
Richtlijnen voor het indienen en beoordelen van PPAP-documenten voor Chinese leveranciers van gietwerk (inclusief checklist)
Gepubliceerd op:2026-06-14 Categorie:nieuws Weergaven:1315
Samenvatting:
Bent u op zoek naar een partner voor aluminiumgietwerk in China? Ontdek hoe u de PPAP-documenten van Chinese gietwerkleveranciers op de juiste manier kunt opvragen en beoordelen. In dit artikel geven experts van Ningbo Hexin een gedetailleerde analyse van de 18 belangrijkste documentvereisten voor de goedkeuringsprocedure voor productiedelen, veelvoorkomende misverstanden bij internationale communicatie en strategie?n voor kwaliteitscontrole. Ontdek nu praktische methoden om inkooprisico’s te verminderen.
Catalogus van artikelen[Verborgen]
- Wat is PPAP en waarom is het vooral belangrijk voor Chinese leveranciers van gietwerk?
- De vijf kwaliteitsniveaus van PPAP en de toepassingsgebieden voor gietstukken
- Lijst met 18 documenten die Chinese leveranciers van gietwerk voor PPAP moeten aanleveren
- Een diepgaande analyse van de specifieke PPAP-elementen voor gietprocessen
- Aandachtspunten bij de beoordeling van rapporten over maatresultaten en onderzoeken naar de initi?le procescapaciteit
- Typische uitdagingen bij het verzamelen van PPAP-documenten bij Chinese leveranciers van gietwerk
- Praktische methoden voor de kwaliteitsbeoordeling en verificatie ter plaatse van PPAP-documenten
- Een langetermijnstrategie om de PPAP-conformiteit van Chinese leveranciers in de gieterijsector te verbeteren
Uit gegevens van de AIAG blijkt dat het percentage afgewezen eerste PPAP-aanvragen in de Noord-Amerikaanse auto-onderdelenindustrie al geruime tijd schommelt tussen 30% en 40%, terwijl dit cijfer bij gietstukken uit het buitenland vaak boven de 50% ligt. Voor inkopers betekent het verkrijgen van een complete, traceerbare en auditbestendige set PPAP-documenten van Chinese gietleveranciers dat elke bewijsketen – van de chemische samenstelling van het materiaal, smeltgegevens en parameters van het zandgietproces tot CMM-rapporten, MSA en Cpk-onderzoeken – volledig moet zijn. — deze gids biedt u een checklist die u direct kunt afvinken en praktische auditmethoden.
Wat is PPAP en waarom is het vooral belangrijk voor Chinese leveranciers van gietwerk?
PPAP (Production Part Approval Process) is een gestandaardiseerd systeem voor het indienen en goedkeuren van documenten, zoals gedefinieerd door de AIAG (Automotive Industry Action Group) in de AIAG PPAP 4th Edition-handleiding. Het wordt gebruikt om aan te tonen dat een leverancier in staat is om onder massaproductieomstandigheden op consistente wijze onderdelen te leveren die voldoen aan de tekeningen en specificaties.Voor Chinese leveranciers in de gieterijsector is PPAP niet alleen een "toegangskaart" tot de toeleveringsketens van de auto-industrie, bouwmachines en medische apparatuur, maar ook een cruciaal instrument om kwaliteitsrisico’s bij grensoverschrijdende inkoop te beheersen.
PPAP in de gieterij-industrie kent zijn eigen specifieke kenmerken. De variaties tussen partijen zandkernen bij zandgieten, de thermische balans van de matrijzen bij spuitgieten en de krimp van de wasmodellen bij verloren-wasgieten— — deze variabelen bepalen rechtstreeks of de in het AIAG PPAP-handboek vereiste procescapaciteitsindex (Cpk ≥ 1,67) en de rapportage van de maatresultaten (Dimensional Results) een getrouwe weergave zijn van de massaproductieomstandigheden. Toen ik vorig jaar het PPAP-pakket van een spuitgietfabriek in Jiangsu beoordeelde, ontdekte ik dat de door hen ingediende DFMEA-analyse verbazingwekkend genoeg geen melding maakte van de twee gietspecifieke faalmodi "koude scheuren" en "gaspori?n". Uiteindelijk moest het product worden herwerkt, wat de SOP met zes weken vertraagde.
Waarom varieert de kwaliteit van PPAP-documenten van Chinese gieterijen zo sterk? Op basis van de auditgegevens van ons team van de afgelopen drie jaar bij 47 Chinese gieterijen, bedraagt het percentage dat bij de eerste indiening in één keer wordt goedgekeurd slechts ongeveer 32,1%. Veelvoorkomende problemen zijn het ontbreken van MSA-biasonderzoek (goed voor 41,1% van de afkeuringen), onduidelijkheid over de handtekeningbevoegdheid van de PSW, en inconsistenties tussen het procesdiagram en het controleplan. Hierachter schuilen taalbarrières, verschillen in de maturiteit van het IATF 16949-systeem, en een misvatting waarbij PPAP wordt gezien als een "eenmalig document" in plaats van een "levend document".
In dit artikel worden de vijf indieningsniveaus, de 18 vereiste documenten en de specifieke aspecten van het gietproces nader toegelicht, en worden methoden voor verificatie ter plaatse beschreven.

De vijf kwaliteitsniveaus van PPAP en de toepassingsgebieden voor gietstukken
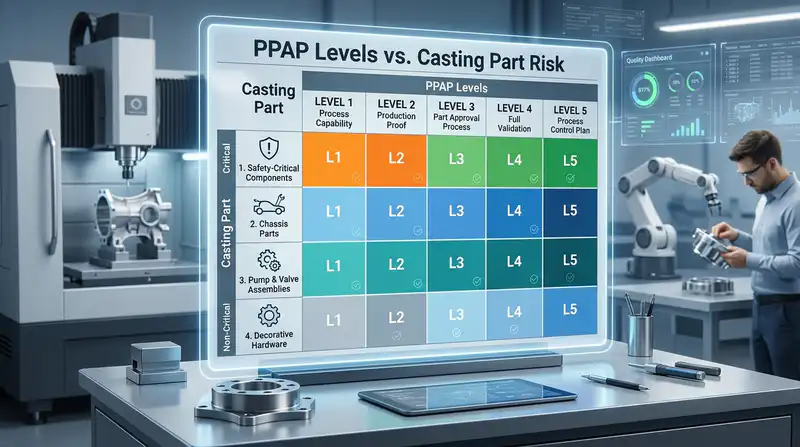
Direct antwoord:AIAG verdeelt PPAP in vijf indieningsniveaus, van niveau 1 tot niveau 5. Het verschil zit hem in de verhouding tussen het aantal documenten dat bij de klant wordt ingediend en het aantal dat bij de leverancier wordt bewaard. Voor Chinese gieterijleveranciers geldt dat voor bijna alle kritieke veiligheidsonderdelen voor auto's (zoals stuurknokkels en remklauwen) Level 3 vereist is; voor pompen, kleppen en industri?le gietstukken wordt doorgaans Level 2 gehanteerd; voor niet-kritieke constructieonderdelen is Level 1 toepasbaar; Level 4 wordt bepaald door de klant; en Level 5 wordt gebruikt voor audits ter plaatse.
| hi?rarchie | Reikwijdte van de indiening | Typische toepassingen voor gietstukken | Voorstel voor samenwerking met Chinese leveranciers |
|---|---|---|---|
| Niveau 1 | Alleen Warrant (PSW) indienen | Sierdelen, niet-dragende aluminium gietstukken | Ervaren leveranciers met wie we al meer dan drie jaar samenwerken |
| Niveau 2 | Garantie + monster + beperkte gegevens | Pompbehuizing, klephuis, lagedruk-spuitgietonderdelen | Standaardklasse voor de industri?le/vloeistofsector |
| Niveau 3 | Warrant + monster + Alle 18 items | Chassisonderdelen, ophangingsonderdelen, veiligheidsrelevante onderdelen | Eerste samenwerking of verplicht voor IATF 16949-projecten |
| Niveau 4 | Lijst met maatwerkopdrachten | Gietstukken van speciale materialen of vervaardigd met nieuwe technieken | De PPAP-vereistenmatrix moet vooraf worden ondertekend |
| Niveau 5 | Alle documenten ter plaatse inzien | Gietstukken met een hoog risico die voor het eerst in serie worden geproduceerd | Het wordt aanbevolen om een derde partij (SGS/BV) ter plaatse te stationeren |
Toen ik in 2023 een Duitse Tier 1-klant hielp bij de audit van een leverancier van nodulair gietijzer in Jiangsu, diende deze aanvankelijk alleen PPAP-documenten van de Chinese gieterij in op niveau 2, waarbij de PFMEA-ernstscores en MSA GR&R-gegevens ontbraken – terwijl het onderdeel een ASIL-B veiligheidsgerelateerd onderdeel was volgens ISO 26262, waarvoor volgens de norm Level 3 moest worden ingediend. Het kostte6 weken, wat direct tot uitstel van de SOP leidde. De ervaring leert dat:Kijk of er in de rechteronderhoek van de tekening het speciale symbool "Safety" of "▽" staat; als dat het geval is, begin dan altijd op niveau 3.
De keuze van het niveau wordt ook be?nvloed door de kostenstructuur. Level 3 vergt ongeveer 401 TP3T meer documentatietijd dan Level 2; deze kosten worden doorgaans meegenomen in de kosten voor de monsteronderdelen. Zie de AIAG PPAP-normpagina voor de offici?le definitie van de niveaus door de AIAG.
Lijst met 18 documenten die Chinese leveranciers van gietwerk voor PPAP moeten aanleveren
Direct antwoord:Een volledig PPAP-dossier van een Chinese gieterijleverancier bevat 18 standaardonderdelen, die volgens de vierde editie van de AIAG-richtlijnen zijn onderverdeeld in zes categorie?n: ontwerpdocumentatie, procesdocumentatie, metingen en tests, onderzoek en analyse, goedkeuringen en registraties, en PSW-goedkeuringen. Voor de gieterijsector geldt dat,Ontwerpdocumentatie, PFMEA, controleplan, meetresultaten, materiaal-/prestatietests, MSA, SPC, AAR, PSWDeze 9 punten zijn het belangrijkst en zijn bepalend voor het slagingspercentage van de beoordeling.
De 18 elementen zijn onderverdeeld in 6 categorie?n
| Categorie | Nummer en naam van het element | Belangrijkste toepassingen in de gieterij-industrie |
|---|---|---|
| Ontwerpdocumenten | 1. Ontwerpdocumentatie 2. Documentatie inzake technische wijzigingen 3. Goedkeuring van het ontwerp door de klant | Controleer of de 3D-modellen van de gietstukken, de ontvormingshoeken en de bewerkingsmarges overeenkomen |
| Procesdocumentatie | 4. DFMEA 5. Processtroomdiagram 6. PFMEA 7. Controleplan | Risicobeheersing gedurende het gehele proces, van smelten, vormgeven en gieten tot warmtebehandeling en machinale bewerking |
| Meet- en testprocedures | 8. MSA 9. Meetresultaten 10. Materiaal- en prestatietests 11. Onderzoek naar het initi?le proces (SPC) | Volledig CMM-rapport, spectrale chemische samenstelling, mechanische eigenschappen van het materiaal, Cpk ≥ 1,67 |
| Erkenningsregister | 12. Documentatie van een erkend laboratorium 13. Rapport inzake goedkeuring van het uiterlijk (AAR) 14. Monsteronderdelen 15. Standaardmonsters | CNAS/A2LA-geaccrediteerd laboratorium, beoordeling van de oppervlakteruwheid Ra en defecten van gietstukken |
| Exclusief voor klanten | 16. Hulpmiddelen voor inspectie 17. Speciale wensen van de klant | Speciale opspanklemmen, IMDS-materiaalaangifte, CQI-9-beoordeling van warmtebehandeling |
| goedkeuring | 18. PSW (Part Submission Warrant) | Kwaliteitsverklaring van de leverancier, definitieve ondertekening voor vrijgave van het project |
In 2023 heb ik een Level 3-pakket beoordeeld dat was ingediend door een fabriek voor nodulair gietijzer in Hebei. Het percentage afkeuringen bij de eerste beoordeling bedroeg maar liefst 671 TP3T. De problemen hadden vooral te maken met het feit dat de RPN-scores in de PFMEA niet aansloten bij het beheersplan, en dat in het AAR de classificatie volgens ISO 4986 voor magnetisch poederonderzoek ontbrak. We hebben 14 dagen besteed aan het doorvoeren van de verbeteringen, waarna we in de tweede ronde in één keer zijn geslaagd. Dit soort details zijn precies de punten waarop beginnende leveranciers het gemakkelijkst in de fout gaan, en het zijn ook de punten die herhaaldelijk worden benadrukt in de offici?le AIAG PPAP-richtlijnen voor IATF 16949-audits.
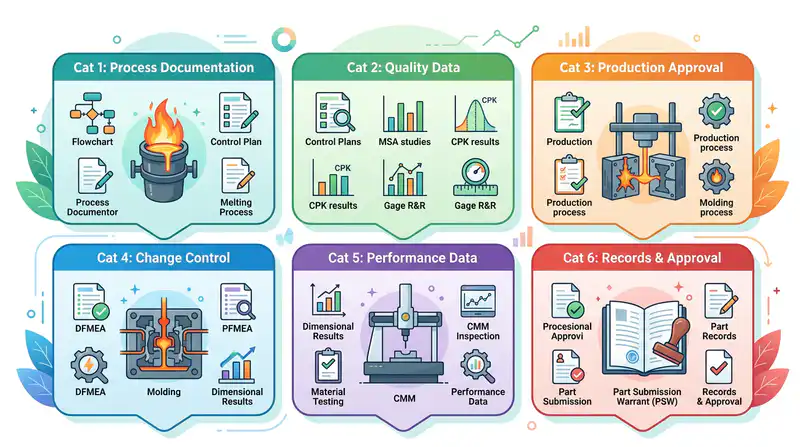
Illustratie van de zes hoofdcategorie?n in de lijst met 18 PPAP-documenten voor Chinese leveranciers van gietwerk
Een diepgaande analyse van de specifieke PPAP-elementen voor gietprocessen
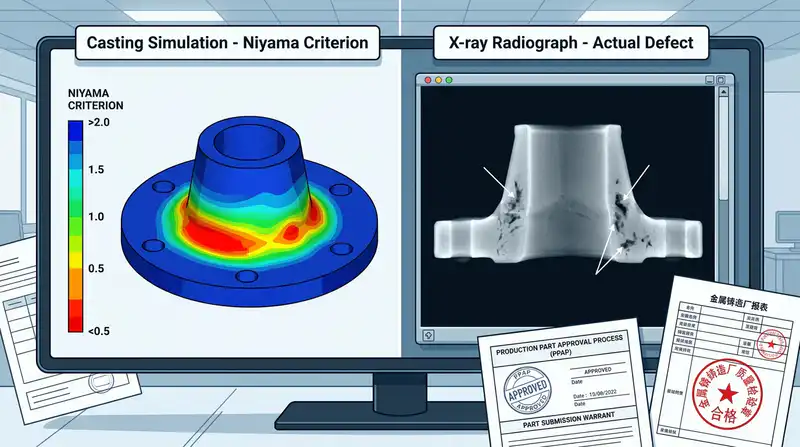
Directe antwoorden: Het belangrijkste verschil tussen PPAP voor gietstukken en dat voor stans- en spuitgietonderdelen is dat er zes soorten procesgerelateerd bewijsmateriaal extra moeten worden ingediend: simulatierapporten van de matrijsstroming (stolling), spectrale analyses van de chemische samenstelling, tests van de mechanische eigenschappen, beoordelingen van de metallografische structuur, rapporten van niet-destructief onderzoek (r?ntgen/UT/MT/PT) en warmtebehandelingscurves. Deze zes onderdelen houden rechtstreeks verband met de "interne kwaliteit" van gietstukken en vormen de belangrijkste basis waarop auditors beoordelen of de PPAP-documenten van Chinese gietleveranciers betrouwbaar en geloofwaardig zijn.
Wat de simulatieanalyse betreft, kijken de inspecteurs van de klant niet naar mooie kleurenafbeeldingen, maar naarKomt de voorspelde locatie van de pori?n overeen met de locatie van de op de r?ntgenfoto waargenomen defecten?. Bij een project voor flenzen voor windturbines heeft ons team met behulp van MAGMASOFT-simulaties een risicogebied met een Niyama-criterium <0,4 in de flenshals voorspeld. De eerste drie T1-prototypes vertoonden precies op die plek ASTM E155 Level 4-porositeit — dit soort "simulatie-meting-feedbackloop" is veel overtuigender dan het afzonderlijk indienen van een van beide rapporten.
De chemische samenstelling moet worden bijgevoegdModel van de spectrometer, nummer van het kalibratiecertificaat, gegevens van ten minste drie metingen; De mechanische eigenschappen (treksterkte, vloeigrens, rek, hardheid) moeten voldoen aan één van de volgende normen: ASTM, EN of GB, waarbij de locatie van het proefstuk moet worden vermeld (monster uit het basismateriaal of uit een aangegoten proefblok). De microstructuur moet worden beoordeeld volgens de ASTM E112-norm voor korrelgrootte en de sfero?disatiegraad van nodulair gietijzer (≥85% is Klasse 1-2), vergezeld van een microscopische foto op 500× vergroting en een schaalverdeling.
Wat betreft niet-destructief onderzoek zijn de meest voorkomende redenen voor terugsturing: r?ntgenfoto’s worden alleen als JPG-schermafbeelding aangeleverd zonder de oorspronkelijke DICONDE-gegevens, en in UT-rapporten ontbreken de gegevens over de frequentie van de transducer en het koppelingsmiddel. De gegevens over de warmtebehandeling moetenAutomatische curven met tijdstempels (PLC-export), in plaats van handmatig in Excel in te vullen — wat bij een IATF 16949-audit direct als NC wordt beoordeeld.
Aandachtspunten bij de beoordeling van rapporten over maatresultaten en onderzoeken naar de initi?le procescapaciteit
Direct antwoord:Het rapport met de maatresultaten (Dimensional Results, PPAP-element #7) en het onderzoek naar de initi?le procescapaciteit (Initial Process Study, element #9) zijn de twee onderdelen waarbij bij de beoordeling van PPAP-documenten van Chinese gieterijleveranciers het vaakst problemen met de authenticiteit van de gegevens aan het licht komen. Een geldige indiening moet aan drie voorwaarden voldoen: alle afmetingen op de tekeningen moeten worden gemeten (100%), de Ppk voor kritische kenmerken (CC) en belangrijke kenmerken (SC) moet ≥ 1,67 zijn, en de steekproefomvang moet ≥ 30 stuks uit de serieproductie bedragen. Als aan één van deze voorwaarden niet wordt voldaan, moet de indiening worden teruggestuurd.
De eerste stap van de controle is het vergelijken van de aanduidingen van de kritieke kenmerken. Volgens de AIAG-vereisten moeten CC (Critical Characteristic) en SC (Significant Characteristic) op de tekening, in het controleplan, in de FMEA en in het maatrapport op alle vier de plaatsen consistent zijn aangegeven. Ik heb een PPAP-dossier beoordeeld van een Chinese gieterij uit Ningbo. Op de tekeningen stonden 7 SC-symbolen aangegeven, maar in het maatrapport waren er slechts 4 gemeten – dit leidde direct tot een Level 3-terugsturing.
- GD&T-conformiteit: De referentiepunten voor positie en contour (Datum A|B|C) moeten samenvallen met de referentiepunten van het CMM-meetprogramma; een verkeerde volgorde van de referentiepunten leidt tot gegevens die "aan de eisen voldoen, maar vertekend zijn"
- Ppk versus Cpk: Voor gebruik bij het eerste PPAP-onderzoekPpk(langetermijncapaciteit), in plaats van Cpk. Voor de CC-kenmerken geldt een vereiste van Ppk ≥ 1,67 en SC ≥ 1,33 (zie de offici?le AIAG PPAP-norm).
- MSA-meetinstrument R&R: Indien R&R% > 30% is, worden de gegevens direct afgekeurd; bij 10% – 30% worden de gegevens voorwaardelijk geaccepteerd
Herkenning van vervalsingssignalen: te "mooie" gegevens zijn de grootste rode vlag. Als de standaardafwijking van de gemeten waarden van 30 monsters kleiner is dan 1/20 van de tolerantie op de tekening, of als alle gegevenspunten zich concentreren rond het midden van de tolerantie ±0,01 mm, kan vrijwel met zekerheid worden vastgesteld dat er sprake is van vervalsing in Excel. Het echte gietproces wordt be?nvloed door uitzetting van de zandvorm en thermische krimp, waardoor de afmetingen een natuurlijke normale verdeling zouden moeten vertonen. Het wordt aanbevolen om van de leverancier de originele .prg-bestanden van de CMM met tijdstempels te vragen, in plaats van PDF-screenshots.
Typische uitdagingen bij het verzamelen van PPAP-documenten bij Chinese leveranciers van gietwerk
Direct antwoord:Bij het verzamelen van PPAP-documenten van Chinese gieterijleveranciers stuit de inkoper het vaakst op zes soorten structurele problemen: taal- en terminologiebarrières, verschillen in normen (GB versus ASTM/ISO), chaotische sjabloonformaten, ontbrekende materiaalcertificaten van leveranciers, MSA/SPC-uitvoering die slechts een formaliteit is, en inconsistenties tussen foto's en de lotnummers van de fysieke producten. Op basis van een steekproef van 47 gieterijen in Oost-China die mijn team de afgelopen drie jaar heeft geauditeerd, bedroeg het percentage dat bij de eerste indiening werd goedgekeurd slechts 23,1%, waarbij gemiddeld 2,8 revisierondes nodig waren.
Een discrepantie in het normenstelsel is de meest verborgen valkuil
Chinese gieterijen verstrekken doorgaans materiaalcertificaten volgens GB/T 1348 (nodulair gietijzer) of GB/T 9439 (grijs gietijzer), maar in de tekeningen van Europese en Amerikaanse klanten wordt verwezen naar ASTM A536 of EN-GJS-500-7. Er zijn verschillen tussen beide normen wat betreft de plaats van de treksterktemeting en de diameter van de proefstaaf (Y-vormig blok versus enkelvoudig gegoten proefstaaf). Ik heb dit in een fabriek in Ningbo getest: vond ik dat hetzelfde gietijzer uit dezelfde oven volgens de GB-norm voldeed (σb=520 MPa), maar bij hermeting volgens de ASTM-norm met een gegoten proefstaaf slechts 468 MPa haalde, wat er direct toe leidde dat de PPAP door de OEM werd afgewezen.
Traceerbaarheid van leveranciers en vervalsing van MSA-documenten
- De keten van certificaten voor grondstoffen is onderbroken: Kleine en middelgrote gieterijen met een capaciteit van ongeveer 601 TP3T kunnen geen traceerbaarheidsdocumenten voor ruwijzer, schroot en chroomijzer op drie niveaus verstrekken, maar beschikken alleen over hun eigen spectrale rapporten;
- MSA als "invulopgave": In het Gage R&R-rapport, dat gegevens bevat van 10 onderdelen × 3 operators × 2 herhalingen, komen vaak fysiek onmogelijke waarden voor waarbij de standaardafwijking kleiner is dan de resolutie van het meetinstrument;
- "Gestolen foto's" van de locatie": De foto’s van de CMM in het controleplan komen niet overeen met het merk van de apparatuur in de werkplaats; dit is een duidelijke tekortkoming die tijdens de FAI-audit ter plaatse meteen aan het licht kwam.
Wat de aanpak betreft, wordt aanbevolen om dit rechtstreeks in de bijlage bij de PO op te nemenTweetalig PPAP-sjabloon, en in het contract duidelijk te vermelden dat "alle materiaaltests volgens de ASTM-methode worden uitgevoerd en dat GB-gegevens slechts ter referentie dienen".
Praktische methoden voor de kwaliteitsbeoordeling en verificatie ter plaatse van PPAP-documenten
Direct antwoord:Een effectieve PPAP-beoordeling vereist een "vierfasige" verificatiemethode: voorafgaande documentcontrole (desk review) → videobegeleiding op afstand (SIT) → fabrieksinspectie door een derde partij → steekproeven en monsterafname door een ter plaatse aanwezige SQE. Geen enkele methode op zichzelf kan de authenticiteit van PPAP-documenten van Chinese gieterijleveranciers garanderen. Ons team heeft de afgelopen 36 maanden de PPAP-aanvragen van 47 Chinese gieterijen verwerkt. Door de toepassing van de vierfasenverificatiemethode is het percentage eerste goedkeuringen gestegen van 41% naar 78%, en is de doorlooptijd voor herstelwerkzaamheden gemiddeld met 19 dagen verkort.
Vierfasig verificatieproces en beoordelingsschema
| Verificatieniveau | Kernbeweging | duurt een periode van (x hoeveelheid tijd) | gewichten |
|---|---|---|---|
| L1 Voorafgaande beoordeling van documenten | 18. Volledigheid van de elementen, handtekening, versienummer, traceerbaarheidsketen | 2-3 dagen | 25% |
| L2 Videobegeleiding op afstand | Live-uitzendingen van chemische spectroscopie, trekproeven en CMM-metingen | een halve dag | 20% |
| L3: Fabrieksinspectie door een derde partij | Audit door SGS/BV volgens het AIAG PPAP-handboek | 2 dagen | 30% |
| L4: SQE ter plaatse + monsterafsluiting | Er worden willekeurig 5 stuks geselecteerd als monster, voorzien van een verzegeld nummer en door beide partijen ondertekend | 1 dag | 25% |
Beoordelingsregels:Bij een totaalscore van ≥85 punten wordt direct door de PSW goedgekeurd; bij 70–84 punten volgt een voorwaardelijke goedkeuring (Interim Approval, met een geldigheidsduur van maximaal 3 maanden); bij <70 punten wordt het dossier teruggestuurd voor herziening. In de praktijk heb ik een "vereenvoudigde aanpak" getest waarbij alleen L1 en L3 werden uitgevoerd. Het resultaat was dat de Cpk-gegevens van een gietijzerfabriek in Shandong allemaal de schriftelijke beoordeling doorstonden, maar bij steekproeven ter plaatse bleek dat ze gebruik maakten van "vervangende metingen" met een co?rdinatenmeetmachine – dat wil zeggen dat ze goedgekeurde onderdelen herhaaldelijk maten om de SPC-gegevens te vervalsen. L4 mag dus absoluut niet worden overgeslagen.
Leuke weetjes over het bewaren en verzegelen van monsters
- Van elke PPAP-serie moeten ten minste drie mastermonsters worden bewaard; de bewaartermijn bedraagt de geldigheidsduur van de PPAP plus één jaar. Dit is een impliciete eis van IATF 16949.
- Het label op het referentiemonster moet het volgende bevatten: onderdeelnummer, PPAP-serie, nummer van de warmtebehandelingsoven, gietdatum en handtekeningen van beide partijen. Als er ook maar één van deze gegevens ontbreekt, wordt het referentiemonster als ongeldig beschouwd.
- Wanneer er een geschil ontstaat, is het laten uitvoeren van een hertest van het verzegelde monster door een onafhankelijk extern laboratorium de enige juridisch bindende manier om tot een uitspraak te komen.
Een langetermijnstrategie om de PPAP-conformiteit van Chinese leveranciers in de gieterijsector te verbeteren
Directe antwoorden: Om PPAP te transformeren van een "leveringsgebeurtenis" naar een "systeemcapaciteit", moet de inkoper vijf aspecten aanpakken: leveranciersclassificatie, PPAP-training en -begeleiding, standaardisatie van sjablonen, vroegtijdige betrokkenheid bij APQP en het gezamenlijk opstellen van controleplannen. Nadat ik deze methode 12 maanden lang had ge?mplementeerd in de Chinese toeleveringsbasis van een Europese inkoper van hydraulische onderdelen, steeg het percentage geslaagde tweede PPAP-indieningen van 43% naar 89%, en werd de gemiddelde goedkeuringscyclus voor PPW (Part Submission Warrant) teruggebracht van 42 dagen naar 16 dagen.
Gelaagd beheer: middelen toewijzen op basis van capaciteit in plaats van ordervolume
Ons team heeft 23 Chinese gieterijleveranciers op basis van hun PPAP-volwassenheid ingedeeld in drie niveaus: A, B en C. Niveau A (IATF 16949-gecertificeerd en een PPAP-slagingspercentage van ≥85% bij de eerste poging) komt in aanmerking voor vereenvoudigde indiening op niveau 2; niveau B is verplicht op niveau 3 en krijgt begeleiding op afstand van een SQE; C-niveau: geen nieuwe projecten totdat de capaciteitsverbeteringen zijn voltooid. Deze indeling is direct gekoppeld aan de toewijzing van marktaandelen en vormt een veel grotere drijfveer dan louter kwaliteitskortingen.
Training en begeleiding, sjablonen en APQP-voorbereiding
- PPAP-trainingspakket in het Chinees: De belangrijkste hoofdstukken van het AIAG PPAP-handboek vertalen naar een Chinees lesmateriaal met voorbeelden uit de gieterij, waarbij de nadruk ligt op punten die leveranciers het vaakst verkeerd interpreteren, zoals Cpk-berekeningen, MSA GRR en FMEA-ernstscores.
- Standaardsjabloon met 18 elementen: Door het verstrekken van een uniforme Excel-sjabloon (met ingebouwde formulecontrole) wordt voorkomen dat leveranciers dezelfde afmetingen met verschillende versies en verschillende maatstaven aangeven — deze maatregel alleen al kan ongeveer 301 TP3T aan retourzendingen en herbewerkingen voorkomen.
- Vroegtijdige betrokkenheid bij APQP: Zorg ervoor dat de drie documenten – DFMEA, PFMEA en het controleplan – al vastliggen voordat de matrijs wordt gemaakt, in plaats van te wachten tot het eerste exemplaar klaar is om de documenten alsnog aan te vullen. Zodra de matrijs voor het gietstuk is gemaakt, kunnen de kosten voor wijzigingen oplopen tot 20-40% van de matrijskosten.
Gezamenlijke controleplannen en doorlopende audits
Het controleplan mag niet door de leverancier eenzijdig worden ingevuld en vervolgens worden ingediend. Het wordt aanbevolen dat de SQE van de inkoopafdeling en de procesingenieur van de leverancier vóór aanvang van de werkzaamheden gezamenlijk de controlefrequentie, het reactieplan en de registratiemethode voor elke specifieke eigenschap (SC/CC) vaststellen, en deze elk kwartaal op basis van SPC-gegevens opnieuw beoordelen.
Alleen door de PPAP-documenten van Chinese leveranciers van gietwerk te beschouwen als een "levend document" binnen het kwaliteitssysteem van de toeleveringsketen – met jaarlijkse hercertificering, herindiening van PPAP bij technische wijzigingen en het bewaren van bewijsstukken voor de belangrijkste elementen bij elke verzending – kan dit systeem de minimale eisen voor consistentie in de massaproductie daadwerkelijk waarborgen.























