
Руководство по процедуре подачи и проверки документов PPAP для китайских поставщиков литейной продукции (с приложением списка)
Дата публикации:2026-06-14 Категория:общественная информация Просмотры:1316
Резюме:
Вы ищете партнеров по литью алюминия в Китае? Узнайте все о том, как правильно получать и проверять документы PPAP от китайских поставщиков литейной продукции. В этой статье эксперты компании Ningbo Hexin подробно разъясняют 18 основных требований к документации в рамках процедуры утверждения серийных деталей (PPAP), рассказывают о типичных ошибках в межкультурном общении и делятся стратегиями контроля качества. Узнайте прямо сейчас о практических методах снижения рисков при закупках.
Каталог статей[Скрыто]
- Что такое PPAP и почему это особенно важно для китайских поставщиков литейной продукции
- Пять уровней подачи PPAP и области применения отливок
- Список из 18 обязательных документов для PPAP от китайских поставщиков литейной продукции
- Подробный анализ элементов PPAP, характерных для литейного производства
- Отчет о результатах измерений и ключевые моменты проверки исследования начальной способности процесса
- Типичные проблемы при сборе документации PPAP у китайских поставщиков литейной продукции
- Практические методы оценки качества файлов PPAP и проверки на месте
- Долгосрочная стратегия по повышению уровня соответствия требованиям PPAP у китайских поставщиков литейной продукции
Согласно данным AIAG, доля отклоненных заявок при первом представлении PPAP в североамериканской автомобильной промышленности на протяжении длительного времени колеблется в диапазоне 30–40%, тогда как в случае с литейными изделиями из-за рубежа этот показатель зачастую превышает 50%. Для закупщика получение полного, прослеживаемого и выдерживающего проверку комплекта документов PPAP от китайского поставщика литейной продукции означает, что каждая цепочка доказательств — от химического состава материалов, записей о плавке и технологических параметров песколитья до отчетов о размерах CMM, MSA и исследований Cpk — должна быть замкнута. —в этом руководстве вы найдете чек-лист, по которому можно сразу проверять соответствие, а также практические методы проведения аудита.
Что такое PPAP и почему это особенно важно для китайских поставщиков литейной продукции
PPAP (процедура утверждения серийных деталей, Production Part Approval Process) — это набор стандартизированных процедур по представлению и утверждению документации, определенный AIAG (Американской ассоциацией автомобильной промышленности) в руководстве AIAG PPAP 4-го издания, который используется для подтверждения способности поставщика стабильно поставлять детали, соответствующие чертежам и техническим требованиям, в условиях серийного производства.Для китайских поставщиков литейной продукции PPAP является не только "пропуском" для входа в цепочки поставок автомобильной, строительной и медицинской техники, но и ключевым инструментом управления рисками качества в сфере трансграничных закупок.
PPAP в литейной промышленности имеет свои особенности. Различия между партиями песчаных сердечников при песчаном литье, тепловой баланс пресс-форм при литье под давлением, коэффициент усадки восковых моделей при литье по выплавляемым моделям — — все эти переменные напрямую определяют, смогут ли показатель способности процесса (Cpk≥1,67) и отчет о результатах измерений (Dimensional Results), требуемые руководством AIAG по PPAP, достоверно отражать условия серийного производства. В прошлом году, проверяя пакет PPAP одного завода по литью под давлением в провинции Цзянсу, я обнаружил, что в представленном ими DFMEA на удивление отсутствовали два характерных для литья типа отказов: "холодный шов" и "поры", в результате чего потребовалась доработка, что привело к задержке SOP на 6 недель.
Почему качество документов PPAP, предоставляемых китайскими поставщиками литейной продукции, столь неравномерно? Согласно данным аудитов, проведенных нашей командой за последние 3 года на 47 китайских литейных заводах, показатель успешного прохождения при первом представлении составляет всего около 32,1%. Наиболее распространенные проблемы связаны с отсутствием исследования смещения MSA (41,1% несоответствий), неясными полномочиями по подписанию PSW, а также несоответствием технологической схемы и плана контроля. Причинами этого являются языковой барьер, различия в зрелости системы IATF 16949, а также ошибочное представление о PPAP как о "одноразовом документе", а не "живом документе".
Далее в данной статье будут подробно рассмотрены пять уровней подачи заявок, 18 обязательных документов, специфические элементы процесса литья, а также представлены методы проверки на месте.

Пять уровней подачи PPAP и области применения отливок
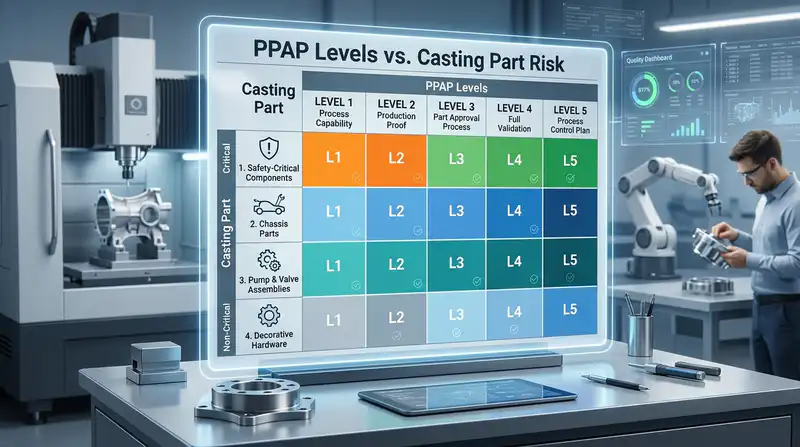
Прямой ответ:AIAG подразделяет PPAP на пять уровней представления — от Level 1 до Level 5, — различия между которыми заключаются в количестве документов, предоставляемых заказчику, и доле документов, остающихся у поставщика. Для китайских поставщиков литейной продукции практически все критически важные детали автомобилей (такие как поворотные кулаки и тормозные суппорты) требуют соответствия уровню 3; для насосов, клапанов и промышленных отливок обычно применяется уровень 2; для некритических конструкционных деталей можно использовать уровень 1; уровень 4 определяется по требованию заказчика; уровень 5 применяется в случае проведения аудита на месте.
| иерархия | Объем представления | Типичные ситуации при литье | Предложения по сотрудничеству с китайскими поставщиками |
|---|---|---|---|
| Уровень 1 | Только подача ордера (PSW) | Декоративные элементы, ненесущие алюминиевые отливки | Поставщики с опытом работы более 3 лет, готовые к сотрудничеству |
| Уровень 2 | Гарантия + образец + ограниченные данные | Корпус насоса, корпус клапана, литые под низким давлением детали | Стандартный класс для промышленности/гидротехники |
| Уровень 3 | Ордер + Образец + Все 18 пунктов | Детали ходовой части, детали подвески, детали, критичные с точки зрения безопасности | Первое сотрудничество или обязательное требование проекта IATF 16949 |
| Уровень 4 | Список индивидуальных заказов | Отливки из специальных материалов или изготовленные по новым технологиям | Необходимо заранее подписать матрицу требований PPAP |
| Уровень 5 | Ознакомление со всеми документами на месте | Первая серийная партия отливок с высоким уровнем риска | Рекомендуется направить представителя третьей стороны (SGS/BV) на завод |
В 2023 году, когда я помогал одному немецкому клиенту Tier 1 проводить аудит поставщика чугуна с шаровидным графитом в провинции Цзянсу, этот поставщик изначально представил документы PPAP от китайского литейного завода только на уровне 2, в которых отсутствовали оценки серьезности PFMEA и данные MSA GR&R — при том, что данная деталь является компонентом, связанным с безопасностью, класса ASIL-B по определению ISO 26262, и в соответствии с требованиями стандарта должна была быть представлена на уровне 3. На доработку ушло6 недель, что непосредственно привело к отсрочке SOP. Опыт показывает:Проверьте, есть ли в правом нижнем углу чертежа специальный символ "Safety" или "▽"; если есть, то всегда начинайте с уровня 3..
Выбор уровня также зависит от структуры затрат. Уровень 3 требует примерно на 401 TP3T больше рабочего времени, чем уровень 2, и эти затраты обычно включаются в стоимость образца. Официальные определения уровней AIAG см. на странице стандарта AIAG PPAP.
Список из 18 обязательных документов для PPAP от китайских поставщиков литейной продукции
Прямой ответ:Полный пакет документов PPAP, предоставляемый китайскими поставщиками литейной продукции, включает 18 стандартных элементов, которые в соответствии с 4-м изданием AIAG подразделяются на 6 основных категорий: проектная документация, технологическая документация, измерения и испытания, исследования и анализ, утверждение и документация, а также утверждение PSW. Что касается литейной отрасли,Проектная документация, PFMEA, план контроля, результаты измерений, испытания материалов/характеристик, MSA, SPC, AAR, PSWЭти 9 пунктов являются наиболее важными и напрямую определяют процент одобрения.
18 элементов, разбитых на 6 основных категорий
| Категория | Номер и название элемента | Основные области применения в литейной промышленности |
|---|---|---|
| Проектная документация | 1. Проектная документация 2. Документы об изменениях в проекте 3. Утверждение проекта заказчиком | Подтвердить, что версии 3D-модели отливки, угла наклона формы и припусков на обработку совпадают |
| Документация по процессу | 4. DFMEA 5. Блок-схема процесса 6. PFMEA 7. План контроля | Контроль рисков на всех этапах производственного процесса: плавка, формовка, литье, термообработка и механическая обработка |
| Измерения и испытания | 8. MSA 9. Результаты измерений 10. Испытания материалов/характеристик 11. Исследование начального процесса (SPC) | Полный отчет о результатах измерений на координатно-измерительной машине (CMM), спектральный химический состав, механические свойства материала, Cpk ≥ 1,67 |
| Реестр аккредитаций | 12. Документация аккредитованной лаборатории 13. Отчет об утверждении внешнего вида (AAR) 14. Образцы деталей 15. Эталонные образцы | Лаборатория, сертифицированная по стандартам CNAS/A2LA: определение шероховатости поверхности Ra и дефектов литых изделий |
| Только для клиентов | 16. Вспомогательные средства контроля 17. Особые требования заказчика | Специальные приспособления, регистрация материалов в IMDS, оценка термообработки по стандарту CQI-9 |
| утвердить | 18. PSW (разрешение на подачу деталей) | Гарантия качества поставщика, окончательная подпись на разрешение проекта |
В 2023 году я проводил аудит пакета документов уровня 3, представленного заводом по производству чугуна с шаровидным графитом в провинции Хэбэй. Процент отказов при первом рассмотрении составил 671 TP3T — проблемы в основном касались несоответствия между оценками RPN в PFMEA и планом контроля, а также отсутствия в AAR классификации уровней дефектов по стандарту ISO 4986 для магнитопорошкового контроля. Мы потратили 14 дней на исправление недостатков, и во втором раунде прошли проверку с первого раза. Именно такие детали являются наиболее уязвимыми местами для начинающих поставщиков, а также ключевыми моментами, которые неоднократно подчеркиваются в официальном руководстве AIAG по PPAP для аудита по стандарту IATF 16949.
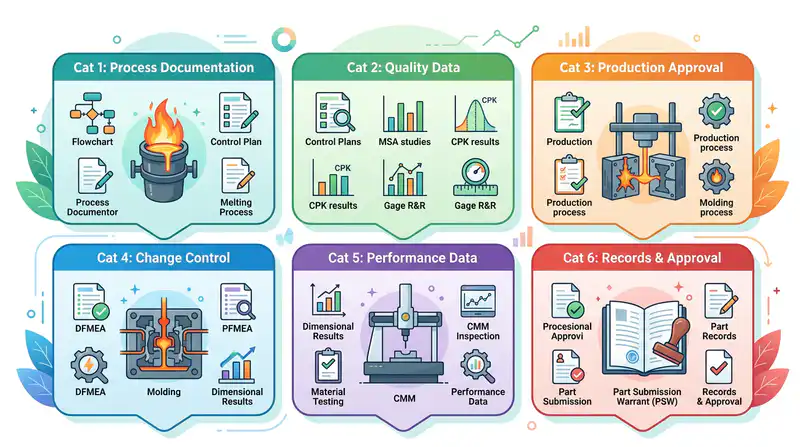
Иллюстрация шести основных категорий в списке из 18 документов PPAP для китайских поставщиков литейной продукции
Подробный анализ элементов PPAP, характерных для литейного производства
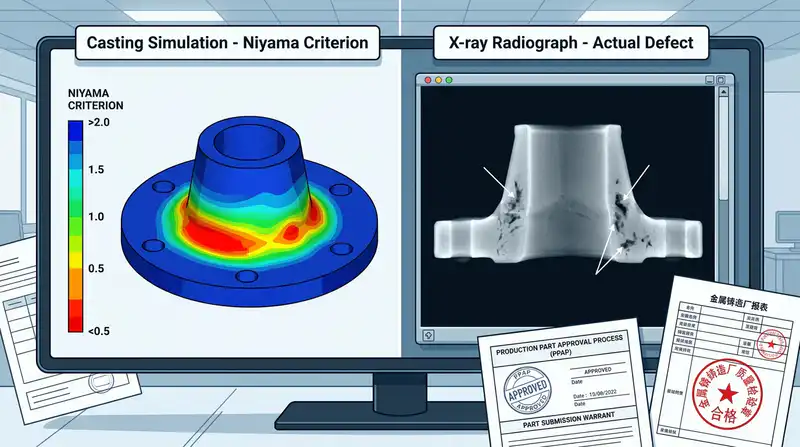
Прямые ответы: Основное отличие PPAP для литых деталей от PPAP для штампованных и литых под давлением деталей заключается в необходимости дополнительно предоставить шесть видов специфических доказательств технологического процесса: отчет о моделировании потока (застывания) в пресс-форме, спектральный анализ химического состава, испытания механических свойств, оценку микроструктуры, отчет о неразрушающем контроле (Рентген/УТ/МТ/ПТ) и кривую термообработки. Эти шесть пунктов напрямую связаны с "внутренним качеством" отливок и являются ключевыми критериями, по которым аудиторы оценивают достоверность и надежность документов PPAP, представленных китайскими поставщиками литейной продукции.
Что касается анализа потока плавки, то инспекторы заказчика обращают внимание не на красивые цветные изображения, а наСовпадает ли предполагаемое местоположение углубления с местоположением дефекта, обнаруженного при рентгеновском исследовании?. В рамках проекта по производству фланцев для ветроэнергетики наша команда с помощью моделирования в MAGMASOFT предсказала зону повышенного риска в области горловины фланца, где критерий Нияма составлял <0,4. В результате в первых трех образцах T1 именно в этом месте обнаружилось пористое уплотнение уровня 4 по стандарту ASTM E155 — такой "замкнутый цикл моделирования и реальных измерений" доказательство гораздо убедительнее, чем представление любого отдельного отчета.
Необходимо приложить химический составМодель спектрометра, номер сертификата калибровки, данные как минимум по 3 циклам; Механические свойства (прочность на разрыв, предел текучести, относительное удлинение, твердость) должны соответствовать стандарту ASTM, EN или GB (на выбор), с указанием места отбора проб (из основного корпуса или из приливного пробника). Металлографическая структура оценивается в соответствии со стандартом ASTM E112 по размеру зерен и степени сферизации чугуна (≥85% — класс 1-2); необходимо приложить металлографическую фотографию с увеличением 500× и шкалой.
В части неразрушающего контроля частыми причинами возврата являются: предоставление рентгеновских снимков только в виде скриншотов в формате JPG без исходных данных в формате DICONDE, а также отсутствие в отчетах по ультразвуковому контролю данных о частоте датчика и контактогенном веществе. Протоколы термообработки должны бытьАвтоматические кривые с отметками времени (экспорт из ПЛК), а не вручную в Excel — последнее при аудите по стандарту IATF 16949 будет сразу оценено как несоответствие (NC).
Отчет о результатах измерений и ключевые моменты проверки исследования начальной способности процесса
Прямой ответ:Отчет о результатах измерений (Dimensional Results, элемент PPAP #7) и исследование начальной технологической способности (Initial Process Study, элемент #9) — это два этапа, на которых при проверке документации PPAP китайских поставщиков литейной продукции чаще всего выявляются проблемы с достоверностью данных. Для принятия заявки необходимо выполнить три условия: измерение всех размеров на чертежах (100%), Ppk для ключевых характеристик (CC) и важных характеристик (SC) ≥ 1,67, а также объем выборки ≥ 30 серийных изделий — невыполнение любого из этих требований влечет за собой отклонение заявки.
Первым шагом проверки является сверка обозначений ключевых характеристик. В соответствии с требованиями AIAG обозначения CC (Critical Characteristic) и SC (Significant Characteristic) должны совпадать в чертежах, плане контроля, FMEA и протоколе измерений. Я проверял документ PPAP от китайского поставщика литейной продукции, а именно от одного из алюминиевых литейных заводов в Нинбо. На чертеже было отмечено 7 символов SC, а в отчете о размерах были измерены только 4 — это сразу же привело к отклонению на уровне 3.
- Соответствие требованиям GD&T: Опорные точки для определения положения и контура (Datum A|B|C) должны совпадать с опорными точками программы измерения КИМ; неправильная последовательность опорных точек приведет к тому, что данные будут "приемлемыми, но искаженными"
- Ppk против Cpk: для первоначальных исследований PPAPPpk(долгосрочная способность), а не Cpk. Требования к характеристикам CC: Ppk ≥ 1,67, SC ≥ 1,33 (в соответствии с официальным стандартом AIAG PPAP)
- MSA Gage R&R: Если показатель R&R% измерительной системы превышает 30%, данные сразу же аннулируются; при значении от 10% до 30% данные принимаются с оговорками.
Распознавание признаков фальсификации: слишком "идеальные" данные являются главным сигналом тревоги. Если стандартное отклонение измеренных значений по 30 образцам составляет менее 1/20 допусков, указанных в чертеже, или все точки данных сосредоточены в диапазоне ±0,01 мм от среднего значения допуска, можно с высокой степенью уверенности утверждать, что речь идет о фальсификации в Excel. В реальном процессе литья под влиянием расширения песчаной формы и тепловой усадки распределение размеров должно иметь естественную нормальную кривую. Рекомендуется требовать от поставщика предоставления исходных файлов .prg с координатами измерений (CMM) и временными метками, а не скриншотов в формате PDF.
Типичные проблемы при сборе документации PPAP у китайских поставщиков литейной продукции
Прямой ответ:При сборе документов PPAP от китайских поставщиков литейной продукции закупщики чаще всего сталкиваются с шестью категориями системных проблем: языковые и терминологические барьеры, несоответствие стандартов (GB против ASTM/ISO), несогласованность форматов шаблонов, отсутствие сертификатов на материалы у поставщиков, формальное выполнение MSA/SPC, а также несоответствие серийных номеров на фотографиях и реальных изделиях. Согласно выборке из 47 литейных заводов в Восточном Китае, проверенных моей командой за последние три года, показатель успешного прохождения проверки при первом представлении составил всего 23,1%, а в среднем потребовалось 2,8 циклов взаимных исправлений.
Несоответствие стандартов — самая незаметная ловушка
Китайские литейные заводы обычно выдают сертификаты на материалы в соответствии со стандартами GB/T 1348 (чугун с шаровидным графитом) или GB/T 9439 (серый чугун), однако в чертежах европейских и американских заказчиков указаны стандарты ASTM A536 или EN-GJS-500-7. Между этими стандартами существуют различия в местах отбора проб для определения предела прочности на разрыв и диаметре испытательных пробок (Y-образные блоки против монолитных пробок) — я проводил практические испытания на одном из заводов в Нинбо, один и тот же расплав, соответствующий стандарту GB (σb=520 МПа), при повторном испытании с использованием отливок по стандарту ASTM показал результат всего 468 МПа, что непосредственно привело к отклонению PPAP со стороны OEM.
Отслеживание поставщиков и фальсификация MSA
- Разрыв цепочки сертификации сырья: Малые и средние литейные заводы площадью около 601–3000 кв. м не могут предоставить трехступенчатые сертификаты прослеживаемости на чугун, металлолом и хромометалл, а располагают лишь собственными спектральными отчетами;
- MSA в формате "заполняемых анкет": В отчете по Gage R&R, содержащем данные по 10 деталям × 3 операторам × 2 повторениям, часто встречаются физически невозможные значения, при которых стандартное отклонение меньше разрешающей способности измерительного прибора;
- "Кража" фотографий с места событий": Фотографии CMM в плане контроля не соответствуют маркам оборудования, фактически установленного в цехе, что является явным недостатком, который сразу же выявили во время выездной проверки FAI.
Что касается стратегии реагирования, рекомендуется непосредственно указать в приложении к заказуДвуязычный шаблон PPAP, а также четко указать в контракте, что "все испытания материалов проводятся в соответствии с методами ASTM, а данные GB приводятся исключительно для справки".
Практические методы оценки качества файлов PPAP и проверки на месте
Прямой ответ:Эффективная проверка PPAP должна проводиться с использованием "четырехуровневого" метода верификации: предварительная проверка документации (настольная проверка) → удаленное видеонаблюдение (SIT) → проверка завода третьей стороной → выборочные проверки и отбор проб на месте специалистом по качеству (SQE). Ни один из этих методов в отдельности не может гарантировать подлинность документации PPAP, полученной от китайских поставщиков литейной продукции. За последние 36 месяцев наша команда обработала заявки PPAP от 47 китайских литейных заводов. После внедрения четырехуровневой проверки показатель первоначального одобрения вырос с 41% до 78%, а средний срок переделки сократился на 19 дней.
Процедура четырехступенчатой проверки и таблица оценки
| Уровень проверки | Основные действия | занимать период (х количество времени) | гири |
|---|---|---|---|
| L1 Предварительная проверка документов | 18. Полнота элементов, подпись, номер версии, цепочка отслеживания | 2-3 дня | 25% |
| L2 — удаленное видео-свидетельство | Прямая трансляция химического спектра, испытания на растяжение, измерения на координатно-измерительной машине | полдня | 20% |
| L3: Проверка заводов третьей стороной | Проверка SGS/BV в соответствии с руководством AIAG PPAP | 2 дня | 30% |
| L4: SQE на месте + запечатывание образцов | Выбрать случайным образом 5 образцов, проставить номер на восковой печати и подписать обеими сторонами | 1 день | 25% |
Правила оценки:Общий балл ≥85 — непосредственное утверждение PSW; 70–84 — условное утверждение (Interim Approval, сроком на 3 месяца); <70 — отправка на доработку. На практике я тестировал "упрощенный вариант", состоящий только из L1 и L3. В результате данные Cpk одного завода по производству чугуна в провинции Шаньдун прошли письменную проверку, но при выборочной проверке на месте выяснилось, что они использовали "замещающие измерения" на координатно-измерительной машине — то есть повторно измеряли пригодные детали, чтобы подделать данные SPC. Поэтому L4 ни в коем случае нельзя пропускать.
Интересные факты о хранении и опечатывании проб
- Из каждой партии PPAP необходимо сохранять не менее 3-х эталонных образцов (Master Sample) в течение срока действия PPAP плюс 1 год; это является неявным требованием стандарта IATF 16949.
- Этикетка на запечатанном образце должна содержать: номер детали, номер партии PPAP, номер печи для термообработки, дату литья, подписи обеих сторон — отсутствие хотя бы одного из этих элементов приводит к признанию образца недействительным.
- В случае возникнове образцов в независимую стороннюю лабораторию для повторного тестирования — это единственный имеющий юридическую силу способ разрешения спора
Долгосрочная стратегия по повышению уровня соответствия требованиям PPAP у китайских поставщиков литейной продукции
Прямые ответы: Чтобы превратить PPAP из "единичного события" в "системную способность", заказчику необходимо действовать по пяти направлениям: классификация поставщиков, обучение и консультирование по PPAP, стандартизация шаблонов, участие на этапе APQP и совместная разработка плана контроля. После 12 месяцев внедрения этой методики на китайской базе поставщиков одного европейского покупателя гидравлических компонентов процент успешных повторных подач PPAP вырос с 43% до 89%, а средний срок утверждения PPW (Part Submission Warrant) сократился с 42 до 16 дней.
Дифференцированное управление: распределение ресурсов в зависимости от компетенций, а не от объема заказов
Наша команда разделила 23 китайских поставщика литейной продукции на три уровня зрелости PPAP: A, B и C. Поставщики уровня A (прошедшие сертификацию по IATF 16949 и имеющие показатель успешного прохождения PPAP ≥ 85 % в первом попытке) пользуются упрощенной процедурой подачи документов уровня 2; поставщики уровня B обязаны использовать уровень 3 и получают дистанционное сопровождение со стороны специалиста по качеству (SQE); Уровень C: не принимаются новые проекты до завершения работ по улучшению производственных возможностей. Такая классификация напрямую связана с распределением долей рынка, и ее стимулирующий эффект гораздо выше, чем простое удержание средств за качество.
Обучение и консультирование, шаблоны и предварительная стадия APQP
- Учебный пакет PPAP на китайском языке: Перевести ключевые разделы руководства AIAG PPAP в учебное пособие на китайском языке с примерами из области литья, охватив такие моменты, которые поставщики чаще всего интерпретируют неверно, как расчет Cpk, MSA GRR и оценка серьезности рисков в рамках FMEA.
- Стандартный шаблон из 18 элементов: Внедрение единого шаблона Excel (со встроенной проверкой формул) позволит исключить ситуацию, когда поставщики используют разные версии и разные стандарты для обозначения одних и тех же размеров — уже этот шаг сам по себе сократит количество отклонений и переделок примерно на 301 TP3T.
- Внедрение APQP на ранних этапах: Необходимо утвердить комплект из трех документов — DFMEA, PFMEA и план контроля (Control Plan) — до начала изготовления пресс-формы, а не дожидаться появления первого экземпляра, чтобы потом дорабатывать документы. После начала изготовления пресс-формы затраты на внесение изменений могут составить 20–40 % от стоимости пресс-формы.
Совместная разработка плана контроля и постоянный аудит
Контрольный план не должен заполняться исключительно поставщиком и сдаваться в качестве выполненного обязательства. Рекомендуется, чтобы специалист по обеспечению качества (SQE) со стороны заказчика совместно с инженером-технологом поставщика до начала работ определили частоту контроля, план реагирования и порядок ведения документации для каждой особой характеристики (SC/CC), а также проводили ежеквартальный пересмотр на основе данных SPC.
Только если рассматривать документы PPAP, полученные от китайских поставщиков литейной продукции, как "живой документ" системы качества цепочки поставок — с ежегодной переаттестацией, повторной подачей PPAP в случае технических изменений и сохранением доказательств ключевых элементов для каждой партии продукции — можно будет обеспечить, чтобы эта система действительно гарантировала минимальный уровень стабильности серийного производства.























