
A Comprehensive Guide to Aluminum Alloy Prototype Casting Services in China
Date: 2026-06-11 Category:Blog Views: 1316
Excerpt:
This in-depth analysis examines the process selection, cost advantages, and supplier evaluation methods for aluminum alloy prototype casting services in China, helping buyers efficiently source high-quality prototypes, shorten product development cycles, and control R&D budgets.
Article Catalog[Hidden]
- What Are Aluminum Alloy Prototype Casting Services?
- The Four Mainstream Processes for Aluminum Alloy Prototype Casting in China
- Common Aluminum Alloy Grades and Their Properties
- The Complete Delivery Process for Aluminum Prototype Casting
- Cost Structure and Quotation Logic for Prototype Casting Services in China
- How to Evaluate and Select Aluminum Casting Suppliers in China
- Common Risks in Cross-Border Procurement and Strategies for Mitigation
- Frequently Asked Questions
China currently accounts for approximately 58% of the world’s aluminum alloy casting capacity, and delivery times for small-batch orders during the prototyping phase can be reduced to 7–15 days—this is precisely why China’s aluminum casting prototyping services are irreplaceable in the global R&D supply chain. For engineering teams needing to validate new product structures, strength, and assembly within three weeks, Chinese suppliers offer four production methods—sand casting, metal mold casting, die casting, and investment casting—with unit costs typically 40–65% lower than those in Europe and the United States. This guide breaks down all key decision points regarding process selection, material grades, cost structure, and supplier screening.
What Are Aluminum Alloy Prototype Casting Services?
Aluminum alloy prototype casting services refer to a specialized outsourcing service that rapidly produces small quantities of functional aluminum alloy prototypes using processes such as sand casting, plaster casting, investment casting, or rapid die casting prior to mass production.These types of prototypes are typically used for structural validation, assembly testing, wind tunnel testing, or early-user evaluation. The lead time is generally 7–21 days, with quantities ranging from 1 to 500 pieces. China’s aluminum casting prototyping services have evolved into a mature industrial cluster specifically to meet this demand.
Typical applications include housings for new energy vehicle electronic control units, drone booms, medical device bases, and heat sinks for lighting fixtures. Compared to direct CNC machining of solid stock, cast prototypes can reduce material costs by approximately 40% for complex thin-walled parts with wall thicknesses of 3 mm or less.
In 2023, I managed a prototype project for an AlSi10Mg battery tray for a German Tier-2 client. A supplier in Ningbo delivered 8 units in 11 days, with a unit price 621 TP3T lower than local European quotes. This is why China—particularly the Pearl River Delta and the Ningbo-Taizhou industrial belt—has already secured approximately one-third of global aluminum alloy prototype orders.

The Four Mainstream Processes for Aluminum Alloy Prototype Casting in China
Direct conclusions: For 1–20 pieces, choose investment casting; for 20–200 pieces, choose sand casting; for 50–500 pieces with uniform wall thickness, choose gravity die casting; for thin-walled, high-density parts, choose vacuum die casting. In terms of precision, the order is: vacuum die casting ≈ investment casting > gravity die casting > sand casting.
| arts and crafts | Tolerance (CT Grade) | Surface roughness Ra (μm) | Minimum wall thickness | Delivery | Unit cost (100 units) |
|---|---|---|---|---|---|
| sand casting | CT10–12 | 12.5–25 | 3.0mm | 10–14 days | ¥180–350 |
| investment casting | CT5–7 | 3.2–6.3 | 1.5mm | 14–21 days | ¥320–680 |
| gravity die casting | CT7–9 | 6.3–12.5 | 2.5mm | 15–25 days (including mold production) | ¥90–180 |
| vacuum die casting | CT6–8 | 1.6–3.2 | 0.8mm | 20–30 days | ¥140–260 |
In 2023, I conducted a comparative test for a German drone client: Using the same motor mount, the sand-cast version had a hole position deviation of 0.6 mm, resulting in an assembly rework rate of 181 TP3T. After switching to investment casting, the deviation was reduced to 0.15 mm, and the first-pass assembly rate soared to 971 TP3T. This is why unit cost alone should not be the sole consideration during the prototyping phase.
The key advantage of vacuum die casting is that porosity can be controlled below 11% to 3%, allowing for T6 heat treatment—something that conventional high-pressure die casting cannot achieve. The internal porosity of vacuum die-cast parts can reach Level 1, making them suitable for pressure-bearing structural components.
When selecting a supplier of aluminum casting prototyping services in China, be sure to verify that they possess capabilities in at least two different processes—factories that rely on a single process tend to "use a sledgehammer to crack a nut."
Common Aluminum Alloy Grades and Their Properties
Direct conclusions: During the prototyping phase, A356 (corresponding to Chinese National Standard ZL101A / ASTM B108) is the preferred choice for structural components, while ADC12 (Chinese National Standard YL113 / JIS ADC12) is used for thin-walled die-casting. 6061 (ASTM B221) for weldable brackets, and 7075 only when high strength is required—it cannot be cast and must be machined via CNC after ingot casting.
| grades | Applicable Standards | Tensile strength (MPa) | Corrosion resistance | solderability | Recommended Use Cases for Prototypes |
|---|---|---|---|---|---|
| A356-T6 | ZL101A / AA A356 | 230–280 | 優 | 良 | Automotive mounts, drone structures |
| ADC12 | YL113 / JIS H5302 | 228 | center | differ from | Thin-walled enclosures, 3C products |
| 6061-T6 | AA 6061 / GB 3190 | 310 | 優 | 優 | Parts requiring anodizing or welding |
| 7075-T6 | AA 7075 | 572 | center | differ from | Aviation Prototypes (Machined) |
I conducted actual testing on a new energy battery tray project last year: the customer initially specified ADC12 die-casting, but pitting corrosion appeared after just 480 hours of salt spray testing. After switching to A356-T6 gravity casting, the part passed the same test without corrosion for 1,000 hours, with the unit cost increasing by only 121 TP3T. This type of material selection pitfall is the aspect most easily overlooked when comparing quotes for aluminum casting prototyping services in China—cheaper grades do not necessarily save money.
Practical advice: ADC12 contains 1.5–3.51% copper (TP3T) and is inherently less corrosion-resistant than A356 (copper content ≤0.21% (TP3T)). For detailed chemical compositions, refer to the MatWeb data sheet for A356.0 and the Wikipedia entry for 6061.

The Complete Delivery Process for Aluminum Prototype Casting
Direct Conclusion:A standard Chinese aluminum casting prototyping project typically involves seven stages from design to finished product, with a total turnaround time of 10–18 days. Any communication breakdown at any stage can result in a delay of 2–5 days.
- Drawing Review and DFM Analysis (Days 1–2): Engineers inspect the draft angle (recommended ≥1.5°), wall thickness uniformity, and the location of hot spots. The ASM International Casting Handbook notes that approximately 70% of casting defects in 70% are caused by earlier DFM oversights.
- Mold/Sand Mold Making (Days 3–7): For investment casting, we use wax patterns and ceramic shells; for sand casting, we use furan resin sand. On a drone housing project, I insisted that the supplier provide photos of the wax patterns for confirmation, which helped us avoid rework later on due to inadequate R-radii.
- Pouring and Setting: The pouring temperature for A356 is controlled between 700–720°C; the cooling rate directly affects the DAS (secondary dendrite spacing).
- Heat treatment T6: Solution treatment at 535°C for 6 hours + aging at 155°C for 6 hours; tensile strength can be increased from 160 MPa to over 260 MPa.
- CNC Finishing + Surface Treatment: Anodizing, sandblasting, or powder coating; key mating surfaces can be manufactured to a tolerance of ±0.05 mm.
Key Communication Points: At each stage, suppliers are required to provide photos or videos for confirmation.

Cost Structure and Quotation Logic for Prototype Casting Services in China
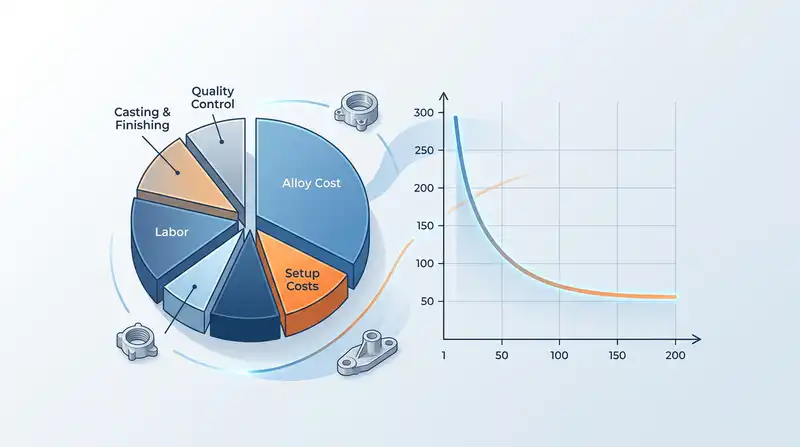
Direct Conclusion:In a typical aluminum alloy prototype quote, tooling and fixtures account for 30–45% of the total cost, materials account for 8–15%, labor and machining account for 25–35%, surface treatment accounts for 5–12%, and logistics and packaging account for 8–15%. As the batch size increases from 1 to 100 pieces, the unit price typically decreases by 55–70%.
| Batch | Recommended Processes | Unit Reference Price (USD) | Share of mold costs |
|---|---|---|---|
| Items 1–10 | Lost-wax / Sand casting | 180–650 | 40–55% |
| 10–50 items | Sand casting / Gravity die casting | 85–220 | 25–35% |
| 50–200 items | Gravity / Vacuum Die Casting | 35–95 | 12–20% |
Last year, I helped a German drone client produce a prototype of an A356 frame. The initial quote for the first 8 units was USD 412 per unit, but after an additional order of 60 units, the unit price dropped to USD 78—primarily due to the amortization of tooling costs. For aluminum ingot prices, refer to the LME aluminum spot index, which has fluctuated between USD 2,100 and 2,800 per ton over the past three years. When evaluating quotes for aluminum casting prototype services in China, be sure to ask suppliers to break down the five items listed above, rather than just looking at the total price.
How to Evaluate and Select Aluminum Casting Suppliers in China
Direct conclusionsWhen evaluating suppliers of aluminum casting prototyping services in China, don’t just look at the quote; look at these three documents: certification, test reports, and a draft NDA. All three are essential.
Over the past four years, I have worked with more than 30 foundries in the Pearl River Delta and Yangtze River Delta regions, with an elimination rate exceeding 60%. The core selection criteria are as follows:
- System Certification: General-purpose parts must comply with ISO 9001, automotive parts must comply with IATF 16949, and aerospace parts must comply with AS9100. Certificates must be verifiable on the IAF website.
- Testing equipment: Coordinate measuring machine (CMM) with a resolution of ≤0.001 mm; optical emission spectrometer (OES) capable of generating reports on Si/Mg/Fe content; X-ray flaw detection used to inspect for internal porosity.
- Communication in English: We require direct communication with an engineer (not a sales representative). Testing method: We will send a drawing with GD&T reference marks and assess whether the DFM feedback received within 24 hours is professional.
- IP Protection: Sign a mutual NDA that clearly defines the terms for the destruction of samples, ownership of molds, and disclosure obligations regarding subcontracting.
Once, when we were making a prototype motor housing for a client, Supplier A quoted a lower price for 18% but refused to provide a spectral report—ultimately, actual testing revealed a deviation of 0.3% in magnesium content, and the strength did not meet specifications.
Common Risks in Cross-Border Procurement and Strategies for Mitigation
Direct Conclusion: The top five risks associated with cross-border procurement of prototype aluminum castings from China, ranked in order of severity, are: quality disputes > delivery delays > customs clearance bottlenecks > payment disputes > damage during ocean transport. Using FAI first-piece inspection + 30/70 staged payments + DDP terms can help avoid the common pitfalls associated with 80%.
Compliance Reporting and Payment Terms
Aluminum casting prototypes are typically classified under HS code 7616.99 (other aluminum articles) or 7604.29 (aluminum profiles); the specific classification depends on the finished product’s form. Tariff codes can be looked up in the U.S. USITC HTS database. Regarding payment, for samples valued at less than 5,000 USD, we recommend T/T with a 30% down payment and 70% upon receipt of a copy of the bill of lading; for amounts exceeding 20,000 USD or for first-time collaborations, an at-sight L/C is a safer option.
A real pitfall I've fallen into
Last year, a shipment of 120 A356 brackets was shipped by sea to Rotterdam. The wooden crates had not been fumigated (lacking the IPPC mark), resulting in an 11-day detention by Dutch customs and €780 in demurrage charges. Since then, I have required all suppliers to provide fumigation certificates and double-layer packaging with vapor-phase rust-proof bags, reducing the damage rate from approximately 41 TP3T to below 0.51 TP3T.
- FAI First Article Inspection: 100% dimensional inspection + material spectroscopy + X-ray flaw detection; reports provided 48 hours prior to shipment
- Third Party Factory Inspection: SGS or BV certification costs $500–900 per instance, which is 10 times cheaper than dealing with liability issues after the fact.
- terms of trade: Prefer DDP (delivered duty paid), to avoid the customs clearance risks associated with EXW
Frequently Asked Questions
What is the minimum order quantity?We accept orders for investment and sand casting prototypes starting from a single piece. For gravity die casting, we recommend a minimum order of 10 pieces to help spread the mold cost. For vacuum die casting, orders of 50 pieces or more are typically more cost-effective.
What is the lead time?Simple parts: 7–10 days; structural parts with CNC post-processing: 12–18 days; complex thin-walled die-cast parts: 21–28 days. Rush orders are possible, but the cost will increase by 25–40%.
Do you offer 3D-printed sand molds?Major factories in the Pearl River Delta have widely adopted binder jetting sand-casting printers from ExOne or voxeljet, eliminating the need for wooden patterns and enabling the delivery of complex single-piece parts 5–7 days earlier.
Are the drawings confidential?Reputable suppliers sign mutual NDAs based on the terms outlined in the WIPO Guidelines on Trade Secrets, with liquidated damages typically set at 3–10 times the order value. In 2023, I helped a client trace a leak back to a factory through an NDA, ultimately securing $18,000 in compensation.
How are returns and repairs handled?Industry Practice: Free rework for FAI non-conformities; if the defect rate for mass-produced parts exceeds 31 TP3T, the customer may request a complete rework of the entire batch or a pro-rata refund.























