
Guía para el proceso de presentación y revisión de documentos PPAP de los proveedores de fundición en China (con lista adjunta)
Fecha de publicación:2026-06-14 Categoría:Blog Visitas:1314
Resumen:
?Está evaluando socios nacionales para la fundición de aluminio? Obtenga una visión completa de cómo estandarizar la obtención y la revisión de los documentos PPAP de los proveedores de fundición chinos. En este artículo, los expertos de Ningbo Hexin analizan en detalle los 18 requisitos fundamentales de los documentos del proceso de aprobación de piezas de producción, los errores habituales en la comunicación internacional y las estrategias de control de calidad. Descubra ahora mismo métodos prácticos para reducir los riesgos de aprovisionamiento.
Catálogo de artículos[Oculto]
- ?Qué es el PPAP y por qué es especialmente importante para los proveedores de fundición de China?
- Los cinco niveles de presentación de PPAP y los casos de aplicación de las piezas fundidas
- Lista de los 18 documentos imprescindibles para el PPAP de los proveedores de fundición en China
- Análisis en profundidad de los elementos específicos del PPAP en los procesos de fundición
- Puntos clave para la revisión de los informes de resultados dimensionales y los estudios de capacidad inicial del proceso
- Retos habituales a la hora de recopilar el PPAP de los proveedores de fundición chinos
- Métodos prácticos para la evaluación de la calidad de los archivos PPAP y la verificación in situ
- Estrategia a largo plazo para mejorar la capacidad de cumplimiento de los requisitos del PPAP de los proveedores de fundición chinos
Según los datos de la AIAG, la tasa de rechazo de las primeras presentaciones de PPAP en el sector de los componentes de automoción de Norteamérica se ha mantenido durante mucho tiempo entre el 30 % y el 40 %, mientras que, en el caso de las piezas de fundición procedentes del extranjero, esta cifra suele superar el 50 %. Para los compradores, obtener un conjunto de documentos PPAP completo, trazable y que supere la auditoría de un proveedor de fundición chino significa que todas las cadenas de evidencia deben estar cerradas, desde la composición química de los materiales y los registros de fundición, pasando por los parámetros del proceso de moldeo en arena, hasta los informes de medición dimensional con CMM, el MSA y los estudios de Cpk. —esta guía le proporcionará una lista de verificación que puede consultar directamente y métodos prácticos de auditoría.
?Qué es el PPAP y por qué es especialmente importante para los proveedores de fundición de China?
El PPAP (Proceso de Aprobación de Piezas de Producción, Production Part Approval Process) es un conjunto de mecanismos estandarizados de presentación y aprobación de documentación, definido por la AIAG (Asociación de la Industria Automotriz de Estados Unidos) en el manual AIAG PPAP, 4.a edición, que sirve para demostrar que el proveedor es capaz de suministrar de forma constante, en condiciones de producción en serie, piezas que se ajustan a los planos y las especificaciones.Para los proveedores de fundición chinos, el PPAP no solo es el "pase" para acceder a las cadenas de suministro de los sectores de la automoción, la maquinaria de construcción y los dispositivos médicos, sino también una herramienta fundamental para controlar los riesgos de calidad en las compras transfronterizas.
El PPAP en el sector de la fundición presenta unas características específicas. Las variaciones entre lotes de núcleos de arena en la fundición en arena, el equilibrio térmico de los moldes en la fundición a presión y la contracción de los modelos de cera en la fundición a la cera perdida— —estas variables determinan directamente si el índice de capacidad del proceso (Cpk ≥ 1,67) y el informe de resultados dimensionales exigidos en el manual PPAP de la AIAG reflejan fielmente las condiciones de la producción en serie. El a?o pasado, al auditar el paquete PPAP de una fábrica de fundición a presión de Jiangsu, descubrí que, sorprendentemente, en el DFMEA que habían presentado no figuraban dos modos de fallo exclusivos de la fundición: "separación por frío" y "porosidad". Finalmente, se exigió una reelaboración, lo que retrasó el SOP seis semanas.
?Por qué la calidad de los documentos PPAP de los proveedores de fundición chinos es tan desigual? Según los datos de las auditorías realizadas por nuestro equipo durante los últimos tres a?os a 47 fundiciones chinas, la tasa de aprobación a la primera presentación es de solo un 32,1 %. Los problemas más comunes se centran en la falta de estudios de sesgo MSA (que representan el 41,1 % de los casos de no conformidad), la falta de claridad en las competencias de firma del PSW y la inconsistencia entre el diagrama de flujo del proceso y el plan de control. Detrás de esto se esconden las barreras lingüísticas, las diferencias en la madurez del sistema IATF 16949 y el sesgo cognitivo de considerar el PPAP como un "documento único" en lugar de un "documento vivo".
A continuación, en este artículo se analizarán los cinco niveles de presentación, los 18 documentos obligatorios y los elementos específicos del proceso de fundición, y se ofrecerán métodos de verificación in situ.

Los cinco niveles de presentación de PPAP y los casos de aplicación de las piezas fundidas
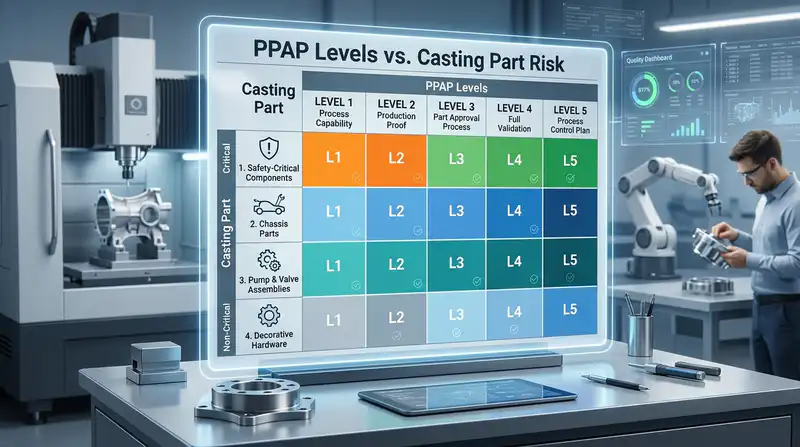
Respuesta directa:La AIAG clasifica el PPAP en cinco niveles de presentación, del Nivel 1 al Nivel 5, cuya diferencia radica en la cantidad de documentos que se envían al cliente y la proporción de documentos que se conservan en las instalaciones del proveedor. En el caso de los proveedores de fundición chinos, los componentes críticos para la seguridad de los vehículos (como los manguitos de dirección y las pinzas de freno) requieren casi en su totalidad el Nivel 3; las bombas y válvulas, así como las piezas de fundición industrial, suelen requerir el Nivel 2; los componentes estructurales no críticos pueden utilizar el Nivel 1; el Nivel 4 se define según el cliente; y el Nivel 5 se utiliza en situaciones de auditoría in situ.
| jerarquía | ámbito de presentación | Ejemplos típicos de piezas fundidas | Propuestas de colaboración con proveedores chinos |
|---|---|---|---|
| Nivel 1 | Presentar únicamente la orden judicial (PSW) | Elementos decorativos, piezas de fundición de aluminio no estructurales | Proveedores consolidados con los que hayamos colaborado durante al menos tres a?os |
| Nivel 2 | Garantía + Muestra + Datos limitados | Cuerpos de bomba, cuerpos de válvula, piezas de fundición a presión de baja presión | Nivel predeterminado para el sector industrial/de fluidos |
| Nivel 3 | Garantía + Muestra + Las 18 en total | Componentes del chasis, de la suspensión y de seguridad | Primera colaboración o requisito obligatorio para proyectos IATF 16949 |
| Nivel 4 | Lista de personalizaciones del cliente | Piezas fundidas de materiales especiales o mediante nuevos procesos | Es necesario firmar con antelación la matriz de requisitos del PPAP |
| Nivel 5 | Revisión in situ de toda la documentación | Primera producción en serie de piezas fundidas de alto riesgo | Se recomienda que una entidad independiente (SGS/BV) se instale en la fábrica |
En 2023, mientras colaboraba con un cliente alemán de primer nivel en la auditoría de un proveedor de fundición de hierro dúctil de Jiangsu, este presentó inicialmente los documentos PPAP de un proveedor de fundición chino únicamente según el Nivel 2, faltaban la puntuación de gravedad del PFMEA y los datos de GR&R del MSA, cuando dicha pieza era un componente relacionado con la seguridad de ASIL-B según la definición de la norma ISO 26262, por lo que, según la normativa, debía presentarse el Nivel 3. Se tardó6 semanas, lo que provocó directamente el aplazamiento del SOP. La experiencia nos dice que:Comprueba si en la esquina inferior derecha del plano aparece el símbolo de características especiales "Safety" o "▽"; si es así, empieza siempre por el Nivel 3..
La elección del nivel también depende de la estructura de costes. El Nivel 3 requiere aproximadamente 401 horas de trabajo más que el Nivel 2, y este coste suele incluirse en el precio de la muestra. Para consultar la definición oficial de los niveles de la AIAG, véase la página de la norma PPAP de la AIAG.
Lista de los 18 documentos imprescindibles para el PPAP de los proveedores de fundición en China
Respuesta directa:La documentación PPAP completa de un proveedor de fundición chino incluye 18 elementos estándar, clasificados en seis grandes categorías según la cuarta edición de la AIAG: documentación de dise?o, documentación de procesos, medición y ensayo, investigación y análisis, acreditación y registros, y aprobación de PSW. En lo que respecta al sector de la fundición,Documentación de dise?o, PFMEA, plan de control, resultados dimensionales, ensayos de materiales y rendimiento, MSA, SPC, AAR, PSWEstos nueve puntos son los más importantes, ya que determinan directamente la tasa de aprobación de la revisión.
Los 18 elementos se desglosan en 6 categorías principales
| Categoría | Número y nombre del elemento | Aplicaciones principales en el sector de la fundición |
|---|---|---|
| Documentación de dise?o | 1. Documentación de dise?o 2. Documentación de modificaciones técnicas 3. Aprobación técnica del cliente | Confirmar que el modelo 3D de la pieza fundida, el ángulo de desmoldeo y el margen de mecanizado coinciden |
| Documentación del proceso | 4. DFMEA 5. Diagrama de flujo del proceso 6. PFMEA 7. Plan de control | Control de riesgos en todo el proceso, desde la fundición, el moldeado y la colada hasta el tratamiento térmico y el mecanizado |
| Pruebas de medición | 8. MSA 9. Resultados dimensionales 10. Ensayos de materiales y prestaciones 11. Estudio inicial del proceso (SPC) | Informe de medidas completas por MMC, composición química espectral, propiedades mecánicas del material, Cpk ≥ 1,67 |
| Registro de acreditaciones | 12. Documentación del laboratorio acreditado 13. Informe de aprobación de la apariencia (AAR) 14. Piezas de muestra 15. Muestra de referencia | Laboratorio certificado por CNAS/A2LA: rugosidad superficial Ra de piezas fundidas y evaluación de defectos |
| Exclusivo para clientes | 16. Herramientas auxiliares de inspección 17. Requisitos especiales del cliente | Soportes especiales, declaración de materiales en IMDS, evaluación del tratamiento térmico según la norma CQI-9 |
| aprobación | 18. PSW (Orden de entrega de piezas) | Declaración de garantía de calidad del proveedor; firma definitiva para la aprobación del proyecto |
En 2023, revisé un paquete de nivel 3 presentado por una fábrica de fundición de hierro dúctil de Hebei; la tasa de rechazo inicial alcanzó el 671 TP3T. Los problemas se centraban en la falta de coherencia entre la puntuación RPN del PFMEA y el plan de control, así como en la ausencia de la clasificación de grados de inspección por partículas magnéticas según la norma ISO 4986 en el AAR. Dedicamos 14 días a la corrección y, en la segunda ronda, se aprobó a la primera. Este tipo de detalles son precisamente los puntos en los que los proveedores noveles suelen tropezar con mayor facilidad, y también son los aspectos clave que se enfatizan repetidamente en las directrices oficiales del PPAP de la AIAG para la auditoría de la IATF 16949.
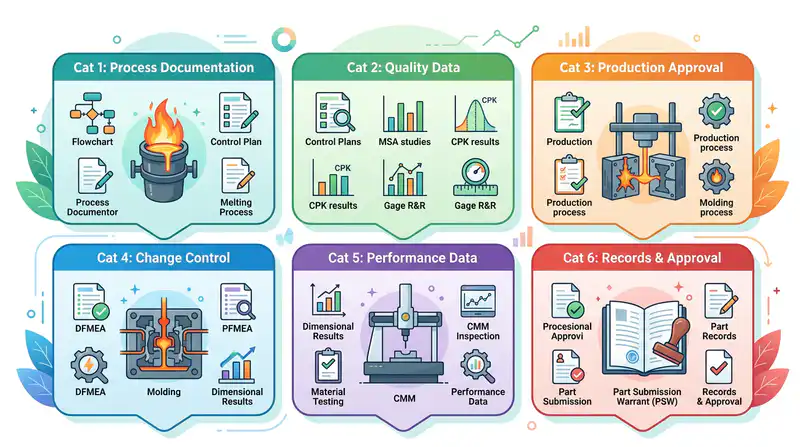
Ilustración de las seis categorías principales de la lista de 18 documentos del PPAP para proveedores de fundición en China
Análisis en profundidad de los elementos específicos del PPAP en los procesos de fundición
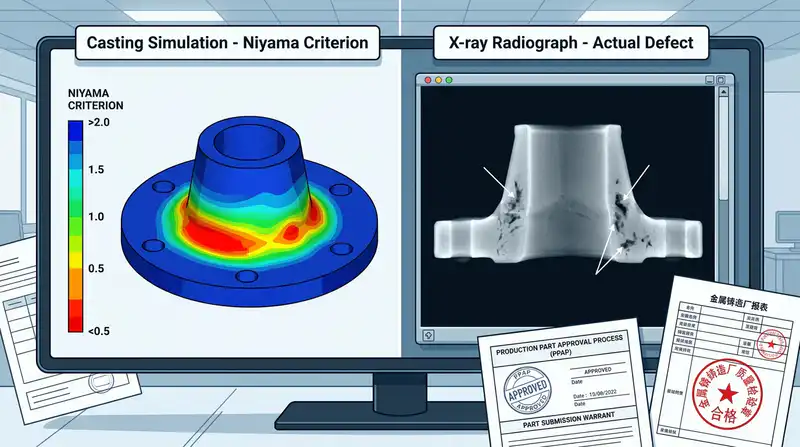
Respuestas directas: La diferencia fundamental entre el PPAP de las piezas de fundición y el de las piezas de estampación o moldeo por inyección radica en la necesidad de presentar, además, seis tipos de pruebas específicas del proceso: informe de simulación del flujo (solidificación) del molde, análisis espectral de la composición química, ensayo de propiedades mecánicas, clasificación de la estructura metalográfica, informe de ensayos no destructivos (rayos X/UT/MT/PT) y curva de tratamiento térmico. Estos seis elementos están directamente relacionados con la "calidad interna" de las piezas fundidas y constituyen el elemento clave que utilizan los auditores para determinar si los documentos PPAP de los proveedores de fundición chinos son auténticos y fiables.
En lo que respecta al análisis de flujo de material, lo que buscan los auditores de los clientes no son bonitas imágenes a color, sino?Coincide la ubicación prevista de la porosidad con la ubicación del defecto detectado en la radiografía?. En un proyecto de bridas para aerogeneradores, nuestro equipo utilizó la simulación de MAGMASOFT para predecir las zonas de alto riesgo en el cuello de la brida donde el criterio de Niyama era inferior a 0,4. Los resultados mostraron que las tres primeras piezas de muestra T1 presentaban precisamente en esa ubicación una porosidad de nivel 4 según la norma ASTM E155. Este "ciclo cerrado de simulación y medición real" es mucho más convincente que la presentación de cualquier informe por separado.
Se debe adjuntar la composición químicaModelo del espectrómetro, número del certificado de calibración y datos de al menos tres hornadas; Las propiedades mecánicas (resistencia a la tracción, límite elástico, alargamiento y dureza) deben cumplir con una de las normas ASTM, EN o GB, indicando la ubicación de la muestra (si se trata de una muestra del cuerpo del producto o de un bloque de fundición adjunto). La estructura metalográfica se clasificará según la norma ASTM E112 sobre granulometría y el índice de esferoidización del hierro fundido (≥85% para Clase 1-2), debiendo adjuntarse una fotografía metalográfica a 500× con escala.
En lo que respecta a los ensayos no destructivos, los motivos más habituales de devolución son: que las radiografías solo se faciliten en forma de capturas de pantalla en formato JPG sin los datos originales en DICONDE, y que en los informes de ultrasonidos falten los registros de la frecuencia de la sonda y del agente de acoplamiento. Los registros de tratamiento térmico deben serCurvas automáticas con marca de tiempo (exportadas desde el PLC), en lugar de introducirlos manualmente en Excel, ya que esto último se consideraría directamente un no conforme (NC) en una auditoría de la IATF 16949.
Puntos clave para la revisión de los informes de resultados dimensionales y los estudios de capacidad inicial del proceso
Respuesta directa:El informe de resultados dimensionales (Dimensional Results, Elemento #7 del PPAP) y el estudio inicial de la capacidad del proceso (Initial Process Study, Elemento #9) son los dos aspectos en los que es más probable que se detecten problemas de autenticidad de los datos al revisar la documentación del PPAP de los proveedores de fundición chinos. Para que una presentación sea válida, deben cumplirse tres requisitos: medición de todas las dimensiones de los planos (100%), Ppk ≥ 1,67 para las características críticas (CC) y las características importantes (SC), y un tama?o de la muestra ≥ 30 piezas de producción en serie; si alguno de estos requisitos no se cumple, la presentación deberá ser devuelta.
El primer paso de la revisión consiste en verificar la identificación de las características clave. Según los requisitos de la AIAG, las CC (características críticas) y las SC (características significativas) deben estar indicadas de forma coherente en los planos, el plan de control, el FMEA y el informe de dimensiones. Revisé un documento PPAP de un proveedor de fundición chino, procedente de una fundición de aluminio de Ningbo, en el que los planos indicaban 7 símbolos SC, mientras que el informe de dimensiones solo medía 4, lo que provocó directamente un rechazo de Nivel 3.
- Conformidad con GD&T: Los puntos de referencia de posición y perfil (Datum A|B|C) deben coincidir con los puntos de referencia del programa de medición de la MMC; un orden incorrecto de los puntos de referencia puede dar lugar a datos "conformes pero distorsionados"."
- Ppk frente a Cpk: Para uso en la investigación inicial de PPAPPpk(capacidad a largo plazo), en lugar del Cpk. Se requiere que las características CC tengan un Ppk ≥ 1,67 y un SC ≥ 1,33 (según la norma oficial PPAP de la AIAG).
- MSA: Repetibilidad y reproducibilidad de los instrumentos de medición: Si el sistema de medición presenta un valor R&R de % > 30%, los datos se descartarán directamente; si el valor está comprendido entre 10% y 30%, se aceptarán con condiciones.
Detección de se?ales de falsificación: unos datos demasiado "perfectos" son la mayor se?al de alarma. Si la desviación estándar de los valores medidos en 30 muestras es inferior a 1/20 de la tolerancia del plano, o si todos los puntos de datos se concentran en el valor medio de la tolerancia ±0,01 mm, se puede afirmar casi con total certeza que se trata de una falsificación en Excel. El proceso de fundición real se ve afectado por la expansión de la arena y la contracción térmica, por lo que la distribución dimensional debe presentar una curva normal natural. Se recomienda solicitar al proveedor que proporcione los archivos .prg originales de la MMC con marca de tiempo, en lugar de capturas de pantalla en PDF.
Retos habituales a la hora de recopilar el PPAP de los proveedores de fundición chinos
Respuesta directa:Al recopilar los documentos PPAP de los proveedores de fundición chinos, los compradores se enfrentan con mayor frecuencia a seis tipos de problemas sistemáticos: barreras lingüísticas y terminológicas, discrepancias en las normas de referencia (GB frente a ASTM/ISO), confusión en los formatos de las plantillas, falta de certificados de materiales de los proveedores, aplicación meramente formal de MSA/SPC, e inconsistencias entre los números de lote de las fotografías y los productos físicos. Según una muestra de 47 fundiciones del este de China auditadas por mi equipo en los últimos tres a?os, la tasa de aprobación en la primera presentación fue de tan solo 23,1 %, y se necesitaron una media de 2,8 rondas de revisiones.
El desajuste del sistema normativo es la trampa más oculta
Las fundiciones chinas suelen emitir certificados de materiales según las normas GB/T 1348 (hierro fundido nodular) o GB/T 9439 (hierro fundido gris), pero los planos de los clientes europeos y estadounidenses hacen referencia a las normas ASTM A536 o EN-GJS-500-7. Existen diferencias entre ambas normas en cuanto a la ubicación de la toma de muestras para la resistencia a la tracción y el diámetro de las barras de ensayo (bloque en Y frente a barra de ensayo de fundición única). Lo comprobé en una fábrica de Ningbo: el mismo hierro fundido de un mismo horno cumplía los requisitos según la norma GB (σb = 520 MPa), pero al volver a medirlo según la norma ASTM con una barra de ensayo de fundición adicional, el resultado fue de solo 468 MPa, lo que provocó directamente que el OEM rechazara el PPAP.
Trazabilidad de los proveedores y falsificación de los acuerdos de nivel de servicio (MSA)
- Interrupción de la cadena de trazabilidad de los certificados de las materias primas: Las peque?as y medianas fundiciones, con una capacidad aproximada de 601 TP3T, no pueden proporcionar certificados de trazabilidad de tres niveles para el hierro en bruto, la chatarra y el ferrocromo, sino únicamente los informes espectrales de su propia planta;
- Convertir el MSA en una "pregunta de rellenar formularios": En los informes de Gage R&R, con datos de 10 piezas × 3 operarios × 2 repeticiones, suelen aparecer valores físicamente imposibles en los que la desviación estándar es inferior a la resolución del instrumento de medición;
- "Robo de fotos" del lugar de los hechos": Las fotografías del CMM que figuran en el plan de control no coinciden con la marca real de los equipos del taller, lo cual es un fallo grave que se detecta a simple vista durante una auditoría in situ de la FAI.
En cuanto a la estrategia a seguir, se recomienda incluirlo directamente en el anexo de la orden de compraPlantilla bilingüe de PPAP, y especificar en el contrato que "todas las pruebas de materiales se realizarán según los métodos de la ASTM, y que los datos de la GB son meramente orientativos".
Métodos prácticos para la evaluación de la calidad de los archivos PPAP y la verificación in situ
Respuesta directa:Una auditoría PPAP eficaz debe seguir un método de verificación "progresivo de cuatro niveles": revisión previa de la documentación (auditoría documental) → supervisión por videoconferencia (SIT) → auditoría de fábrica por parte de un tercero → inspecciones aleatorias y sellado de muestras por parte del ingeniero de calidad (SQE) in situ. Ningún método por sí solo puede garantizar la autenticidad de la documentación PPAP de los proveedores de fundición chinos. En los últimos 36 meses, nuestro equipo ha gestionado las presentaciones de PPAP de 47 fundiciones chinas. Tras aplicar la verificación en cuatro niveles, la tasa de aprobación a la primera ha aumentado de 411 TP3T a 781 TP3T, y el ciclo de reelaboración se ha reducido en una media de 19 días.
Proceso de verificación en cuatro pasos y tabla de puntuación
| Niveles de verificación | Acción principal | tomar un período de (x cantidad de tiempo) | pesos |
|---|---|---|---|
| Revisión previa de los documentos de L1 | 18. Integridad de los elementos, firma, número de versión, cadena de trazabilidad | 2-3 días | 25% |
| L2: Testimonio por videoconferencia | Transmisión en directo de espectros químicos, ensayos de tracción y mediciones con máquina de medición por coordenadas (CMM) | media jornada | 20% |
| L3: Auditoría de fábrica por parte de terceros | Auditoría de SGS/BV según el manual PPAP de la AIAG | 2 días | 30% |
| L4: SQE in situ + sellado de muestras | Se seleccionarán al azar 5 unidades como muestra, se sellarán con lacre y se numerarán, y ambas partes firmarán el documento. | 1 día | 25% |
Reglas de puntuación:Una puntuación global ≥ 85 puntos da lugar a la aprobación directa por parte de PSW; una puntuación de 70 a 84 puntos da lugar a una aprobación condicional (Interim Approval, con una validez limitada a 3 meses); una puntuación < 70 puntos da lugar a la devolución del informe para su reelaboración. En la práctica, he probado una "solución simplificada" que solo incluye L1 y L3. El resultado fue que los datos de Cpk de una fábrica de fundición nodular de Shandong superaron la revisión documental, pero una inspección aleatoria in situ reveló que estaban utilizando un "sistema de medición sustitutivo" con una máquina de coordenadas: es decir, tomaban piezas conformes y las medían repetidamente para falsificar los datos de SPC. Por lo tanto, L4 es absolutamente imprescindible.
Curiosidades sobre la conservación y el precintado de muestras
- De cada lote de PPAP se deben archivar al menos tres muestras maestras (Master Sample), con un plazo de conservación equivalente a la validez del PPAP más un a?o; este es un requisito implícito de la norma IATF 16949.
- La etiqueta de la muestra sellada debe incluir: número de pieza, lote PPAP, número de horno de tratamiento térmico, fecha de colada y firmas de ambas partes; si falta alguno de estos datos, la muestra sellada se considerará nula.
- En caso de controversia, el único procedimiento de arbitraje con validez legal consiste en enviar las muestras selladas a un laboratorio independiente para que se realicen nuevas pruebas.
Estrategia a largo plazo para mejorar la capacidad de cumplimiento de los requisitos del PPAP de los proveedores de fundición chinos
Respuestas directas: Para convertir el PPAP de un "evento de entrega" en una "capacidad del sistema", el comprador debe abordar cinco aspectos: clasificación de proveedores, formación y asesoramiento sobre el PPAP, estandarización de plantillas, intervención previa en el APQP y elaboración conjunta del plan de control. Tras aplicar este método durante 12 meses en la base de suministro china de un comprador europeo de componentes hidráulicos, la tasa de aprobación de las segundas presentaciones de PPAP pasó de 431 TP3T a 891 TP3T, y el ciclo medio de aprobación de las PPW (Part Submission Warrant) se redujo de 42 a 16 días.
Gestión por niveles: asignación de recursos en función de la capacidad y no del volumen de pedidos
Nuestro equipo ha clasificado a los 23 proveedores de fundición chinos en tres niveles (A, B y C) según su grado de madurez en PPAP: los de nivel A (que han obtenido la certificación IATF 16949 y tienen una tasa de aprobación del PPAP en la primera presentación ≥ 85 % en TP3T) se benefician de un proceso de presentación simplificado de nivel 2; los de nivel B deben cumplir obligatoriamente con el nivel 3 y reciben asesoramiento remoto por parte de un ingeniero de calidad (SQE); el nivel C no aceptará nuevos proyectos hasta que haya completado la mejora de sus capacidades. Esta clasificación está directamente vinculada a la asignación de cuotas, lo que supone un incentivo mucho mayor que las simples deducciones por calidad.
Formación y orientación, plantillas y APQP preliminar
- Paquete de formación PPAP en chino: Traducir los capítulos clave del manual PPAP de la AIAG a un material didáctico en chino que incluya ejemplos de fundición, abarcando los aspectos que los proveedores suelen malinterpretar con mayor frecuencia, como el cálculo del Cpk, el GRR del MSA y la puntuación de gravedad del FMEA.
- Plantilla estándar de los 18 elementos: Distribuir una plantilla de Excel unificada (con fórmulas de verificación integradas) para evitar que los proveedores utilicen versiones y criterios diferentes a la hora de indicar las mismas dimensiones; esta medida por sí sola permite reducir en aproximadamente un 301 % las devoluciones y los trabajos de reelaboración.
- Intervención previa al APQP: Es necesario definir el conjunto de tres documentos (DFMEA, PFMEA y plan de control) antes de comenzar la fabricación del molde, en lugar de esperar a que salga la primera pieza para completar la documentación. Una vez que se ha iniciado la fabricación del molde, los costes de modificación pueden alcanzar entre el 20 % y el 40 % del coste total del molde.
Elaboración conjunta de planes de control y auditorías continuas
El plan de control no puede ser cumplimentado unilateralmente por el proveedor y dado por concluido. Se recomienda que el ingeniero de calidad de compras (SQE) y el ingeniero de procesos del proveedor definan conjuntamente, antes de iniciar el trabajo, la frecuencia de control, el plan de respuesta y el método de registro de cada característica especial (SC/CC), y que lo revisen trimestralmente basándose en los datos de SPC.
Solo si se consideran los documentos PPAP de los proveedores de fundición chinos como "documentos vivos" del sistema de calidad de la cadena de suministro —con recertificaciones anuales, modificaciones de ingeniería que dan lugar a la presentación de nuevos PPAP y el mantenimiento de pruebas de los elementos clave en cada lote que sale de fábrica— se podrá garantizar que este mecanismo mantenga realmente el nivel mínimo de uniformidad en la producción en serie.























