
?inli D?küm Tedarik?ileri i?in PPAP Belgeleri Sunum Süreci ve ?nceleme K?lavuzu (Ek Liste ile birlikte)
Yay?nlanma Tarihi:2026-06-14 Kategori:kamu bi?lgi?lendi?rmesi? G?rüntülenme:1311
?zet:
Yurt i?indeki alüminyum d?küm ortaklar?n? m? de?erlendiriyorsunuz? ?inli d?küm tedarik?ilerinden PPAP belgelerini nas?l standart bir ?ekilde temin edip denetleyece?inizi kapsaml? bir ?ekilde ??renin. Bu makalede, Ningbo Hexin uzmanlar?, üretim par?as? onay prosedürünün 18 temel belge gereklili?ini, yayg?n uluslararas? ileti?im hatalar?n? ve kalite kontrol stratejilerini ayr?nt?l? olarak analiz ediyor. Tedarik risklerini azaltman?n pratik y?ntemlerini hemen ??renin.
Makale katalo?u[Gizli]
- PPAP nedir ve ?inli d?küm tedarik?ileri i?in neden ?zellikle ?nemlidir?
- PPAP’nin be? ba?vuru seviyesi ve d?küm par?alar? i?in uygun kullan?m alanlar?
- ?inli d?küm tedarik?ileri i?in PPAP'ta bulunmas? gereken 18 belge listesi
- D?küm Sürecine ?zgü PPAP Unsurlar?n?n Derinlemesine Analizi
- Boyut Sonu? Raporlar? ve ?lk Proses Yeterlilik ?al??malar?n?n Denetim Noktalar?
- ?inli d?küm tedarik?ilerinden PPAP belgelerini toplarken kar??la??lan tipik zorluklar
- PPAP Dosyalar?n?n Kalite De?erlendirmesi ve Saha Do?rulamas?na ?li?kin Uygulamal? Y?ntemler
- ?inli d?küm tedarik?ilerinin PPAP uyumluluk kapasitesini art?rmaya y?nelik uzun vadeli strateji
AIAG verilerine g?re, Kuzey Amerika otomotiv par?alar? sekt?ründe ilk PPAP sunumlar?nda reddedilme oran? uzun süredir –40 aral???nda seyretmektedir; ancak yurtd??? d?küm par?alar? s?z konusu oldu?unda bu oran genellikle 'yi a?maktad?r. Al?c?lar i?in, ?inli d?küm tedarik?ilerinden eksiksiz, izlenebilir ve denetime dayan?kl? bir PPAP dosyas? elde etmek, malzeme kimyasal bile?imi, eritme kay?tlar?, kum kal?p proses parametrelerinden boyut CMM raporlar?, MSA ve Cpk ?al??malar?na kadar her bir kan?t zincirinin tamamlanmas? anlam?na gelir— —Bu k?lavuz size do?rudan kar??la?t?r?p i?aretleyebilece?iniz bir kontrol listesi ve pratik denetim y?ntemleri sunacakt?r.
PPAP nedir ve ?inli d?küm tedarik?ileri i?in neden ?zellikle ?nemlidir?
PPAP (üretim Par?as? Onay Süreci, Production Part Approval Process), AIAG (Amerikan Otomotiv Endüstrisi Eylem Grubu) taraf?ndan AIAG PPAP 4. Bask? k?lavuzunda tan?mlanan, tedarik?inin seri üretim ko?ullar?nda ?izimlere ve spesifikasyonlara uygun par?alar? istikrarl? bir ?ekilde teslim edebilece?ini kan?tlamak i?in kullan?lan standartla?t?r?lm?? bir belge sunum ve onay mekanizmas?d?r.?inli d?küm tedarik?ileri i?in PPAP, otomotiv, in?aat makineleri ve t?bbi cihaz tedarik zincirine giri? i?in bir "ge?i? belgesi" olman?n ?tesinde, s?n?r ?tesi tedarik sürecinde kalite risklerini kontrol etmenin temel arac?d?r.
D?küm sekt?ründeki PPAP’nin kendine ?zgü ?zellikleri vard?r. Kum kal?pl? d?kümde kum kal?plar?n?n partiler aras? farkl?l?klar?, bas?n?l? d?kümde kal?plar?n ?s?l dengesi, kaynak d?kümde mum kal?plar?n büzülme oran?— —bu de?i?kenler, AIAG PPAP k?lavuzunda istenen süre? yetkinlik indeksi (Cpk≥1,67) ve boyutsal sonu? raporunun (Dimensional Results) seri üretim durumunu ger?ek?i bir ?ekilde yans?t?p yans?tmayaca??n? do?rudan belirler. Ge?en y?l Jiangsu'daki bir bas?n?l? d?küm fabrikas?n?n PPAP dosyas?n? denetlerken, sunduklar? DFMEA'da "so?uk ge?it" ve "hava bo?lu?u" gibi d?küm sekt?rüne ?zgü iki ar?za modunun bulunmad???n? fark ettim. Sonu? olarak, yeniden i?leme talep edildi ve SOP 6 hafta ertelendi.
?inli d?küm tedarik?ilerinden gelen PPAP belgelerinin kalitesi neden bu kadar de?i?ken? Ekibimizin son 3 y?lda 47 ?inli d?kümhaneye y?nelik denetim verilerine g?re, ilk sunumda tek seferde kabul oran? sadece civar?ndad?r. S?k kar??la??lan sorunlar aras?nda MSA sapma ?al??mas?n?n eksikli?i (reddedilen maddelerin "ini olu?turmaktad?r), PSW imza yetkilerinin belirsizli?i ve süre? ak?? ?emas? ile kontrol plan? aras?ndaki tutars?zl?klar yer almaktad?r. Bunun arkas?nda dil engelleri, IATF 16949 sistem olgunluk düzeyindeki farkl?l?klar ve PPAP'yi "canl? bir belge" de?il, "tek seferlik bir belge" olarak g?rme konusundaki alg? sapmas? yatmaktad?r.
Bu makalenin devam?nda, be? ba?vuru seviyesi, 18 zorunlu belge ve d?küm sürecine ?zgü unsurlar ayr?nt?l? olarak ele al?nacak ve yerinde do?rulama y?ntemleri sunulacakt?r.

PPAP’nin be? ba?vuru seviyesi ve d?küm par?alar? i?in uygun kullan?m alanlar?
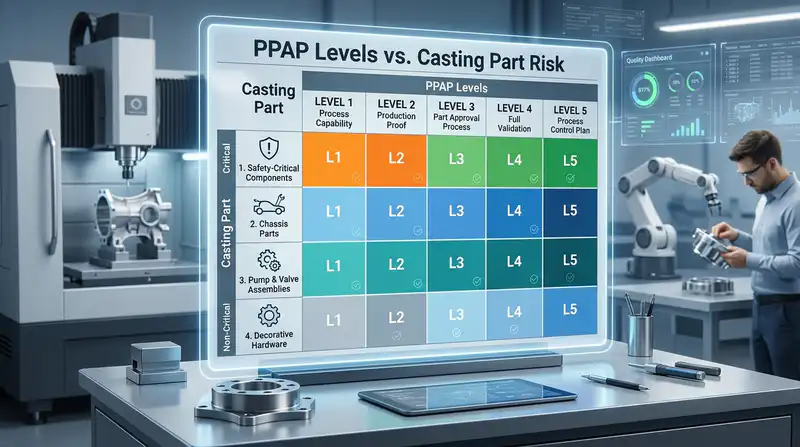
Do?rudan cevap:AIAG, PPAP'yi Seviye 1'den Seviye 5'e kadar be? sunum seviyesine ay?r?r; aradaki fark, mü?teriye sunulan belge say?s? ile tedarik?ide saklanan belgelerin oran?nda yatmaktad?r. ?inli d?küm tedarik?ileri i?in, otomotivde güvenlik a??s?ndan kritik par?alar (?rne?in, rotil, fren kaliperi) neredeyse tamam? i?in Seviye 3 gereklidir; pompa ve valfler ile endüstriyel d?küm par?alar genellikle Seviye 2'yi kullan?r; kritik olmayan yap?sal par?alar i?in Seviye 1 kullan?labilir; Seviye 4 mü?teriye g?re tan?mlan?r; Seviye 5 ise yerinde denetim senaryolar?nda kullan?l?r.
| Hiyerar?i | G?nderim Kapsam? | Tipik d?küm uygulamalar? | ?inli tedarik?ilerle i?birli?i ?nerisi |
|---|---|---|---|
| Seviye 1 | Yaln?zca Warrant (PSW) g?nderin | Dekoratif par?alar, ta??y?c? olmayan alüminyum d?kümler | 3 y?ldan uzun süredir i?birli?i yapan deneyimli tedarik?iler |
| Seviye 2 | Garanti + Numune + S?n?rl? Veri | Pompa g?vdesi, vana g?vdesi, dü?ük bas?n?l? d?küm par?alar | Endüstri/Ak??kan Sekt?rü Varsay?lan S?n?f? |
| Seviye 3 | Warrant + Numune + Toplam 18 madde | ?asi par?alar?, süspansiyon par?alar?, güvenlik a??s?ndan kritik par?alar | ?lk i?birli?i veya IATF 16949 projesi i?in zorunlu |
| Seviye 4 | Mü?teriye ?zel Liste | ?zel malzemelerden veya yeni tekniklerle üretilmi? d?küm par?alar | PPAP Gereklilikler Matrisi'nin ?nceden imzalanmas? gerekmektedir |
| Seviye 5 | Tüm belgelerin yerinde incelenmesi | Yüksek riskli ilk seri üretim d?küm par?alar? | Fabrikaya bir ü?üncü taraf (SGS/BV) g?revlendirilmesi ?nerilir |
2023 y?l?nda bir Alman Tier 1 mü?terisine Jiangsu'daki bir sfero d?küm tedarik?isinin denetiminde yard?mc? olurken, kar?? taraf ba?lang??ta ?inli d?küm tedarik?isinden gelen PPAP belgelerini yaln?zca Seviye 2'ye g?re sunmu?tu, PFMEA ciddiyet derecelendirmesi ve MSA GR&R verileri eksikti — oysa bu par?a, ISO 26262'de tan?mlanan ASIL-B güvenlikle ilgili bir par?ayd? ve standartlara g?re Seviye 3 sunulmas? gerekiyordu. Eksikliklerin giderilmesi6 hafta, bu da SOP'un ertelenmesine do?rudan yol a?t?. Deneyim ?udur:?izimin sa? alt k??esinde "Safety" veya "▽" ?zel ?zellik sembolü olup olmad???na bak?n; varsa, her durumda Level 3'ten ba?lay?n。
Seviye se?imi, maliyet yap?s?ndan da etkilenir. Seviye 3, Seviye 2’ye k?yasla yakla??k 401 TP3T daha fazla ?al??ma süresi gerektirir; bu maliyet genellikle numune ücretine dahil edilir. AIAG’nin resmi seviye tan?mlar? i?in lütfen AIAG PPAP standard? sayfas?na bak?n?z.
?inli d?küm tedarik?ileri i?in PPAP'ta bulunmas? gereken 18 belge listesi
Do?rudan cevap:?inli d?küm tedarik?ilerinden al?nan eksiksiz PPAP dosyas?, 18 standart unsuru i?ermektedir ve AIAG 4. Sürümüne g?re alt? ana kategoriye ayr?lm??t?r: tasar?m belgeleri, süre? belgeleri, ?l?üm ve testler, ara?t?rma ve analizler, onay ve kay?tlar ile PSW onaylar?. D?küm sekt?rü i?in,Tasar?m kay?tlar?, PFMEA, kontrol plan?, boyut ?l?üm sonu?lar?, malzeme/performans testleri, MSA, SPC, AAR, PSWBu 9 madde en ?nemli olanlard?r ve inceleme onay oran?n? do?rudan belirler.
18 unsur, 6 ana kategoriye ayr?lm??t?r
| Kategori | ??e numaras? ve ad? | D?küm endüstrisinde temel kullan?m alanlar? |
|---|---|---|
| Tasar?m belgeleri | 1. Tasar?m kay?tlar? 2. Mühendislik de?i?iklik belgeleri 3. Mü?teri mühendislik onay? | D?kümün 3B modeli, kal?p a??s? ve i?leme pay? sürümlerinin ayn? oldu?unu do?rulay?n |
| Süre? belgeleri | 4. DFMEA 5. Proses Ak?? ?emas? 6. PFMEA 7. Kontrol Plan? | Ergitme, kal?plama, d?küm, ?s?l i?lem ve mekanik i?leme süre?lerinin tamam?n? kapsayan risk y?netimi |
| ?l?üm ve Test | 8. MSA 9. Boyut sonu?lar? 10. Malzeme/performans testleri 11. ?lk süre? ara?t?rmas? (SPC) | CMM tam boyut raporu, spektroskopik kimyasal bile?im, malzeme mekanik ?zellikleri, Cpk ≥ 1,67 |
| Onay Kayd? | 12. Onayl? laboratuvar belgeleri 13. G?rünüm Onay Raporu (AAR) 14. Numune par?alar? 15. Standart numune | CNAS/A2LA Sertifikal? Laboratuvar, D?küm Yüzey Pürüzlülü?ü Ra ve Kusur De?erlendirmesi |
| Mü?teriye ?zel | 16. Test yard?mc? ara?lar? 17. Mü?terinin ?zel talepleri | ?zel fikstürler, IMDS malzeme beyan?, CQI-9 ?s?l i?lem de?erlendirmesi |
| onaylama | 18. PSW (Par?a Teslimat Belgesi) | Tedarik?i Kalite Güvence Belgesi, projenin onaylanmas? i?in son imza |
2023 y?l?nda Hebei’deki bir sfero d?küm fabrikas?n?n sundu?u Seviye 3 dosyas?n? denetledim; ilk iade oran? 1 TP3T’ye ula?m??t?. Sorunlar, PFMEA’daki RPN puanlamas?n?n kontrol plan?yla uyumsuz olmas? ve AAR’da ISO 4986 manyetik toz muayene s?n?fland?rmas?n?n eksik olmas? üzerinde yo?unla??yordu. 14 gün süren düzeltme ?al??malar?n?n ard?ndan, ikinci turda tek seferde onay ald?k. Bu tür detaylar, yeni tedarik?ilerin en kolay hata yapabilece?i noktalard?r ve IATF 16949 denetiminde AIAG resmi PPAP k?lavuzunda defalarca vurgulanan ?nemli hususlard?r.
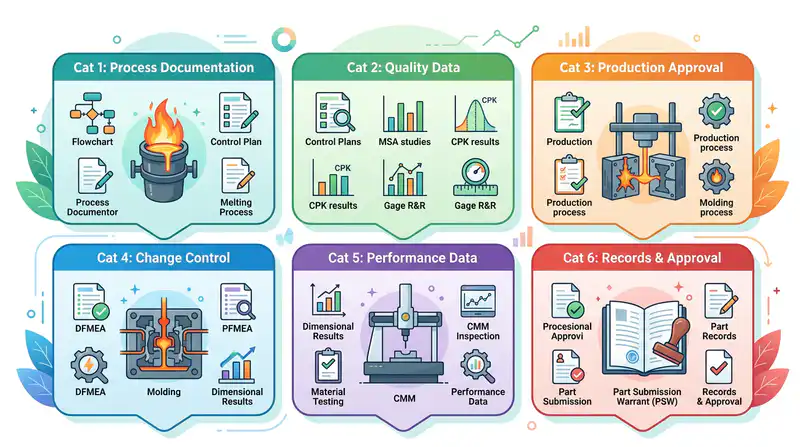
?inli D?küm Tedarik?ileri i?in PPAP 18 Madde Belge Listesi: Alt? Ana Kategorinin ?ematik G?sterimi
D?küm Sürecine ?zgü PPAP Unsurlar?n?n Derinlemesine Analizi
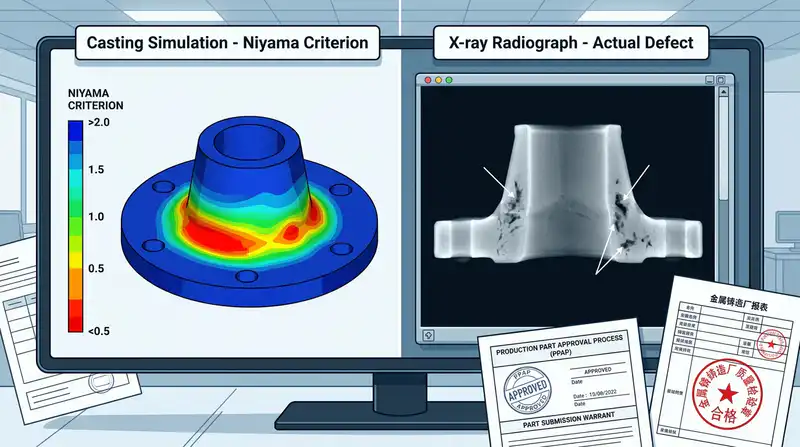
Do?rudan Yan?tlar: D?küm par?alar?n PPAP'sinin presleme ve enjeksiyon kal?plama par?alar?ndan temel fark?, alt? tür i?leme ?zgü kan?t?n ek olarak sunulmas? gereklili?idir: kal?p ak??? (kat?la?ma) simülasyon raporu, kimyasal bile?im spektral analizi, mekanik ?zellik testi, metalografik yap? derecelendirmesi, tahribats?z muayene (X-ray/UT/MT/PT) raporu ve ?s?l i?lem e?risi. Bu alt? unsur, d?küm par?alar?n "i? kalitesi" ile do?rudan ilgilidir ve denet?ilerin ?inli d?küm tedarik?ilerinden gelen PPAP belgelerinin ger?ek ve güvenilir olup olmad???n? de?erlendirmede temel dayanak noktas?d?r.
Ak?? analizi a??s?ndan, mü?teri denet?ileri g?z al?c? renkli g?rselleri de?il,Kü?ülme tahmini konumu, r?ntgende tespit edilen kusurun konumu ile uyu?uyor mu?Ekibimiz, bir rüzgar türbini flan? projesinde MAGMASOFT simülasyonu kullanarak flan? boynunda Niyama kriteri <0,4 olan yüksek riskli b?lgeleri tespit etti. Sonu? olarak, ilk 3 adet T1 numunesinde tam da bu konumda ASTM E155 Seviye 4 por?zlük g?rüldü — bu tür bir "simülasyon-ger?ek ?l?üm kapal? d?ngüsü" kan?t?, tek ba??na sunulan herhangi bir rapordan ?ok daha ikna ediciydi.
Kimyasal bile?im mutlaka eklenmelidirSpektrometre modeli, kalibrasyon sertifikas? numaras?, en az 3 f?r?nlama verisi; Mekanik ?zellikler (?ekme mukavemeti, akma mukavemeti, uzama oran?, sertlik) ASTM/EN/GB standartlar?ndan birine uygun olmal? ve numune konumunu (ana g?vdeden mi yoksa ek d?küm numunesinden mi al?nd???) belirtmelidir. Mikro yap?, ASTM E112 tane boyutu standard? ve sfero d?küm sferoizasyon oran? (≥85% i?in S?n?f 1-2) kriterlerine g?re derecelendirilmelidir; 500× mikroskobik foto?raf ve ?l?ek eklenmelidir.
Tahribats?z muayene b?lümünde, ba?vurular?n geri g?nderilmesinin en yayg?n nedenleri ?unlard?r: X-ray filmlerinde DICONDE format?nda orijinal veriler bulunmay?p yaln?zca JPG format?nda ekran g?rüntüleri sunulmas? ve UT raporlar?nda prob frekans? ile kuplaj maddesine ili?kin kay?tlar?n eksik olmas?. Is?l i?lem kay?tlar? mutlakaZaman damgal? otomatik e?riler (PLC d??a aktar?m?), Excel'e elle girilmemelidir — aksi takdirde IATF 16949 denetiminde do?rudan NC olarak de?erlendirilir.
Boyut Sonu? Raporlar? ve ?lk Proses Yeterlilik ?al??malar?n?n Denetim Noktalar?
Do?rudan cevap:Boyut Sonu?lar? Raporu (Dimensional Results, PPAP Eleman #7) ve ?lk Proses ?al??mas? (Initial Process Study, Eleman #9), ?inli d?küm tedarik?ilerinin PPAP belgelerini denetlerken veri do?rulu?u sorunlar?n?n en kolay ortaya ??kt??? iki a?amad?r. Uygun bir sunum i?in ü? ?art?n yerine getirilmesi gerekir: Tüm ?izim boyutlar?n?n 100% ?l?ümleri, Kritik ?zellikler (CC) ve ?nemli ?zellikler (SC) i?in Ppk≥1,67, numune miktar? ≥30 adet seri üretim par?as? — bu ?artlardan herhangi biri kar??lanmazsa ba?vuru reddedilir.
?ncelemenin ilk ad?m?, kritik ?zellik i?aretlerinin kontrol edilmesidir. AIAG gerekliliklerine g?re, CC (Kritik ?zellik) ve SC (?nemli ?zellik) i?aretleri, ?izim, Kontrol Plan?, FMEA ve boyut raporunda d?rt farkl? yerde tutarl? bir ?ekilde belirtilmelidir. Ningbo'daki bir alüminyum d?küm fabrikas?ndan gelen ?inli bir d?küm tedarik?isinin PPAP belgesini inceledim; ?izimde 7 adet SC sembolü i?aretlenmi?ken, boyut raporunda sadece 4 tanesi ?l?ülmü?tü — bu durum do?rudan Seviye 3 reddi ile sonu?land?.
- GD&T Uyumlulu?u: Konum ve kontur referanslar? (Datum A|B|C), CMM ?l?üm program?ndaki referanslarla ayn? olmal?d?r; referans s?ras?n?n yanl?? olmas?, verilerin "uygun ancak ?arp?k" olmas?na neden olur"
- Ppk ve Cpk: PPAP ilk ara?t?rma ama?l?Ppk(Uzun vadeli yetkinlik), Cpk de?il. CC karakteristi?i i?in Ppk ≥ 1,67 ve SC ≥ 1,33 olmas? gerekir (AIAG PPAP resmi standard?na g?re).
- MSA ?l?üm Cihaz? Tekrarlanabilirlik ve Tekrarlanabilirlik Analizi: ?l?üm sisteminde R&R% > 30% ise veriler do?rudan ge?ersiz say?l?r; 10% ile 30% aras? de?erler ise ?artl? olarak kabul edilir
Sahte sinyallerin tespiti: Verilerin a??r? derecede "mükemmel" olmas? en büyük uyar? i?aretidir. 30 adet numunenin ?l?üm de?erlerinin standart sapmas?, teknik ?izimdeki tolerans?n 1/20'sinden azsa veya tüm veri noktalar? tolerans?n ortalamas?n?n ±0,01 mm aral???nda yo?unla??yorsa, bunun Excel ile tahrif edildi?i neredeyse kesin olarak s?ylenebilir. Ger?ek d?küm süreci, kum kal?b?n?n genle?mesi ve ?s?l büzülmenin etkisine maruz kal?r; bu nedenle boyut da??l?m? do?al bir normal da??l?m band? g?stermelidir. Tedarik?iden PDF ekran g?rüntüsü yerine CMM orijinal .prg dosyas?n? ve zaman damgas?n? talep etmeniz ?nerilir.
?inli d?küm tedarik?ilerinden PPAP belgelerini toplarken kar??la??lan tipik zorluklar
Do?rudan cevap:?inli d?küm tedarik?ilerinden PPAP belgelerini toplarken, al?c?lar en s?k alt? tür sistematik sorunla kar??la?maktad?r: dil ve terminoloji engelleri, standartlar aras?ndaki uyumsuzluk (GB ile ASTM/ISO), ?ablon format?ndaki kar???kl?k, tedarik?i malzeme sertifikalar?n?n eksikli?i, MSA/SPC'nin sadece formalite olarak uygulanmas? ve foto?raflarla fiziksel ürünlerin parti numaralar?n?n uyu?mamas?. Ekibimizin son ü? y?lda denetledi?i 47 Do?u ?in d?kümhanesi ?rne?ine g?re, ilk sunumda tek seferde kabul edilme oran? sadece ,1 olup, ortalama 2,8 turluk bir revizyon süreci gerektirmektedir.
Standart sistemlerindeki uyumsuzluk, en gizli tuzakt?r
?in'deki d?kümhaneler genellikle GB/T 1348 (sfero d?küm) veya GB/T 9439 (gri d?küm) standard?na g?re malzeme sertifikas? düzenlerken, Avrupa ve Amerika'daki mü?terilerin ?izimlerinde ASTM A536 veya EN-GJS-500-7 standartlar? referans al?nmaktad?r. Bu iki standart aras?nda ?ekme mukavemeti numune alma konumu ve numune ?ubu?u ?ap? (Y tipi blok vs tek d?küm numune ?ubu?u) a??s?ndan farkl?l?klar bulunmaktad?r. Ningbo'daki bir fabrikada yapt???m ger?ek ?l?ümlerde, ayn? f?r?ndan ??kan d?küm, GB standard?na g?re uygun bulunurken (σb=520 MPa), ASTM standard?na g?re ek d?küm ?ubu?u ile yeniden ?l?üldü?ünde sadece 468 MPa ??kt? ve bu durum, PPAP'nin OEM taraf?ndan reddedilmesine do?rudan yol a?t?.
Tedarik?i ?zlenebilirli?i ve MSA Sahtekarl???
- Hammadde sertifikalar?nda kesinti: Yakla??k 601 TP3T kapasiteli kü?ük ve orta ?l?ekli d?kümhaneler, pik demir, hurda ?elik ve krom demiri i?in ü? a?amal? izlenebilirlik belgeleri sunamamakta, yaln?zca kendi fabrikalar?n?n spektrum raporlar?n? sunabilmektedir;
- MSA, "form doldurma sorusu" olarak haz?rland?": Gage R&R raporunda yer alan 10 par?a × 3 operat?r × 2 tekrarl? verilerde, standart sapman?n ?l?üm aletinin ??zünürlü?ünden daha kü?ük oldu?u fiziksel olarak imkans?z de?erler s?kl?kla g?rülmektedir;
- "Foto?raf h?rs?zl???": Kontrol plan?ndaki CMM foto?raflar?, at?lyedeki ger?ek ekipman markas?yla uyu?muyor; bu, FAI saha denetiminde ilk bak??ta fark edilen bariz bir eksikliktir.
Strateji olarak, PO ekinde do?rudan sunulmas? ?nerilir?ki Dilli PPAP ?ablonuve s?zle?mede "tüm malzeme testleri ASTM y?ntemlerine g?re yap?l?r; GB verileri sadece referans ama?l?d?r" ifadesini a??k?a belirtin.
PPAP Dosyalar?n?n Kalite De?erlendirmesi ve Saha Do?rulamas?na ?li?kin Uygulamal? Y?ntemler
Do?rudan cevap:Etkili bir PPAP denetimi, "d?rt a?amal?" do?rulama y?ntemini benimsemelidir: belgelerin ?n incelemesi (masaüstü denetimi) → uzaktan video tan?kl??? (SIT) → ü?üncü taraf fabrika denetimi → fabrikada g?revli SQE taraf?ndan yap?lan rastgele kontroller ve numune mühürleme. ?inli d?küm tedarik?ilerinden gelen PPAP belgelerinin ger?ekli?ini tek ba??na hi?bir y?ntem garanti edemez. Ekibimiz son 36 ayda 47 ?inli d?kümhanenin PPAP ba?vurular?n? i?ledi. D?rt a?amal? do?rulama y?nteminin uygulanmas?yla ilk onay oran? 41%'den 78%'ye yükseldi ve yeniden i?leme süresi ortalama 19 gün k?sald?.
D?rt a?amal? do?rulama süreci ve puanlama tablosu
| Do?rulama düzeyi | Temel hareket | (x süre) kadar bir süre al?r | a??rl?klar |
|---|---|---|---|
| L1 Dosya ?n ?ncelemesi | 18. Unsurlar?n eksiksizli?i, imzalar, sürüm numaras?, izlenebilirlik zinciri | 2-3 gün | 25% |
| L2 Uzaktan Video Tan?kl??? | Kimyasal spektrum, gerilme testi ve CMM ?l?ümlerinin canl? yay?n? | yar?m gün | 20% |
| L3 ü?üncü Taraf Fabrika Denetimi | SGS/BV taraf?ndan AIAG PPAP K?lavuzu uyar?nca yap?lan denetim | 2 gün | 30% |
| L4 Fabrika ??i SQE + Numune Mühürleme | 5 adet numune rastgele se?ilir, mühürlenir ve numaraland?r?l?r; taraflar imzalar | 1 gün | 25% |
Karar kurallar?:Toplam puan ≥85 ise PSW taraf?ndan do?rudan onaylan?r; 70–84 puan aras?nda ise ?artl? onay (Interim Approval, 3 ay süreli) verilir; <70 puan ise geri g?nderilir ve yeniden haz?rlanmas? istenir. Uygulamada, sadece L1+L3"ten olu?an "basitle?tirilmi? plan"? denedim. Sonu? olarak, Shandong'daki bir sfero d?küm fabrikas?n?n Cpk verileri yaz?l? incelemeden tamamen ge?ti, ancak fabrikada yap?lan rastgele denetimde, ü? koordinatl? ?l?üm cihaz?n? "vekaleten" kulland?klar? ortaya ??kt? — yani, uygun par?alar? tekrar tekrar ?l?erek SPC verilerini tahrif ettiler. Bu nedenle L4 kesinlikle atlanmamal?d?r.
Numune saklama ve mühürlemeyle ilgili ilgin? bilgiler
- Her PPAP partisi i?in en az 3 adet ana numune (Master Sample) saklanmal? ve saklama süresi PPAP'nin ge?erlilik süresine ek olarak 1 y?l olmal?d?r; bu, IATF 16949 standard?n?n z?mni bir gereklili?idir.
- Numune etiketinde ?unlar bulunmal?d?r: par?a numaras?, PPAP partisi, ?s?l i?lem f?r?n? numaras?, d?küm tarihi, her iki taraf?n imzas? — bunlardan herhangi birinin eksik olmas? durumunda numune ge?ersiz say?l?r
- Anla?mazl?k ortaya ??kt???nda, numunelerin ba??ms?z bir ü?üncü taraf laboratuvara g?nderilerek yeniden test edilmesi, hukuki ge?erlili?i olan tek tahkim yoludur.
?inli d?küm tedarik?ilerinin PPAP uyumluluk kapasitesini art?rmaya y?nelik uzun vadeli strateji
Do?rudan Yan?tlar: PPAP'yi bir "teslimat olay?"ndan "sistem yetkinli?i"ne d?nü?türmek i?in, al?c? taraf?n be? boyuttan yakla?mas? gerekir: tedarik?i s?n?fland?rmas?, PPAP e?itimi ve dan??manl???, ?ablon standardizasyonu, APQP'ye erken a?amada müdahil olma ve kontrol plan?n?n ortak olu?turulmas?. Avrupal? bir hidrolik par?a al?c?s?n?n ?in tedarik üssünde bu y?ntemi 12 ay uygulad?ktan sonra, ikinci PPAP sunumunun uygunluk oran? 43%'den 89%'ye yükseldi ve PPW (Par?a Sunum Onay?) ortalama onay süresi 42 günden 16 güne indi.
Kademeli y?netim: Kaynaklar? sipari? hacmine g?re de?il, yetkinli?e g?re tahsis etmek
Ekibimiz, 23 ?inli d?küm tedarik?isini PPAP olgunluk düzeyine g?re A/B/C olmak üzere ü? s?n?fa ay?rd?: A s?n?f? (IATF 16949 sertifikas?na sahip ve PPAP ilk denetimde ba?ar? oran? ≥85% olan), Level 2 basitle?tirilmi? ba?vuru hakk?na sahiptir; B s?n?f? i?in Level 3 zorunludur ve SQE uzaktan dan??manl??? sa?lan?r; C seviyesi, yetkinlik iyile?tirmeleri tamamlanana kadar yeni proje kabul etmez. Bu s?n?fland?rma, pazar pay? da??l?m?yla do?rudan ba?lant?l?d?r ve itici gücü, salt kalite kesintilerinden ?ok daha fazlad?r.
E?itim ve rehberlik, ?ablonlar ve APQP ?n haz?rl???
- ?ince PPAP E?itim Paketi: AIAG PPAP k?lavuzunun ?nemli b?lümlerini, d?küm ?rnekleri i?eren ?ince bir e?itim materyaline ?evirmek; bu materyal, Cpk hesaplamas?, MSA GRR, FMEA ciddiyet derecesi puanlamas? gibi tedarik?ilerin en s?k yanl?? yorumlad??? konular? kapsamal?d?r.
- 18 Temel Unsurlu Standart ?ablon: Tek tip Excel ?ablonu da??tarak (formül do?rulama ?zelli?i dahil), tedarik?ilerin ayn? ?l?üleri farkl? sürümler ve farkl? standartlara g?re i?aretlemesini ?nlemek — bu ad?m tek ba??na yakla??k 301 TP3T'lik iade ve yeniden i?lemeyi azaltabilir.
- APQP’ye Erken A?amada Kat?l?m: Kal?p üretimine ba?lamadan ?nce DFMEA, PFMEA ve Kontrol Plan?’ndan olu?an ü?lü paketi kesinle?tirin; ilk par?an?n ??kmas?n? bekleyip daha sonra belgeleri tamamlamaya ?al??may?n. Kal?p üretimi ba?lad?ktan sonra, de?i?iklik maliyetleri kal?p maliyetinin -40’una kadar ??kabilir.
Ortak Kontrol Plan? ve Sürekli Denetim
Kontrol plan?, tedarik?i taraf?ndan tek tarafl? olarak doldurulup teslim edilemez. Sat?n alma taraf?ndaki SQE ile tedarik?inin proses mühendisinin, ?al??maya ba?lamadan ?nce her bir ?zel karakteristik (SC/CC) i?in kontrol s?kl???n?, müdahale plan?n? ve kay?t y?ntemini birlikte belirlemesi ve her ü? ayda bir SPC verilerine dayal? olarak bu plan? g?zden ge?irmesi ?nerilir.
?inli d?küm tedarik?ilerinden gelen PPAP belgelerini tedarik zinciri kalite sisteminin "canl? bir belgesi" olarak g?rmek — y?ll?k yeniden sertifikaland?rma, mühendislik de?i?ikliklerinin PPAP'nin yeniden sunulmas?n? gerektirmesi, her partinin sevkiyat?nda kilit unsurlar?n kan?tlar?n?n saklanmas? — ancak bu ?ekilde bu mekanizma seri üretimde tutarl?l?k s?n?r?n? ger?ekten koruyabilir.























