
How to Choose a Reliable Aluminum Alloy Casting Manufacturer in Ningbo
Date: 2026-06-29 Category:Blog Views: 707
Excerpt:
When choosing an aluminum alloy foundry in Ningbo, focus on the types of processes, machining capabilities, quality inspection standards, and delivery reliability. Use a practical approach to quickly determine which foundry is best suited for your project and avoid common pitfalls.
Article Catalog[Hidden]
- Key Points
- Key Highlights
- How to Choose a Reliable Aluminum Alloy Casting Manufacturer in Ningbo? Start by Considering These 3 Key Factors
- What are the differences between low-pressure, gravity, and die-casting processes? What types of products are they each suitable for?
- What components make up the price quote for aluminum alloy castings? Which factors have the greatest impact on cost?
- What Equipment and Testing Capabilities Should Be Inspected During an On-Site Factory Audit? Includes an Audit Checklist
- How can I ask about prototyping, lead times, and small-batch production capabilities to get accurate information?
- What Are the 5 Most Common Mistakes Made When Selecting a Processing Plant?
- What types of projects are suitable for local foundries in Ningbo? Why are they concentrated in Beilun?
- Frequently Asked Questions About Aluminum Alloy Foundries in Ningbo
- Summary and Action List for the Processing Plant
When selecting an aluminum alloy foundry in Ningbo, four key factors are crucial: process compatibility, equipment precision, quality inspection procedures, and pricing transparency. Many local aluminum casting companies in Ningbo have 15–20 years of production experience. For example, Ningbo Aifake was founded in 2006, and Ningbo Hexin Molding has specialized in low-pressure casting since 2010. Medium-sized factories typically have die-casting machines ranging from 280 to 800 metric tons, with an annual production capacity of up to 2,000 metric tons of aluminum castings. Die-cast parts can achieve tolerances of ±0.1 mm, while low-pressure casting features a low porosity rate, making it suitable for structural components in new energy vehicle “three-electric” systems. Before placing an order, it is recommended to conduct a small-batch trial production of 50–100 pieces to verify the yield rate.
Key Points
- Low-pressure casting is the only option for the housings of the three electrical systems in new energy vehicles; die-cast parts contain porosity and are prone to bubbling when heated.
- Use low-pressure die casting for pressure-bearing structural components, gravity casting for pistons, and die casting for thin-walled shells
- A medium-sized factory equipped with 280–800-metric-ton die-casting machines can produce up to 2,000 metric tons of aluminum castings annually.
- For small-batch projects, mold costs account for approximately 40% or more of the total quote; quotes for identical parts can vary by approximately 30%.
- If a manufacturer can’t clearly explain the production process, switch to another one to avoid wasting tens of thousands on mold costs.
Key Highlights
- Most local aluminum foundries in Ningbo have 15–20 years of production experience; established factories are preferred.
- Die-cast parts can achieve tolerances of ±0.1 mm; for precision parts, do not choose gravity casting alone.
- At least three inspection reports are required: dimensional inspection, X-ray flaw detection, and material spectroscopy.
- Breakdown of the Quote: Mold costs, unit costs, and surface treatment costs should be listed separately
- Before placing an order, produce a small trial batch of 50–100 units to verify the yield rate.
How to Choose a Reliable Aluminum Alloy Casting Manufacturer in Ningbo? Start by Considering These 3 Key Factors
When selecting an aluminum alloy foundry in Ningbo, consider three key factors first: process compatibility, equipment and testing capabilities, and pricing transparency. All three are essential. The process determines whether the castings can be produced; equipment and testing determine the stability of the yield rate; and pricing transparency determines whether there will be unexpected price increases later on. The Beilun area is home to a large number of aluminum foundries. Companies such as Ningbo Hexin Molding, established in 2010, specialize in three casting processes: low-pressure, gravity, and die casting. Choosing the wrong process can result in tens of thousands of yuan in wasted mold costs.
Process matching: Thin-walled parts such as housings are suitable for die casting, while pressure-bearing and structural parts are better suited for low-pressure casting. When you ask a manufacturer, "Which process do you use for this part?" and they give a vague answer, switch to another supplier right away.
Equipment and Testing Capabilities: Check whether the die-casting machine’s tonnage capacity is sufficient for your product. In this industry, medium-sized factories typically have die-casting machines ranging from 280 to 800 metric tons, with an annual production capacity of up to 2,000 metric tons of aluminum castings. At factories without X-ray inspection or leak testing equipment, you won’t be able to detect internal porosity defects at all.
Transparency in Pricing: Reputable manufacturers break down costs into three categories: mold costs, material costs per unit, and processing fees. Manufacturers that clearly itemize these three categories are less likely to have disputes later on. For high-precision components such as housing for new energy vehicle “three-electric” systems, it is especially important to finalize the pricing structure during the prototyping stage.

What are the differences between low-pressure, gravity, and die-casting processes? What types of products are they each suitable for?
The key differences between the three processes—low-pressure, gravity, and die casting—lie in the filling pressure and molding speed. In low-pressure casting, aluminum is injected into the mold using 0.02 or 0.06 MPa of air pressure; this method results in low porosity and is suitable for thick-walled, pressure-bearing structural components; Gravity casting relies on the weight of the molten aluminum to fill the mold, resulting in a dense microstructure that is suitable for high-strength components such as pistons; die casting uses high-pressure, high-speed injection at tens of megapascals, making it suitable for thin-walled housings. Before selecting an aluminum alloy casting manufacturer in Ningbo, first identify the process that best matches your product requirements.
| arts and crafts | Wall Thickness Tolerance | porosity | Mold Cost | Typical Products |
|---|---|---|---|---|
| Low-pressure casting | ±0.3 mm | Low, heat-treatable | moderate | Structural components for new energy vehicle powertrain systems and wheel hubs |
| Gravitational casting | ±0.5 mm | relatively low | lower (one's head) | Engine Pistons, Cylinder Heads |
| Die casting | ±0.1 mm | Relatively high; difficult to weld | your (honorific) | Thin-walled shells, 5G communication components |
The housings for the “three electrical systems” in new energy vehicles require subsequent heat treatment to enhance their strength; however, die-cast parts are prone to bubbling when heated due to gas pores, so only low-pressure die casting can be used. Ningbo Hexin Molding has specialized in the application of low-pressure casting in the new energy sector since 2010, precisely because it recognized this critical need. To achieve wall thicknesses of less than 1 millimeter for thin-walled smartphone casings, die casting is the only viable option.

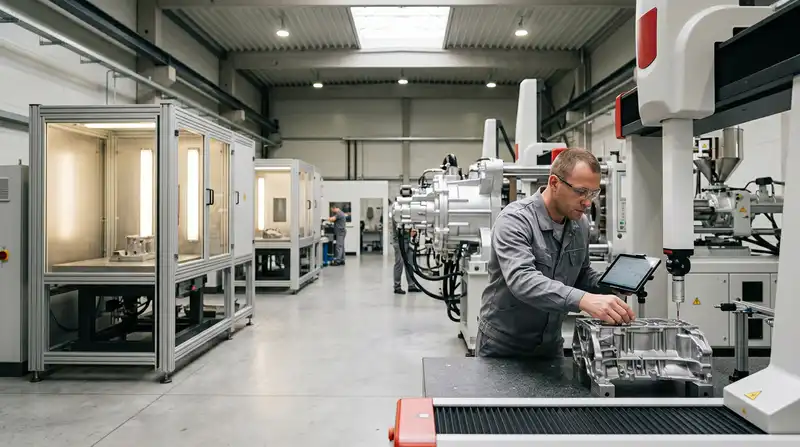
Comparison of Three Low-Pressure Gravity Die-Casting Processes at an Aluminum Alloy Casting Manufacturer in Ningbo
What components make up the price quote for aluminum alloy castings? Which factors have the greatest impact on cost?
The quote for aluminum alloy castings primarily consists of four components: mold costs, material costs, machining and post-processing costs, and inspection costs. Among these, the mold is a one-time investment; for small-batch projects, mold costs can account for approximately 40% or more of the total quote; the larger the batch size, the lower the cost per unit. This is also why the same part can have differentNingbo Aluminum Alloy Casting ManufacturersThe reason for a price difference of approximately 30% is that the cheaper supplier often cuts corners on mold design or the inspection process.
What is the approximate percentage breakdown of each cost category?
If we break it down, each piece has its own significance:
- Mold Fee: The initial investment ranges from a few thousand yuan for a simple gravity die to over 100,000 yuan for a complex low-pressure die or a multi-slide die-casting mold. For production runs of 1,000 units or fewer, the cost of the mold often accounts for the largest portion of the unit cost.
- Cost of Materials:ADC12 (commonly used die-cast aluminum, high copper and iron content, good fluidity) is low-cost; A356 (used for gravity and low-pressure casting, contains magnesium, high strength, heat-treatable) costs several hundred to over a thousand yuan more per metric ton. Choosing the wrong grade affects both performance and pricing.
- Machining and Post-Processing:CNC machining, deburring, anodizing, powder coating, etc., account for 15%–25%. Pressure-bearing components also require T6 heat treatment (solution treatment + aging to increase strength); this step is often secretly omitted in low-cost quotes.
- Testing Fee:X-ray flaw detection, airtightness testing, and CMM inspection account for 5%–10%. There’s no room for cutting corners when it comes to automotive parts.
How Can You Spot a "Low-Price Trap"?
A quote that’s 30% lower isn’t necessarily a discount; it’s more likely that heat treatment or testing has been cut. Have the other party clearly list the material grade, whether T6 is included, the testing items, and the mold life guarantee on the quote. If they gloss over these details, there’s a high probability they’ll ask for additional payment later. Manufacturers specializing in automotive “three-electric” systems, such as Ningbo Longyuan Co., Ltd., maintain stable yield rates precisely because they rely on a complete process chain. Ningbo Hexin’s recommendation is: when comparing quotes, first standardize the process criteria before comparing unit prices; otherwise, it’s like comparing apples to oranges.

What Equipment and Testing Capabilities Should Be Inspected During an On-Site Factory Audit? Includes an Audit Checklist
When conducting factory audits, don’t just look at the size of the workshop; focus on five key pieces of equipment: die-casting machine tonnage, number of low-pressure furnaces, X-ray flaw detection, airtightness testing, and coordinate measuring machines. These five items correspond to molding, production capacity, internal defects, sealing, and dimensional accuracy, respectively. If any one of them is missing, there will be no safeguard against certain types of quality risks. Based on industry production capacity data, a factory equipped with 280-metric-ton, 500-metric-ton, and 800-metric-ton aluminum die-casting machines and producing approximately 2,000 metric tons of aluminum castings annually is considered to have stable mass production capabilities.
?? Common Mistakes: Die casting is used for the housings of the three-electric systems in new energy vehicles. Reason: Die-cast parts contain porosity, which can cause bubbling during subsequent heat treatment, resulting in the structural components being scrapped. Solution: For housings that are under pressure or require heat treatment, low-pressure die casting must be used, as it has a low porosity rate and allows for T6 solution treatment and aging.
- Die Casting Machine Tonnage: This determines the maximum projected area the part can cover. If the tonnage is insufficient, thin-walled shells won’t fill properly and flash will exceed the allowable limit. Check whether the clamping force is sufficient for your product.
- Number of low-pressure furnaces: A shortage of furnaces creates a bottleneck in production capacity, which can easily lead to delayed delivery times. When manufacturing pressure-bearing components for the new energy sector, prioritize low-pressure furnaces.
- X-ray Non-Destructive Testing: Inspect the casting for internal porosity and shrinkage (voids inside the casting). Without it, internal defects would be impossible to detect with the naked eye.
- Air tightness testing: The key to preventing leaks in housing-type components. Without this, leaks won’t be detected until the part is installed on the vehicle, and rework costs will double.
- Coordinate Measuring Machine: Measure dimensional accuracy down to the micrometer level. Without it, the assembly holes won’t line up, and the entire batch will be scrapped.
This is why manufacturers like Ningbo Hexin, which specialize in low-pressure and gravity molding processes, conduct mold structure analysis and product molding analysis before mass production—to address defects early on during the mold design phase, which is more cost-effective than performing non-destructive testing after the fact. During factory audits, we directly request on-site demonstrations of these five pieces of equipment in operation, rather than simply inspecting prototype machines sitting idle in a corner.
How can I ask about prototyping, lead times, and small-batch production capabilities to get accurate information?
When inquiring about prototyping capabilities, don’t just ask, "Can you do it?" Instead, ask, "How many days will it take to approve the first prototype, and how many rounds of mold debugging are required?" These two figures directly determine whether the project can be completed on schedule. In the industry, it typically takes 25 to 40 days from tooling to the first sample (T1) for a new aluminum casting mold, and after the first sample, it takes another 1 to 3 rounds of debugging before the design is finalized and mass production can begin.
There are three questions that customers most often overlook:
- First-Piece Approval Cycle: The time from the completion of the mold to the delivery of the first合格 part. Because low-pressure casting parts require a slower filling process and repeated adjustments to air pressure, this step often takes 3–5 days longer than for die-cast parts.
- Is there a limit to the number of times a mold can be debugged?:Some quotes only include one commissioning session; additional sessions are charged per session. A single commissioning session can cost several thousand yuan, so asking for clarification upfront can help avoid disputes later on.
- Do you accept small-batch orders?: Many large manufacturers have monthly production capacities of over a thousand metric tons, yet they are reluctant to accept orders for just a few hundred units. It is crucial to clearly define the minimum order quantity (MOQ).
Which responses are red flags? "Delivery dates depend on production scheduling" indicates that the other party lacks a standard production rhythm; "Unlimited debugging sessions, but no guarantee of yield" is tantamount to shifting the quality risk onto you. From the perspective of Ningbo aluminum alloy foundries like Ningbo Hexin—which specialize in the full range of low-pressure, gravity, and die-casting processes—only those willing to specify the first-piece lead time and the number of debugging attempts in the contract truly treat delivery dates as a commitment.
What Are the 5 Most Common Mistakes Made When Selecting a Processing Plant?
When selecting an aluminum alloy casting manufacturer in Ningbo, the five most common pitfalls are: comparing only unit prices, ignoring the consistency of material grades, assuming sample quality is equivalent to mass-production quality, failing to verify mold ownership, and blindly trusting verbal delivery schedules. Each of these five mistakes can lead to project delays or rework. Among them, "comparing only unit prices" results in the greatest hidden costs; if mold costs are not clearly allocated, even the lowest unit price may end up exceeding that of 30%.
Why did I end up paying more just by comparing unit prices?
Since mold costs are a one-time investment, failing to factor them into the unit price is a trap. If the quote shows a unit price that’s 2 yuan cheaper, but the mold cost is 20,000 yuan higher than competitors", the actual unit cost for a small batch of 5,000 pieces ends up being 4 yuan higher. During factory audits, insist on calculating the total price based on all three items: "mold cost + unit price + estimated total quantity.”
Just because the sample passed, does that mean mass production will definitely go smoothly?
Not necessarily. The sample is a hand-finished T1 part; mass production relies on mold life and the stability of process parameters. A common pitfall is when the first part passes the 100% airtightness test, but the porosity rate suddenly spikes by the 3,000th unit in mass production—because the mold temperature profile was not validated over the long term. To avoid this, require the supplier to provide a full inspection report for the first 50 units of mass production, rather than relying solely on three samples.
Material grades are another common pitfall. Even when labeled "ADC12," the impurity content in recycled material can differ by a factor of two compared to that in virgin ingots, which directly affects the strength of the castings. Asking the manufacturer to provide a spectroscopic analysis report for each batch of material is more reliable than relying on verbal assurances. Manufacturers like Ningbo Hexin, which specialize in automotive parts, typically retain samples for traceability—a practical indicator of their adherence to standards.
What types of projects are suitable for local foundries in Ningbo? Why are they concentrated in Beilun?
Local aluminum alloy foundries in Ningbo are best suited for two types of projects: automotive parts and structural components for the "three-electric systems" of new energy vehicles. Beilun is known as the “Home of Molds,” with a high concentration of aluminum die-casting factories; the entire process—from mold making and casting to CNC machining and surface treatment—can be completed within a single, closed-loop industrial chain. This clustering results in shorter mold debugging cycles, lower per-unit transportation costs, and makes it easier to find partners for small-batch prototyping.
Why are there so many aluminum foundries concentrated in Beilun?
The key lies in the dual advantages of the industrial chain and the port. Beilun is located right next to the Port of Ningbo-Zhoushan, eliminating the need for inland transshipment for both aluminum ingot imports and castings exports. Industry data shows that the aluminum foundries in the Hengjie area of Haishu are only a 15-minute drive from the Port of Ningbo and about 25 minutes from the airport, enabling rapid logistics response for export-oriented projects. Supporting enterprises—such as those specializing in mold making, heat treatment, and anodizing—are within a half-hour drive, a advantage that standalone factories from other regions find difficult to replicate.
For which types of projects do local manufacturers offer better value for money?
Thick-walled pressure-bearing components and low-pressure die-cast parts for new energy vehicles offer the best value. Founded in 2010, Ningbo Hexin initially focused on automotive parts but later expanded its scope to the low-pressure die-casting sector for new energy vehicles. This transition from parts for gasoline-powered vehicles to housings for electric vehicle powertrains—specifically the “three-electric” systems—is a typical upgrade path for manufacturers in Beilun. The same set of low-pressure casting equipment and mold expertise can be directly applied to motor housings and electronic control unit enclosures, saving customers the time required to develop new suppliers from scratch.
Frequently Asked Questions About Aluminum Alloy Foundries in Ningbo
There are four key concerns for procurement decision-makers: minimum order quantity, ownership of the mold, whether molding analysis is provided, and whether the castings can be anodized. I will address each of these directly below.
What is the typical minimum order quantity (MOQ)?
For most aluminum alloy casting manufacturers in Ningbo, the minimum order quantity (MOQ) for small batches is 50,200 pieces. Due to the high cost of tooling, the MOQ for die-cast parts is typically higher than that for gravity-cast or low-pressure cast parts. During the prototyping phase, only a few pieces are generally required; however, it is important to confirm whether the same mold will be used for both prototyping and mass production, as inconsistencies can lead to significant variations in quality.
Who owns the mold?
Whoever pays for the mold costs owns the mold. If the customer pays the full mold cost, the mold becomes the customer’s asset and can be removed at any time. Be sure to clearly specify ownership, storage duration, and mold removal terms in the contract to avoid complications later if you need to switch manufacturers.
Does the manufacturer provide molding analysis? Can they perform anodizing?
Before tooling up, professional manufacturers conduct mold structure analysis and product molding analysis, using mold flow simulation software to predict the locations of sink marks and porosity. Ningbo Hexin’s scope of services explicitly includes mold structure analysis and product molding analysis. Regarding anodizing, note the following: ADC12, commonly used in die casting, has a high silicon content, which results in a grayish, dull finish after anodizing; to achieve a bright finish, it is necessary to switch to low-silicon alloys such as 6063. This decision must be finalized before mold making begins.
Summary and Action List for the Processing Plant
To choose the right aluminum alloy foundry in Ningbo, break the decision-making process down into three steps: first, match the production process; second, conduct a factory audit; and finally, analyze the quote. The order of these three steps must not be reversed—if you choose the wrong production process, the subsequent factory audit and quote analysis will be pointless.
To integrate based on the scenario, follow the path below:
- Determine the process: For thick-walled pressure-bearing components, look to low-pressure casting; for high-strength components, look to gravity casting; and for thin-walled shells, look to die casting. When selecting manufacturers for structural components of new energy vehicle “three-electric” systems, prioritize those with low-pressure casting capabilities—for example, Ningbo Hexin, founded in 2010, specializes in this area.
- Factory Audits Cover Five Areas: Die-casting machine tonnage, number of low-pressure furnaces, X-ray inspection, leak testing, and coordinate measuring machines—if even one of these is missing, there is no safeguard against a certain category of risk.
- Breakdown of the Quote: List mold costs, material costs, processing costs, and testing costs separately. For small-batch projects, mold costs can account for 40% or more of the total price, and the hidden losses alone can exceed 30% of the unit price.
Make sure to clarify these three key figures—the lead time for the first sample, ownership of the mold, and the MOQ—before signing the contract. Once you’ve completed these three steps, a reliable manufacturer will naturally stand out.























