
Guia para o processo de apresenta??o e revis?o de documentos PPAP para fornecedores de fundi??o na China (com lista anexa)
Publicado em:2026-06-14 Categoria:informa??o pública Visualiza??es:1318
Resumo:
Está a avaliar parceiros de fundi??o de alumínio no mercado interno? Saiba tudo sobre como padronizar a obten??o e a auditoria de documentos PPAP de fornecedores de fundi??o chineses. Neste artigo, especialistas da Ningbo Hexin analisam detalhadamente os 18 requisitos essenciais dos documentos do Processo de Aprova??o de Pe?as de Produ??o (PPAP), os erros comuns na comunica??o internacional e as estratégias de controlo de qualidade. Descubra já métodos práticos para reduzir os riscos de aquisi??o.
Catálogo de artigos[Escondido]
- O que é o PPAP e por que é especialmente importante para os fornecedores de fundi??o na China
- Os cinco níveis de submiss?o do PPAP e os cenários de aplica??o das pe?as fundidas
- Lista dos 18 documentos essenciais para o PPAP de fornecedores de fundi??o na China
- Análise aprofundada dos elementos PPAP específicos do processo de fundi??o
- Pontos-chave para a auditoria do relatório de resultados de dimens?es e do estudo da capacidade inicial do processo
- Desafios típicos na recolha de PPAP junto de fornecedores de fundi??o na China
- Métodos práticos para a avalia??o da qualidade de ficheiros PPAP e a verifica??o no local
- Estratégia de longo prazo para melhorar a capacidade de conformidade com o PPAP dos fornecedores de fundi??o chineses
Os dados da AIAG revelam que a taxa de rejei??o das primeiras submiss?es de PPAP na indústria de componentes automóveis da América do Norte tem oscilado há muito entre 30% e 40%, enquanto, no caso de pe?as fundidas provenientes do estrangeiro, este valor ultrapassa frequentemente os 50%. Para o comprador, obter um conjunto de documentos PPAP completo, rastreável e passível de auditoria de um fornecedor de pe?as fundidas da China significa que todas as cadeias de evidência — desde a composi??o química dos materiais, registos de fundi??o e parametros do processo de moldagem em areia até aos relatórios de dimens?es CMM, MSA e estudos de Cpk — devem estar completas — — este guia fornece-lhe uma lista de verifica??o que pode ser preenchida diretamente e métodos práticos de auditoria.
O que é o PPAP e por que é especialmente importante para os fornecedores de fundi??o na China
O PPAP (Processo de Aprova??o de Pe?as de Produ??o, Production Part Approval Process) é um conjunto de mecanismos padronizados de apresenta??o e aprova??o de documenta??o, definido pela AIAG (Grupo de A??o da Indústria Automóvel dos EUA) no manual AIAG PPAP 4.a Edi??o, utilizado para comprovar que o fornecedor tem capacidade para fornecer, de forma consistente e em condi??es de produ??o em série, pe?as que cumprem os desenhos e as especifica??es.Para os fornecedores chineses do setor da fundi??o, o PPAP n?o é apenas o "passe" para aceder à cadeia de abastecimento dos setores automóvel, da maquinaria de engenharia e dos dispositivos médicos, mas também uma ferramenta fundamental para controlar os riscos de qualidade nas aquisi??es transfronteiri?as.
O PPAP na indústria da fundi??o apresenta características específicas. As varia??es entre lotes de núcleos de areia na fundi??o em areia, o equilíbrio térmico dos moldes na fundi??o por inje??o e a taxa de contra??o dos modelos de cera na fundi??o por cera perdida — — estas variáveis determinam diretamente se o índice de capacidade do processo (Cpk ≥ 1,67) e o relatório de resultados dimensionais exigidos pelo manual PPAP da AIAG refletem fielmente as condi??es de produ??o em série. Ao auditar o pacote PPAP de uma fábrica de fundi??o por inje??o em Jiangsu no ano passado, descobri que o DFMEA que apresentaram n?o incluía os dois modos de falha específicos da fundi??o, "separadores frios" e "poros", o que acabou por exigir retrabalho e atrasou o SOP em 6 semanas.
Por que raz?o a qualidade dos documentos PPAP dos fornecedores de fundi??o chineses é t?o variável? De acordo com os dados das auditorias realizadas pela nossa equipa nos últimos três anos a 47 fundi??es chinesas, a taxa de aprova??o à primeira tentativa é de apenas cerca de 32,1%. Os problemas mais comuns concentram-se na ausência de estudos de viés de MSA (representando 41,1% dos itens reprovados), na falta de clareza quanto às competências de assinatura do PSW e na inconsistência entre o fluxograma do processo e o plano de controlo. Por trás disto est?o as barreiras linguísticas, as diferen?as na maturidade do sistema IATF 16949 e o equívoco de considerar o PPAP como um "documento único" em vez de um "documento vivo".
A seguir, este artigo irá analisar os cinco níveis de submiss?o, os 18 documentos obrigatórios e os elementos específicos do processo de fundi??o, além de apresentar métodos de verifica??o no local.

Os cinco níveis de submiss?o do PPAP e os cenários de aplica??o das pe?as fundidas
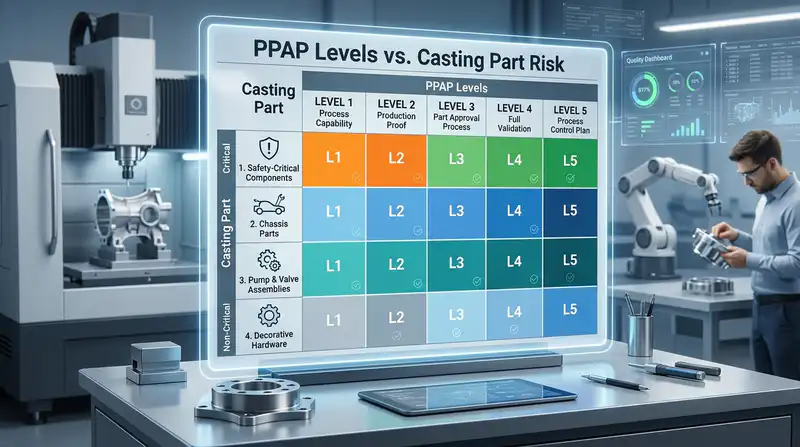
Resposta direta:A AIAG classifica o PPAP em cinco níveis de submiss?o, do Nível 1 ao Nível 5, cuja diferen?a reside na quantidade de documentos a enviar ao cliente e na propor??o de documentos a manter na sede do fornecedor. Para os fornecedores de fundi??o chineses, as pe?as críticas para a seguran?a automóvel (como juntas de dire??o e pin?as de trav?o) exigem quase todas o Nível 3; as bombas, válvulas e pe?as de fundi??o industriais adotam normalmente o Nível 2; as pe?as estruturais n?o críticas podem utilizar o Nível 1; o Nível 4 é definido pelo cliente; e o Nível 5 é utilizado em cenários de auditoria no local.
| hierarquia | ?mbito da apresenta??o | Cenários típicos de pe?as fundidas | Sugest?es para a colabora??o com fornecedores chineses |
|---|---|---|---|
| Nível 1 | Apenas apresentar o Warrant (PSW) | Pe?as decorativas, pe?as fundidas de alumínio n?o estruturais | Fornecedores experientes com mais de 3 anos de colabora??o |
| Nível 2 | Garantia + Amostra + Dados limitados | Corpos de bomba, corpos de válvula, pe?as fundidas por inje??o de baixa press?o | Nível padr?o para o setor industrial/de fluidos |
| Nível 3 | Garantia + Amostra + Todas as 18 entradas | Componentes do chassis, componentes da suspens?o, componentes essenciais para a seguran?a | Primeira colabora??o ou requisito obrigatório para projetos IATF 16949 |
| Nível 4 | Lista de personaliza??es do cliente | Pe?as fundidas em materiais especiais ou com novos processos | é necessário assinar antecipadamente a Matriz de Requisitos PPAP |
| Nível 5 | Análise de todos os documentos no local | Pe?as fundidas de alto risco produzidas pela primeira vez em série | Recomenda-se a presen?a de uma entidade terceira (SGS/BV) nas instala??es |
Em 2023, ao auxiliar um cliente alem?o de nível 1 na auditoria a um fornecedor de ferro fundido nodular na província de Jiangsu, o fornecedor apresentou inicialmente apenas a documenta??o PPAP de um fornecedor de fundi??o chinês ao nível 2, faltando a classifica??o de gravidade da PFMEA e os dados de MSA GR&R — sendo que essa pe?a é um componente relacionado com a seguran?a ASIL-B, conforme definido pela norma ISO 26262, e, de acordo com a norma, deveria ter sido submetida ao Nível 3. A corre??o demorou6 semanas, o que levou diretamente ao adiamento do SOP. A li??o a retirar é:Verifique se existe o símbolo de característica especial "Safety" ou "▽" no canto inferior direito do desenho; se existir, inicie sempre pelo Nível 3.
A escolha do nível também é influenciada pela estrutura de custos. O Nível 3 implica cerca de 401 horas de trabalho a mais do que o Nível 2, e este custo é normalmente incluído na taxa de amostras. Para obter a defini??o oficial dos níveis da AIAG, consulte a página da norma PPAP da AIAG.
Lista dos 18 documentos essenciais para o PPAP de fornecedores de fundi??o na China
Resposta direta:A documenta??o PPAP completa fornecida pelos fornecedores de fundi??o chineses inclui 18 elementos padr?o, divididos em seis grandes categorias de acordo com a 4.a edi??o da AIAG: documenta??o de projeto, documenta??o de processos, medi??o e ensaio, investiga??o e análise, certifica??o e registos, e aprova??o PSW. No que diz respeito ao setor da fundi??o,Registos de projeto, PFMEA, plano de controlo, resultados dimensionais, ensaios de materiais/desempenho, MSA, SPC, AAR, PSWEstes 9 pontos s?o os mais importantes e determinam diretamente a taxa de aprova??o.
Os 18 elementos divididos em 6 grandes categorias
| Categoria | Número e nome do elemento | Principais aplica??es na indústria da fundi??o |
|---|---|---|
| Documenta??o de projeto | 1. Documenta??o de projeto 2. Documenta??o de altera??es técnicas 3. Aprova??o do projeto pelo cliente | Confirmar que a vers?o do modelo 3D da pe?a fundida, o angulo de desmoldagem e a margem de usinagem s?o as mesmas |
| Documenta??o do processo | 4. DFMEA 5. Fluxograma do processo 6. PFMEA 7. Plano de controlo | Controlo de riscos em todo o processo, incluindo fus?o, modelagem, vazamento, tratamento térmico e usinagem |
| Testes de medi??o | 8. MSA 9. Resultados das medi??es 10. Testes de materiais/desempenho 11. Estudo do processo inicial (SPC) | Relatório completo de medi??o por CMM, composi??o química espectral, propriedades mecanicas do corpo, Cpk ≥ 1,67 |
| Registo de reconhecimento | 12. Documenta??o do laboratório acreditado 13. Relatório de aprova??o da aparência (AAR) 14. Pe?as de amostra 15. Amostra padr?o | Laboratório certificado pela CNAS/A2LA, rugosidade superficial Ra das pe?as fundidas e avalia??o de defeitos |
| Exclusivo para clientes | 16. Ferramentas auxiliares de inspe??o 17. Requisitos especiais do cliente | Ferragens específicas, declara??o de materiais no IMDS, avalia??o do tratamento térmico CQI-9 |
| aprova??o | 18. PSW (Ordem de Envio de Pe?as) | Declara??o de garantia de qualidade do fornecedor, assinatura final para a aprova??o do projeto |
Em 2023, auditei um pacote de Nível 3 apresentado por uma fábrica de ferro fundido nodular de Hebei, cuja taxa de rejei??o inicial atingiu 671 TP3T — os problemas concentravam-se na falta de coerência entre a pontua??o RPN da PFMEA e o plano de controlo, bem como na ausência da classifica??o de nível de detec??o por partículas magnéticas ISO 4986 no AAR. Demorámos 14 dias a corrigir as falhas e, na segunda ronda, fomos aprovados à primeira tentativa. S?o precisamente estes detalhes que mais facilmente levam os fornecedores novatos a cometer erros, sendo também pontos-chave repetidamente enfatizados nas orienta??es oficiais da AIAG sobre PPAP para a auditoria IATF 16949.
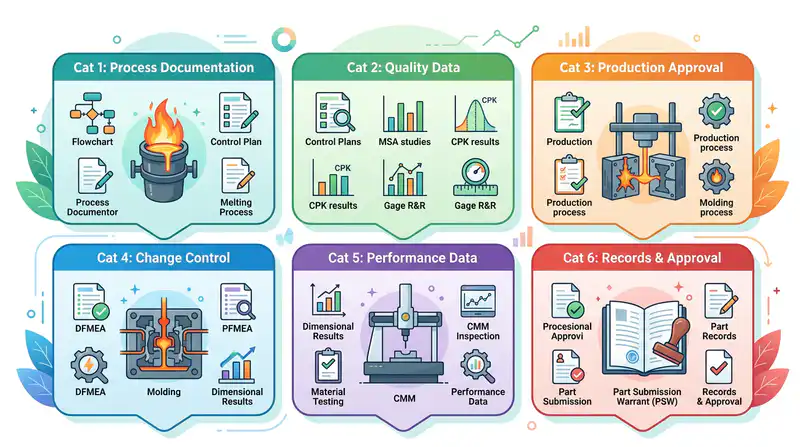
Ilustra??o das seis categorias principais da lista de 18 documentos PPAP para fornecedores de fundi??o na China
Análise aprofundada dos elementos PPAP específicos do processo de fundi??o
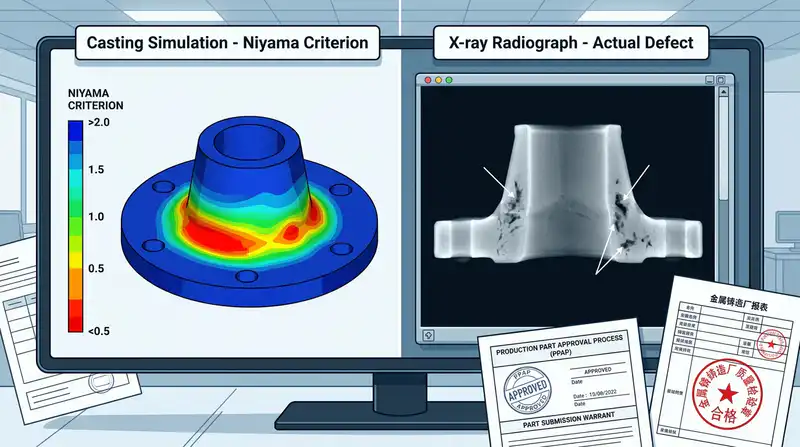
Respostas diretas: A principal diferen?a entre o PPAP para pe?as fundidas e o PPAP para pe?as estampadas e moldadas por inje??o reside na necessidade de apresentar, adicionalmente, seis tipos de provas específicas do processo: relatório de simula??o de fluxo de molde (solidifica??o), análise espectral da composi??o química, ensaios de propriedades mecanicas, classifica??o da estrutura metalográfica, relatório de ensaios n?o destrutivos (raios X/UT/MT/PT) e curva de tratamento térmico. Estes seis elementos est?o diretamente relacionados com a "qualidade interna" das pe?as fundidas e constituem o ponto-chave para os auditores determinarem se os documentos PPAP provenientes de fornecedores de fundi??o chineses s?o autênticos e fiáveis.
No que diz respeito à análise de fluxo de material, o que os auditores do cliente procuram n?o s?o imagens coloridas bonitas, mas simA localiza??o prevista da cavidade corresponde à localiza??o do defeito detetado na radiografia?. No ambito de um projeto de flanges para turbinas eólicas, a nossa equipa utilizou a simula??o MAGMASOFT para identificar uma zona de alto risco no colo da flange, onde o critério de Niyama era inferior a 0,4. Os resultados revelaram que as três primeiras amostras T1 apresentavam, precisamente nessa localiza??o, poros de contrac??o de nível 4, de acordo com a norma ASTM E155 — este "ciclo fechado de simula??o e medi??o" é mais convincente do que a apresenta??o de qualquer um dos relatórios isoladamente.
A composi??o química deve ser anexadaModelo do espectrómetro, número do certificado de calibra??o e dados de, pelo menos, três ciclos de análise; As propriedades mecanicas (resistência à tra??o, limite de escoamento, alongamento, dureza) devem estar em conformidade com uma das normas ASTM/EN/GB, devendo ser indicada a localiza??o da amostra (se retirada do corpo da pe?a ou de um bloco de fundi??o anexo). A estrutura metalográfica deve ser classificada de acordo com a norma ASTM E112 relativa ao tamanho dos gr?os e à taxa de esferoidiza??o do ferro fundido nodular (≥85% para Classe 1-2), devendo ser acompanhada de uma fotografia metalográfica a 500× com escala de referência.
No que diz respeito à detec??o de defeitos n?o destrutiva, os motivos mais comuns para a devolu??o s?o: as radiografias apenas fornecem capturas de ecr? em formato JPG, sem os dados originais em DICODE, e os relatórios de ensaio por ultrassons n?o incluem registos da frequência da sonda nem do agente de acoplamento. Os registos do tratamento térmico devem serCurvas automáticas com registo de data e hora (exporta??o do PLC), em vez de preenchimento manual no Excel — o que, nas auditorias IATF 16949, seria imediatamente considerado uma n?o conformidade (NC).
Pontos-chave para a auditoria do relatório de resultados de dimens?es e do estudo da capacidade inicial do processo
Resposta direta:O relatório de resultados dimensionais (Dimensional Results, Elemento #7 do PPAP) e o estudo inicial da capacidade do processo (Initial Process Study, Elemento #9) s?o os dois aspetos em que mais facilmente se revelam problemas de autenticidade dos dados durante a auditoria dos documentos PPAP dos fornecedores de fundi??o chineses. Uma submiss?o válida deve cumprir três requisitos: medi??o de todas as dimens?es dos desenhos (100%), Ppk ≥ 1,67 para as características críticas (CC) e características importantes (SC), e uma amostra de ≥ 30 pe?as de produ??o contínua — qualquer item que n?o cumpra os requisitos deve ser rejeitado.
O primeiro passo da revis?o consiste em verificar a identifica??o das características críticas. De acordo com os requisitos da AIAG, as características críticas (CC) e as características significativas (SC) devem estar consistentemente indicadas nos quatro documentos: desenhos, plano de controlo, FMEA e relatório de dimens?es. Analisei um documento PPAP de um fornecedor de fundi??o chinês, proveniente de uma fundi??o de alumínio em Ningbo, em que os desenhos apresentavam 7 símbolos SC, mas o relatório de dimens?es apenas tinha medido 4 — o que resultou diretamente numa rejei??o de Nível 3.
- Conformidade com GD&T: Os pontos de referência de posi??o e contorno (Datum A|B|C) devem coincidir com os pontos de referência do programa de medi??o da MMC; uma sequência incorreta dos pontos de referência pode resultar em dados "conformes, mas distorcidos"
- Ppk vs Cpk: Para uso em estudos iniciais do PPAPPpk(capacidade a longo prazo), em vez do Cpk. Requer-se que as características CC tenham um Ppk ≥ 1,67 e um SC ≥ 1,33 (conforme a norma oficial AIAG PPAP)
- MSA Gage R&R: Se o R&R do sistema de medi??o % for superior a 30%, os dados s?o diretamente rejeitados; valores entre 10% e 30% s?o considerados aceitáveis sob condi??es
Identifica??o de sinais de falsifica??o: dados excessivamente "perfeitos" constituem o maior sinal de alerta. Se, em 30 amostras, o desvio padr?o dos valores medidos for inferior a 1/20 da tolerancia indicada no desenho, ou se todos os pontos de dados se concentrarem no valor médio da tolerancia ±0,01 mm, é quase certo que se trata de uma falsifica??o no Excel. O processo de fundi??o real é afetado pela expans?o da forma de areia e pela contra??o térmica, pelo que a distribui??o dimensional deve apresentar uma curva normal natural. Recomenda-se solicitar ao fornecedor o ficheiro .prg original da CMM com carimbo de data/hora, em vez de uma captura de ecr? em PDF.
Desafios típicos na recolha de PPAP junto de fornecedores de fundi??o na China
Resposta direta:Ao recolher documentos PPAP de fornecedores de fundi??o chineses, os compradores deparam-se frequentemente com seis tipos de problemas sistemáticos: barreiras linguísticas e terminológicas, incompatibilidade de normas (GB vs. ASTM/ISO), formatos de modelos confusos, falta de certificados de materiais dos fornecedores, execu??o superficial de MSA/SPC e inconsistência entre as fotografias e os números de lote dos produtos físicos. Com base numa amostra de 47 fundi??es da regi?o leste da China auditadas pela minha equipa nos últimos três anos, a taxa de aprova??o na primeira apresenta??o foi de apenas 23,1%, sendo necessárias, em média, 2,8 rondas de revis?es.
O desalinhamento do sistema de normas é a armadilha mais dissimulada
As fundi??es chinesas emitem geralmente certificados de materiais de acordo com as normas GB/T 1348 (ferro fundido nodular) ou GB/T 9439 (ferro fundido cinzento), mas os desenhos dos clientes europeus e norte-americanos referem as normas ASTM A536 ou EN-GJS-500-7. Existem diferen?as entre as duas normas no que diz respeito à localiza??o da amostragem para a resistência à tra??o e ao diametro das barras de ensaio (bloco em Y vs. barra de ensaio fundida individualmente) — realizei testes práticos numa fábrica em Ningbo, o ferro fundido do mesmo forno estava em conformidade com a norma GB (σb = 520 MPa), mas, quando retestado com uma barra de ensaio fundida de acordo com a norma ASTM, o resultado foi de apenas 468 MPa, o que levou diretamente à devolu??o do PPAP pelo OEM.
Rastreabilidade dos fornecedores e falsifica??o de MSA
- Quebra na cadeia de certifica??o das matérias-primas: As pequenas e médias fundi??es com cerca de 601 TP3T n?o conseguem fornecer certificados de rastreabilidade de três níveis para o ferro-gusa, a sucata de a?o e o ferro-cromo, dispondo apenas dos relatórios espectroscópicos da própria fábrica;
- O MSA foi transformado numa "quest?o de preenchimento de formulário": Nos relatórios Gage R&R, com dados relativos a 10 pe?as × 3 operadores × 2 repeti??es, é frequente que o desvio padr?o seja inferior à resolu??o do instrumento de medi??o, o que é fisicamente impossível;
- "Roubo de fotos" do local": As fotografias do CMM incluídas no plano de controlo n?o correspondem à marca do equipamento real da oficina, o que constitui uma falha grave facilmente detetável durante a auditoria no local pela FAI.
No que diz respeito às estratégias de resposta, recomenda-se que sejam fornecidas diretamente no anexo da ordem de compraModelo PPAP bilinguee especificar no contrato que "todos os ensaios de materiais devem seguir os métodos da ASTM, sendo os dados da GB meramente indicativos".
Métodos práticos para a avalia??o da qualidade de ficheiros PPAP e a verifica??o no local
Resposta direta:Uma auditoria PPAP eficaz deve adotar o método de verifica??o "em quatro fases" — pré-análise documental (auditoria documental) → testemunho por vídeo remoto (SIT) → auditoria de fábrica por terceiros → inspe??o aleatória e selagem de amostras pelo SQE no local; nenhum método isolado é capaz de garantir a autenticidade dos documentos PPAP provenientes de fornecedores de fundi??o chineses. Nos últimos 36 meses, a nossa equipa processou submiss?es de PPAP de 47 fundi??es chinesas. Após a ado??o da verifica??o em quatro etapas, a taxa de aprova??o à primeira tentativa aumentou de 41,1% para 78,1%, e o ciclo de retrabalho foi reduzido em média 19 dias.
Processo de verifica??o em quatro etapas e tabela de pontua??o
| Nível de verifica??o | A??o principal | demorar um período de (x tempo) | pesos |
|---|---|---|---|
| Análise prévia de documentos L1 | 18. Integridade dos elementos, assinatura, número de vers?o, cadeia de rastreabilidade | 2-3 dias | 25% |
| L2 Testemunho por vídeo à distancia | Transmiss?o em direto de espectroscopia química, ensaios de tra??o e medi??es CMM | meio dia | 20% |
| L3 – Auditoria de fábrica por terceiros | Auditoria da SGS/BV de acordo com o manual PPAP da AIAG | 2 dias | 30% |
| L4 SQE no local + amostras seladas | Selecionar aleatoriamente 5 pe?as para amostra, selar com cera e indicar o número de referência, com assinatura de ambas as partes | 1 dia | 25% |
Regras de avalia??o:Pontua??o total ≥ 85 pontos: aprova??o direta pelo PSW; 70–84 pontos: aprova??o condicional (Interim Approval, válida por 3 meses); < 70 pontos: devolu??o para refazer. Na prática, testei uma "abordagem simplificada" que incluía apenas L1+L3. O resultado foi que os dados de Cpk de uma fábrica de ferro fundido nodular de Shandong foram todos aprovados na revis?o documental, mas uma inspe??o aleatória na fábrica revelou que eles estavam a utilizar "testes substitutos" com coordenadas tridimensionais — ou seja, medindo repetidamente pe?as conformes para falsificar os dados de SPC. Por isso, o L4 n?o pode, de forma alguma, ser omitido.
Curiosidades sobre a conserva??o e o selamento de amostras
- De cada lote de PPAP, devem ser arquivadas, no mínimo, três amostras-padr?o (Master Sample), com um prazo de validade correspondente ao prazo de validade do PPAP mais um ano; esta é uma exigência implícita da norma IATF 16949
- A etiqueta da amostra selada deve incluir: número da pe?a, lote PPAP, número do forno de tratamento térmico, data de vazamento e assinaturas de ambas as partes — a falta de qualquer um destes elementos implica a invalida??o da amostra selada
- Em caso de litígio, o envio das amostras seladas para um laboratório independente para uma nova análise constitui a única via de arbitragem com validade jurídica
Estratégia de longo prazo para melhorar a capacidade de conformidade com o PPAP dos fornecedores de fundi??o chineses
Respostas diretas: Para transformar o PPAP de um "evento de entrega" numa "capacidade sistémica", o comprador deve abordar a quest?o em cinco dimens?es: classifica??o de fornecedores, forma??o e orienta??o sobre o PPAP, padroniza??o de modelos, interven??o antecipada no APQP e elabora??o conjunta do plano de controlo. Após implementar este método durante 12 meses na base de fornecimento chinesa de um comprador europeu de componentes hidráulicos, a taxa de aprova??o das segundas submiss?es de PPAP aumentou de 43% para 89%, e o ciclo médio de aprova??o do PPW (Part Submission Warrant) foi reduzido de 42 para 16 dias.
Gest?o por níveis: atribui??o de recursos com base na capacidade e n?o no volume de encomendas
A nossa equipa classificou 23 fornecedores chineses de fundi??o em três níveis de maturidade PPAP: Nível A (certificados pela IATF 16949 e com uma taxa de aprova??o à primeira tentativa no PPAP ≥ 85,1 TP3T) beneficiam de um processo de submiss?o simplificado de Nível 2; o Nível B é obrigatoriamente de Nível 3 e inclui acompanhamento remoto por parte do SQE; A Nível C n?o aceita novos projetos até que as melhorias de capacidade estejam concluídas. Esta classifica??o está diretamente ligada à atribui??o de quotas, sendo um incentivo muito mais forte do que meras dedu??es por quest?es de qualidade.
Forma??o e orienta??o, modelos e etapas preliminares do APQP
- Pacote de forma??o PPAP em chinês: Traduzir os capítulos essenciais do manual PPAP da AIAG para um manual em chinês, incluindo exemplos de fundi??o, abrangendo temas que os fornecedores tendem a interpretar incorretamente, tais como o cálculo do Cpk, o GRR da MSA e a classifica??o de gravidade da FMEA.
- Modelo padr?o dos 18 elementos: Distribuir um modelo de Excel unificado (com fórmulas de verifica??o incorporadas) para impedir que os fornecedores utilizem vers?es e padr?es diferentes para indicar as mesmas dimens?es — esta medida, por si só, permite reduzir em cerca de 301 TP3T as devolu??es e o retrabalho.
- Interven??o antecipada no APQP: é importante definir o conjunto de três documentos — DFMEA, PFMEA e Plano de Controlo — antes do início da produ??o do molde, em vez de esperar pela saída da primeira pe?a para completar a documenta??o. Uma vez iniciada a produ??o da pe?a fundida, os custos de altera??o podem atingir 20 a 40% do custo do molde.
Plano de controlo conjunto e auditoria contínua
O plano de controlo n?o pode ser preenchido unilateralmente pelo fornecedor e considerado concluído. Recomenda-se que o SQE da entidade compradora e o engenheiro de processos do fornecedor definam em conjunto, antes do início dos trabalhos, a frequência de controlo, o plano de resposta e o método de registo para cada característica especial (SC/CC), e que procedam a uma revis?o trimestral com base nos dados de SPC.
Só considerando os documentos PPAP dos fornecedores de fundi??o chineses como "documentos dinamicos" do sistema de qualidade da cadeia de abastecimento — com recertifica??o anual, altera??es de engenharia que desencadeiam a reapresenta??o do PPAP e a conserva??o de provas dos elementos-chave em cada lote de produtos que sai da fábrica — é que este mecanismo poderá realmente garantir a consistência da produ??o em série.























