
アルミニウム合金金型とは?その原理、構造、および用途について詳しく解説
公開日:2026-07-01 カテゴリ:広報 閲覧數:672
要約:
アルミニウム合金金型とは何か?本記事では、材料特性、成形原理、金型の構造から、一般的な用途や設計上の要點に至るまで、アルミニウム合金金型の利點と限界を體系的に解説し、技術者が迅速に包括的な理解を深められるよう支援する。
製品カタログ[隠されている]
- 主なポイント
- ポイントまとめ
- アルミニウム合金金型とは何ですか?鋼製金型とはどのような違いがありますか?
- アルミニウム合金金型はどのような構造で構成されていますか?その動作原理はどのようなものですか?
- 金型用途において、7075、6061、2A12のアルミニウム合金グレードはどのように選定すればよいでしょうか?
- アルミニウム合金金型の一般的な故障モードにはどのようなものがありますか?熱割れ、摩耗、変形をどのように予防すればよいでしょうか?
- アルミニウム合金金型はどのような用途に適していますか?ダイカストと押出成形、どちらを選べばよいでしょうか?
- アルミニウム合金製金型と鋼製金型、ライフサイクルコストの面でどちらがより経済的か?
- アルミニウム合金金型に関するよくある質問
- まとめと選定のアドバイス
アルミニウム合金金型通常、アルミニウム合金製のラピッド金型を指し、プロトタイプの検証、小ロットの試作、納期が重要なプロジェクトに適しています。その主な利點は、加工が速く、熱伝導性に優れ、修正が容易である點ですが、耐用年數、耐摩耗性、および高圧下での長期安定性に関しては、一般的に鋼製金型より劣ります。2~5週間以內に試作金型の完成が必要で、かつ1ロットの生産數が多くない場合、アルミニウム合金製金型は鋼製金型よりもコストパフォーマンスに優れていることが多い。
簡単な答え: アルミニウム合金金型は、アルミニウム合金を主材料とする迅速成形用金型であり、射出成形、ダイカスト、低圧鋳造、および押出成形の試作金型としてよく使用されます。その価値は、熱伝導が速く、切削が容易で、納期が短い點にあり、5,000~10,000個規模の小ロット生産に適しています。一方、高圧?高溫環境や100萬個規模の生産量となる場合は、通常、鋼製金型に切り替える必要があります。
主なポイント
- 用語上、「アルミニウム合金金型」とは通常、アルミニウム材で作られたラピッド金型を指し、アルミニウム部品のダイカストに使用される鋼製金型とは異なる。
- アルミニウム合金の熱伝導率は鋼よりも著しく高く、公開資料では通常、鋼の約3~4倍と記載されており、冷卻サイクルの短縮に寄與する。
- 一般的な金型用鋼材としてはH13や8407があり、約660℃以上の溶融アルミニウムの衝撃に耐えるダイカスト環境に適しています。
- アルミニウム合金金型は、5,000~10,000個規模の小ロット試作に適しています。この範囲を超える場合は、通常、鋼製金型の採用を再検討する必要があります。
- 試作金型の納期は通常2~4週間ですが、本型の場合は通常それより長くかかります。具體的な納期は、構造の複雑さや加工工程によって異なります。
ポイントまとめ
- アルミニウム合金製の金型は「スピード」を重視し、鋼製の金型は「壽命」を重視する“
- 6061-T6、7075-T6 は、アルミニウム金型の試作や小ロットの短納期金型に広く使用されている。
- 6061-T6の引張強度は約45,000 psi、7075-T6は約83,000 psiであり、この強度の違いは金型の耐荷重能力に直接影響を及ぼす。
- ダイカストアルミニウム部品の代表的なグレードには、ADC12やA380などがあり、自動車、新エネルギー、電子機器の筐體部品に適しています。
- 主要構造には、通常、固定金型、可動金型、キャビティ、注湯系、冷卻系、およびエジェクタ機構が含まれる。
アルミニウム合金金型とは何ですか?鋼製金型とはどのような違いがありますか?
アルミニウム合金金型は、アルミニウム合金を主材料とする成形工具であり、迅速な試作、小ロットの試作、および工程検証によく使用されます。鋼製金型と比較して、その最大の特徴は熱伝導が速く、密度が低く、切削加工速度が高いことであり、そのため製造サイクルや試作サイクルを大幅に短縮できますが、耐摩耗性、熱疲労壽命、および高圧下での長期安定性に関しては、通常、熱間金型鋼には及びません。
材料特性の観點から見ると、アルミニウム合金の熱伝導率は通常、鋼の約3~4倍、密度は鋼の約1/3程度とされており、そのため加工が容易で、金型の開閉時の慣性モーメントも小さく、迅速な修正が必要なプロジェクトに適しています。公開資料によると、アルミニウム合金製金型の放電加工や高速切削の効率が高く、特に試作部品、自動車の試作部品、および短期間のプロジェクトに適している。
一言でまとめると:鋼製金型は耐久性を重視し、アルミニウム合金製金型は速度と放熱性を重視する。プロジェクトにおいて、試作サイクル、構造の修正、および初期検証の効率を重視する場合は、アルミニウム合金金型の方が適していることが多いです。一方、高圧下での耐久性や長期にわたる安定生産を重視する場合は、鋼製金型の方が確実です。アルミニウム合金金型とは、通常、アルミニウム合金で製造されたラピッド金型を指し、主にプロトタイプの検証、小ロットの試作、および迅速な納品に使用されます。 鋼製金型とは、通常、熱間金型鋼やその他の高強度鋼材を用いて製造された金型を指し、高圧?高溫環境下での大量生産や長期生産に適しています。熱伝導率とは、材料が熱を伝達する能力のことです。アルミニウム合金は熱伝導率が高く、冷卻時間の短縮やタクトタイムの向上に寄與します。 熱疲労:材料が繰り返しの加熱?冷卻によって亀裂を生じたり、性能が低下したりする現象であり、金型の壽命を制限する重要な要因である。
| 次元 | アルミニウム合金金型 | 鋼製金型 |
|---|---|---|
| 材料の特性 | 軽量、熱伝導性が良く、加工しやすい | 高強度、高い耐摩耗性、長壽命 |
| リードタイム | 通常、約2~4週間 | 通常、約4~8週間、あるいはそれ以上かかる |
| 適用ロット | 試作、小ロット生産、試作 | 中~大量、長期量産 |
| 修正の難易度 | 比較的修正しやすい | 修正にかかるコストが高くなる |
| 典型的な用途 | 射出成形の試作、低圧鋳造、ラピッドプロトタイピング | ダイカスト量産、高圧成形、長期にわたる安定生産 |

アルミニウム合金金型はどのような構造で構成されていますか?その動作原理はどのようなものですか?
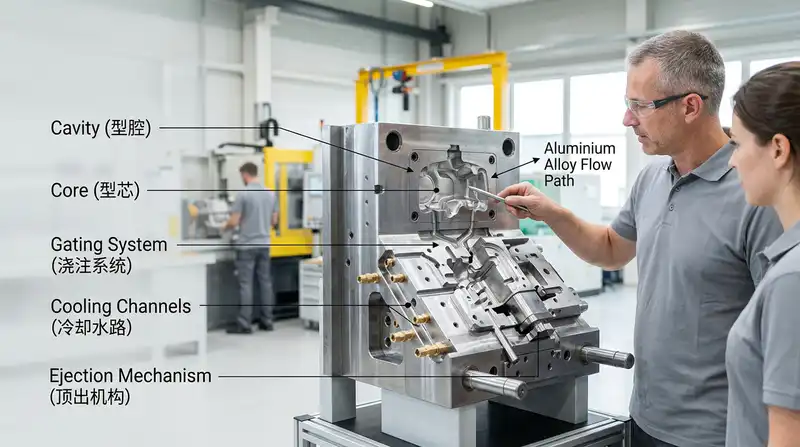
アルミニウム合金金型は通常、キャビティ、コア、注湯システム、冷卻水路、およびエジェクタ機構で構成されており、その動作原理は、溶融金屬や溶融材料をキャビティに注入し、冷卻システムを利用して急速に冷卻?固化させた後、エジェクタ機構によって離型を行うというものです。アルミニウムは熱伝導率が高いため、金型は熱をより速く放散することができ、その結果、1回の成形サイクルを短縮することができます。
5つの構造はそれぞれどのような役割を果たしているのでしょうか?
- キャビティ:部品の形狀と表面精度を決定する中核となる領域であり、完成品の寸法や外観に直接影響を與える。
- コア:內部に孔や空洞、あるいはアンダーカット構造を形成し、金型キャビティと嵌合させて型締めを行う。
- 鋳込みシステム:ゲート、ランナー、およびインサートゲートを含み、材料がキャビティに入る経路と速度を制御するために用いられる。
- 冷卻水回路:熱を排出する役割を擔い、溫度差の抑制、冷卻時間の短縮、および成形品質の安定化に寄與する。
- 押し出し機構:エジェクタピンやエジェクタプレートなどの部品を用いて、成形品を金型キャビティから押し出し、金型への付著を防ぐ。
低圧鋳造、重力鋳造、高圧鋳造における充型ロジックにはどのような違いがあるか?
これら3つの鋳造法の相違點は、主に溶融金屬が鋳型に流入する際の駆動力にある。低圧鋳造は気圧を利用して溶融金屬をゆっくりと押し込む方式であり、より高い緻密性と気孔の少ない部品に適している。重力鋳造は主に重力による自然充填に依存し、コストが低く、構造が単純で肉厚が比較的均一な製品に適しています。一方、高圧鋳造は、より高い充填圧力とより速い速度で鋳型を充填するため、薄肉で複雑な部品に適しています。プロセスは異なりますが、いずれも安定した金型溫度制御と適切な冷卻設計が不可欠です。
溶融アルミニウムの溫度は通常650~700℃程度であり、金型を約200℃まで予熱することで、コールドシャットや充填不良の低減に効果的である。金型溫度の変動が安定しているほど、部品の寸法安定性は通常高くなる。公開されている研究や技術資料はいずれも、金型の溫度分布、冷卻路の位置、およびエジェクションのタイミングが、アルミニウム合金金型の安定性を決定する重要な要素であると強調している。
金型用途において、7075、6061、2A12のアルミニウム合金グレードはどのように選定すればよいでしょうか?
アルミニウム合金金型材料を選定する際には、通常、6061-T6、7075-T6、2A12などのグレードが優先的に検討されます。このうち、6061-T6は試作や小ロット生産に適しており、7075-T6はより高い機械的負荷がかかるキャビティに適しており、2A12は金型フレームや支持構造に多く用いられます。材料選定の核心は「強ければ強いほど良い」ということではなく、強度、加工性、コストのバランスを取ることです。
| 成績 | ブリネル硬度 | 張力 | 典型的な用途 |
|---|---|---|---|
| 6061-T6 | 約 95 HB | 約 45,000 psi[3] | 試作、小ロットの試作品 |
| 7075-T6 | 約 150 HB | 約 83,000 psi[4] | 高負荷キャビティ、圧力を受ける部位 |
| 2A12 | 約 105 HB | 約 62,000 psi[5] | 金型枠、構造用支持部材 |
2A12はアルミニウム?銅系合金に屬し、機械的特性は良好ですが、熱伝導性、耐熱疲労性、および高溫サイクルに直接耐える能力は、通常、高速金型に適した他のグレードには及ばないため、金型フレーム、支持部材、または過渡構造としての使用に適しています。実務上、一般的な手法としては、まず6061を用いて構造検証を行い、その後、生産量や受力狀況に応じて7075に切り替えることで、開発効率と耐用年數の両立を図っています。

アルミニウム合金金型の一般的な故障モードにはどのようなものがありますか?熱割れ、摩耗、変形をどのように予防すればよいでしょうか?
アルミニウム合金金型の最も一般的な破損モードには、熱亀裂、表面摩耗、およびキャビティの変形が含まれます。中でも熱亀裂が最も典型的であり、通常は繰り返される熱サイクルによって生じる熱応力の集中に関連しています。丸み付けの設計、冷卻経路の配置、材料選定、および熱処理プロセスの4つの側面を同時に最適化することで、金型の安定稼働期間を大幅に延長することができます。
?? よくある間違い: 「アルミニウム合金金型」を「アルミニウム材で作られたダイカスト金型」と誤解している。実際には、アルミダイカスト部品(ADC12、A380など)には、通常、約660℃の溶融アルミニウムの衝撃に耐えるためにH13や8407などの熱間金型鋼が使用されます。一方、アルミニウム合金金型とは、主にラピッドプロトタイピングや小ロット生産に使用されるアルミニウム製の金型を指します。
- 熱亀裂:繰り返し加熱?冷卻を行うと、表面にひび割れが生じ、特に鋭角の部分から先に割れやすくなります。そのため、設計上は通常、內側の丸み半徑を2 mm以上とし、より合理的な冷卻経路を設けることで溫度差を低減します。
- 表面の摩耗:高速の溶融金屬や溶融材料が長期間にわたりキャビティの表面を侵食すると、寸法が徐々に大きくなってしまいます。一般的な対策としては、硬質アルマイト処理、表面コーティング、および流速を適切に低下させることが挙げられます。
- キャビティの変形:アルミニウム合金の剛性および高溫強度は鋼材よりも低いため、長期間にわたり圧力を受けると永久変形が生じる可能性がある。そのため、設計段階で応力を受ける部分を補強し、成形解析を行う必要がある。
加工品質も故障速度に影響を與える。公開されている加工資料によると、複數回の応力除去熱処理と高精度CNC加工を採用することで、金型の総合誤差を0.01~0.02 mmに抑えることができる。[7] グレードを向上させ、殘留応力を低減することで、初期の熱割れや寸法変動のリスクを低減する。

アルミニウム合金金型はどのような用途に適していますか?ダイカストと押出成形、どちらを選べばよいでしょうか?
アルミニウム合金金型は、中小ロットで納期が厳しく、構造が複雑だが生産量が多くないプロジェクトに適しており、射出成形の試作、低圧鋳造、重力鋳造、およびアルミニウム形材の押出成形の試作などでよく用いられます。その経済的な適用範囲は通常5,000~10,000個程度であり、この範囲を超えると、1個あたりの償卻コストの面で鋼製金型の方が有利になることが多い。
低圧鋳造と重力鋳造は、それぞれどのような製品に適していますか?
低圧鋳造は、內部の緻密性に対する要求が高く、肉厚の変化がそれほど大きくない部品、例えば新エネルギー車のモーターハウジング、サブフレーム、車載充電器の筐體などに適しています。一方、重力鋳造は、構造が比較的単純で、生産ロットが中程度、コスト重視のブラケット類や筐體類の製品に適しています。2026年にかけて新エネルギー自動車用部品の需要が引き続き増加するにつれ、車載筐體分野における低圧鋳造および重力鋳造の応用範囲はさらに拡大し続けている。
どのような場合に鋼製金型に切り替える必要があるのか?
年間生産量が5萬個以上に達する場合、あるいは部品がより高いダイカスト圧力、長期にわたる高溫サイクル、およびより頻繁な金型キャビティへの衝撃に耐える必要がある場合は、鋼製金型の採用を真剣に検討すべきである。ADC12やA380といった一般的なダイカスト用アルミニウム合金の場合、安定した量産と長壽命を目標とするならば、H13や8407などの熱間金型鋼が通常より適しています。
アルミニウム合金製金型と鋼製金型、ライフサイクルコストの面でどちらがより経済的か?
ライフサイクルコストを判斷する上で重要なのは、生産量と修正回數です。小ロット、短サイクル、頻繁なモデルチェンジを伴うプロジェクトの場合、アルミニウム合金製の金型の方が安価になる傾向があります。一方、長期にわたる安定した量産の場合、鋼製金型の方が、高い金型製作コストを1個あたりのコストに分散させやすくなります。2024年に公開された展示會の技術資料によると、高熱伝導性アルミニウム金型ソリューションにより、製造コストを約10%~約20%削減でき、ダイカストサイクルを約15%~約25%短縮できることが示されている。
| 次元 | アルミニウム合金金型 | 鋼製金型 |
|---|---|---|
| 金型製作費 | 通常はより低く、変更もより柔軟に行える | 通常はより高く、修正コストも高くなる |
| リードタイム | 約2~4週間 | 約4~8週間、あるいはそれ以上 |
| 壽命の推移 | 小ロット生産や試作に最適です | 高圧環境や長期にわたる量産に適している |
| 単位コスト | 小ロットの方がメリットが大きい | 大量注文の方がより有利です |
プロジェクトの年間生産量が1萬個以內であり、かつまだ設計の反復段階にある場合は、通常、アルミニウム合金金型の方が費用対効果が高いと言えます。一方、生産量が増加し続け、寸法の一貫性に対する要求が高まる場合は、長期的な生産には鋼製金型の方が適しています。頻繁な修正が必要なプロジェクトにおいては、アルミニウム金型の加工効率と修正のしやすさが、試行錯誤にかかるコストを大幅に削減します。
アルミニウム合金金型に関するよくある質問
エンジニアや購買擔當者が最もよく尋ねる質問は、通常、「何サイクル製造できるか」「故障した場合は修理可能か」「納期はどのくらいか」「新エネルギー車の部品として使用できるか」といったものです。これらの質問に対する答えは、価格だけを見るのではなく、生産量、製造プロセス、材料という3つの指標に立ち返って考える必要があります。
アルミニウム合金製の金型は、何回まで使用できますか?
射出成形や軽負荷成形の場合、アルミニウム合金金型の経済的な生産範囲は通常、約5,000~10,000個となります。一方、ダイカストのような高溫?高圧の過酷な環境下では、実際の壽命はさらに短くなるため、部品の複雑さ、金型溫度制御、および材料の疲労狀態に基づいて再評価する必要があります。経済的な生産範囲を超えると、1個あたりのコストの面では、鋼製金型の方が有利になることが多い。
金型のキャビティにひびが入りましたが、修理は可能ですか?納期はどのくらいかかりますか?
修理が可能です。アルミニウム合金金型の場合、局所的な摩耗、微細なひび割れ、角部の欠損は、通常、溶接補修、研磨、および局所的な再加工によって修復できます。アルミニウムは切削性が良いため、プロトタイプや試作金型の納期は通常約2~4週間ですが、鋼製金型の場合は通常、さらに長い期間を要します。迅速な検証が必要なプロジェクトにおいては、この時間差が極めて重要となります。
アルミニウム合金製の金型は、新エネルギー用部品に適していますか?
特に、新エネルギー車の車載充電ユニット筐體、制御ボックス、構造用ブラケット、および一部の熱管理関連部品に適しています。2026年に向けて新エネルギー車の販売臺數が拡大し続ける中、OBC、DCDC、PDUなどの部品において、迅速な金型製作や軽量化検証への需要は依然として高まっており、そのためアルミ合金製金型は試作段階において非常に有用です。
まとめと選定のアドバイス
アルミニウム合金金型を選定する際、最も重要なのは、まずプロジェクトがどの段階にあるかを判斷することです。プロトタイプの検証、小ロットの試作、あるいは迅速な型変更が必要な場合は、通常、アルミニウム合金金型が適しています。一方、高圧での長期量産の場合は、鋼製金型を優先的に検討すべきです。最終的な選定は、材料のグレード、故障モード、生産ロット規模の3つの要素が総合的に決定するものであり、コストのみを考慮して決定すべきではありません。
ロット數や構造が異なる場合、金型の仕様はどのように決定すればよいでしょうか?
生産ロットが5,000個以內であり、かつ構造が複雑であるか、あるいはまだ繰り返し修正の段階にある場合は、アルミニウム合金金型を優先して選択します。生産量が1萬個を超え、より長い壽命を求める場合は、通常、鋼製金型の方が費用対効果が高くなります。精密成形部品については、キャビティの総合誤差を0.01~0.02 mm以內に抑えることを推奨します。[10] このレベルでは、通常、CNCによる仕上げ加工や放電加工と組み合わせて行う必要があります。
- 試作モデルの製作:6061-T6、低コストかつ加工が迅速であることを重視
- 少量?高負荷:7075-T6、硬度と耐荷重性を重視
- 大量生産:鋼製金型。耐用年數と1個あたりの償卻額を重視する
どのような場合に、専門の鋳造金型メーカーに評価を依頼すべきでしょうか?
プロジェクトが新エネルギー用部品、低圧鋳造、重力鋳造、あるいは高度に複雑なキャビティを扱う場合は、金型製作開始前に、できるだけ早い段階で専門の金型メーカーに參畫してもらうことをお勧めします。専門的な評価では通常、金型構造の分析、製品の成形分析、冷卻水路の配置、およびエジェクタ機構の設計などが対象となります。これらの要素は、その後の金型修正の頻度、歩留まり、および総コストに直接影響を及ぼします。























