
China Aluminum Casting Supplier Sourcing Guide (with Quality Assessment and Pit Avoidance Checklist)
Date: 2026-05-27 Category:Blog Views: 1880
Excerpt:
Looking for a reliable die casting foundry? This detailed China Aluminum Casting Supplier Sourcing Guide provides you with an in-depth explanation of the complete process from qualification audit, process evaluation to costing. Combining years of manufacturing experience, Ningbo Hexin will help you avoid common foundry pitfalls and quickly screen out quality source factories with real precision machining and strict quality control. Read now for a practical supplier evaluation checklist.
Article Catalog[Hidden]
- Core Decision Framework for Aluminum Casting Supplier Sourcing in China
- China Aluminum Casting Industry Panorama and Industry Cluster Distribution
- Mainstream Aluminum Casting Process Comparison and Selection Guide
- Engineering differences between low pressure casting and gravity casting
- Integrated die-casting technology in China landing status
- Aluminum alloy grade selection and material performance matching
- Qualification and Field Inspection Checklist for Qualified Suppliers
- Full process quality control system from melting to finished product
- Impact of in-house CNC machining capacity on procurement cost and lead time
- The Real Cost Structure of China's Aluminum Casting Suppliers Dismantled
China accounts for about 55% of global aluminum casting production capacity (according to Statista Aluminum Industry Report), but less than 20% of factories in this supply chain can really deliver Cpk≥1.33 consistently.This China Aluminum Casting Supplier Sourcing Guide has sorted out the complete decision-making path from process selection, qualification audit to cost disassembly, which can help you screen out the risky suppliers of 70% before asking for quotations. This guide will help you screen out 70% risky suppliers before you ask for quotation, and give you the factory inspection checklist and quality red line that you can implement.
Core Decision Framework for Aluminum Casting Supplier Sourcing in China
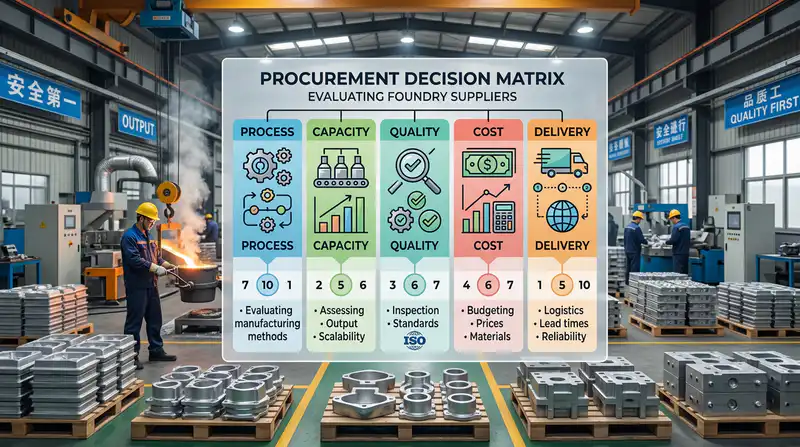
One sentence conclusion:Procurement of Chinese aluminum casting supplier, can not just look at the quotation, but to use the "process matching degree - capacity scale - quality system - cost structure - delivery capacity" five-dimensional model at the same time scoring, any one-dimensional less than 70 points should be eliminated. The core idea of this China aluminum casting supplier procurement guide is: choose the wrong process is more fatal than the wrong factory, and choose the wrong factory will make the whole project to pay more 20%-35% hidden costs.
Why does the global procurement industry continue to focus on China? The answer is not simply that it is "cheap." According to global primary aluminum production data released by Statista, China’s primary aluminum output in 2023 was approximately 41 million metric tons, accounting for more than 58% of global production. This means that the entire industrial chain—from raw materials, mold steel, and machining tools to heat treatment furnaces—is completed domestically in a closed-loop system, with lead times 4–6 weeks shorter than in Southeast Asia and more than 8 weeks shorter than in Mexico.
Five-dimensional decision-making framework: quantitative thresholds for each dimension
| dimension (math.) | Core Examination Points | eligibility threshold |
|---|---|---|
| Process matching | Low pressure/gravity/high pressure/sand/mold match or not | The annual output value of this process ≥ 40% of the total factory output value |
| Scale of production capacity | Melting furnace tonnage, die-casting machine tonnage, number of pieces produced per year | Monthly production capacity to leave 30% buffer to avoid crowded orders |
| quality system | iso 9001 / iatf 16949 / as9100 | Certification validity + records of supervision and audit in the last 3 years |
| cost structure | Material, energy, labor, mold amortization as a percentage of | Material percentage 55%-65% is a healthy range |
| Deliverability | OTD on-time delivery rate, tooling localization, customs clearance experience | OTD ≥ 92% in the last 12 months |
Last year, I led a team to do supplier review for an automotive structural parts project in East China, and after 6 candidate factories were scored according to the above five dimensions, the ranking was completely opposite to the initial offer ranking - the one with the lowest OTD offer was only 78%, which eventually triggered a PPAP extension at the T1 client, with a single loss of about USD 42,000. This incident made us set an iron rule:Plants with OTD below 90%, even if they are cheap, do not enter the final candidate pool.
A list of 6 requirements that must be locked down prior to procurement
Before sending RFQ, it is recommended that the purchaser write the following 6 items into a one-page A4 "Requirements Freeze Document" and submit it to the engineering and quality departments for signature. Otherwise, subsequent changes will make the cost out of control.
- Aluminum alloy grades and standards: e.g. A356-T6 (ASTM B26), ADC12 (JIS H5302), AlSi10MnMg (EN 1706), don't just write "aluminum alloy".
- Critical Dimensional Tolerances and GD&T: Define CT classes (ISO 8062), generally CT9-CT11 for sand, CT6-CT7 for die casting.
- Minimum requirements for mechanical propertiesTensile strength, yield strength and elongation, with heat treatment status (F / T5 / T6 / T7).
- Internal Defect Rating: What level of porosity/shrinkage is acceptable for X-Ray grading per ASTM E155? Safety parts are typically ≤ Level 2.
- Surface Preparation and Coating Requirements: Anodizing, powder coating, electrophoresis or only sandblasting? Salt spray test duration (480h / 720h) to be quantified.
- Annual demand and fluctuation range: EAU (Estimated Annual Usage) ± 20% is communicated to the supplier to facilitate matching of mold life and production line scheduling.
A detail that is often overlooked: mold ownership and life time commitment. Chinese suppliers usually quote "100,000 die life of the mold", but if your annual demand is 150,000 pieces and the product cycle is 5 years, you must write in the contract that "the supplier will repair the mold once for free after the life of the mold is used up or refund the cost on a pro-rata basis", otherwise you will receive a bill for the mold repair in the next year.
China Aluminum Casting Industry Panorama and Industry Cluster Distribution
Direct conclusions: In 2023, China's total output of aluminum castings is about 10.5 million tons, accounting for more than 42% of the global output (data source: Foundry-Planet Global Foundry Industry Report). However, the real worthwhile procurement capacity is highly concentrated in the four major industry clusters: Yangtze River Delta specializes in precision low-pressure and gravity casting, Pearl River Delta focuses on consumer electronics die casting, Bohai Rim serves automotive OEM heavy-duty parts, and the west is rapidly rising with motorcycle and new energy vehicle integration die casting. Choose the wrong cluster, the procurement cycle will be extended by an average of 15-25 days, the cost of a single piece up 8%-12%.
Industry Size and Export Data: More Than Just "Big"
According to the China Foundry Association (CFA)'s "Foundry Industry Data 2023", China's aluminum alloy casting exports are worth about $17.8 billion, up 6.3% y/y. However, the export structure is dramatically diverging - traditional sand casting parts exports declined by 4%, while new energy automobile-related high-pressure casting parts ( HPDC) export growth of more than 22%.
What does this mean? If you are purchasing new energy three electric system shell, battery tray, integrated body structure parts, the bargaining power of the supplier is rising rapidly; on the contrary, the general mechanical bracket class sand casting is a buyer's market, the bargaining space is still at least 10%.
The differentiating advantages of the four industry clusters
Our team has visited over 40 aluminum foundries on the ground over the past three years, covering all major clusters. Below is a cluster portrait based on real project data:
| industrial cluster | representative city | Craftsmanship Strengths | Typical downstream | Individual quote level | Minimum Order Quantity (MOQ) |
|---|---|---|---|---|---|
| Yangtze River Delta | Ningbo, Suzhou, Taizhou | Low pressure casting, gravity casting, precision die casting | Automotive parts, medical equipment, industrial valves | Medium-high (benchmark +5%) | 500-1000 pieces |
| Pearl River Delta | Foshan, Dongguan, Zhongshan | High-pressure die casting, thin-walled parts, surface treatment | Consumer electronics, LED cooling, home appliances | Medium (baseline) | From 2000 pieces |
| Bohai Economic Circle (economic region including Beijing, Tianjin, Hebei, Liaoning and Shandong) | Tianjin, Qingdao, Tangshan | Large sand casting, heavy duty gravity casting | Commercial vehicles, construction machinery, wind power | Medium-low (Baseline-3%) | 200 pieces |
| western part | Chongqing, Chengdu, Xi'an | Motorcycle die casting, integrated die casting | Two-wheeled vehicles, new energy vehicles, aviation | Low (baseline - 8%) | 1000 pieces |
Real-world decision logic for cluster selection
Last year I helped a German industrial pump customer to do supply chain migration - they initially insisted on finding suppliers in Foshan, because they heard that "the Pearl River Delta has the lowest price". I rejected this proposal after the actual test: the Pearl River Delta is good at 1.5-3mm wall thickness of consumer electronics die casting, while they want 8mm wall thickness, heavy 8kg brass sand casting pump body instead of aluminum parts. Eventually we landed in Yuyao, Ningbo, the first piece of qualified rate from the previous sample of 62% to 94%, the annual procurement cost instead of reducing 11%.
Rule of thumb: Don't be misled by the "low price cluster" label. Process match is a better determinant of true total cost of ownership (TCO) than geographic price differentials.
This is also the underlying logic of this China Aluminum Casting Supplier Sourcing Guide that has been repeatedly emphasized - product type → process → cluster, this order cannot be reversed. Specific judgment path:
- Automotive structural parts, chassis parts: Prioritize the Yangtze River Delta (Ningbo low-pressure casting cluster) or Bohai Rim (Tianjin and Changchun automotive supporting circle)
- Electronic heat sinks, 5G device housings: Directly targeting the Pearl River Delta (Dongguan Changan, Foshan Nanhai)
- Large mechanical parts, wind turbine hubs: Bohai Rim (Qingdao, Tangshan) sand casting plant with the best price/performance ratio
- New Energy Integrated Die Casting (6000T+): Chongqing Liangjiang New District and Ningbo Qianwan New District are the only two mature bases at present
- Extremely cost-sensitive motorcycle/two-wheeled electric vehicle parts: Chongqing Jiulongpo and Jiangjin clusters
Regarding the mechanism of global aluminum price volatility on cluster offerings, it is recommended to pay simultaneous attention to the London Metal Exchange's LME aluminum price trend - Chinese foundries' offer adjustment cycle usually lags the LME by about 7-10 days, which gives purchasers a small but practical bargaining window.
Mainstream Aluminum Casting Process Comparison and Selection Guide
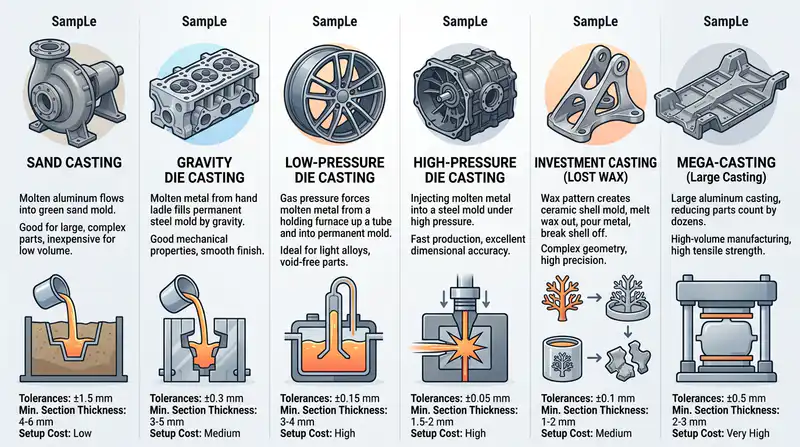
Direct conclusions: There is no absolute advantage or disadvantage in the six major aluminum casting processes, only the degree of match. Sand casting is suitable for single to thousand pieces of large parts; gravity and low-pressure casting is the main force of medium-volume structural parts; high-pressure die casting to rule the million consumer goods and body parts; investment casting specializes in complex thin-walled high-precision; integrated die casting (Mega Casting) is only suitable for annual output of more than 100,000 units of new energy vehicle enterprises. Choosing the wrong process, the cost of a single piece may double 2-3 times, which is the most underestimated link in China's aluminum casting supplier sourcing guide.
Comparison matrix of six process core parameters
| arts and crafts | Dimensional Accuracy (CT) | Surface roughness Ra | Minimum wall thickness | Economic lot size (pieces/year) | Typical unit cost index | Mold Inputs |
|---|---|---|---|---|---|---|
| sand casting | CT10-CT12 | 12.5-25 μm | 4-5 mm | 1–5,000 | 1.0 (baseline) | ¥5k-50k |
| Gravity casting (metal type) | CT8-CT10 | 6.3-12.5 μm | 3 mm | 2,000–50,000 | 0.8 | ¥30k-200k |
| Low-pressure casting | CT7-CT9 | 3.2-6.3 μm | 2.5 mm | 5,000–100,000 | 0.9 | ¥80k-400k |
| High Pressure Die Casting | CT6-CT8 | 1.6-3.2 μm | 1.0 mm | 50,000–1,000,000+ | 0.5 | ¥200k-2M |
| investment casting | CT4-CT6 | 1.6-3.2 μm | 0.8 mm | 500–50,000 | 2.0-3.5 | ¥20k-150k |
| Integrated Die Casting | CT7-CT9 | 3.2 μm | 2.5 mm | 100,000+ | 0.4 (after scale-up) | ¥80M-150M |
Note: The cost index is based on the equivalent weight of sand molded parts of 1.0, and the data comes from Foundry-Planet industry statistics and the average of our field quotations for 17 factories in the Yangtze River Delta and Pearl River Delta.
Process matching logic for three real-life scenarios
Scenario 1: New energy vehicle motor housing, annual demand of 80,000 pieces.When I did a selection review for a European Tier 1 last year, the initial program used gravity casting, with a unit cost of ¥178. After changing to low-pressure casting, the porosity rate was reduced from 1.2% to 0.3%, and the X-ray scrap rate was reduced from 7% to 1.8%, even though the molds invested an additional ¥260,000, and the cost was recovered in 8 months. The basis of judgment is very simple:Uneven wall thickness + airtightness requirements + over 50,000 pieces per yearLow pressure is almost the only solution.
Scenario 2: Industrial pump body, annual demand 600 pieces, weighing 45kg.These types of parts can eat up the entire project budget in tooling costs if they are lulled into opening a die casting mold by sales. The right choice isResin sand casting + T6 heat treatmentThe mold is ¥18,000, single piece ¥620, delivery time 2 weeks. Sand casting is irreplaceable in this batch segment.
Scenario 3: Medical device stent with complex structure containing internal cavity, annual demand of 3,000 pieces.Investment casting is the first choice - although the cost per piece is 2.5 times that of die casting, but eliminates the subsequent CNC process of 70%. A workshop director who has been doing lost wax casting for 20 years told me, "Customers stare at the casting unit price to see, I stare at the comprehensive processing cost calculation, which is two different things."
The three easiest potholes to step into when selecting a model
- Die casting for airtight partsConventional high-pressure die casting cannot be heat-treated to T6 due to serious air rolls, so pressure-resistant parts such as gearbox housings must be specified.vacuum die casting或Vacural processDomestic factories with stable vacuum die casting capacity is less than 200.
- Neglecting mold release slopes and parting surfaces: Poorly designed parting surfaces on sand molded parts can lead to a 3-5 times increase in fretting cleanup time, which directly eats into your negotiated price advantage.
- Request for quotation on the basis of drawings and not on the basis of the processThe same drawing is sent to a sand casting plant and a die casting plant, and the difference between the quotes can be as much as 300%, but the yield and processing costs are completely different. Mature purchasing will lock the process before asking for quotes.
The next section will further dismantle the six key differences between low-pressure casting and gravity casting when it comes to engineering, which are technical details that are glossed over in most procurement proposals, but which can make or break a project.
Engineering differences between low pressure casting and gravity casting
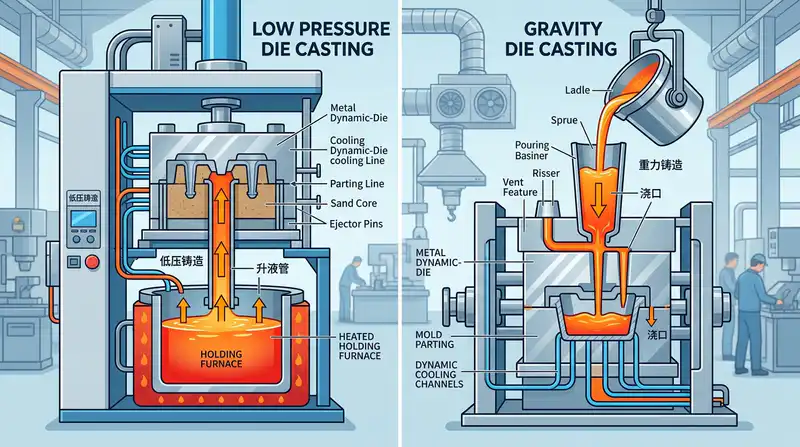
Direct conclusionsLow pressure casting (LPDC) and gravity casting (GDC) seem to belong to the "mold + liquid aluminum" metal-type process, but in the porosity, mechanical properties and the cost of a single piece of huge differences. Low-pressure casting casting density up to 99.2% or more, elongation is generally 8%-12%, suitable for bearing vibration and sealing pressure of new energy vehicle motor shell, battery tray; gravity casting cost per piece than low-pressure low 15%-25%, but the porosity is usually in the 1%-3%, more suitable for traditional engine cylinder head, gearbox shells such as mature verification, the elongation requirements 4%-7% can be parts. This China Aluminum Casting Supplier Sourcing Guide reminds you that if you choose one of these two processes incorrectly, the scrap rate can soar from 2% to 12%.
Five-dimensional variance comparison table
| dimension (math.) | Low Pressure Casting LPDC | Gravity casting GDC |
|---|---|---|
| Mold Structure | Closed type, bottom lift tube + pressure maintaining channel, high mold cost 30%-50% | Open type, top or side injection gate, simple mold structure |
| Charging method | 0.02-0.06 MPa dry air press-in, smooth filling without turbulence | Gravity-dependent free fall, uncontrollable filling rate |
| porosity | <0.8%, heat treatable to T6 condition | 1%-3%, heat-treated to blister easily |
| Tensile strength (A356-T6) | 280-310 MPa, elongation 8%-12% | 240-270 MPa, elongation 4%-7% |
| Unit cost (same piece type) | Benchmark 100 | 75–85 |
Why are motor housings almost always made of low voltage
The new energy vehicle motor shell has to withstand a sealing pressure of over 1.5 MPa in the internal cooling oil channel, and any micro-pores with a diameter of more than 0.3 mm will fail the helium leakage test. Low-pressure casting relies on a liquid-raising tube to "lift" the aluminum liquid from the bottom of the holding furnace into the mold cavity, and the liquid level can be lifted at a precisely controlled rate of 30-80 mm/s, avoiding the involvement of secondary oxide film that is common with gravity casting. Last year, I assisted a Suzhou Tier 1 to validate the motor shell project measured: the same set of ADC12 replacement material, gravity process helium check pass rate is only 71%, switch to low pressure and increase the bottom of the cooling water circuit, the pass rate increased to 96.4%, a single piece of savings of about 38 yuan rework costs.
Why are conventional engine components still using gravity
The design life and material specification of fuel engine cylinder head have been frozen in the 1990s, and the complex water jacket formed by gravity casting with sand core has been verified by numerous DVPs in the past 30 years, and the experience curve of factory tuning has been very mature. Switching to low-pressure not only requires re-development of molds (a set of low-pressure molds for motor shells is quoted at RMB 800,000-1.4 million in China, which is more than 400,000 yuan more expensive than that of gravity molds), but also re-doing of PPAP and bench tests, with a rectification cycle of at least 9 months. For the fuel platform whose annual output is already on the decline channel, this ROI is not cost-effective.
Practical advice on the procurement side
- Look at the holding time parameterLow-pressure casting holding pressure curve (rising liquid - filling - pressurization - holding pressure) is the core of the process, the supplier is required to provide PLC data export, holding pressure time of less than 90 seconds of medium and large castings to be vigilant shrinkage.
- Check lift tube lifeCeramic lift tubes have a life span of 8,000-12,000 cycles, while cheap graphite tubes have a life span of only 3,000 cycles, which directly affects the consistency of the casting.
- Gravity plants need to be cautious about switching to low pressure: Many small and medium-sized Chinese manufacturers claim to use "dual-process" technology, but their low-pressure equipment utilization rates are below 40%, and process stability is a cause for concern. According to the process capability index standards published by the North American Die Casting Association (NADCA), a Cpk value of ≥ 1.33 is considered acceptable.
- Don't just look at unit prices for cost comparisons: If you're swinging between China and overseas capacity, read first China vs India Aluminum Casting Cost Comparison Full Analysis, which dismantles the impact of low-pressure mold amortization on total cost.
The essence of process selection is to match the product's "mechanical requirements - batch size - validation maturity" with the process capability boundary. When your annual demand exceeds 50,000 pieces, elongation requirements ≥ 8%, and airtightness testing, low-pressure casting is virtually the only economic solution; conversely, gravity casting is still the most cost-effective. Don't be sidetracked by the vendor's "we can do it all" rhetoric - there's at least a 3-year yield curve between what you can do and what you can do well.
Integrated die-casting technology in China landing status
Direct conclusions: As of the end of 2024, China has landed or under construction more than 90 sets of mega die casting machines above 6,000 tons, of which about 25 sets of 9,000 tons and above models, is the most concentrated market of the global integrated die casting (Mega Casting) capacity. But for more than 90% small and medium-sized buyers, this technology route does not need to follow up - Mega Casting economic break-even point in the annual output of about 80,000-100,000 pieces, below this amount of projects with the traditional high-pressure die casting + welding program instead of a single piece of lower cost! 15%-25%.
Ultra-large die-casting machine of China map
The upstream centerpiece of this Mega Casting arms race is die casting machine suppliers.LK TechnologyIt occupies about 75% of the global market above 6000 tons, and its 9000-ton model has been supplied in bulk to Tesla Shanghai Factory, Xiaopeng Zhaoqing Factory, and Gaohe Yancheng Factory;YizumiIt was followed by the LEAP 9000T double-plate structure model, with downstream customers including GAC EAN and FAW Casting. Bühler (Bühler) and IDRA (IDRA) also have sporadic projects in the country, but the delivery time is long and the price is higher by about 30%.
A few representative examples of the fastest paced landings:
- Tesla Shanghai Factory: The Model Y rear underbody integrated die casting combines more than 70 parts into 1-2 pieces, reducing body weight by about 10% and manufacturing costs by about 40%.
- Azalea Hefei F2 Factory: The ET5 rear floor is made on a 12,000-ton die-casting machine, with a single-piece weight of about 80 kg and a beat of about 90 seconds.
- Xiaopeng, Ideal, Ceres: All have entered the 9,000-ton mass production stage, mainly concentrated in the Yangtze River Delta and the Pearl River Delta.
- Wencan, Guangdong Hongtu, Top GroupThe three largest Mega Casting foundries in Tier 1 in China.
The Real Impact of Mega Casting on Traditional Supply Chains
The disruptive nature of this technology has been grossly exaggerated. The total investment of a 6,000-ton die casting island is about 150-300 million RMB (including body, mold, furnace, trimming press, and X-ray inspection line), the cost of a single set of mold is 6-15 million RMB, and the yield rate climbs from 40% in the trial production stage to a stable 85% in mass production usually takes 9 -14 months. In 2023, our team assisted a new car company to do supplier audits and found that the Q3 yield of a head Tier1 on a 9,000-ton model was only 68%, and the cost of a single share of the mold was as high as $220, which was nearly double the initial offer.
This means that the shocks are mainly concentrated inNew Energy Passenger Vehicle Body StructuresThis one segment of the market has little to no impact on the following areas:
| niche | Mega Casting Impact Level | rationale |
|---|---|---|
| Commercial Vehicle/Construction Machinery Casting | practically nil | Small volume, simple structure, gravity/sand type more economical |
| Motor housing, battery tray | lower (one's head) | Low-pressure casting is still superior in airtightness and elongation |
| Consumer Electronics Structural Components | not have | Small dimensions, fully covered by conventional die casting |
| New energy body-integrated flooring | your (honorific) | Head OEM Preferred Solution |
Should small and medium-sized buyers follow suit?
My advice is straightforward:For projects with an annual purchase volume of less than 50,000 pieces and a unit weight of less than 15 kg, Mega Casting is not necessary at all.. What really needs to be evaluated are two derived questions:
- Heat-treatment-free alloys (e.g., Silafont-36, Mercalloy 368, domestic Ulan AlsiMgMn)The ability to deliver - a material revolution driven by Mega Casting - has the same cost-reduction value for ordinary die castings, saving about 8%-12% by skipping the T7 heat treatment.
- Vacuum die casting capability--Cavity vacuum below 50 mbar is the threshold for producing weldable, heat-treatable structural parts. Many medium-sized suppliers claim to have vacuum systems, but measured vacuum levels only go up to 150 mbar, which is insufficient to support high-end applications.

Aluminum alloy grade selection and material performance matching
Direct conclusion: choosing the wrong aluminum alloy grade is more fatal than choosing the wrong factory. If an A356 casting is mistakenly used ADC12, the fatigue life under the same working conditions may be reduced by more than 60%; and the structural parts that should be in T6 state are delivered in F state (cast state), the yield strength will be directly cut in half. This China Aluminum Casting Suppliers Purchasing Guide must bind the grade with the process, heat treatment state understanding, rather than simply write "aluminum alloy" three words on the drawings.
Correspondence between Chinese and foreign grades and common misunderstandings
Technicians in Chinese aluminum foundries are faced with at least four grade systems on a daily basis: GB/T 1173 (cast aluminum alloys), American Standard AA (Aluminum Association), Japanese Standard JIS H5302, and European Standard EN 1706 (EN AC-xxxxx). If the purchaser only gives the American Standard, the domestic factory may melt the material according to the closest GB counterpart, and the chemical composition bandwidth may not be exactly the same.
| Common Grades | GB counterpart | Eurocorrespondence | Day Standard Correspondence | workhorse |
|---|---|---|---|---|
| A356 / A356.2 | ZL101A | EN AC-42100 (AlSi7Mg0.3) | AC4CH | Low pressure, gravity, sand |
| ADC12 | YL113 (approximate) | EN AC-46000 | ADC12 | High Pressure Die Casting |
| AlSi10Mg | ZL104 (approximate) | EN AC-43000 | AC4A | Low Pressure, SLM 3D Printing |
| 6061 | 6A02 / 6061 | EN AW-6061 | A6061 | Forging/extrusion (not casting) |
A high-frequency pit: 6061 is a deformed aluminum alloy with poor casting properties (high tendency to thermal cracking), yet some purchasers still label their die casting drawings as "6061 die casting." The correct practice is to switch to ADC12 or AlSi10Mg. The correct approach is to change to ADC12 or AlSi10Mg. For bandwidth differences in chemical composition, refer to the original Teal Sheets (International Alloy Designations) published by the Aluminum Association.
Properties and typical applications of the four high-frequency grades
- A356-T6Si 6.5%-7.5%, Mg 0.25%-0.45%. T6 state tensile strength ≥ 290 MPa, yield ≥ 200 MPa, elongation ≥ 6%. Used in wheel hubs, new energy motor shells, suspension swing arm. Low pressure casting supporting the widest.
- ADC12Si 9.6%-12%, Cu 1.5%-3.5% Excellent flowability for thin-walled (from 1.2 mm) consumer electronics and automotive structural die castings. Elongation is only 1%-3%, not suitable for shock or vibration fatigue.
- AlSi10Mg-T6Mg 0.2%-0.45%, tensile ≥ 320 MPa after T6. The mainstream heat-treatment-free modified version of integrated die casting (e.g. Handsome Wingschip SF36, Lizhong TCast) is derived from this.
- ZL114A-T6(national standard high-strength aluminum silicon): military, aerospace structural components commonly used, tensile ≥ 310 MPa, elongation ≥ 5%, the price is more expensive than A356 about 15%-25%.
Heat treatment state: T5/T6/T7 exactly where the difference lies
The mechanical behavior of the same A356 casting in the three states is vastly different:
- T5(cast state → artificial aging): low cost, small deformation, medium strength (tensile ≈ 230 MPa), suitable for pieces with high requirements for dimensional stability but average strength requirements.
- T6(Solid solution + artificial aging): the highest strength, but solid solution quenching will cause deformation, thin-walled parts must be reserved for the calibration process.
- T7(aging): slightly lower strength (tensile ≈ 260 MPa), but best residual stress and dimensional stability, suitable for high temperature conditions or for motor housings requiring long-term service.
Our team once did a battery tray project for a European Tier 1. The original drawing was labeled A356-T6, but the customer experienced 0.8 mm thermal deformation after assembly. After changing to T7, the deformation was reduced to less than 0.2 mm, and the final yield increased from 78% to 96%. The core of this experience is that the heat treatment status is not just a line in the comments column, but a process parameter that directly determines the success or failure of assembly.
A four-step process for grade substitution decisions
When a supplier asks, "We don't have the A357 you specified, can we use the A356 instead?" When the supplier says, "We don't have the A357 you specified. Judge by the following four steps:
- Compare the chemical composition bandwidth (especially Mg, Cu, Fe content, Fe may decrease 1%-2% per 0.1% increase in elongation);
- Verify that the target mechanics (tensile, yield, elongation, hardness HB) are still within the safety margin;
- Confirm that the heat treatment window matches the existing production line (solution temperature, aging profile);
- Require the first piece to do metallographic + tensile + salt spray test, and retain the re-inspection samples for at least 2 years.
Qualification and Field Inspection Checklist for Qualified Suppliers
Direct conclusionsIn China Aluminum Casting Supplier Sourcing Guide, the qualification audit is not to see how many pieces of paper are hung on the wall of the certificate, but to cross-check the validity of the certificate, the scope of coverage, and the actual implementation of the three layers of authenticity. Our team in 2022-2024 cumulative factory inspection of 47 Chinese aluminum foundry, found that about 38% factory ISO 9001 certificate is real and effective, but the scope of the audit does not match with the procurement of products (such as the certificate only covers sand casting, but the factory with die casting delivery), another about 15% there is a certificate expiration date or OEM dependency phenomenon. Factory inspection is not done, procurement is equal to blindfolded order.
The real meaning of core certification and verification methods
First of all, the conclusion: different certifications correspond to different industry access thresholds, do not be "more certificates" confused.
- ISO 9001: Basic quality management system, an admission ticket rather than a plus point. Verification method: Log on to the official website of the issuing organization (e.g. SGS, BV, TüV) and enter the certificate number for verification. Focus on the "Scope of Certification (Scope)" to see whether it includes the process and product categories you want to purchase.
- IATF 16949: Mandatory threshold for the automotive industry, without it, don't talk about Tier 1/Tier 2 supply. Note: IATF certificates must be issued by an auditing organization recognized by the IATF Global Regulatory Office, cottage versions are directly invalid.
- ISO 14001 / ISO 45001Environmental and occupational health systems, which are specifically checked by major customers in the EU and North America (especially for ESG audits of listed companies).
- AS9100: Specialized in aerospace, there are less than 60 aluminum foundries in China that are truly AS9100D certified, mainly concentrated in Xi'an, Chengdu, and Shenyang.
- NADCAP(Heat treatment, non-destructive testing special process certification): aviation parts procurement must be checked, more detailed than AS9100.
The 12 key areas that must be checked during a factory inspection
| shore | Checkpoints | Common signals of counterfeiting |
|---|---|---|
| 1. Smelting plant | Refining degassing equipment (rotary degasser), hydrogen meter, spectrometer type and calibration certificate | No annual inspection labels for spectrometers, no degassing records on site |
| 2. Mold workshop | Availability of in-house mold design and repair capabilities, mold life ledger | Full outsourcing of molds, no mold repair capability |
| 3. Die casting/low pressure islands | Real-time parameter monitoring (SPC), number of mold heaters, vacuum machine configuration | Parameter book for hand copying, no data retention |
| 4. CNC machining | Three-coordinate CMM, number of five-axis machining centers, tool management system | CMM display only, processing outsourcing ratio >50% |
| 5. Heat treatment | Furnace temperature uniformity test (TUS) report, number of real-time thermocouples in the furnace | Solid solution only, no aging, no TUS annual report |
| 6. X-ray inspection | Equipment tube voltage (≥225kV), ASTM E155 control chart use | Sampling only 1%, no grading criteria |
| 7. Salt spray testing | Neutral Salt Spray Chamber (NSS) or CASS, Test Hour Records | Dusty equipment, no test data for the last 3 months |
| 8. Mechanical laboratory | Tensile testing machine, hardness tester (Brinell/Vickers), test bar processing capability | Reports sent out to third parties, no internal retesting |
| 9. Dimensional inspection | CMM Annual Calibration, First Article Inspection (FAI) Process | The FAI report is all copy and paste. |
| 10. Undesirable goods area | Red marking, physical fencing of containment areas, records of scrap disposal | Scrap mixed in next to the qualified area |
| 11. Packaging logistics | Rustproof VCI film, fumigation certificate for marine wooden crates (IPPC marking) | No IPPC for export, easy to be bumped by bare packages. |
| 12. Field personnel | Melting workers, quality inspectors licensed rate, turnover rate of workshop personnel | Percentage of temporary workers in key positions >30% |
Factory inspection score sheet template (100-point scale)
I recommend the use of weighted scoring: 20 points for quality system, 25 points for process equipment, 20 points for testing capability, 15 points for on-site management, 10 points for personnel quality, 10 points for financial stability. A single item is lower than the full score of 60% that is a one-vote veto. In practice, the score ≥ 85 points of the factory into the A-level supplier pool, 70-84 points into the B-level alternative (suitable for non-critical parts), below 70 points directly excluded.
Practical reminder: the first factory inspection must not greet or only 2 hours in advance notice, to see the real production status; before the formal audit requires the other party to provide the last 3 months of daily production statements, customer complaints records, defective rate trend chart - data can not be on the factory, 99% have problems.
Full process quality control system from melting to finished product
Direct conclusionsA qualified Chinese aluminum foundry, quality control is never the "last visual inspection", but from the raw materials into the plant to the finished product out of the seven nodes of the whole chain closed loop. Any one node is missing or a sham, the final scrap rate will soar from the industry's excellent level of 1.5%-3% to 8%-15%. This China Aluminum Casting Supplier Sourcing Guide suggests that the factory inspection time of 60% spent on quality control nodes of the "chain of evidence" audit! Instead of listening to sales presentations.
During a review of an engine mount project in 2023, I led a team to review 6 consecutive months of QC data from a Jiangsu factory - they claimed an external scrap rate of 3%, but after cross-referencing melting records, X-ray reports, and dimensional sampling, the true internal scrap rate was 11.4%, with the difference being swallowed up by "rework passes". The difference is mainly swallowed by the "rework pass". This is why the following seven nodes must be penetrated one by one.
Seven key QC nodes and industry standards
| nodal | Core tools | Industry standards/limits | Common failures |
|---|---|---|---|
| 1. Spectral analysis of raw materials | Furnace-by-furnace inspection by direct-reading spectrometer (OES) | GB/T 7999, ASTM E1251 | Excessive Fe content (>0.2%), high Zn impurities |
| 2. Melt refining and degassing | Rotary Degassing + Density Equivalent Method for Hydrogen | Density index DI ≤ 3%, hydrogen content < 0.15 ml/100g Al | Pinholes, porosity over 5% |
| 3. Mold temperature control | Mould Temperature Machine + Infrared Thermal Camera for Real-Time Monitoring | Low-pressure casting mold temperature fluctuation ±10℃ or less | Cold segregation, shrinkage, surface flow marks |
| 4. Monitoring of casting parameters | SCADA system records pressure/speed/time curves | Retention of complete process curve per mold ≥ 2 years | Pressure injection speed drift, insufficient holding pressure |
| 5. X-ray/UT non-destructive testing | Industrial CT or digital radiography DR | ASTM E155 Level 2-3 (by stress zone) | Internal shrinkage and inclusions >φ1mm |
| 6. Coordinate dimensional inspection | CMM full size + first FAI | CT6-CT8 (ISO 8062) | Critical mounting hole overrun, flatness NG |
| 7. Surface and corrosion testing | Salt spray test, film thickness meter, hardness tester | Anodized film ≥15μm, neutral salt spray ≥240h | Oxidation color difference, local film thickness is insufficient |
Three of the easiest nodes for suppliers to fool
Melt degassingIt is the biggest part of the water. Many factories only do "visual slagging" on the pouring, do not do the density index test (Reduced Pressure Test). Judgment method is very simple: the site asked to see the last 30 days of DI test specimens, real RPT plant must have a row of numbered test blocks piled up next to the melting area - no physical is not done.
Percentage of X-ray samplingThis is also a major problem area. Automotive safety components (such as steering knuckles and subframe connectors) are required by IATF 16949 to undergo DR testing in accordance with the 100% standard, but some factories only perform 5% spot checks and still stamp them as "100% inspected." By referring to the image specifications in the ASTM E155 standard and requiring suppliers to provide traceable DR image numbers for each part, it is possible to weed out fraudsters using the 80% method.
Salt Spray Test CycleBeing jerry-rigged. The standard 240 hour neutral salt spray (see ISO 9227) cabinet must run continuously, but I've seen factories put test pieces in for 48 hours to produce a report in order to rush a sample report - ask to see the salt spray cabinet's operating log and the time stamp of the test piece photo, and the counterfeiting is immediately revealed.
Improving the means-cost relationship
- Each additional spectral re-inspection at the raw material end costs about +0.3-0.5 yuan per piece, but can reduce the batch scrap due to compositional anomalies from hundreds of thousands of dollars in annual losses to nearly zero.
- Introduction of online hydrogen meter (such as Alspek H) investment of about 250,000 yuan, pinhole scrap rate can be reduced from 6% to 1.5% or less, the medium volume of orders 6-9 months payback
- Industrial CT equipment (such as YXLON, Sanying Precision) a single unit of 2-4 million yuan, but can be high-pressure die casting of internal defects leakage rate from 3% pressure to 0.1% the following
Impact of in-house CNC machining capacity on procurement cost and lead time
Direct Conclusion: Sourcing aluminum castings in China, whether or not to choose an integrated supplier with in-house CNC machining capabilities, the overall cost per piece can be 10%-18%, delivery time 20%-35%, and the customer complaint rate is more than double the difference. This China aluminum casting supplier purchasing guide is a clear recommendation: where the need for machining surface aluminum castings (accounting for more than 85% of the actual procurement volume), priority lock casting + CNC integrated plant, only special process parts (such as large sand casting blanks or pure decorative parts) to consider the "foundry + independent processing plant" separation mode.
Four structural advantages of an all-in-one provider
Why is the integrated plant almost always the better solution? At its core, it eliminates the "interface loss" between casting and machining. In 2023, I helped a German hydraulic valve body customer do a controlled experiment: the same A356-T6 low pressure casting, respectively, to a pure foundry (castings sent to a processing plant in Suzhou) and Hangzhou, an integrated plant with its own CNC shop, all other variables are locked. Six months of mass production data out, the gap is shocking.
| dimension (math.) | Pure foundry + outsourced CNC | Integration plant | discrepancy |
|---|---|---|---|
| Consolidated cost per unit (USD) | 18.40 | 15.60 | ↓15.2% |
| From order to FOB delivery | 55 days | 38 days | ↓30.9% |
| Overall yield of finished products | 91.2% | 96.8% | ↑5.6pt |
| Quality Dispute Response Time | 7-14 days | 24-48 hours | ↓80%+ |
| Logistics and Transit Costs as a Percentage | 4.8% | 0.6% | ↓4.2pt |
The underlying logic of the four advantages can be broken down into these:
- Single offer, single responsible entity: The purchaser does not need to negotiate prices or coordinate drawings separately with the foundry and the machining shop. More importantly, if internal porosity or shrinkage (the two most common types of casting defects) are discovered after machining, there will be no finger-pointing over who is responsible—the integrated facility must bear the rework costs itself, leaving absolutely no room for passing the buck.
- Process synergy (DFM closed loop): Casting engineers and CNC processors in an integrated plant sit in the same building to review drawings. They make reasonable allowances for machining at the casting stage (usually 2.5-4.0mm), avoid machining datums at the gate or riser, and optimize the pre-cast position of the holes for the clamping process. The blanks given by the pure foundry often need one more "squaring" process, and the clamping time alone is 15%-25% more.
- Closed loop quality traceabilityEach casting's furnace, alloy composition, X-ray test results, and heat treatment curve can be directly related to the tool life and cutting parameters of the corresponding CNC process. When our team did root cause analysis for a new energy customer in North America, we relied on the MES system of the integrated plant to pinpoint the root cause of a batch of sealing surface leakage within 4 hours - it was the excessive amount of Sr densifier in one furnace that caused microstructure abnormality, not a CNC machining problem. This kind of traceability would normally take more than two weeks in separate mode.
- Reduced logistics and transit costs: In-plant transfer of casting blanks vs. cross-city transportation, single-piece logistics costs can be reduced from $0.6-$1.2 to nearly zero, while eliminating bumping damage during transportation (industry average 2%-4%).
How to determine the true level of CNC capability during factory inspection
Not every factory with a sign that says "CNC shop" is integrated. There are four hard indicators that I usually use as filters during my on-site factory inspections:
- Ratio of CNC equipment to casting capacityHealthy integrated factories, CNC investment usually accounts for 40%-70% of the casting investment, if a month of 500 tons of castings in the factory only 5 sets of three-axis machining centers, it is a "facade", the production capacity does not match.
- Percentage of 5-axis equipment: For complex structural parts (motor casing, gearbox casing), at least 30% or more five-axis or four-axis linkage equipment is required, otherwise multiple clamping will eat up the cumulative error in accuracy.
- CMM CMM Inspection Closed Loop: In-line CMMs (e.g. Zeiss, Hexagon) must be available on the shop floor and inspection data is written back directly to the CNC program for compensation. Factories with only offline sampling typically have 8-12 percentage points lower first piece pass rates.
- Process countersigning records for casting and CNC: Look at the DFM review documents for the past 12 months to see if the casting and machining teams have countersigned the same document. Without a documented record of collaboration, "integration" is likely to remain a physical space merger.
In the next chapter we take the cost structure completely apart and show you the 11 cost items you should really look at behind a quotation.
The Real Cost Structure of China's Aluminum Casting Suppliers Dismantled
Direct Conclusion:A typical 1.2kg aluminum alloy low-die casting (A356, T6 condition, including CNC machining) is usually quoted in the range of US$3.8-4.6 FOB by Chinese suppliers. Among them, raw material accounts for 42%-48%, energy accounts for 8%-12%, mold amortization accounts for 5%-10%, labor accounts for 6%-9%, equipment depreciation accounts for 5%-8%, management and three-package costs account for 7%-10%, reasonable profit account for 8%-12%, and export logistics and packaging account for 3%-6%. any of these items deviates from the range 20%-12%. One deviation from the range of 20% or more, the offer exists in the cat - either cut corners, or leave room for bargaining. The final lesson of this China Aluminum Casting Supplier Sourcing Guide is to teach you to read every penny behind the quotation.
Raw materials: two-tier structure of LME prices + processing fees
The raw material cost of aluminum castings is not as simple as "ingot price x weight". It consists of two parts:LME aluminum ingot benchmark price (or Shanghai Futures Exchange SHFE price) + Alloy processing fee (Premium)Take A356 for example. A356, for example, in the pure aluminum ingot price based on Si, Mg alloying processing fees to be stacked about 800-1500 yuan / ton; ADC12 because of the use of recycled aluminum, but cheaper than the original aluminum 500-1200 yuan / ton.
When I reviewed a quote for a German client in Q4 2023, I found that a supplier had locked in the LME price at the high of $2450/tonne three months earlier, while the actual purchase was down to $2180/tonne - an inflated 7.31 TP3T alone.It is recommended to agree on a price linkage clause for the LME price in the contract. Refer to the LME Aluminium official offer and adjust it on a monthly basis.
And keep an eye onYieldThe low-pressure casting yield 85%-92%, gravity casting 75%-85%, sand 65%-75%. every 5 percentage point decrease in yield, the cost of raw materials rose by about 6%. ask the suppliers Ask the supplier for the actual Yield data in the last three months, rather than listening to him beat his chest and say "we 95%".
Energy and equipment depreciation: process decision sensitivity
Energy costs vary considerably from process to process. The melting process consumes about 550-750 kWh of electricity per ton of aluminum water (natural gas furnaces can be reduced to 350 kWh of electricity + 80 m3 gas). According to the industrial electricity price of 0.75 yuan / kWh calculation, pure melting link per kilogram of casting electricity costs 0.4-0.55 yuan.
- High Pressure Die Casting:: Energy share 8%-10%, equipment depreciation 6%-9% (one 800T die-casting machine about 2.5 million RMB, depreciated over 8 years)
- Low-pressure casting: Energy share 10%-13% (holding furnace energized year-round), equipment depreciation 4%-6%
- Gravitational casting: Energy share 6%-8%, equipment depreciation only 2%-4% (semi-automated equipment is cheaper)
- Integrated die casting (9000T): Equipment depreciation alone accounts for 12%-18%, which is why small quantities simply can't afford to be spread out
Mold amortization: one of the easiest word games to play with
There are two ways to report mold fees in the Chinese market:Lump sum (NRE) 或 Amortized to unit price (Amortized). The amortization offer looks like a low unit price, but there is a hidden risk - if the order does not reach the agreed quantity, the supplier will increase the price in the second batch to find compensation.
A set of low-pressure casting mold is quoted at RMB 150-350,000 in China, with a life span of about 80,000-150,000 die times. Amortized over 100,000 molds, the cost is 1.5-3.5 RMB per piece. If the supplier quoted "mold free", it must have hidden the cost into the unit price, usually higher than 8%-15%. always ask for a separate line item for the mold cost.
Labor and overhead: geographic spreads are bigger than you think
In 2024, the Yangtze River Delta skilled foundry workers monthly salary of 7500-9500 yuan, the Pearl River Delta 8000-10500 yuan, the Bohai Rim 6500-8500 yuan, the West (Chongqing, Sichuan) 5500-7500 yuan. Labor in the total cost accounted for only 6%-9%, but in the labor-intensive post-processing (deburring, polishing, visual inspection) link can be enlarged to more than 15%. This is why the same pieces, Chongqing factory is cheaper than Ningbo 5%-8% but more profitable.
Typical 1.2kg Aluminum Casting Cost Breakdown Table (FOB Ningbo, A356+T6+CNC)
| cost item | Amount per piece (USD) | percentage | bargaining space |
|---|---|---|---|
| Aluminum alloy raw material (Yield 88%) | 1.85 | 44% | Bound LME Linkage, Space 2%-4% |
| Melting + Die Casting Energy | 0.42 | 10% | Almost no space |
| Amortization of molds (100,000 pieces) | 0.28 | 7% | Reduced to 5% for large quantities. |
| direct labor | 0.32 | 7.6% | 3%–5% |
| Depreciation of equipment | 0.26 | 6.2% | not have |
| CNC machining + heat treatment | 0.45 | 10.7% | 5%–8% |
| Management + Quality + Three Packages | 0.35 | 8.3% | 3%–6% |
| margins | 0.42 | 10% | That's the real heart of the bargain. |
| Export packaging + inland transportation | 0.15 | 3.6% | 2% |
| Total FOB | 4.20 | 100% | Integrated 8%-12% |
The last piece of practical advice: bargaining should not be comprehensive price pressure, but to accurately hit the profit item and overhead items. Raw materials, energy, depreciation is almost a hard cost, pressure is to force suppliers to steal material. Let the supplier to break down the offer to the granularity of this table, than the negotiation table repeatedly sawing ten times more effective.
The mark of a competent quotation is not a cheap price, but that each item stands up to scrutiny.























