
中國鑄造供應商PPAP文件提交流程與審核指南(附清單)
發布時間:2026-06-14 分類:新聞 瀏覽量:1306
摘要:
正在評估國內的鋁鑄造合作伙伴?全面了解如何規范獲取和審核來自中國鑄造供應商的PPAP文件。本文由寧波賀鑫專家詳細解析生產件批準程序的18項核心文件要求、常見跨國溝通誤區及質量控制策略。立即掌握降低采購風險的實用方法。
文章目錄[隱藏]
AIAG 數據顯示,首輪 PPAP 提交的拒批率在北美汽車零部件行業長期徘徊在 30%–40%,而涉及海外鑄造件時這一數字往往超過 50%。對采購方而言,獲取一套完整、可追溯、經得起審核的來自中國鑄造供應商的PPAP文件,意味著從材料化學成分、熔煉記錄、砂型工藝參數到尺寸 CMM 報告、MSA、Cpk 研究的每一項證據鏈都必須閉合——這篇指南會給你一份可以直接對照打勾的清單和實操審核方法。
什么是PPAP以及為何對中國鑄造供應商尤為重要
PPAP(生產件批準程序,Production Part Approval Process)是由AIAG(美國汽車工業行動集團)在AIAG PPAP 4th Edition手冊中定義的一套標準化文件提交與審批機制,用于證明供應商有能力在量產條件下穩定交付符合圖紙和規范的零件。對于中國鑄造供應商而言,PPAP不僅是進入汽車、工程機械、醫療器械供應鏈的"通行證",更是跨境采購中控制質量風險的核心杠桿。
鑄造行業的PPAP有其特殊性。砂型鑄造的砂芯批次差異、壓鑄的模具熱平衡、熔模鑄造的蠟模收縮率——這些變量直接決定了AIAG PPAP手冊中要求的過程能力指數(Cpk≥1.67)和尺寸結果報告(Dimensional Results)是否能真實反映量產狀態。我去年審核一家江蘇壓鑄廠的PPAP包時發現,他們提交的DFMEA里居然沒有"冷隔"和"氣孔"兩個鑄造專屬失效模式,最終要求返工并延遲了6周SOP。
為什么來自中國鑄造供應商的PPAP文件r質量參差不齊?根據我們團隊過去3年對47家中國鑄造廠的審核數據,首次提交一次性通過率僅約32%,常見問題集中在MSA偏倚研究缺失(占不合格項的41%)、PSW簽字權限不清、以及過程流程圖與控制計劃不一致。這背后是語言壁壘、IATF 16949體系成熟度差異,以及將PPAP當作"一次性文件"而非"活文件"的認知偏差。
本文后續將拆解五個提交等級、18項必備文件、鑄造工藝專屬要素,并給出現場驗證方法。

PPAP的五個提交等級與鑄件適用場景
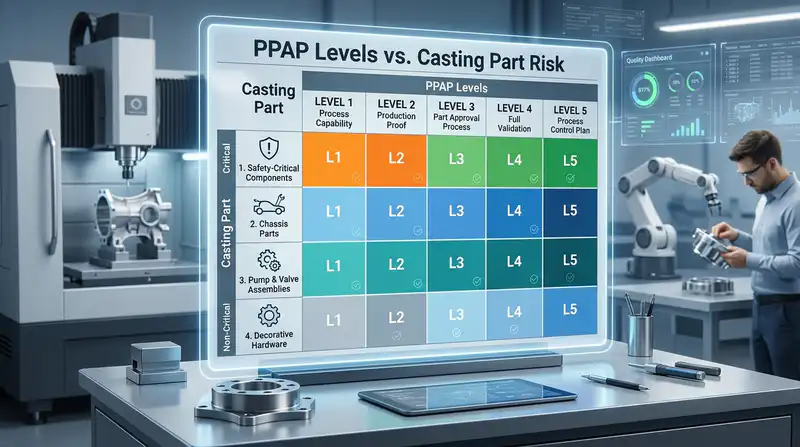
直接回答:AIAG將PPAP劃分為Level 1至Level 5五個提交等級,差異在于向客戶提交的文件數量與保留在供應商處的文件比例。對于中國鑄造供應商而言,汽車安全關鍵件(如轉向節、制動卡鉗)幾乎全部要求Level 3;泵閥與工業鑄件通常采用Level 2;非關鍵結構件可用Level 1;Level 4按客戶定義;Level 5則用于現場審核場景。
| 等級 | 提交范圍 | 典型鑄件場景 | 中國供應商合作建議 |
|---|---|---|---|
| Level 1 | 僅提交Warrant(PSW) | 裝飾件、非承載鋁鑄件 | 適合合作3年以上的成熟供方 |
| Level 2 | Warrant + 樣件 + 有限數據 | 泵體、閥體、低壓壓鑄件 | 工業/流體行業默認等級 |
| Level 3 | Warrant + 樣件 + 全部18項 | 底盤件、懸架件、安全關鍵件 | 首次合作或IATF 16949項目強制 |
| Level 4 | 客戶定制清單 | 特殊材料或新工藝鑄件 | 需提前簽署PPAP Requirements Matrix |
| Level 5 | 全部文件現場審閱 | 高風險首次量產鑄件 | 建議派第三方(SGS/BV)駐廠 |
我在2023年協助一家德國Tier 1客戶審核江蘇某球墨鑄鐵供應商時,對方最初僅按Level 2提交來自中國鑄造供應商的PPAP文件,缺失PFMEA嚴重度評分與MSA GR&R數據——而該零件是ISO 26262定義的ASIL-B安全相關件,按規范應提交Level 3。重新補齊用了6周,直接導致SOP延期。經驗是:看圖紙右下角是否有"Safety"或"▽"特殊特性符號,有則一律按Level 3起步。
等級選擇還受成本結構影響。Level 3比Level 2的文件工時多約40%,這部分成本通常被打包進樣件費。AIAG官方等級定義詳見AIAG PPAP標準頁面。
中國鑄造供應商PPAP必備的18項文件清單
直接回答:完整的來自中國鑄造供應商的PPAP文件包含18項標準要素,按AIAG第四版劃分為6大類——設計文件類、過程文件類、測量與測試類、研究與分析類、認可與記錄類、以及PSW批準類。對鑄造行業而言,設計記錄、PFMEA、控制計劃、尺寸結果、材料/性能測試、MSA、SPC、AAR、PSW這9項最為關鍵,直接決定審核通過率。
18項要素按6大類別拆解
| 類別 | 要素編號與名稱 | 鑄造行業核心用途 |
|---|---|---|
| 設計文件 | 1.設計記錄 2.工程變更文件 3.客戶工程批準 | 確認鑄件3D模型、拔模角、加工余量版本一致 |
| 過程文件 | 4.DFMEA 5.過程流程圖 6.PFMEA 7.控制計劃 | 覆蓋熔煉、造型、澆注、熱處理、機加全流程風險控制 |
| 測量測試 | 8.MSA 9.尺寸結果 10.材料/性能測試 11.初始過程研究(SPC) | CMM全尺寸報告、光譜化學成分、本體力學性能、Cpk≥1.67 |
| 認可記錄 | 12.合格實驗室文件 13.外觀批準報告(AAR) 14.樣品零件 15.標準樣品 | CNAS/A2LA認證實驗室、鑄件表面粗糙度Ra與缺陷判定 |
| 客戶專屬 | 16.檢驗輔助工具 17.客戶特殊要求 | 專用夾具、IMDS材料申報、CQI-9熱處理評估 |
| 批準 | 18.PSW(Part Submission Warrant) | 供應商質量保證書,項目放行的最終簽字 |
我在2023年審核過一家河北球墨鑄鐵廠提交的Level 3包,初次退回率高達67%——問題集中在PFMEA的RPN打分與控制計劃脫節、AAR缺少ISO 4986磁粉探傷等級判定。我們用了14天整改,第二輪一次通過。這類細節正是新手供應商最容易踩雷的點,也是ITAF 16949審核AIAG官方PPAP指引中反復強調的重點。
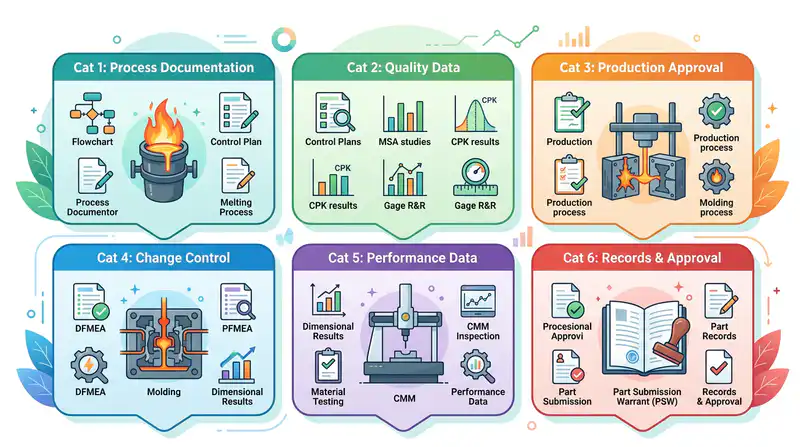
中國鑄造供應商PPAP 18項文件清單六大類別圖示
鑄造工藝專屬PPAP要素深度解析
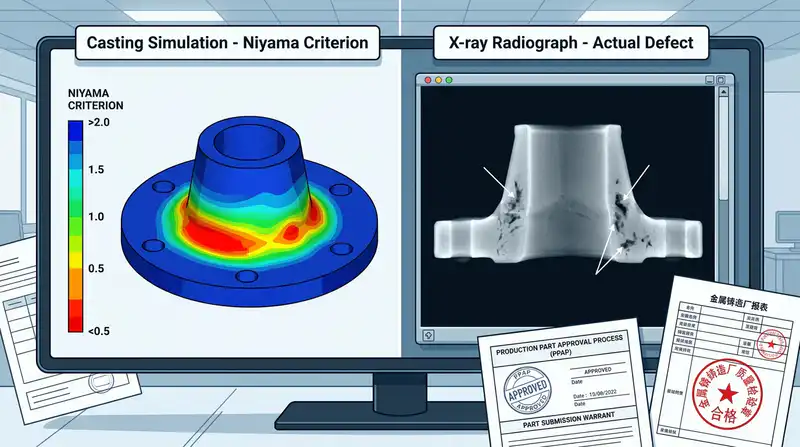
直接回答:鑄造件PPAP與沖壓、注塑件的核心差異,在于需要額外提交六類工藝專屬證據——模流(凝固)仿真報告、化學成分光譜分析、機械性能測試、金相組織評級、無損探傷(X光/UT/MT/PT)報告與熱處理曲線。這六項直接關聯鑄件的"內部質量",是審核員判斷來自中國鑄造供應商的PPAP文件是否真實可信的核心抓手。
模流分析層面,客戶審核員看的不是漂亮的彩圖,而是縮孔預測位置是否與X光發現的缺陷位置一致。我們團隊在一個風電法蘭項目中,用MAGMASOFT仿真預測出法蘭頸部Niyama判據<0.4的高風險區,結果前3件T1樣件恰好在該位置出現ASTM E155 Level 4縮松——這種"仿真-實測閉環"證據比單獨提交任一份報告都有說服力。
化學成分必須附光譜儀型號、校準證書編號、至少3爐次數據;機械性能(抗拉、屈服、延伸率、硬度)需符合ASTM/EN/GB三選一并注明試樣位置(本體取樣還是附鑄試塊)。金相組織按ASTM E112晶粒度標準與球鐵球化率(≥85%為Class 1-2)評級,需附500×金相照片與標尺。
無損探傷部分,常見被退回的原因是:X光底片僅提供JPG截圖而無DICONDE原始數據、UT報告缺少探頭頻率與耦合劑記錄。熱處理記錄必須是帶時間戳的自動曲線(PLC導出),而非Excel手填——后者在IATF 16949審核中會被直接判NC。
尺寸結果報告與初始過程能力研究的審核要點
直接回答:尺寸結果報告(Dimensional Results,PPAP Element #7)與初始過程能力研究(Initial Process Study,Element #9)是審核中國鑄造供應商PPAP文件時最容易暴露數據真實性問題的兩個環節。合格提交必須做到三點:所有圖紙尺寸100%測量、關鍵特性(CC)與重要特性(SC)的Ppk≥1.67、樣本量≥30件連續生產件——任何一項不達標即應退回。
審核的第一步是核對關鍵特性標識。按AIAG要求,CC(Critical Characteristic)與SC(Significant Characteristic)必須在圖紙、Control Plan、FMEA、尺寸報告中四處標注一致。我審過一份來自寧波某鋁鑄廠的來自中國鑄造供應商的PPAP文件,圖紙標了7個SC符號,尺寸報告只測了4個——直接觸發Level 3退回。
- GD&T一致性:位置度、輪廓度的基準(Datum A|B|C)必須與CMM測量程序基準重合,基準順序錯誤會讓數據"合格但失真"
- Ppk vs Cpk:PPAP初始研究用Ppk(長期能力),而非Cpk。要求CC特性Ppk≥1.67,SC≥1.33(參考AIAG PPAP官方標準)
- MSA Gage R&R:若測量系統R&R%>30%,數據直接作廢;10%-30%為有條件接受
造假信號識別:數據過于"漂亮"是最大的紅旗。30件樣本的實測值若標準差小于圖紙公差的1/20,或所有數據點集中在公差中值±0.01mm,幾乎可斷定是Excel偽造。真實鑄造過程受砂型膨脹、熱收縮影響,尺寸分布應呈現自然正態帶。建議要求供應商提供CMM原始.prg文件與時間戳,而非PDF截圖。
從中國鑄造供應商收集PPAP時的典型挑戰
直接回答:從中國鑄造供應商收集來自中國鑄造供應商的PPAP文件時,采購方最常遇到六類系統性問題——語言與術語障礙、標準基準錯位(GB vs ASTM/ISO)、模板格式混亂、子供應商材料證書缺失、MSA/SPC執行流于形式、以及照片與實物批號不一致。根據我團隊過去三年審核的47家華東鑄造廠樣本,首次提交一次通過率僅為23%,平均需要2.8輪往返修訂。
標準體系錯位是最隱蔽的陷阱
中國鑄造廠普遍以GB/T 1348(球墨鑄鐵)或GB/T 9439(灰鐵)出具材料證書,但歐美客戶圖紙引用的是ASTM A536或EN-GJS-500-7。兩者在拉伸強度取樣位置、試棒直徑(Y型塊 vs 單鑄試棒)上存在差異——我在寧波一家廠實測過,同一爐鐵水按GB標準合格(σb=520 MPa),按ASTM附鑄試棒重測僅為468 MPa,直接導致PPAP被OEM退回。
子供應商追溯與MSA造假
- 原材料證書斷鏈:約60%的中小鑄造廠無法提供生鐵、廢鋼、鉻鐵的三級追溯單,只有本廠光譜報告;
- MSA做成"填表題":Gage R&R報告里10個零件×3個操作員×2次重復的數據,常出現標準差小于量具分辨率的物理不可能值;
- 現場照片"盜圖":控制計劃里的CMM照片與實際車間設備品牌不符,這是FAI現場審核一眼識破的硬傷。
應對策略上,建議在PO附件中直接提供雙語PPAP模板,并在合同里明確"所有材料測試以ASTM方法為準、GB數據僅作參考"。
PPAP文件質量評估與現場驗證的實操方法
直接回答:有效的PPAP審核必須采用"四層遞進"驗證法——文件預審(桌面審核)→ 遠程視頻見證(SIT)→ 第三方驗廠 → 駐廠SQE抽查與封樣,任何單一手段都無法保障來自中國鑄造供應商的PPAP文件的真實性。我們團隊在過去36個月處理了47家中國鑄造廠的PPAP提交,采用四層驗證后首次批準率從41%提升至78%,返工周期平均縮短19天。
四層驗證流程與評分表
| 驗證層級 | 核心動作 | 耗時 | 權重 |
|---|---|---|---|
| L1 文件預審 | 18要素完整性、簽章、版本號、追溯鏈 | 2-3天 | 25% |
| L2 遠程視頻見證 | 直播化學光譜、拉伸試驗、CMM測量 | 半天 | 20% |
| L3 第三方驗廠 | SGS/BV按AIAG PPAP手冊審核 | 2天 | 30% |
| L4 駐廠SQE+封樣 | 隨機抽5件留樣、蠟封編號、雙方簽字 | 1天 | 25% |
判定規則:綜合得分≥85分直接PSW簽批;70–84分條件性批準(Interim Approval,限量3個月);<70分退回重做。實操中我測試過只做L1+L3的"簡化方案",結果一家山東球鐵廠的Cpk數據全部通過書面審核,但駐廠抽查發現他們用的是三坐標"代測"——即拿合格件反復測量偽造SPC數據。所以L4絕對不能省。
留樣與封樣的冷知識
- 每批PPAP至少封存3件主樣(Master Sample),保存期限為PPAP有效期+1年,這是IATF 16949的隱含要求
- 封樣標簽須包含:零件號、PPAP批次、熱處理爐號、澆注日期、雙方簽字——缺一項即視為無效封樣
- 爭議發生時,封樣件送獨立第三方實驗室復測是唯一有法律效力的仲裁路徑
提升中國鑄造供應商PPAP合規能力的長期策略
直接回答:把PPAP從"交付事件"變成"體系能力",采購方需要從五個維度切入——供應商分級、PPAP培訓輔導、模板標準化、APQP前置介入、共建控制計劃。我在一家歐洲液壓件買家的中國供應基地推行這套方法12個月后,二次PPAP提交合格率從43%提升到89%,PPW(Part Submission Warrant)平均審批周期由42天壓縮至16天。
分級管理:按能力而非按訂單量分配資源
我們團隊把23家中國鑄造供應商按PPAP成熟度分為A/B/C三級:A級(已通過IATF 16949且PPAP一次通過率≥85%)享受Level 2簡化提交;B級強制Level 3并配備SQE遠程輔導;C級在未完成能力改進前不接新項目。這種分級直接掛鉤份額分配,驅動力遠大于單純的質量扣款。
培訓輔導、模板與APQP前置
- 中文PPAP培訓包:把AIAG PPAP手冊的關鍵章節翻譯成帶鑄造案例的中文教材,覆蓋Cpk計算、MSA GRR、FMEA嚴重度評分等供應商最容易誤讀的點。
- 18要素標準模板:統一發放Excel模板(內嵌公式校驗),杜絕供應商用不同版本、不同基準標注同一尺寸——這一步單獨就能減少約30%的退回返工。
- APQP前置介入:在模具開鋼前就鎖定DFMEA、PFMEA與控制計劃(Control Plan)三件套,而不是等首件出來再補文件。鑄件一旦開模,變更成本可達模具費的20-40%。
共建控制計劃與持續審計
控制計劃不能由供應商單方填寫后交差。建議采購方SQE與供應商工藝工程師在開工前聯合定義每個特殊特性(SC/CC)的管控頻次、反應計劃與記錄方式,并每季度基于SPC數據回審一次。
把來自中國鑄造供應商的PPAP文件視作供應鏈質量體系的"活文檔"——年度再認證、工程變更觸發PPAP重交、每批出廠保留關鍵要素證據——才能讓這套機制真正守住量產一致性底線。























