
Leitfaden für die Einreichung und Prüfung von PPAP-Dokumenten bei chinesischen Gie?ereizulieferern (inkl. Checkliste)
Ver?ffentlicht am:2026-06-14 Kategorie:Nachrichten Aufrufe:1308
Zusammenfassung:
Sind Sie gerade dabei, Partner für Aluminiumguss in China zu evaluieren? Erfahren Sie alles darüber, wie Sie die Beschaffung und Prüfung von PPAP-Dokumenten von chinesischen Gusslieferanten standardisieren k?nnen. In diesem Artikel analysieren Experten von Ningbo Hexin detailliert die 18 zentralen Anforderungen an die Dokumentation im Rahmen des Produktionsfreigabeverfahrens, h?ufige Missverst?ndnisse in der internationalen Kommunikation sowie Strategien zur Qualit?tskontrolle. Lernen Sie jetzt praktische Methoden kennen, um Ihre Beschaffungsrisiken zu minimieren.
Katalog der Artikel[Versteckt]
- Was ist PPAP und warum ist es für chinesische Gie?ereilieferanten besonders wichtig?
- Die fünf Einreichungsstufen von PPAP und ihre Anwendungsbereiche für Gussteile
- Liste der 18 erforderlichen Dokumente für PPAP bei chinesischen Gusszulieferern
- Eingehende Analyse der PPAP-Kriterien speziell für den Gussprozess
- Wichtige Punkte bei der Prüfung von Berichten zu Ma?ergebnissen und Untersuchungen zur anf?nglichen Prozessf?higkeit
- Typische Herausforderungen bei der Einholung von PPAP-Unterlagen bei chinesischen Zulieferern der Gie?ereiindustrie
- Praktische Methoden zur Qualit?tsbewertung von PPAP-Dokumenten und zur überprüfung vor Ort
- Langfristige Strategie zur Verbesserung der PPAP-Konformit?t chinesischer Gie?ereizulieferer
Daten der AIAG zeigen, dass die Ablehnungsquote bei der ersten PPAP-Einreichung in der nordamerikanischen Automobilzulieferindustrie seit langem zwischen 30 % und 40 % schwankt, w?hrend diese Zahl bei Gussteilen aus übersee h?ufig über 50 % liegt. Für den Eink?ufer bedeutet der Erhalt eines vollst?ndigen, rückverfolgbaren und auditierbaren PPAP-Pakets von einem chinesischen Gusslieferanten, dass jede Nachweiskette – von der chemischen Zusammensetzung des Materials über Schmelzprotokolle und Sandform-Prozessparameter bis hin zu CMM-Ma?berichten, MSA und Cpk-Studien – lückenlos sein muss. – dieser Leitfaden bietet Ihnen eine Checkliste zum Abhaken sowie praktische Audit-Methoden.
Was ist PPAP und warum ist es für chinesische Gie?ereilieferanten besonders wichtig?
PPAP (Production Part Approval Process) ist ein standardisiertes Verfahren zur Einreichung und Genehmigung von Unterlagen, das von der AIAG (Automotive Industry Action Group) im Handbuch ?AIAG PPAP 4th Edition“ definiert wurde. Es dient dazu, nachzuweisen, dass ein Lieferant in der Lage ist, unter Serienbedingungen zuverl?ssig Teile zu liefern, die den Zeichnungen und Spezifikationen entsprechen.Für chinesische Zulieferer der Gie?ereiindustrie ist PPAP nicht nur der "Zugangspass" zur Lieferkette der Automobil-, Baumaschinen- und Medizintechnikbranche, sondern auch ein zentrales Instrument zur Steuerung von Qualit?tsrisiken im grenzüberschreitenden Einkauf.
Das PPAP in der Gie?ereiindustrie weist besondere Merkmale auf. Die Chargenschwankungen bei Sandkernen im Sandguss, das thermische Gleichgewicht der Formen beim Druckguss und die Schrumpfung der Wachsmodelle beim Wachsausschmelzverfahren – – all diese Variablen bestimmen unmittelbar, ob der im AIAG-PPAP-Handbuch geforderte Prozessf?higkeitsindex (Cpk ≥ 1,67) und die Berichterstattung über die Ma?ergebnisse (Dimensional Results) den Serienfertigungszustand realistisch widerspiegeln. Als ich letztes Jahr das PPAP-Paket einer Druckgussfabrik in Jiangsu prüfte, stellte ich fest, dass in der von ihnen eingereichten DFMEA überraschenderweise die beiden gussspezifischen Fehlermodi "Kaltbrücke" und "Luftporen" fehlten. Dies führte letztendlich zu einer Nachbearbeitung und einer Verz?gerung der SOP um sechs Wochen.
Warum ist die Qualit?t der PPAP-Dokumente von chinesischen Gie?ereianbietern so uneinheitlich? Basierend auf den Auditdaten unseres Teams aus den letzten drei Jahren, die 47 chinesische Gie?ereien umfassen, lag die Erstgenehmigungsquote bei nur etwa 32,1 %. H?ufige Probleme konzentrierten sich auf fehlende MSA-Verzerrungsanalysen (41,1 % der Nichtkonformit?ten), unklare PSW-Unterschriftsberechtigungen sowie Unstimmigkeiten zwischen Prozessablaufdiagrammen und Kontrollpl?nen. Hintergrund hierfür sind Sprachbarrieren, Unterschiede im Reifegrad des IATF 16949-Systems sowie die falsche Auffassung, dass PPAP ein "einmaliges Dokument" und kein "lebendes Dokument" sei.
Im weiteren Verlauf dieses Artikels werden die fünf Einreichungsstufen, die 18 erforderlichen Unterlagen sowie die spezifischen Aspekte des Gussverfahrens erl?utert und Methoden zur überprüfung vor Ort vorgestellt.

Die fünf Einreichungsstufen von PPAP und ihre Anwendungsbereiche für Gussteile
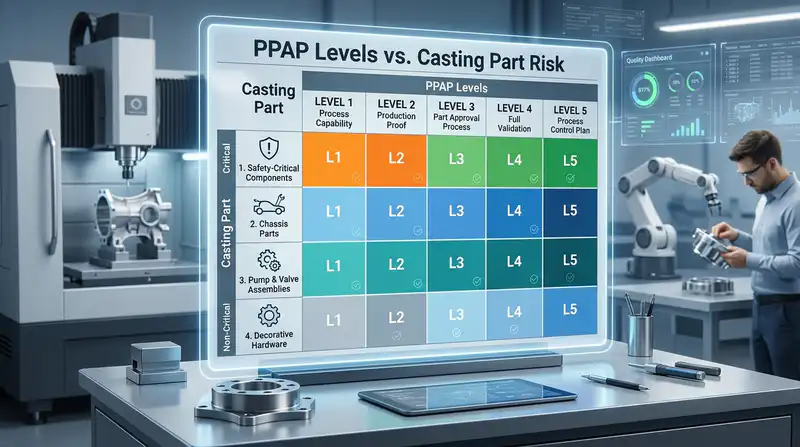
Direkte Antwort:Die AIAG unterteilt PPAP in fünf Einreichungsstufen von Level 1 bis Level 5, wobei sich diese hinsichtlich der Anzahl der beim Kunden einzureichenden Unterlagen und des Anteils der beim Lieferanten aufzubewahrenden Unterlagen unterscheiden. Für chinesische Gusszulieferer gilt für sicherheitskritische Automobilkomponenten (wie Achsschenkel und Bremss?ttel) fast ausnahmslos Level 3; für Pumpen, Ventile und Industriegussteile wird in der Regel Level 2 angewendet; für nicht kritische Strukturteile ist Level 1 zul?ssig; Level 4 richtet sich nach den Vorgaben des Kunden; Level 5 wird für Vor-Ort-Audits verwendet.
| Hierarchie | Umfang der Einreichung | Typische Anwendungsbereiche für Gussteile | Vorschl?ge zur Zusammenarbeit mit chinesischen Lieferanten |
|---|---|---|---|
| Stufe 1 | Nur Warrant (PSW) einreichen | Zierteile, nichttragende Aluminiumgussteile | Erfahrene Lieferanten, mit denen wir seit mehr als drei Jahren zusammenarbeiten |
| Stufe 2 | Garantie + Muster + begrenzte Daten | Pumpengeh?use, Ventilgeh?use, Niederdruck-Druckgussteile | Standardklasse für die Industrie/Flüssigkeitsbranche |
| Stufe 3 | Garantie + Muster + Alle 18 Punkte | Fahrwerkskomponenten, Aufh?ngungskomponenten, sicherheitsrelevante Komponenten | Erstmalige Zusammenarbeit oder obligatorisch für IATF 16949-Projekte |
| Stufe 4 | Kunden-Sonderwunschliste | Gussteile aus Spezialwerkstoffen oder mit neuen Verfahren | Die PPAP-Anforderungsmatrix muss im Voraus unterzeichnet werden |
| Stufe 5 | Alle Unterlagen vor Ort prüfen | Risikoreiche Erstserien-Gussteile | Es wird empfohlen, einen unabh?ngigen Dritten (SGS/BV) vor Ort zu stationieren |
Als ich 2023 einen deutschen Tier-1-Kunden bei der Prüfung eines Lieferanten für duktiles Gusseisen in Jiangsu unterstützte, reichte dieser zun?chst lediglich PPAP-Unterlagen eines chinesischen Gie?ereilieferanten auf Level 2 ein, wobei die PFMEA-Schweregradbewertung und die MSA-GR&R-Daten fehlten – dabei handelte es sich um ein sicherheitsrelevantes Bauteil der ASIL-B-Klasse gem?? ISO 26262, für das gem?? den Vorschriften Level 3 einzureichen war. Die Nachreichung dauerte6 Wochen, was direkt zu einer Verz?gerung des SOP führte. Die Erfahrung zeigt:Prüfen Sie, ob in der unteren rechten Ecke der Zeichnung das Sonderkennzeichen "Safety" oder "▽" zu sehen ist; ist dies der Fall, beginnen Sie grunds?tzlich mit Level 3..
Die Wahl der Stufe wird auch von der Kostenstruktur beeinflusst. Level 3 erfordert etwa 401 TP3T mehr Arbeitsstunden als Level 2; diese Kosten werden in der Regel in die Musterkosten einberechnet. Die offiziellen Definitionen der AIAG-Stufen finden Sie auf der Seite zum AIAG-PPAP-Standard.
Liste der 18 erforderlichen Dokumente für PPAP bei chinesischen Gusszulieferern
Direkte Antwort:Die vollst?ndigen PPAP-Unterlagen eines chinesischen Gusslieferanten umfassen 18 Standardelemente, die gem?? der AIAG-Richtlinie, 4. Auflage, in sechs Hauptkategorien unterteilt sind: Konstruktionsunterlagen, Prozessunterlagen, Mess- und Prüfunterlagen, Forschungs- und Analyseunterlagen, Zulassungs- und Aufzeichnungsunterlagen sowie PSW-Genehmigungen. Für die Gussindustrie gilt,Konstruktionsunterlagen, PFMEA, Kontrollplan, Ma?ergebnisse, Material-/Leistungsprüfungen, MSA, SPC, AAR, PSWDiese neun Punkte sind von entscheidender Bedeutung und bestimmen direkt die Erfolgsquote bei der Prüfung.
Die 18 Faktoren sind in 6 Hauptkategorien unterteilt
| Kategorie | Elementnummer und Bezeichnung | Kernanwendungen in der Gie?ereiindustrie |
|---|---|---|
| Entwurfsunterlagen | 1. Konstruktionsunterlagen 2. Unterlagen zu technischen ?nderungen 3. Technische Genehmigungen des Kunden | überprüfen, ob die Versionen des 3D-Modells des Gussteils, des Entformungswinkels und der Bearbeitungszugabe übereinstimmen |
| Prozessdokumentation | 4. DFMEA 5. Prozessablaufdiagramm 6. PFMEA 7. Kontrollplan | Risikokontrolle über den gesamten Prozess hinweg, einschlie?lich Schmelzen, Formgebung, Gie?en, W?rmebehandlung und mechanische Bearbeitung |
| Messungen und Tests | 8. MSA 9. Ma?ergebnisse 10. Material-/Leistungsprüfungen 11. Erstuntersuchung des Prozesses (SPC) | Vollst?ndiger CMM-Ma?bericht, spektrale chemische Zusammensetzung, mechanische Eigenschaften des Werkstoffs, Cpk ≥ 1,67 |
| Anerkennungsprotokoll | 12. Unterlagen des akkreditierten Labors 13. Bericht zur ?u?erlichen Freigabe (AAR) 14. Musterteile 15. Referenzmuster | CNAS/A2LA-akkreditiertes Labor, Oberfl?chenrauheit Ra von Gussteilen und Fehlerbewertung |
| Exklusiv für Kunden | 16. Prüfhilfsmittel 17. Besondere Kundenanforderungen | Spezielle Spannvorrichtungen, IMDS-Materialmeldung, CQI-9-W?rmebehandlungsbewertung |
| Genehmigung | 18. PSW (Part Submission Warrant) | Qualit?tserkl?rung des Lieferanten, endgültige Unterschrift zur Freigabe des Projekts |
Im Jahr 2023 habe ich ein Level-3-Paket geprüft, das von einem Ductile-Gusseisenwerk in Hebei eingereicht wurde. Die Rückweisungsquote lag bei der ersten Prüfung bei hohen 671 TP3T – die Probleme konzentrierten sich auf die Diskrepanz zwischen der RPN-Bewertung in der PFMEA und dem Kontrollplan sowie das Fehlen der Einstufung nach ISO 4986 für die Magnetpulverprüfung im AAR. Nach einer 14-t?gigen Nachbesserungsphase wurde das Paket in der zweiten Runde auf Anhieb genehmigt. Genau diese Details sind die Fallstricke, in die neue Lieferanten am leichtesten tappen, und sie sind auch die Schwerpunkte, die in den offiziellen AIAG-PPAP-Richtlinien für IATF 16949-Audits immer wieder betont werden.
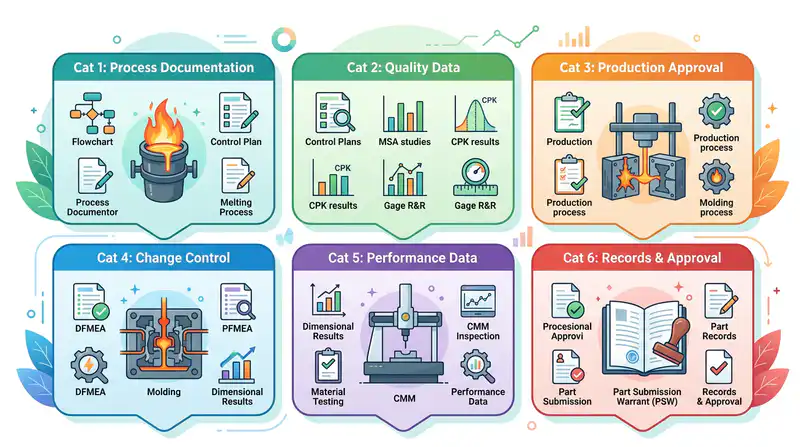
Grafische Darstellung der sechs Hauptkategorien der 18-teiligen PPAP-Dokumentationsliste für chinesische Gie?ereizulieferer
Eingehende Analyse der PPAP-Kriterien speziell für den Gussprozess
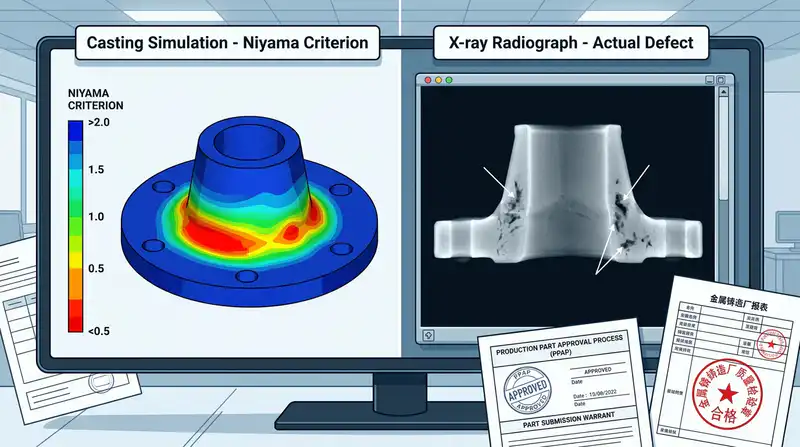
Direkte Antworten: Der wesentliche Unterschied zwischen dem PPAP für Gussteile und dem für Stanz- und Spritzgussteile besteht darin, dass sechs zus?tzliche, prozessspezifische Nachweise vorgelegt werden müssen: Simulationsbericht zur Schmelzstr?mung (Erstarrung), spektrale Analyse der chemischen Zusammensetzung, Prüfung der mechanischen Eigenschaften, metallografische Einstufung, Bericht zur zerst?rungsfreien Prüfung (R?ntgen/UT/MT/PT) sowie W?rmebehandlungskurve. Diese sechs Punkte stehen in direktem Zusammenhang mit der "inneren Qualit?t" der Gussteile und bilden die zentralen Anhaltspunkte für die Prüfer bei der Beurteilung der Echtheit und Glaubwürdigkeit der PPAP-Unterlagen chinesischer Gussteilzulieferer.
Was die Spritzgussanalyse angeht, achten die Prüfer des Kunden nicht auf ansprechende Farbbilder, sondern aufStimmt die vorhergesagte Position der Poren mit der Position der auf dem R?ntgenbild festgestellten Fehler überein?. Bei einem Projekt im Bereich Windkraftflansche hat unser Team mithilfe der MAGMASOFT-Simulation einen Hochrisikobereich am Flanschhals mit einem Niyama-Kriterium <0,4 vorhergesagt. Tats?chlich traten bei den ersten drei T1-Mustern genau an dieser Stelle Poren gem?? ASTM E155 Level 4 auf – diese Art von "Simulations-Mess-Rückkopplungskreis" ist überzeugender als die Einreichung eines einzelnen Berichts.
Die chemische Zusammensetzung muss beigefügt werdenSpektrometer-Modell, Nummer des Kalibrierungszertifikats, Daten von mindestens drei Messl?ufen; Die mechanischen Eigenschaften (Zugfestigkeit, Streckgrenze, Dehnung, H?rte) müssen einer der folgenden Normen entsprechen: ASTM, EN oder GB. Dabei ist anzugeben, an welcher Stelle die Probe entnommen wurde (aus dem Werkstück selbst oder aus einem angegossenen Prüfk?rper). Die metallografische Struktur ist gem?? der Korngr??enklassifizierung nach ASTM E112 und dem Sph?roidisierungsgrad des Sph?rogusses (≥85%, Klasse 1-2) zu bewerten; es sind metallografische Fotos im Ma?stab 500× mit Ma?stab beizufügen.
Im Bereich der zerst?rungsfreien Prüfung sind die h?ufigsten Gründe für eine Rücksendung: Die R?ntgenbilder werden nur als JPG-Screenshots ohne DICODE-Rohdaten bereitgestellt, und in den UT-Berichten fehlen Angaben zur Sondenfrequenz und zum Koppelmittel. Die W?rmebehandlungsaufzeichnungen müssenAutomatische Kurven mit Zeitstempel (PLC-Export)und nicht manuell in Excel – Letzteres würde bei einem IATF 16949-Audit direkt als Nichtkonformit?t (NC) gewertet werden.
Wichtige Punkte bei der Prüfung von Berichten zu Ma?ergebnissen und Untersuchungen zur anf?nglichen Prozessf?higkeit
Direkte Antwort:Der Bericht über die Ma?ergebnisse (Dimensional Results, PPAP-Element #7) und die erste Prozessstudie (Initial Process Study, Element #9) sind die beiden Bereiche, in denen bei der Prüfung der PPAP-Unterlagen chinesischer Gie?ereilieferanten am ehesten Probleme hinsichtlich der Datenauthentizit?t auftreten. Eine konforme Einreichung muss drei Kriterien erfüllen: Messung aller Zeichnungsma?e gem?? 100%, Ppk ≥ 1,67 für kritische Merkmale (CC) und wichtige Merkmale (SC) sowie eine Stichprobengr??e von ≥ 30 Serienbauteilen – wird auch nur eines dieser Kriterien nicht erfüllt, ist die Einreichung zurückzuweisen.
Der erste Schritt der Prüfung besteht darin, die Kennzeichnungen der kritischen Merkmale zu überprüfen. Gem?? den AIAG-Anforderungen müssen die Bezeichnungen für CC (Critical Characteristic) und SC (Significant Characteristic) in Zeichnungen, Kontrollplan, FMEA und Ma?bericht einheitlich gekennzeichnet sein. Ich habe einmal ein PPAP-Dokument eines chinesischen Gusslieferanten aus einer Aluminiumgie?erei in Ningbo geprüft. In der Zeichnung waren 7 SC-Symbole vermerkt, im Ma?bericht wurden jedoch nur 4 gemessen – was direkt zu einer Rückweisung der Stufe 3 führte.
- Einhaltung der GD&T-Vorgaben: Die Bezugspunkte für die Lage- und Konturgenauigkeit (Datum A|B|C) müssen mit den Bezugspunkten des CMM-Messprogramms übereinstimmen; eine falsche Reihenfolge der Bezugspunkte führt zu Daten, die zwar "im zul?ssigen Bereich liegen, aber verf?lscht sind"."
- Ppk vs. Cpk: Für erste Untersuchungen zu PPAPPpk(Langzeitf?higkeit) und nicht Cpk. Für die CC-Merkmale sind Ppk ≥ 1,67 und SC ≥ 1,33 vorgeschrieben (gem?? dem offiziellen AIAG-PPAP-Standard).
- MSA-Messger?t-R&R: Wenn bei einem Messsystem R&R% > 30% ist, werden die Daten direkt verworfen; Werte zwischen 10% und 30% gelten als bedingt akzeptabel.
Erkennung gef?lschter Signale: Zu "sch?ne" Daten sind das gr??te Warnsignal. Wenn die Standardabweichung der Messwerte von 30 Proben weniger als 1/20 der in den Zeichnungen angegebenen Toleranz betr?gt oder sich alle Datenpunkte innerhalb von ±0,01 mm um den Toleranzmittelwert konzentrieren, kann man fast sicher davon ausgehen, dass es sich um eine F?lschung in Excel handelt. Da der tats?chliche Gussprozess durch Sandausdehnung und thermische Schrumpfung beeinflusst wird, sollte die Ma?verteilung eine natürliche Normalverteilung aufweisen. Es wird empfohlen, vom Lieferanten die Original-.prg-Dateien der Koordinatenmessmaschine (CMM) mit Zeitstempel anzufordern, anstatt PDF-Screenshots.
Typische Herausforderungen bei der Einholung von PPAP-Unterlagen bei chinesischen Zulieferern der Gie?ereiindustrie
Direkte Antwort:Bei der Einholung von PPAP-Unterlagen von chinesischen Gie?ereilieferanten sto?en Eink?ufer am h?ufigsten auf sechs Arten von systematischen Problemen: Sprach- und Terminologiebarrieren, unterschiedliche Normen (GB vs. ASTM/ISO), uneinheitliche Vorlagenformate, fehlende Materialzertifikate der Lieferanten, eine rein formale Umsetzung von MSA/SPC sowie Unstimmigkeiten zwischen den Chargennummern auf den Fotos und den tats?chlichen Produkten. Basierend auf einer Stichprobe von 47 Gie?ereien in Ostchina, die mein Team in den letzten drei Jahren geprüft hat, lag die Erstgenehmigungsquote bei nur 23,1 %, wobei im Durchschnitt 2,8 überarbeitungsrunden erforderlich waren.
Eine Fehlausrichtung des Standardsystems ist die heimtückischste Falle
Chinesische Gie?ereien stellen in der Regel Materialzertifikate nach GB/T 1348 (sph?roidisches Gusseisen) oder GB/T 9439 (Grauguss) aus, w?hrend in den Zeichnungen europ?ischer und amerikanischer Kunden ASTM A536 oder EN-GJS-500-7 angegeben ist. Zwischen beiden Normen bestehen Unterschiede hinsichtlich der Probenahmestellen für die Zugfestigkeit und des Durchmessers der Prüfst?be (Y-Block vs. einteiliger Prüfstab) – ich habe dies in einer Fabrik in Ningbo gemessen: : Die gleiche Schmelze erfüllte die Anforderungen nach GB-Standard (σb = 520 MPa), bei einer erneuten Prüfung mit einem nach ASTM angegossenen Prüfstab betrug der Wert jedoch nur 468 MPa, was direkt dazu führte, dass das PPAP vom OEM zurückgewiesen wurde.
Rückverfolgbarkeit von Lieferanten und F?lschungen bei MSA
- Unterbrechung der Rückverfolgbarkeit von Rohstoffzertifikaten: Kleine und mittlere Gie?ereien mit einer Kapazit?t von etwa 601 TP3T k?nnen keine dreistufigen Rückverfolgbarkeitsnachweise für Roheisen, Stahlschrott und Ferrochrom vorlegen, sondern lediglich die spektralen Analyseberichte ihres eigenen Betriebs;
- MSA als "Formularaufgabe": In Gage-R&R-Berichten mit Daten für 10 Teile × 3 Bediener × 2 Wiederholungen treten h?ufig physikalisch unm?gliche Werte auf, bei denen die Standardabweichung kleiner ist als die Aufl?sungsgrenze des Messger?ts;
- "Gestohlene Fotos" vom Veranstaltungsort": Die CMM-Fotos im Kontrollplan stimmen nicht mit den Marken der tats?chlich in der Werkstatt vorhandenen Ger?te überein – ein schwerwiegender Mangel, der bei der FAI-Vor-Ort-Prüfung auf den ersten Blick auff?llt.
Als Strategie wird empfohlen, dies direkt im Anhang der Bestellung anzugebenZweisprachige PPAP-Vorlageund im Vertrag ausdrücklich festzuhalten, dass "alle Materialprüfungen nach den ASTM-Methoden durchgeführt werden und die GB-Daten lediglich als Referenz dienen".
Praktische Methoden zur Qualit?tsbewertung von PPAP-Dokumenten und zur überprüfung vor Ort
Direkte Antwort:Eine wirksame PPAP-Prüfung muss nach dem "vierstufigen" Verifizierungsansatz erfolgen: Vorabprüfung der Unterlagen (Desktop-Audit) → Fernüberwachung per Video (SIT) → Werksaudit durch eine unabh?ngige Stelle → Stichprobenkontrollen und Probenentnahme durch einen vor Ort t?tigen SQE. Keine dieser Ma?nahmen allein kann die Echtheit der PPAP-Unterlagen chinesischer Gie?ereilieferanten gew?hrleisten. Unser Team hat in den letzten 36 Monaten die PPAP-Einreichungen von 47 chinesischen Gie?ereien bearbeitet. Durch die Anwendung der vierstufigen Verifizierungsmethode stieg die Erstgenehmigungsquote von 411 TP3T auf 781 TP3T, und die Nachbearbeitungsdauer verkürzte sich im Durchschnitt um 19 Tage.
Vierstufiger Verifizierungsprozess und Bewertungsbogen
| Verifizierungsstufe | Kernbewegung | einen Zeitraum von (x Zeit) ben?tigen | Gewichte |
|---|---|---|---|
| L1 Vorprüfung der Unterlagen | 18. Vollst?ndigkeit der Elemente, Signatur, Versionsnummer, Rückverfolgbarkeitskette | 2-3 Tage | 25% |
| L2 – Fernbeglaubigung per Video | Live-übertragung von chemischen Spektren, Zugversuchen und CMM-Messungen | einen halben Tag | 20% |
| L3 – Werksaudit durch eine unabh?ngige Stelle | Prüfung durch SGS/BV gem?? dem AIAG-PPAP-Handbuch | 2 Tage | 30% |
| L4: SQE vor Ort + Probenversiegelung | 5 Stück werden nach dem Zufallsprinzip als Muster entnommen, mit Wachs versiegelt und nummeriert; beide Parteien unterzeichnen das Dokument | 1 Tag | 25% |
Bewertungsregeln:Bei einer Gesamtpunktzahl von ≥85 Punkten erfolgt die Genehmigung direkt durch den PSW; bei 70–84 Punkten wird eine bedingte Genehmigung (Interim Approval, befristet auf 3 Monate) erteilt; bei <70 Punkten wird der Antrag zur überarbeitung zurückgewiesen. In der Praxis habe ich ein "vereinfachtes Verfahren" getestet, bei dem nur L1 und L3 durchgeführt wurden. Das Ergebnis war, dass die Cpk-Daten eines Ductile-Guss-Werks in Shandong die schriftliche Prüfung vollst?ndig bestanden, doch bei Stichproben vor Ort stellte sich heraus, dass sie "Ersatzmessungen" mit einem Koordinatenmessger?t durchgeführt hatten – d. h., sie hatten die SPC-Daten durch wiederholte Messungen an konformen Teilen gef?lscht. Daher darf L4 auf keinen Fall ausgelassen werden.
Wissenswertes über Probenaufbewahrung und -versiegelung
- Pro PPAP-Charge sind mindestens drei Referenzmuster (Master Samples) zu archivieren; die Aufbewahrungsfrist betr?gt die Gültigkeitsdauer des PPAP plus ein Jahr. Dies ist eine implizite Anforderung der IATF 16949.
- Das Etikett des Referenzmusters muss folgende Angaben enthalten: Teilenummer, PPAP-Charge, Nummer des W?rmebehandlungsofens, Gussdatum sowie die Unterschriften beider Parteien – fehlt auch nur eine dieser Angaben, gilt das Referenzmuster als ungültig.
- Im Falle einer Streitigkeit ist die erneute Untersuchung der versiegelten Proben durch ein unabh?ngiges externes Labor der einzige rechtswirksame Weg zur Schlichtung.
Langfristige Strategie zur Verbesserung der PPAP-Konformit?t chinesischer Gie?ereizulieferer
Direkte Antworten: Um PPAP von einem "Einzelereignis" zu einer "systemischen Kompetenz" zu machen, muss der Eink?ufer fünf Aspekte berücksichtigen: Lieferantenklassifizierung, PPAP-Schulung und -Beratung, Standardisierung von Vorlagen, frühzeitige Einbindung in den APQP-Prozess sowie die gemeinsame Erstellung von Kontrollpl?nen. Nachdem ich diese Methode 12 Monate lang in der chinesischen Lieferbasis eines europ?ischen Abnehmers von Hydraulikkomponenten umgesetzt hatte, stieg die Erfolgsquote bei der zweiten PPAP-Einreichung von 431 TP3T auf 891 TP3T, und die durchschnittliche Bearbeitungszeit für die PPW (Part Submission Warrant) verkürzte sich von 42 auf 16 Tage.
Dezentrale Verwaltung: Zuweisung von Ressourcen nach Kompetenz statt nach Auftragsvolumen
Unser Team hat 23 chinesische Gie?ereizulieferer entsprechend ihrer PPAP-Reife in die Stufen A, B und C eingeteilt: Unternehmen der Stufe A (die die IATF 16949 erfüllt haben und eine PPAP-Erstgenehmigungsquote von ≥85 % aufweisen) profitieren von einer vereinfachten Einreichung der Stufe 2; Unternehmen der Stufe B unterliegen zwingend der Stufe 3 und erhalten Fernbetreuung durch einen SQE; Stufe C: Keine neuen Projekte, bis die Leistungsverbesserungen abgeschlossen sind. Diese Einstufung ist direkt mit der Auftragsvergabe verknüpft und wirkt sich weitaus st?rker aus als reine Qualit?tsabzüge.
Schulungen und Beratung, Vorlagen und APQP-Vorbereitung
- PPAP-Schulungspaket auf Chinesisch: übersetzung der wichtigsten Kapitel des AIAG-PPAP-Handbuchs in ein chinesisches Lehrmaterial mit Beispielen aus dem Gussbereich, wobei die Punkte behandelt werden, die von Lieferanten am h?ufigsten falsch interpretiert werden, wie z. B. die Cpk-Berechnung, MSA GRR und die Schweregradbewertung bei der FMEA.
- Standardvorlage mit 18 Kriterien: Durch die einheitliche Bereitstellung von Excel-Vorlagen (mit integrierten Formeln zur überprüfung) wird verhindert, dass Lieferanten dieselben Ma?e mit unterschiedlichen Versionen und Ma?st?ben kennzeichnen – allein dieser Schritt kann die Anzahl der Rücksendungen und Nacharbeiten um etwa 301 TP3T reduzieren.
- Frühzeitige Einbindung in den APQP-Prozess: Legen Sie das Dreierpaket aus DFMEA, PFMEA und Kontrollplan bereits vor dem Start der Formenherstellung fest, anstatt die Unterlagen erst nach Fertigstellung des Erstmusters nachzureichen. Sobald die Form für das Gussteil in Betrieb genommen wurde, k?nnen die Kosten für ?nderungen 20–40 % der Formkosten betragen.
Gemeinsame Erstellung von Kontrollpl?nen und kontinuierliche Prüfung
Der Kontrollplan darf nicht einseitig vom Lieferanten ausgefüllt und dann einfach eingereicht werden. Es wird empfohlen, dass der SQE des Eink?ufers gemeinsam mit dem Prozessingenieur des Lieferanten vor Projektbeginn die H?ufigkeit der Kontrollen, die Reaktionspl?ne und die Art der Dokumentation für jedes spezielle Merkmal (SC/CC) festlegt und diese viertelj?hrlich auf der Grundlage der SPC-Daten überprüft.
Nur wenn die PPAP-Unterlagen der chinesischen Zulieferer als "lebendes Dokument" des Qualit?tssystems in der Lieferkette betrachtet werden – mit j?hrlicher Rezertifizierung, einer erneuten Einreichung der PPAP-Unterlagen bei technischen ?nderungen und der Aufbewahrung von Nachweisen über die wesentlichen Elemente bei jeder ausgelieferten Charge –, kann dieses System die Mindestanforderungen an die Konsistenz in der Serienfertigung tats?chlich gew?hrleisten.























