間。砂型鋳造は、このバッチ?セグメントでは代替不可能である。
シナリオ3:內部空洞を含む複雑な構造の醫療機器用ステント、年間需要3,000個。インベストメント鋳造が第一の選択です。1個あたりのコストはダイカストの2.5倍ですが、その後の70%のCNC工程が不要になります。ロストワックス鋳造を20年やっている工房の責任者は、私にこう言った。"顧客は鋳造単価を見つめているが、私は総合的な加工費計算を見つめている。"これは2つの異なるものだ。"
モデル選びで陥りやすい3つの落とし穴
- 気密部品用ダイカスト従來の高圧ダイカストは、深刻なエアロールのためにT6まで熱処理することができないため、ギアボックスのハウジングのような耐圧部品を指定しなければならない。真空ダイカスト或空孔プロセス國內では、安定した真空ダイカスト製造能力を持つ工場は200に満たない。
- 脫型勾配とパーティング面の無視砂型成形部品のパーティングサーフェスの設計が悪いと、フレッティングのクリーンアップ工數が3~5倍になり、価格交渉のアドバンテージに直結します。
- 工程ではなく、図面を基にした見積もり依頼同じ図面を砂型鋳造工場とダイカスト工場に送ると、見積もりの差は300%にもなりますが、歩留まりも加工費も全く違います。成熟した購買は見積もりを依頼する前に工程を固定する。
次のセクションでは、エンジニアリングに関して、低圧鋳造と重力鋳造の6つの重要な違いをさらに解體する。これらは、ほとんどの調達提案では説明されないが、プロジェクトの成否を左右する技術的な詳細である。
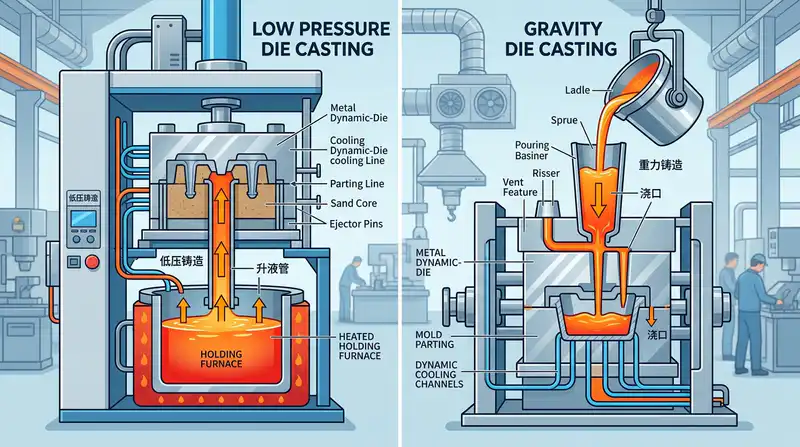
低圧鋳造と重力鋳造の工學的な違い
直接の結論低圧鋳造(LPDC)と重力鋳造(GDC)は「金型+液體アルミニウム」金屬型プロセスに屬するように見えるが、気孔率、機械的特性、単価に大きな違いがある。低圧鋳造の鋳造密度は99.2%以上、伸びは一般に8%-12%で、新エネルギー車のモーターシェル、バッテリートレイの振動やシール圧を支えるのに適しています。重力鋳造は、低圧鋳造の15%-25%より1個あたりのコストは低いですが、気孔率は通常1%-3%、伝統的なエンジンのシリンダーヘッド、成熟した検証などのギアボックスのシェルに適しており、伸び要件4%-7%は、部品にすることができます。この中國アルミ鋳造サプライヤーソーシングガイドは、あなたがこれらの2つのプロセスのいずれかを間違って選択した場合、スクラップ率は2%から12%に急上昇することができることを思い出させる。
5次元分散比較表
| 次元 | 低圧鋳造 LPDC | 重力鋳造 GDC |
|---|---|---|
| 金型構造 | クローズドタイプ、ボトムリフトチューブ+圧力維持チャンネル、高金型コスト 30%-50% | オープンタイプ、トップまたはサイド射出ゲート、シンプルな金型構造 |
| 充電方法 | 乾燥空気圧0.02-0.06MPa、亂流のないスムーズな充填。 | 重力に依存した自由落下、制御不能な充填率 |
| 多孔性 | <0.8%、T6まで熱処理可能 | 1%-3%、ブリスター加工が容易な熱処理済み |
| 引張強さ(A356-T6) | 280-310 MPa、伸び 8%-12% | 240-270 MPa、伸び 4%-7% |
| 単価(同品種) | ベンチマーク100 | 75–85 |
なぜモーターのハウジングはほとんど低電圧でできているのか?
新エネルギー車のモーターケーシングは、內部の冷卻油路で1.5MPa以上のシール圧力に耐える必要があり、直徑0.3mm以上の微細孔があると、ヘリウム漏れ試験で不合格と判定される。低圧鋳造は、アルミ液を保持爐の底部から鋳型のキャビティに「持ち上げる」ためのリフトチューブに依存しており、液面を30~80mm/sの正確な制御速度で持ち上げることができるため、重力鋳造で一般的な二次酸化皮膜の関與を回避することができる。昨年、私は蘇州のティア1のモーターシェルプロジェクトの検証を支援し、測定した:ADC12交換材料の同じセット、重力プロセスヘリウムチェックの合格率はわずか71%であり、低圧に切り替え、冷卻水路の底部を増加させ、合格率は96.4%に増加し、約38元の手直しコストの節約の単一ピース。
なぜ従來のエンジン部品はいまだに重力を使っているのか
燃料エンジンのシリンダーヘッドの設計壽命と材料仕様は1990年代に凍結され、砂中子による重力鋳造で形成される複雑なウォータージャケットは30年間に數多くのDVPで検証され、工場チューニングの経験曲線は非常に成熟している。低圧に切り替えると、金型の再開発が必要になるだけでなく(中國ではモーターシェル用の低圧金型一式が80萬~140萬元と相場が決まっており、重力金型より40萬元以上高い)、PPAPやベンチテストもやり直し、オーバーホールの周期は少なくとも9カ月になる。年間生産量がすでに減少傾向にある燃料プラットフォームにとって、このROIは費用対効果が悪い。
調達面での実踐的アドバイス
- ホールディング?タイム?パラメーターを見る低圧鋳造保持圧力曲線(上昇液體充填-昇圧-保持圧力)は、プロセスの中核であり、サプライヤーは、PLCデータエクスポート、警戒収縮する中型および大型鋳物の90秒未満の保持圧力の時間を提供する必要があります。
- リフト?チューブの壽命チェックセラミック?リフト?チューブの壽命は8,000~12,000サイクルだが、安価なグラファイト?チューブの壽命はわずか3,000サイクルで、これは鋳造の安定性に直接影響する。
- グラビティ工場は低圧への切り替えに慎重になる必要がある:多くの中國の中小メーカーが「二重プロセス」を掲げているが、低圧設備の利用率は40%を下回っており、プロセスの安定性に懸念がある。北米ダイカスト協會(NADCA)が公表したプロセス能力指數基準によると、Cpkが1.33以上で初めて合格とみなされる。
- 単価だけでコスト比較をしない中國と海外との間で揺れ動いているのであれば、まずこの本を読むことから始めよう。 中國とインドのアルミ鋳造コスト比較 完全分析これは、低圧金型の償卻が総費用に與える影響を分離するものである。
プロセス選択の本質は、製品の「機械的要件 - バッチサイズ - バリデーションの成熟度」とプロセス能力の境界を一致させることです。年間需要が50,000個を超え、伸び要件が8%以上、気密性テストが必要な場合、低圧鋳造が事実上唯一の経済的ソリューションとなります。サプライヤーの「何でもできます」という美辭麗句に惑わされないでください。あなたができることと、あなたがうまくできることの間には、少なくとも3年の降伏曲線があります。
中國におけるダイカスト技術の上陸狀況
直接の結論2024年末現在、中國には6,000トン以上のメガダイカスト鋳造機が90臺以上、そのうち約25臺は9,000トン以上と、世界で最もダイカスト一貫鋳造(メガ鋳造)の生産能力が集中している市場となっている。しかし、90%以上の中小バイヤーのために、この技術ルートはフォローアップする必要はありません - メガ鋳造の経済損益分岐點は、約80,000?100,000個の年間生産量は、従來の高圧ダイカスト+溶接プログラムのプロジェクトのこの量以下の代わりに、コストが低いです!15%-25%。
中國地図の超大型ダイカストマシン
このメガ?キャスティング軍拡競爭の川上の中核は、ダイカストマシン?サプライヤーである。LKテクノロジー6,000トン以上の世界市場の約75%を占め、9,000トンモデルはテスラの上海工場、小鵬の肇慶工場、高河の塩城工場に一括供給されている;イズミ続いて、LEAP 9000Tダブルプラテン構造モデルが登場し、川下顧客にはBAEや一汽鋳造が含まれる。BühlerとIDRAも中國でのプロジェクトを散発しているが、納期は長く、価格は30%ほど高い。
最も速いペースで著陸した代表的なケースをいくつか紹介しよう:
- テスラ上海工場Y型リアアンダーボディ一體ダイカストは、70以上の部品を1-2個にまとめ、ボディ重量を約10%、製造コストを約40%削減。
- アゼリア合肥F2ファクトリーET5のリアフロアは、12,000トンのダイカストマシンで作られ、単品重量は約80kg、ビート時間は約90秒です。
- 小鵬、理想、セレス長江デルタと珠江デルタを中心に、すべて9000トンの量産段階に入った。
- ウェンカン、広東省ホンツー、トップグループ現在、中國のティア1にある3大メガ鋳物工場が受注を獲得している。
メガキャスティングが従來のサプライチェーンに與える本當の影響
この技術の破壊的性質は著しく誇張されている。6,000トンのダイカスト島の総投資額は約1億5,000萬~3億元(本體、金型、爐、トリミングプレス、X線検査ラインを含む)、金型1セットのコストは600萬~1,500萬元、歩留まり率は試作段階の40%から量産時の85%まで上昇し、安定性には通常9~14カ月かかる。-14ヶ月かかる。2023年、私たちのチームはある新車會社のサプライヤー監査を支援し、9000トンモデルのヘッドTier1のQ3歩留まりは68%しかなく、金型一株のコストは220ドルと高く、最初の提示額の倍近くであることを発見した。
つまり、ショックは主に以下の地域に集中している。新エネルギー乗用車ボディ構造この市場の1セグメントは、以下の分野にはほとんど影響を與えない:
| ニッチ市場 | メガ?キャスティング衝撃度 | ラショナル |
|---|---|---|
| 商用車/建設機械鋳物 | 皆無に等しい | 小容量、シンプルな構造、重力式/砂式で経済的 |
| モーターハウジング、バッテリートレイ | 低 | 低圧鋳造は、気密性と伸びにおいて依然として優れている。 |
| 家電用構造部品 | ない | 寸法が小さく、従來のダイカストで十分カバーできる |
| 新エネルギーボディ一體型フローリング | 高 | ヘッドOEM優先ソリューション |
中小バイヤーも追隨すべきか?
私のアドバイスは簡単だ:メガキャスティングは、年間購入量が50,000個未満で、単位重量が15kg未満のプロジェクトには必要ありません。.本當に評価されなければならないのは、派生する2つの質問である:
- 無熱処理合金(例:Silafont-36、Mercalloy 368、國內Ulan AlsiMgMn)メガキャスティングが推進する材料革命であるデリバリー能力は、通常のダイカストと同じコスト削減価値を持ち、T7熱処理を省略することで約8%~12%を節約できる。
- 真空ダイカスト機能--50mbar以下のキャビティ真空は、溶接可能で熱処理可能な構造部品を製造するための閾値である。多くの中堅サプライヤーは真空システムを持っていると主張するが、測定された真空レベルは150mbarまでで、ハイエンドのアプリケーションをサポートするには不十分である。

アルミニウム合金等級の選択と材料特性のマッチング
端的な結論:アルミニウム合金の等級を間違えることは、工場を間違えることよりも致命的である。A356鋳物に誤ってADC12を使用した場合、同じ使用條件下での疲労壽命は60%よりも低下する可能性があります。T6狀態であるべき構造部品がF狀態(鋳造狀態)で納入される一方で、降伏強度は直接半分になります。この中國アルミ鋳造サプライヤーの購買ガイドは、単に図面に「アルミ合金」の3文字を書くのではなく、等級とプロセス、熱処理狀態の理解に結びつけなければなりません。
中國と外國の成績の対応とよくある誤解
GB/T 1173(鋳造アルミニウム合金)、米國規格AA(アルミニウム協會)、日本規格JIS H5302、歐州規格EN 1706(EN AC-xxxxxx)です。購入者が米國規格しか示さない場合、國內工場は最も近いGBの対応規格に従って材料を溶解する可能性があり、化學組成の帯域幅は全く同じではないかもしれない。
| 共通グレード | GBカウンターパート | ユーロコレスポンデンス | 日間スタンダード通信 | だば |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | 低圧、重力、砂 |
| ADC12 | YL113(おおよそ) | EN AC-46000 | ADC12 | 高圧ダイカスト |
| AlSi10Mg | ZL104(概算) | EN AC-43000 | AC4A | 低圧、SLM 3Dプリンティング |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | 鍛造/押出(鋳造ではない) |
高周波ピット:6061は、鋳造特性に劣る(熱亀裂が発生しやすい)異形アルミ合金であるにもかかわらず、購入者の中にはダイカスト図面に「6061ダイカスト」と表示する人がいます。正しい方法は、ADC12またはAlSi10Mgに変更することです。化學組成の帯域幅の違いについては、アルミニウム協會が発行したオリジナルのティールシート(國際合金呼稱)を參照してください。
4つの高周波グレードの特性と代表的な用途
- A356-T6Si 6.5%-7.5%、Mg 0.25%-0.45%。 T6狀態引張強さ≥290MPa、降伏≥200MPa、伸び≥6%。 ホイールハブ、新エネルギーモーターシェル、サスペンションスイングアームに使用される。最も広い支える低圧の鋳造。
- ADC12Si 9.6%~12%、Cu 1.5%~3.5%薄肉(1.2mm~)の家電用ダイカストや自動車構造用ダイカスト向けの優れた流動性。伸びは1%-3%のみで、衝撃や振動疲労には適さない。
- AlSi10Mg-T6Mg 0.2%-0.45%、T6後の引張≥320MPa。主流の熱処理不要の改良型一體化ダイカスト(例えば、ハンサム?ウィングスピードSF36、立中TCast)は、ここから派生したものである。
- ZL114A-T6(國家標準の高強度アルミシリコン):軍事、航空宇宙構造部品によく使用され、引張≥310MPa、伸び≥5%、価格は15%-25%約A356よりも高価です。
熱処理狀態:T5/T6/T7 最終的に何が違うか
同じA356鋳物でも、3つの狀態での機械的挙動は大きく異なる:
- T5(鋳造狀態→人工時効):低コスト、変形が小さい、中程度の強度(引張≒230 MPa)。
- T6(固溶體+人工時効):最も強度が高いが、固溶體焼き入れは変形を引き起こすため、薄肉部品は校正プロセス用に確保する必要がある。
- T7(エージング):強度はやや劣るが(引張≈260 MPa)、殘留応力と寸法安定性は最高で、高溫條件下や長期使用を必要とするモーター?ハウジングに適している。
私たちのチームは、歐州のティア1のバッテリートレイのプロジェクトを擔當したことがあります。 當初の図面にはA356-T6と記載されていましたが、顧客は組み立て後に0.8mmの熱変形を経験しました。この経験の核心は、熱処理狀態は単なるコメント欄の一行ではなく、組み立ての成否を直接左右するプロセス?パラメーターであるということです。
學年代替を決定するための4段階プロセス
サプライヤーが、"ご指定のA357がないのですが、代わりにA356を使うことはできますか?"と聞いてきた場合。サプライヤーから「ご指定のA357はありません。以下の4つのステップで判斷してください:
- 化學組成の帯域幅の比較(特にMg、Cu、Fe含有量、Feは0.1%増加につき1%-2%伸びを減少させる可能性がある);
- 目標とする力學(引張、降伏、伸び、硬度HB)がまだ安全マージンの範囲內にあることを確認する;
- 熱処理ウィンドウが既存の生産ライン(溶液溫度、エージングプロファイル)に適合していることを確認する;
- 最初の部品には、金屬組織検査+引張試験+塩水噴霧試験を義務付け、再検査サンプルを少なくとも2年間保管する。
有資格サプライヤーの資格認定および現場検査のチェックリスト
直接の結論中國アルミ鋳造サプライヤーソーシングガイドでは、資格審査は、証明書の壁に掛けられた紙の枚數を見ることではなく、証明書の有効性、適用範囲、および三層の信憑性の実際の実施をクロスチェックすることです。私たちのチームは、2022年から2024年にかけて、中國の47のアルミ鋳物工場の累積工場検査で、約38%工場のISO 9001認証書は本物で有効であるが、監査の範囲は製品の調達と一致していない(例えば、証明書は砂型鋳造しかカバーしていないが、ダイカスト納品工場など)、約15%証明書の有効期限が切れたり、OEM依存現象があることを発見した。工場検査が行われていない、調達は目隠し注文に等しい。
コア認証と検証方法の本當の意味
まず結論として、異なる認証は異なる業界へのアクセスのしきい値に対応するものであり、「認証」を混同してはならない。
- ISO 9001基本的な品質マネジメントシステムであり、プラスポイントではなく入場券である。検証方法:発行機関(SGS、BV、TüVなど)の公式ウェブサイトにログインし、認証番號を入力して検証する。スコープ」に注目し、購入したいプロセスや製品カテゴリーが含まれているかどうかを確認する。
- IATF 16949自動車業界にとって必須の基準値であり、これなくしてティア1/ティア2供給は語れない。注:IATF認証書は、IATFグローバル規制事務局が認めた審査機関が発行したものでなければならず、模倣版は直接無効である。
- ISO 14001 / ISO 45001EUや北米の大手クライアント(特に上場企業のESG監査)が特にチェックする環境?労働衛生システム。
- AS9100航空宇宙分野に特化すると、中國でAS9100D認証を取得しているアルミ鋳造工場は、西安、成都、瀋陽を中心に60社に満たない。
- NADCAP(熱処理、非破壊検査特殊工程認証):航空部品調達は、AS9100よりも詳細なチェックを受けなければならない。
工場検査でチェックしなければならない12の重要項目
| 地區 | チェックポイント | 偽造の一般的なシグナル |
|---|---|---|
| 1.製錬工場 | 精製脫ガス裝置(ロータリーデガッサー)、水素計、分光計の型式と校正証明書 | 分光計の年次検査ラベルなし、現場でのガス抜き記録なし |
| 2.金型ワークショップ | 社內の金型設計?修理能力、金型壽命臺帳の有無 | 金型のフルアウトソーシング、金型修理能力なし |
| 3.ダイカスト/低圧島 | リアルタイムパラメーター監視(SPC)、金型ヒーター數、真空裝置構成 | パラメータブック手書きコピー、データ痕跡なし |
| 4.CNC加工 | 座標CMM、5軸マシニングセンター數、工具管理システム | CMM表示のみ、加工外注比率>50% |
| 5.熱処理 | 爐內溫度均一性試験(TUS)レポート、爐內のリアルタイム熱電対の數 | 固形液のみ、エージングなし、TUS年次報告書なし |
| 6.X線検査 | 裝置管電圧(≥225kV)、ASTM E155管理表使用 | 1%のサンプリングのみ、採點基準なし |
| 7.塩水噴霧試験 | 中性塩水噴霧室(NSS)またはCASS、試験時間の記録 | 埃っぽい機器、過去3ヶ月のテストデータなし |
| 8.機械実験室 | 引張試験機、硬度計(ブリネル/ビッカース)、テストバー加工能力 | 報告書は第三者に送付され、社內での再テストは行われない |
| 9.寸法検査 | CMM年次校正、第一條検査(FAI)プロセス | FAIのレポートはすべてコピー&ペーストだ。 |
| 10.好ましくない商品エリア | 赤色マーキング、封じ込めエリアの物理的フェンス、廃棄物処理の記録 | 予選エリアの隣にスクラップが混在 |
| 11.梱包物流 | 防錆VCIフィルム、海上輸送木枠用燻蒸証明書(IPPCマーキング) | 輸出用のIPPCがなく、裸のパッケージでぶつけられやすい |
| 12.現場スタッフ | 溶解作業員、品質検査員免許取得率、作業場スタッフ離職率 | 主要ポストに占める派遣労働者の割合 >30% |
工場検査スコアシート?テンプレート(100點満點)
品質システム20點、プロセス設備25點、試験能力20點、現場管理15點、要員の質10點、財務の安定性10點の加重採點を推奨する。単一の項目が60%の満點より低い場合は、1票の拒否権がある。実際には、Aレベルのサプライヤープールに工場のスコア≥85點、Bレベルの代替(非重要部品に適した)に70?84點、70點以下は直接除外されます。
実用的なリマインダー:最初の工場出荷時の検査は、実際の生産狀況を確認するために、事前の通知で挨拶やわずか2時間であってはならない。正式な監査は、毎日の生産明細書、顧客からの苦情記録、不良率のトレンドチャートの最後の3ヶ月を提供するために他の當事者を必要とする前に - データは工場にすることはできません、99%は問題を抱えている。
溶解から完成品までの全工程の品質管理システム
直接の結論資格のある中國アルミ鋳造工場では、品質管理は決して「最後の目視検査」ではなく、原材料から工場に入り、完成品に至るまで、7つのノードからなるチェーン全體のクローズドループです。この中國アルミ鋳造サプライヤーソーシングガイドは、60%の工場検査時間を「証拠の連鎖」監査の品質管理ノードに費やすことを提案します!営業プレゼンテーションを聞く代わりに
2023年のエンジンマウント?プロジェクトのレビューの際、私はチームを率いて江蘇省の工場の6カ月連続のQCデータをレビューした。彼らは3%の外部スクラップ率を主張していたが、溶解記録、X線レポート、寸法サンプリングを相互參照した結果、本當の內部スクラップ率は11.4%であり、その差は「リワーク?パス」によって飲み込まれていた。その差は主に「リワーク?パス」に飲み込まれている。そのため、以下の7つの節を一つずつ突き詰めていく必要がある。
7つの主要なQCノードと業界標準
| 結節點 | コア?ツール | 業界標準/制限 | よくある失敗 |
|---|---|---|---|
| 1.原料のスペクトル分析 | 直読分光計(OES)による爐ごとの検査 | GB/T 7999、ASM E1251 | 過剰な Fe 含有(>0.2%)、高 Zn 不純物 |
| 2.メルト精製と脫ガス | 水素のロータリー脫ガス+密度等価法 | 密度指數 DI ≤ 3%、水素含有量 < 0.15 ml/100 g Al | ピンホール、5%上のポロシティ |
| 3.型の溫度調整 | 金型サーモスタット+赤外線カメラによるリアルタイム監視 | 低圧鋳造金型溫度変動±10℃以下 | 低溫偏析、収縮、表面フローマーク |
| 4.鋳造パラメータの監視 | 圧力/速度/時間曲線を記録するSCADAシステム | 金型ごとの完全なプロセス曲線の保持≥2年 | 圧力噴射速度のドリフト、保圧不足 |
| 5.X線/UT非破壊検査 | 工業用CTまたはデジタルX線DR | ASTM E155 レベル2~3(応力ゾーン別) | 內部収縮および介在物>φ1mm |
| 6.座標寸法検査 | CMMフルサイズ+初回FAI | CT6-CT8 (ISO 8062) | 重要な取り付け穴のオーバーラン、平面度NG |
| 7.表面および腐食試験 | 塩水噴霧試験、膜厚計、硬度計 | 陽極酸化皮膜≥15μm、中性塩水噴霧≥240h | 酸化物の変色、局所的な膜厚不足 |
サプライヤーが泥沼に陥りやすい3つのノード
メルトデガス水の最大の部分である。多くの工場は注湯時に "目視スラグ "を行うだけで、密度指數試験(減圧試験)を行わない。判定方法は非常に簡単です:現場はDI試験片の最後の30日間を見るように頼まれ、実際のRPT工場は、溶融領域の隣に積み上げられた番號のテストブロックの行を持っている必要があります - いいえ物理的な行われていません。
X線サンプリングの割合こちらも深刻な問題を抱えている。自動車用安全部品(ステアリングナックル、サブフレーム接続部品など)は、IATF 16949の要件に基づき100%によるDR検査を行うべきであるが、一部の工場では5%による抜き取り検査のみを行い、それでも「全數検査」のスタンプを押している。ASTM E155規格の図譜を參考に、サプライヤーに対し、各部品のDR畫像番號を追跡可能にするよう要求することで、80%の不正行為者を排除することができる。
塩水噴霧試験サイクル捏造されること。標準的な240時間の中性塩水噴霧(ISO9227參照)キャビネットは連続運転しなければならないが、サンプル報告書を急いで作成するためにテストピースを48時間入れている工場を見たことがある。
平均とコストの関係を改善する
- 原材料の最終段階で分光再検査を追加するたびに、1個あたり約+0.3~0.5元のコストがかかるが、組成異常によるバッチ廃棄を年間數十萬ドルの損失からほぼゼロにすることができる。
- オンライン水素メーター(例:Alspek H)を導入すると、投資額は約25萬人民元、ピンホールスクラップ率は6%から1.5%未満に削減でき、中量オーダーの場合、6~9ヶ月でコスト回収できる。
- 工業用CT裝置(エクスロン、三英精密など)200?400萬元の単一のユニットが、0.1%に3%の圧力から內部欠陥の漏れ率の高圧ダイカストすることができます次のとおりです。
社內CNC加工能力が調達コストとリードタイムに與える影響
直接の結論:中國でアルミ鋳物を調達する場合、社內にCNC加工能力を持つ統合サプライヤーを選択するか否かにかかわらず、1個あたりの総コストは10%-18%、納期は20%-35%、顧客からの苦情率は2倍以上の差があります。この中國アルミ鋳造サプライヤーの購買ガイドは、明確な推奨事項です:機械加工表面アルミ鋳造品(実際の調達量の85%以上を占める)の必要性がある場合、優先順位は鋳造+CNC統合工場をロックし、唯一の特殊加工部品(大型砂型鋳造ブランクや純粋な裝飾部品など)は、「鋳物工場+獨立した加工工場」の分離モードを検討します。
オールインワン?サプライヤーの4つの構造的利點
なぜ統合プラントが常に優れたソリューションなのか?その核心は、鋳造と機械加工の間の「界面損失」を排除することである。同じA356-T6低圧鋳物を、純粋な鋳造工場(鋳物は蘇州の加工工場に送られた)と、杭州にある獨自のCNC工場を持つ統合工場に、他のすべての変數を固定した狀態で提供した。半年間の量産データが出てみると、そのギャップは衝撃的なものだった。
| 次元 | 純粋なファウンドリー+外注CNC | 統合工場 | 不一致 |
|---|---|---|---|
| 連結単価(米ドル) | 18.40 | 15.60 | ↓15.2% |
| 注文からFOB配送まで | 55日 | 38日 | ↓30.9% |
| 完成品の総歩留まり | 91.2% | 96.8% | ↑5.6pt |
| 品質論爭への対応時間 | 7~14日 | 24~48時間 | ↓80%+ |
| 物流?輸送コストの割合 | 4.8% | 0.6% | ↓4.2pt |
4つの利點の根底にある論理は、次のように分解できる:
- 単一のオファー、単一の責任主體:発注側は、鋳造工場と機械加工工場とそれぞれ個別に価格交渉を行ったり、図面の調整を行ったりする必要がありません。さらに重要なのは、機械加工後に鋳物の內部に気孔や収縮空洞(すなわち、鋳造欠陥の中で最も一般的な2種類)が発見された場合、責任の所在をめぐる言い爭いが生じないことです。一體型工場は自ら手直し費用を負擔しなければならず、責任を転嫁する余地は一切ありません。
- プロセスの相乗効果(DFMクローズドループ)統合工場では、鋳造エンジニアとCNC加工業者が同じ建物で図面を検討します。鋳造の段階では、機械加工(通常2.5~4.0mm)に対して合理的な許容範囲を設定し、ゲートや立ち上がり部でのデータムの機械加工を避け、クランプ工程のために鋳造前の穴位置を最適化します。純粋な鋳物工場が提供するブランクは、しばしば追加の「スクエアリング」工程を必要とし、クランプ時間だけでも15%~25%多くかかります。
- クローズド?ループの品質トレーサビリティ各鋳物の爐、合金組成、X線検査結果、熱処理曲線は、対応するCNCプロセスの工具壽命と切削パラメータに直接関連付けることができます。私たちのチームが北米の新エネルギーの顧客のために根本原因分析を行ったとき、私たちは統合プラントのMESシステムを頼りに、4時間以內にシーリング表面漏れのバッチの根本原因を突き止めました。このようなトレーサビリティは、通常、分離モードでは2週間以上かかる。
- 物流?輸送コストの削減鋳造ブランクの工場內搬送と都市間輸送を比較すると、1ピースの物流コストは0.6~1.2ドルからほぼゼロまで削減でき、輸送中のノックオンダメージも排除できる(業界平均2%~4%)。
工場検査でCNC能力の真のレベルを判斷する方法
CNC工場」という看板を掲げている工場がすべて統合されているわけではない。私が普段、工場の現場視察でフィルターとして使っている4つの厳しい指標がある:
- 鋳造能力に対するCNC設備の比率健康な統合された工場は、CNCの投資は通常、鋳造への投資の40%-70%を占め、工場內の鋳物の500トンの月産は、3軸マシニングセンタの5セットだけであれば、それは "ファサード "であり、生産能力は一致しません。
- 5軸裝置の割合複雑な構造部品(モーターケーシング、ギアボックスケーシング)には、少なくとも30%以上の5軸または4軸リンク裝置が必要です。
- CMM CMM 検査 クローズドループインライン三次元測定機(ツァイス、ヘキサゴンなど)は現場で使用可能でなければならず、検査データは補正のために CNC プログラムに直接書き込まれます。オフラインサンプリングのみを行う工場では、通常、一次ピースの合格率が 8 ~ 12 パーセントポイント低くなります。
- 鋳造とCNCの副署記録の処理鋳造チームと機械加工チームが同じ文書に連署しているかどうか、過去12ヶ月間のDFMレビュー文書を見てください。文書化されたコラボレーションの記録がなければ、「統合」は物理的な空間の統合にとどまる可能性が高い。
次の章では、コスト構造を完全に分解し、見積もりの裏側で本當に見るべき11のコスト項目を紹介する。
解體された中國アルミ鋳造サプライヤーの真のコスト構造
直接的な結論典型的な1.2kgのアルミ合金低ダイキャスト(A356、T6條件、CNC機械加工を含む)は、通常、中國のサプライヤーからFOBで3.8~4.6米ドルの範囲で見積もられている。その中で、原材料は42%-48%、エネルギーは8%-12%、金型償卻は5%-10%、労働力は6%-9%、設備償卻は5%-8%、管理費と3包裝費は7%-10%、適正利益は8%-12%、輸出物流と包裝は3%-6%である。20%以上の範囲から1つでも外れると、手抜きか交渉の余地を殘すかの、やっかいなオファーとなる。この中國アルミ鋳造サプライヤーソーシングガイドの最後の教訓は、見積書の裏を1円でも多く読むことを教えることです。
原材料:LME価格+加工費の2層構造
アルミ鋳物の原材料費は、「インゴット価格×重量」のように単純ではありません。それは2つの部分で構成されています:LME基準アルミニウム地金価格(または上海先物取引所SHFE価格)+合金加工費(プレミアム)A356を例にとってみよう。A356は、例えば、Siに基づく純アルミインゴット価格では、Mgの合金加工費は約800?1500元/トンを積み重ねる;ADC12は、リサイクルアルミニウムを使用しているため、元のアルミニウム500?1200元/トンよりも安い。
2023年第4四半期にドイツの顧客の見積もりを見直した際、あるサプライヤーが3ヶ月前の高値2450ドル/トンでLME価格をロックオンしていたのに対し、実際の購入額は2180ドル/トンに下落していた。LMEアルミニウムの公式相場を參照し、月単位で調整する。
そして、目を離さないでほしい。収量低圧鋳造の歩留まりは85%-92%、重力鋳造は75%-85%、砂は65%-75%である。サプライヤーが胸を張って「95%です」と言うのを聞くのではなく、過去3ヶ月の実際の歩留まりデータをサプライヤーに尋ねてください。
エネルギーと設備の減価償卻:プロセスが感度を決める
エネルギーコストは工程によってかなり異なる。溶解工程では、アルミニウム水1トン當たり約550~750kWhの電力を消費する(天然ガス爐では、電力350kWh+ガス80m3に削減可能)。工業用電気料金0.75元/kWhで計算すると、溶解工程だけで鋳物1kgあたりの電気代は0.4~0.55元になります。
- 高圧ダイカストエネルギーシェア 8%-10%、設備償卻 6%-9%(800Tダイカストマシン1臺 約250萬元、8年償卻)
- 低圧鋳造エネルギーシェア10%-13%(保持爐は通年電化)、設備償卻4%-6%
- 重力鋳造エネルギーシェア6%-8%、設備償卻のみ2%-4%(半自動化設備の方が安い)
- 一體型ダイカスト(9000T)設備の減価償卻費だけで12%~18%かかる。
金型償卻:最も簡単な言葉遊びのひとつ
金型代は中國市場では2つの方法で報告されている:一括払い(NRE) 或 単価償卻(償卻済み).償卻オファーは低単価に見えるが、隠れたリスクがある--注文が合意數量に達しない場合、サプライヤーは代替品を見つけるために2回目の分割払いで価格を引き上げる。
中國での低圧鋳造金型一式の相場は15-35萬人民元で、金型の壽命は約8-15萬個である。償卻は10萬個の金型を1個當たり1.5-3.5元で計算する。サプライヤーが「金型無料」と提示した場合、そのコストを単価に隠しているに違いなく、通常8%-15%より高くなります。 金型コストを別項目として記載するよう必ず要求してください。
人件費と諸経費:地理的な広がりは想像以上に大きい
2024年、長江デルタの熟練鋳造工の月給は7500-9500元、珠江デルタは8000-10500元、環渤海は6500-8500元、西部(重慶、四川)は5500-7500元となる。総コストに占める人件費の割合は6%~9%に過ぎないが、労働集約的な後工程(バリ取り、研磨、外観検査)では15%以上に拡大することもある。重慶工場は寧波工場より5%-8%安いが、利益率は高い。
典型的な 1.2kg アルミニウム鋳造の費用の故障表(FOB 寧波、A356+T6+CNC)
| コスト項目 | 1口當たり金額(米ドル) | パーセント | 交渉スペース |
|---|---|---|---|
| アルミニウム合金原料(降伏88%) | 1.85 | 44% | バウンドLMEリンケージ、スペース2%-4% |
| 溶解+ダイキャストエネルギー | 0.42 | 10% | ほとんどスペースなし |
| 金型の償卻(10萬個) | 0.28 | 7% | 大量の場合は5%に値下げ。 |
| 直接労働 | 0.32 | 7.6% | 3%–5% |
| 設備の減価償卻費 | 0.26 | 6.2% | ない |
| CNC加工+熱処理 | 0.45 | 10.7% | 5%–8% |
| 経営+品質+3つのパッケージ | 0.35 | 8.3% | 3%–6% |
| 余白 | 0.42 | 10% | これがバーゲンの真髄だ。 |
| 輸出梱包+內陸輸送 | 0.15 | 3.6% | 2% |
| 本船渡し | 4.20 | 100% | 統合 8%-12% |
実用的なアドバイスの最後の部分:交渉は、包括的な価格圧力であってはならないが、正確に利益項目と間接費をヒットする。原材料、エネルギー、減価償卻費はほとんどハードコストであり、圧力は材料を盜むためにサプライヤーを強制することです。サプライヤーは、このテーブルの粒度にオファーを打破するために、交渉のテーブルよりも、繰り返し10倍効果的なソーイングしてみましょう。
有能な見積もり業者の証は、価格が安いことではなく、すべての項目が精査に耐えることである。























