
Procedura di presentazione e linee guida per la revisione dei documenti PPAP dei fornitori cinesi del settore della fonderia (con elenco allegato)
Pubblicato il:2026-06-14 Categoria:informazioni al pubblico Visualizzazioni:1309
Sommario:
State valutando dei partner locali per la fusione dell'alluminio? Scoprite tutto ciò che c'è da sapere su come standardizzare l'acquisizione e la verifica dei documenti PPAP forniti dai fornitori cinesi di fusioni. In questo articolo, gli esperti di Ningbo Hexin analizzano in dettaglio i 18 requisiti fondamentali relativi ai documenti per la procedura di approvazione dei pezzi di produzione, i comuni malintesi nella comunicazione internazionale e le strategie di controllo qualità. Acquisite subito metodi pratici per ridurre i rischi legati all'approvvigionamento.
Catalogo degli articoli[Nascosto]
- Che cos'è il PPAP e perché è particolarmente importante per i fornitori cinesi del settore della fusione
- I cinque livelli di presentazione del PPAP e i casi d'uso dei pezzi fusi
- Elenco dei 18 documenti indispensabili per il PPAP dei fornitori cinesi del settore della fonderia
- Analisi approfondita degli elementi specifici del PPAP nel processo di fusione
- Punti chiave per la revisione dei rapporti sui risultati dimensionali e degli studi sulla capacità iniziale del processo
- Le sfide tipiche nell'acquisizione dei PPAP dai fornitori cinesi del settore della fusione
- Metodi pratici per la valutazione della qualità dei file PPAP e la verifica in loco
- Strategia a lungo termine per migliorare la conformità PPAP dei fornitori cinesi nel settore della fonderia
I dati dell'AIAG indicano che il tasso di rifiuto delle prime presentazioni PPAP nel settore dei componenti automobilistici nordamericano si aggira da tempo tra il 30% e il 40%, mentre tale cifra supera spesso il 50% quando si tratta di pezzi fusi provenienti dall'estero. Per gli acquirenti, ottenere una documentazione PPAP completa, tracciabile e verificabile da un fornitore cinese di fusioni significa che ogni catena di prove, dalla composizione chimica dei materiali, ai registri di fusione, ai parametri del processo di fusione in sabbia, fino ai rapporti CMM dimensionali, all'MSA e allo studio Cpk, deve essere completa. —questa guida vi fornirà una checklist da spuntare e metodi di verifica pratici.
Che cos'è il PPAP e perché è particolarmente importante per i fornitori cinesi del settore della fusione
Il PPAP (Production Part Approval Process, Processo di approvazione dei componenti di produzione) è un sistema standardizzato di presentazione e approvazione della documentazione definito dall'AIAG (Automotive Industry Action Group) nel manuale AIAG PPAP 4a edizione, utilizzato per dimostrare la capacità dei fornitori di consegnare in modo costante, in condizioni di produzione in serie, componenti conformi ai disegni e alle specifiche.Per i fornitori cinesi del settore della fusione, il PPAP non è solo il "passaporto" per entrare nella catena di approvvigionamento dei settori automobilistico, delle macchine movimento terra e dei dispositivi medici, ma anche uno strumento fondamentale per la gestione dei rischi legati alla qualità negli acquisti transfrontalieri.
Il PPAP nel settore della fusione presenta alcune peculiarità. Le variazioni tra i lotti di anime in sabbia nella fusione in sabbia, l'equilibrio termico degli stampi nella pressofusione, il coefficiente di ritiro dei modelli in cera nella fusione a cera persa— —queste variabili determinano direttamente se l'indice di capacità di processo (Cpk≥1,67) e i risultati dimensionali (Dimensional Results) richiesti dal manuale PPAP dell'AIAG riflettono fedelmente le condizioni di produzione in serie. L'anno scorso, durante la revisione del pacchetto PPAP di uno stabilimento di pressofusione nel Jiangsu, ho scoperto che nel DFMEA da loro presentato mancavano addirittura due modalità di guasto specifiche della fusione, ovvero "separazione a freddo" e "porosità", il che ha comportato la richiesta di una rilavorazione e un ritardo di 6 settimane nella SOP.
Perché la qualità dei documenti PPAP forniti dai fornitori cinesi di prodotti di fonderia è così disomogenea? In base ai dati delle verifiche condotte dal nostro team negli ultimi 3 anni su 47 fonderie cinesi, il tasso di approvazione al primo tentativo è solo del 32,1%. I problemi più comuni riguardano la mancanza di studi di bias MSA (che rappresentano il 41,1% dei casi di non conformità), l'ambiguità delle autorizzazioni di firma PSW e l'incoerenza tra il diagramma di flusso del processo e il piano di controllo. Alla base di ciò vi sono le barriere linguistiche, le differenze nella maturità del sistema IATF 16949 e il pregiudizio di considerare il PPAP come un "documento una tantum" anziché come un "documento vivo".
Nel prosieguo di questo articolo verranno analizzati i cinque livelli di presentazione, i 18 documenti obbligatori e gli elementi specifici del processo di fusione, oltre a essere illustrati i metodi di verifica in loco.

I cinque livelli di presentazione del PPAP e i casi d'uso dei pezzi fusi
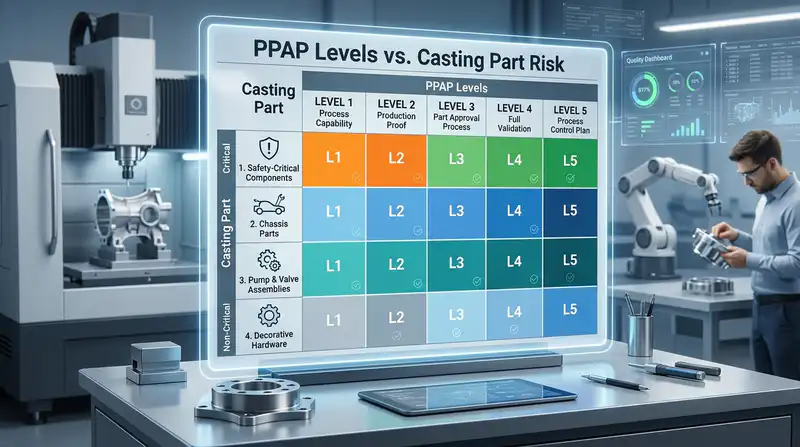
Risposta diretta:L'AIAG suddivide il PPAP in cinque livelli di presentazione, dal Livello 1 al Livello 5, che si differenziano per il numero di documenti da presentare al cliente e la percentuale di documenti da conservare presso il fornitore. Per i fornitori cinesi di fusioni, i componenti critici per la sicurezza automobilistica (come snodi dello sterzo e pinze dei freni) richiedono quasi tutti il Livello 3; le pompe, le valvole e i getti industriali adottano solitamente il Livello 2; i componenti strutturali non critici possono utilizzare il Livello 1; il Livello 4 è definito dal cliente; il Livello 5 è invece utilizzato per gli audit in loco.
| gerarchia | Ambito di presentazione | Esempi tipici di pezzi fusi | Suggerimenti per la collaborazione con i fornitori cinesi |
|---|---|---|---|
| Livello 1 | Presentare solo il warrant (PSW) | Elementi decorativi, pezzi fusi in alluminio non portanti | Fornitori consolidati con cui collaboriamo da almeno 3 anni |
| Livello 2 | Garanzia + Campione + Dati limitati | Corpi pompa, corpi valvola, pezzi pressofusi a bassa pressione | Livello predefinito per il settore industriale/dei fluidi |
| Livello 3 | Warrant + Campione + Tutte le 18 voci | Componenti del telaio, componenti delle sospensioni, componenti fondamentali per la sicurezza | Prima collaborazione o progetto IATF 16949 obbligatorio |
| Livello 4 | Elenco delle personalizzazioni del cliente | Getti realizzati con materiali speciali o nuove tecniche | è necessario firmare in anticipo la Matrice dei requisiti PPAP |
| Livello 5 | Esame in loco di tutti i documenti | Primi pezzi fusi prodotti in serie ad alto rischio | Si consiglia di inviare un ente terzo (SGS/BV) presso lo stabilimento |
Nel 2023, mentre assistevo un cliente tedesco di primo livello nella verifica di un fornitore di ghisa sferoidale con sede nel Jiangsu, il cliente aveva inizialmente presentato solo i documenti PPAP di livello 2 provenienti dal fornitore cinese di fusioni, mancavano la valutazione della gravità PFMEA e i dati MSA GR&R — mentre il componente in questione era un componente di sicurezza ASIL-B secondo la definizione della norma ISO 26262 e, in base alle specifiche, avrebbe dovuto essere presentato al Livello 3. Per completare la documentazione ci sono voluti6 settimane, il che ha causato direttamente il rinvio della SOP. L'esperienza insegna che:Controllare se nell'angolo in basso a destra del disegno è presente il simbolo di caratteristica speciale "Safety" o "▽"; in tal caso, procedere sempre partendo dal Livello 3.
La scelta del livello è influenzata anche dalla struttura dei costi. Il Livello 3 richiede circa 401 ore di lavoro in più rispetto al Livello 2; tale costo è solitamente incluso nel prezzo del campione. Per la definizione ufficiale dei livelli AIAG, consultare la pagina dedicata allo standard AIAG PPAP.
Elenco dei 18 documenti indispensabili per il PPAP dei fornitori cinesi del settore della fonderia
Risposta diretta:La documentazione PPAP completa fornita dai fornitori cinesi del settore della fusione comprende 18 elementi standard, suddivisi in sei categorie principali secondo la quarta edizione dell'AIAG: documentazione di progettazione, documentazione di processo, misurazione e collaudo, ricerca e analisi, approvazioni e registrazioni, nonché approvazioni PSW. Per quanto riguarda il settore della fusione,Documentazione di progettazione, PFMEA, piano di controllo, risultati dimensionali, prove sui materiali/prestazioni, MSA, SPC, AAR, PSWQuesti nove punti sono i più importanti e determinano direttamente il tasso di approvazione.
I 18 elementi sono suddivisi in 6 grandi categorie
| Categoria | Codice e denominazione dell'elemento | Applicazioni principali nel settore della fonderia |
|---|---|---|
| Documentazione di progettazione | 1. Documentazione di progettazione 2. Documentazione relativa alle modifiche tecniche 3. Approvazione tecnica da parte del cliente | Verificare che il modello 3D del pezzo fuso, l'angolo di sformo e i margini di lavorazione corrispondano |
| Documentazione procedurale | 4. DFMEA 5. Diagramma di flusso del processo 6. PFMEA 7. Piano di controllo | Controllo dei rischi lungo l'intero processo, dalla fusione alla modellatura, dalla colata al trattamento termico, fino alla lavorazione meccanica |
| Misurazioni e test | 8. MSA 9. Risultati dimensionali 10. Prove sui materiali/prestazioni 11. Studio iniziale del processo (SPC) | Rapporto completo delle misure CMM, composizione chimica spettrale, proprietà meccaniche del corpo, Cpk ≥ 1,67 |
| Registro delle certificazioni | 12. Documentazione del laboratorio accreditato 13. Rapporto di approvazione dell'aspetto (AAR) 14. Campioni di componenti 15. Campioni di riferimento | Laboratorio certificato CNAS/A2LA, rugosità superficiale Ra dei getti e valutazione dei difetti |
| Riservato ai clienti | 16. Strumenti ausiliari per il controllo qualità 17. Richieste speciali dei clienti | Attrezzature specializzate, dichiarazione dei materiali IMDS, valutazione del trattamento termico CQI-9 |
| approvazione | 18. PSW (Part Submission Warrant) | Certificato di garanzia di qualità del fornitore, firma finale per l'approvazione del progetto |
Nel 2023 ho revisionato un pacchetto di livello 3 presentato da uno stabilimento di ghisa sferoidale della provincia di Hebei; il tasso di respinta iniziale ha raggiunto il 671 TP3T. I problemi riguardavano principalmente la discrepanza tra il punteggio RPN della PFMEA e il piano di controllo, nonché la mancanza nella relazione AAR della classificazione dei livelli di difetti rilevati tramite magnetoscopia secondo la norma ISO 4986. Abbiamo impiegato 14 giorni per apportare le correzioni e al secondo tentativo abbiamo ottenuto l'approvazione al primo tentativo. Sono proprio questi dettagli i punti in cui i fornitori alle prime armi rischiano maggiormente di incorrere in errori, nonché gli aspetti chiave ripetutamente sottolineati nelle linee guida ufficiali AIAG sul PPAP per la verifica IATF 16949.
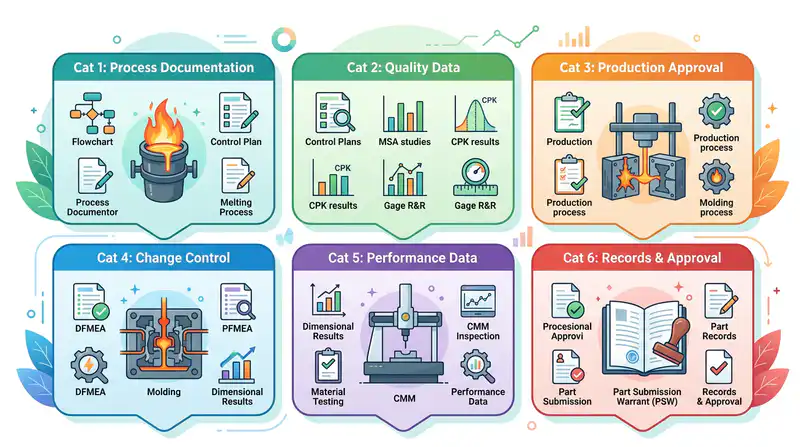
Elenco dei 18 documenti PPAP dei fornitori cinesi del settore della fonderia: illustrazione delle sei categorie principali
Analisi approfondita degli elementi specifici del PPAP nel processo di fusione
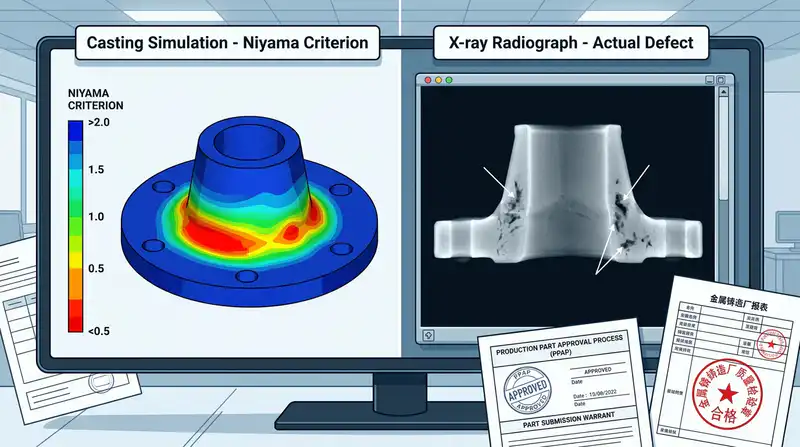
Risposte dirette: La differenza fondamentale tra il PPAP dei pezzi fusi e quello dei pezzi stampati a stampo o a iniezione risiede nella necessità di presentare, in aggiunta, sei tipi di prove specifiche relative al processo: rapporto di simulazione del flusso (solidificazione), analisi spettrale della composizione chimica, prove delle proprietà meccaniche, classificazione della struttura metallografica, rapporto sui controlli non distruttivi (raggi X/UT/MT/PT) e curva di trattamento termico. Questi sei elementi sono direttamente correlati alla "qualità interna" dei pezzi fusi e costituiscono gli elementi chiave su cui gli auditor si basano per valutare l'autenticità e l'affidabilità dei documenti PPAP forniti dai fornitori di fonderia cinesi.
Per quanto riguarda l'analisi del flusso di materiale, ciò che gli ispettori del cliente valutano non sono le belle immagini a colori, bensìLa posizione prevista della cavità corrisponde a quella del difetto rilevato alla radiografia?. Nel corso di un progetto relativo alle flange per turbine eoliche, il nostro team ha utilizzato la simulazione MAGMASOFT per individuare le aree ad alto rischio nel collo della flangia, dove il criterio di Niyama era inferiore a 0,4; i primi tre campioni T1 hanno effettivamente presentato una porosità di livello 4 secondo la norma ASTM E155 proprio in quella posizione: questo "circuito chiuso simulazione-misurazione" è molto più persuasiva rispetto alla presentazione di un singolo rapporto.
è necessario allegare la composizione chimicaModello dello spettrometro, numero del certificato di taratura, dati relativi ad almeno 3 cicli di analisi; Le proprietà meccaniche (resistenza alla trazione, limite di snervamento, allungamento, durezza) devono essere conformi a una delle norme ASTM/EN/GB, indicando la posizione del campione (prelevato dal corpo del pezzo o da un provino fuso). La struttura metallografica deve essere classificata secondo lo standard ASTM E112 relativo alla granulometria e al grado di sferoidizzazione della ghisa sferoidale (≥85%, Classe 1-2); è necessario allegare una fotografia metallografica a 500× con scala di riferimento.
Per quanto riguarda i controlli non distruttivi, i motivi più comuni di rigetto sono: le lastre radiografiche vengono fornite solo sotto forma di schermate JPG senza i dati originali DICONDE e nei rapporti UT mancano le registrazioni relative alla frequenza della sonda e al gel di accoppiamento. I registri del trattamento termico devono essereCurve automatiche con marcatura temporale (esportazione da PLC), anziché inserirli manualmente in Excel — quest'ultima pratica verrebbe immediatamente giudicata non conforme (NC) durante un audit IATF 16949.
Punti chiave per la revisione dei rapporti sui risultati dimensionali e degli studi sulla capacità iniziale del processo
Risposta diretta:Il rapporto sui risultati dimensionali (Dimensional Results, Elemento #7 del PPAP) e lo studio iniziale della capacità di processo (Initial Process Study, Elemento #9) sono i due aspetti in cui emergono più facilmente problemi di autenticità dei dati durante la verifica della documentazione PPAP dei fornitori cinesi di prodotti di fusione. Per essere considerata valida, la presentazione deve soddisfare tre requisiti: misurazione di tutte le dimensioni dei disegni (100%), Ppk ≥ 1,67 per le caratteristiche critiche (CC) e le caratteristiche importanti (SC), e un campione di almeno 30 pezzi di produzione in serie. Se uno qualsiasi di questi requisiti non viene soddisfatto, la presentazione deve essere respinta.
Il primo passo della revisione consiste nel verificare la corrispondenza delle indicazioni relative alle caratteristiche chiave. Secondo i requisiti AIAG, le indicazioni relative alle CC (Critical Characteristics) e alle SC (Significant Characteristics) devono essere riportate in modo coerente nei disegni, nel piano di controllo, nella FMEA e nel rapporto dimensionale. Ho esaminato un documento PPAP proveniente da un fornitore cinese di fusioni con sede a Ningbo, in cui il disegno riportava 7 simboli SC, mentre il rapporto dimensionale ne misurava solo 4: ciò ha comportato immediatamente un rifiuto di Livello 3.
- Conformità alle specifiche GD&T: I sistemi di riferimento per la posizione e il profilo (Datum A|B|C) devono coincidere con quelli del programma di misurazione della CMM; un ordine errato dei sistemi di riferimento può rendere i dati "conformi ma distorti"
- Ppk vs Cpk: Per lo studio iniziale sul PPAPPpk(capacità a lungo termine), anziché il Cpk. Per le caratteristiche CC, si richiede un Ppk ≥ 1,67 e un SC ≥ 1,33 (in riferimento allo standard ufficiale AIAG PPAP)
- MSA Gage R&R: Se il sistema di misurazione presenta un valore R&R% > 30%, i dati vengono immediatamente scartati; un valore compreso tra 10% e 30% è considerato accettabile a determinate condizioni.
Riconoscimento dei segnali di falsificazione: dati troppo "perfetti" sono il principale campanello d'allarme. Se la deviazione standard dei valori misurati su 30 campioni è inferiore a 1/20 della tolleranza indicata in disegno, oppure se tutti i punti dati si concentrano intorno al valore medio della tolleranza ±0,01 mm, si può quasi certamente concludere che si tratti di una falsificazione in Excel. Il processo di fusione reale è influenzato dall'espansione della sabbia e dal ritiro termico, pertanto la distribuzione delle dimensioni dovrebbe presentare una curva normale naturale. Si consiglia di richiedere al fornitore i file .prg originali della CMM con timestamp, anziché screenshot in formato PDF.
Le sfide tipiche nell'acquisizione dei PPAP dai fornitori cinesi del settore della fusione
Risposta diretta:Nel raccogliere i documenti PPAP dai fornitori cinesi di prodotti di fusione, gli acquirenti si imbattono più frequentemente in sei tipi di problemi sistematici: barriere linguistiche e terminologiche, discrepanze tra i sistemi di riferimento (GB vs ASTM/ISO), confusione nei formati dei modelli, mancanza di certificati dei materiali da parte dei fornitori, esecuzione di MSA/SPC puramente formale e mancata corrispondenza tra i numeri di lotto delle foto e quelli dei prodotti fisici. Sulla base di un campione di 47 fonderie della Cina orientale esaminate dal mio team negli ultimi tre anni, il tasso di approvazione al primo tentativo è stato solo del 23,1%, con una media di 2,8 cicli di revisioni.
Il disallineamento dei sistemi normativi è la trappola più insidiosa
Le fonderie cinesi rilasciano generalmente certificati di conformità ai standard GB/T 1348 (ghisa sferoidale) o GB/T 9439 (ghisa grigia), mentre i disegni dei clienti europei ed europei fanno riferimento alle norme ASTM A536 o EN-GJS-500-7. Esistono differenze tra i due standard per quanto riguarda la posizione di campionamento della resistenza alla trazione e il diametro delle barre di prova (blocco a Y vs barra di prova monoblocco): ho effettuato una misurazione in una fonderia di Ningbo, la stessa colata di ghisa risultava conforme allo standard GB (σb=520 MPa), ma una nuova misurazione secondo lo standard ASTM con provini fusi separati ha dato un risultato di soli 468 MPa, causando il respingimento del PPAP da parte dell'OEM.
Tracciabilità dei fornitori e falsificazione dei dati MSA
- Interruzione della catena di tracciabilità dei certificati delle materie prime: Le piccole e medie fonderie (circa 601 TP3T) non sono in grado di fornire certificati di tracciabilità a tre livelli per ghisa grezza, rottami di acciaio e ferro al cromo, ma solo i propri rapporti spettrali;
- Trasformare l'MSA in un "esercizio di compilazione di moduli": Nei rapporti Gage R&R, nei dati relativi a 10 pezzi × 3 operatori × 2 ripetizioni, si verificano spesso valori fisicamente impossibili con una deviazione standard inferiore alla risoluzione dello strumento di misura;
- "Furto di foto" dal luogo dell'evento": Le foto del CMM presenti nel piano di controllo non corrispondono alla marca delle attrezzature effettivamente presenti in officina; si tratta di un grave difetto che è stato individuato immediatamente durante l'audit in loco della FAI.
Per quanto riguarda le strategie da adottare, si consiglia di fornire direttamente nell'allegato alla POModello PPAP bilinguee specificare nel contratto che "tutte le prove sui materiali devono essere effettuate secondo i metodi ASTM, mentre i dati GB sono solo a titolo di riferimento".
Metodi pratici per la valutazione della qualità dei file PPAP e la verifica in loco
Risposta diretta:Un audit PPAP efficace deve adottare un metodo di verifica "a quattro livelli progressivi": esame preliminare della documentazione (revisione documentale) → testimonianza video a distanza (SIT) → ispezione in fabbrica da parte di terzi → controlli a campione e campionatura in presenza da parte di un SQE in loco; nessun singolo metodo è in grado di garantire l'autenticità della documentazione PPAP fornita dai fornitori di fonderie cinesi. Negli ultimi 36 mesi, il nostro team ha gestito le richieste PPAP di 47 fonderie cinesi; grazie all'adozione del metodo di verifica a quattro livelli, il tasso di approvazione al primo tentativo è passato da 41% a 78%, con una riduzione media dei tempi di rilavorazione pari a 19 giorni.
Procedura di verifica a quattro livelli e scheda di valutazione
| Livello di verifica | Azioni fondamentali | impiegare un periodo di (x quantità di tempo) | pesi |
|---|---|---|---|
| L1 Esame preliminare dei documenti | 18. Integrità degli elementi, firma, numero di versione, catena di tracciabilità | 2-3 giorni | 25% |
| L2: Testimonianza video a distanza | Trasmissione in diretta di spettroscopia chimica, prove di trazione e misurazioni CMM | mezza giornata | 20% |
| L3: Audit di fabbrica da parte di terzi | Verifica SGS/BV secondo il manuale PPAP dell'AIAG | 2 giorni | 30% |
| L4 SQE in loco + campionatura | Prelevare a caso 5 campioni, apporre un sigillo di ceralacca con il numero di serie e farli firmare da entrambe le parti | 1 giorno | 25% |
Regole di valutazione:Punteggio complessivo ≥ 85: approvazione diretta da parte del PSW; 70–84: approvazione condizionata (Interim Approval, con validità limitata a 3 mesi); < 70: rinvio per rielaborazione. Nella pratica ho testato una "soluzione semplificata" che prevedeva solo L1+L3; i dati Cpk di una fabbrica di ghisa sferoidale dello Shandong hanno superato la revisione documentale, ma un controllo a campione in loco ha rivelato che utilizzavano una "misurazione sostitutiva" con cordinate tridimensionali, ovvero misuravano ripetutamente pezzi conformi per falsificare i dati SPC. Pertanto, L4 non può assolutamente essere tralasciato.
Curiosità su campioni conservati e sigillati
- Per ogni lotto PPAP devono essere conservati almeno 3 campioni master (Master Sample) per un periodo pari alla validità del PPAP più un anno; questo è un requisito implicito della norma IATF 16949.
- L'etichetta del campione sigillato deve riportare: codice articolo, lotto PPAP, numero del forno di trattamento termico, data di colata e firme di entrambe le parti; la mancanza di uno qualsiasi di questi elementi comporta l'invalidità del campione sigillato.
- In caso di controversia, l'invio dei campioni sigillati a un laboratorio indipendente di terze parti per una nuova analisi costituisce l'unica via di arbitrato legalmente valida
Strategia a lungo termine per migliorare la conformità PPAP dei fornitori cinesi nel settore della fonderia
Risposte dirette: Per trasformare il PPAP da un "evento di consegna" a una "capacità di sistema", l'acquirente deve agire su cinque dimensioni: classificazione dei fornitori, formazione e assistenza sul PPAP, standardizzazione dei modelli, coinvolgimento preventivo nell'APQP e sviluppo congiunto del piano di controllo. Dopo aver implementato questo approccio per 12 mesi presso la base di approvvigionamento cinese di un acquirente europeo di componenti idraulici, il tasso di conformità delle seconde presentazioni PPAP è passato da 43% a 89%, mentre il ciclo medio di approvazione del PPW (Part Submission Warrant) si è ridotto da 42 a 16 giorni.
Gestione a livelli: assegnazione delle risorse in base alle competenze anziché al volume degli ordini
Il nostro team ha classificato i 23 fornitori cinesi di fonderia in tre livelli (A/B/C) in base al grado di maturità PPAP: i fornitori di livello A (certificati IATF 16949 con un tasso di approvazione PPAP al primo tentativo ≥ 85% TP3T) beneficiano della procedura semplificata di presentazione di livello 2; quelli di livello B sono obbligati a seguire la procedura di livello 3 e ricevono assistenza remota da parte di un SQE; il livello C non accetta nuovi progetti fino al completamento del miglioramento delle capacità. Questa classificazione è direttamente collegata all'assegnazione delle quote e rappresenta una motivazione molto più forte rispetto alle semplici detrazioni sulla qualità.
Formazione e assistenza, modelli e fasi preliminari dell'APQP
- Pacchetto formativo PPAP in cinese: Tradurre i capitoli chiave del manuale PPAP dell'AIAG in un manuale in cinese corredato di esempi relativi alla fusione, che tratti gli aspetti più soggetti a fraintendimenti da parte dei fornitori, quali il calcolo del Cpk, l'MSA GRR e la valutazione della gravità nell'FMEA.
- Modello standard dei 18 elementi: Distribuire un modello Excel standard (con formule di verifica integrate) per impedire ai fornitori di utilizzare versioni diverse o criteri diversi per indicare le stesse dimensioni; questa misura, da sola, è in grado di ridurre i resi e le rilavorazioni di circa il 30%.
- Intervento preliminare nell'ambito dell'APQP: è necessario definire il pacchetto composto da DFMEA, PFMEA e piano di controllo (Control Plan) prima dell'avvio della produzione dello stampo, anziché attendere la realizzazione del primo pezzo per integrare la documentazione. Una volta avviato lo stampaggio, i costi di modifica possono raggiungere il 20-40% del costo dello stampo.
Piano di controllo congiunto e audit continuo
Il piano di controllo non può essere compilato unilateralmente dal fornitore e consegnato senza ulteriori verifiche. Si raccomanda che, prima dell’avvio della produzione, l’SQE dell’acquirente e l’ingegnere di processo del fornitore definiscano congiuntamente la frequenza dei controlli, il piano di intervento e le modalità di registrazione per ciascuna caratteristica specifica (SC/CC), e che effettuino una revisione trimestrale sulla base dei dati SPC.
Solo considerando i documenti PPAP forniti dai fornitori cinesi del settore della fusione come un "documento dinamico" del sistema di qualità della catena di fornitura – con ricertificazione annuale, modifiche tecniche che comportano la presentazione di nuovi documenti PPAP e conservazione delle prove relative agli elementi chiave per ogni lotto in uscita – sarà possibile garantire che questo meccanismo mantenga effettivamente gli standard minimi di uniformità nella produzione di serie.























