
Guide sur le processus de soumission et de vérification des dossiers PPAP pour les fournisseurs chinois du secteur de la fonderie (liste jointe)
Publié le :2026-06-14 Catégorie :Le blog Vues :1310
Résumé :
Vous êtes à la recherche d'un partenaire chinois spécialisé dans la fonderie d'aluminium ? Découvrez tout ce qu'il faut savoir sur la manière de standardiser l'obtention et la vérification des documents PPAP auprès des fournisseurs chinois. Dans cet article, les experts de Ningbo Hexin analysent en détail les 18 exigences documentaires essentielles de la procédure d'approbation des pièces de production, les pièges courants de la communication internationale et les stratégies de contr?le qualité. Découvrez dès maintenant des méthodes pratiques pour réduire les risques liés à vos achats.
Catalogue d'articles[Caché]
- Qu'est-ce que le PPAP et pourquoi est-il particulièrement important pour les fournisseurs chinois du secteur de la fonderie ?
- Les cinq niveaux de soumission PPAP et les cas d'application des pièces moulées
- Liste des 18 documents indispensables pour le PPAP des fournisseurs chinois du secteur de la fonderie
- Analyse approfondie des éléments spécifiques au PPAP dans le domaine de la fonderie
- Points clés à vérifier dans les rapports sur les résultats dimensionnels et les études de capacité initiale des processus
- Les défis courants rencontrés lors de la collecte des PPAP auprès des fournisseurs chinois de pièces moulées
- Méthodes pratiques d'évaluation de la qualité des fichiers PPAP et de vérification sur site
- Stratégie à long terme visant à renforcer la conformité PPAP des fournisseurs chinois du secteur de la fonderie
Selon les données de l'AIAG, le taux de rejet des premières soumissions PPAP dans le secteur nord-américain des pièces automobiles oscille depuis longtemps entre 30 % et 40 %, tandis que ce chiffre dépasse souvent 50 % lorsqu'il s'agit de pièces moulées provenant de l'étranger. Pour les acheteurs, obtenir un dossier PPAP complet, tra?able et capable de résister à un audit de la part d’un fournisseur de pièces moulées chinois implique que chaque cha?ne de preuves, depuis la composition chimique des matériaux et les registres de fusion jusqu’aux paramètres du moulage au sable, en passant par les rapports de mesure dimensionnelle CMM, la MSA et l’étude Cpk, doit être bouclée — — ce guide vous fournira une liste de contr?le à cocher et des méthodes d'audit pratiques.
Qu'est-ce que le PPAP et pourquoi est-il particulièrement important pour les fournisseurs chinois du secteur de la fonderie ?
Le PPAP (Production Part Approval Process, processus d'homologation des pièces de production) est un ensemble de procédures normalisées de soumission et d'approbation de documents défini par l'AIAG (Automotive Industry Action Group) dans le manuel AIAG PPAP 4e édition. Il sert à démontrer que le fournisseur est en mesure de livrer de manière constante, dans des conditions de production en série, des pièces conformes aux plans et aux spécifications.Pour les fournisseurs chinois du secteur de la fonderie, le PPAP n'est pas seulement un " sésame " permettant d'accéder aux cha?nes d'approvisionnement des secteurs de l'automobile, des engins de chantier et des dispositifs médicaux, mais aussi un levier essentiel pour ma?triser les risques liés à la qualité dans le cadre des achats internationaux.
Le PPAP dans le secteur de la fonderie présente des particularités. Les variations entre les lots de noyaux en sable dans la fonderie en sable, l'équilibre thermique des moules dans la fonderie sous pression, le taux de retrait des modèles en cire dans la fonderie à la cire perdue — — ces variables déterminent directement si l'indice de capacité du processus (Cpk ≥ 1,67) et le rapport sur les résultats dimensionnels exigés par le manuel PPAP de l'AIAG reflètent fidèlement les conditions de production en série. L'année dernière, lors de l'audit du dossier PPAP d'une fonderie sous pression du Jiangsu, j'ai constaté que la DFMEA qu'ils avaient soumise ne mentionnait pas les deux modes de défaillance spécifiques à la fonderie que sont les " barres froides " et les " porosités ". Cela a finalement nécessité une remise en main et retardé la mise en production de six semaines.
Pourquoi la qualité des dossiers PPAP fournis par les fournisseurs chinois de pièces moulées est-elle si inégale ? D'après les données d'audit de notre équipe sur 47 fonderies chinoises au cours des trois dernières années, le taux de réussite dès la première soumission n'est que d'environ 32,1 %. Les problèmes les plus courants concernent l'absence d'étude de biais MSA (représentant 41,1 % des non-conformités), le manque de clarté quant aux autorisations de signature PSW, ainsi que l'incohérence entre le diagramme de processus et le plan de contr?le. Ces problèmes s'expliquent par la barrière linguistique, les différences de maturité du système IATF 16949, ainsi qu'une perception erronée du PPAP, considéré comme un " document ponctuel " plut?t que comme un " document évolutif ".
Dans la suite de cet article, nous analyserons les cinq niveaux de soumission, les 18 documents obligatoires et les éléments spécifiques au processus de moulage, et nous présenterons des méthodes de vérification sur place.

Les cinq niveaux de soumission PPAP et les cas d'application des pièces moulées
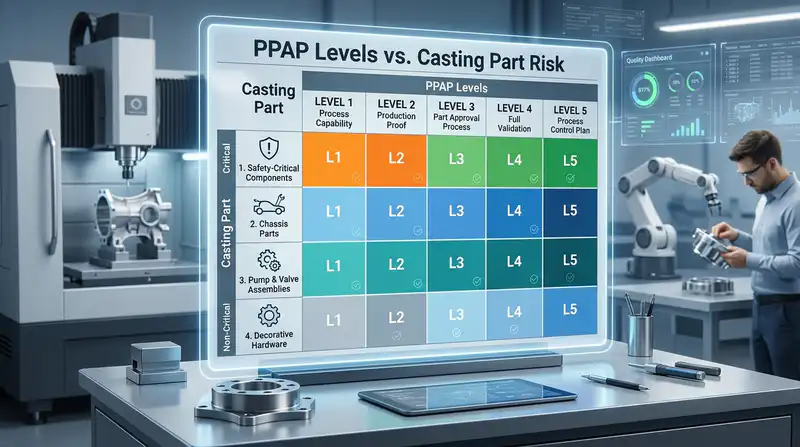
Réponse directe :L'AIAG classe le PPAP en cinq niveaux de soumission, allant du niveau 1 au niveau 5, qui se distinguent par le nombre de documents à soumettre au client et la proportion de documents à conserver chez le fournisseur. Pour les fournisseurs chinois de pièces moulées, les composants critiques pour la sécurité automobile (tels que les fusées de direction et les étriers de frein) requièrent presque tous le niveau 3 ; les pompes, vannes et pièces moulées industrielles relèvent généralement du niveau 2 ; les pièces structurelles non critiques peuvent se contenter du niveau 1 ; le niveau 4 est défini par le client ; enfin, le niveau 5 s'applique aux audits sur site.
| hiérarchie | Portée de la soumission | Exemples typiques de pièces moulées | Propositions de collaboration avec des fournisseurs chinois |
|---|---|---|---|
| Niveau 1 | Soumettre uniquement le mandat (PSW) | éléments décoratifs, pièces moulées en aluminium non porteuses | Fournisseurs expérimentés avec lesquels nous collaborons depuis au moins trois ans |
| Niveau 2 | Garantie + échantillon + Données limitées | Corps de pompe, corps de vanne, pièces moulées sous pression à basse pression | Niveau par défaut pour le secteur industriel/des fluides |
| Niveau 3 | Warrant + échantillon + Les 18 éléments | Pièces de chassis, pièces de suspension, pièces essentielles à la sécurité | Première collaboration ou projet IATF 16949 obligatoire |
| Niveau 4 | Liste personnalisée | Pièces moulées en matériaux spéciaux ou selon de nouveaux procédés | Il est nécessaire de signer au préalable la matrice des exigences PPAP |
| Niveau 5 | Consultation sur place de l'ensemble des documents | Première production en série de pièces moulées à haut risque | Il est recommandé de faire appel à un organisme tiers (SGS/BV) qui sera présent sur place |
En 2023, alors que j'assistais un client allemand de rang 1 lors de l'audit d'un fournisseur de fonte ductile situé dans la province du Jiangsu, ce dernier n'avait initialement soumis que des documents PPAP de niveau 2 provenant d'un fonderie chinoise, les notes de gravité de l'analyse PFMEA et les données MSA GR&R faisaient défaut — alors que cette pièce était un composant de sécurité ASIL-B au sens de la norme ISO 26262 et que, conformément à la spécification, un dossier de niveau 3 aurait d? être fourni. Il a fallu6 semaines, ce qui a directement entra?né le report de la SOP. L'expérience montre que :Vérifiez si le coin inférieur droit du plan comporte le symbole " Safety " ou " ▽ " indiquant une caractéristique particulière ; si c'est le cas, commencez systématiquement au niveau 3..
Le choix du niveau dépend également de la structure des co?ts. Le niveau 3 nécessite environ 401 heures de travail de plus que le niveau 2, et ces co?ts sont généralement inclus dans les frais d'échantillonnage. Pour consulter la définition officielle des niveaux de l'AIAG, veuillez vous reporter à la page consacrée à la norme PPAP de l'AIAG.
Liste des 18 documents indispensables pour le PPAP des fournisseurs chinois du secteur de la fonderie
Réponse directe :Un dossier PPAP complet fourni par un fournisseur chinois de pièces moulées comprend 18 éléments standard, répartis en six grandes catégories conformément à la quatrième édition de l'AIAG : documents de conception, documents de processus, mesures et essais, études et analyses, homologations et enregistrements, ainsi que l'approbation PSW. Pour le secteur de la fonderie,Dossiers de conception, PFMEA, plan de contr?le, résultats dimensionnels, essais de matériaux/performances, MSA, SPC, AAR, PSWCes neuf points sont les plus importants ; ils déterminent directement le taux de réussite de l'examen.
Les 18 éléments sont répartis en 6 grandes catégories
| Catégorie | Numéro et nom de l'élément | Applications principales dans le secteur de la fonderie |
|---|---|---|
| Documentation technique | 1. Dossier de conception 2. Dossier des modifications techniques 3. Avis d'acceptation technique du client | Vérifier que la version du modèle 3D de la pièce moulée, de l'angle de dépouille et des surépaisseurs d'usinage est bien la même |
| Documentation de procédure | 4. DFMEA 5. Diagramme de processus 6. PFMEA 7. Plan de contr?le | Contr?le des risques tout au long du processus, de la fusion à la moulage, en passant par la coulée, le traitement thermique et l'usinage |
| Mesures et essais | 8. MSA 9. Résultats dimensionnels 10. Essais de matériaux/performances 11. étude initiale des processus (SPC) | Rapport de mesure CMM complet, composition chimique par spectroscopie, propriétés mécaniques intrinsèques, Cpk ≥ 1,67 |
| Registre des agréments | 12. Documentation du laboratoire agréé 13. Rapport d'approbation de l'aspect (AAR) 14. échantillons de pièces 15. échantillons de référence | Laboratoire certifié CNAS/A2LA, rugosité de surface Ra des pièces moulées et évaluation des défauts |
| Réservé aux clients | 16. Outils d'aide au contr?le 17. Exigences particulières des clients | Fixations spécialisées, déclaration des matériaux dans IMDS, évaluation du traitement thermique selon la norme CQI-9 |
| approuver | 18. PSW (Part Submission Warrant) | Certificat de qualité du fournisseur, signature finale pour la validation du projet |
En 2023, j'ai examiné un dossier de niveau 3 soumis par une fonderie de fonte ductile de la province du Hebei ; le taux de rejet initial s'élevait à 671 TP3T. Les problèmes concernaient principalement le décalage entre la notation RPN de la PFMEA et le plan de contr?le, ainsi que l'absence, dans l'AAR, de la classification des niveaux de détection par magnétoscopie selon la norme ISO 4986. Nous avons mis 14 jours à corriger ces points, et le dossier a été accepté du premier coup lors de la deuxième vague d'audit. Ce sont précisément ces détails qui posent le plus souvent problème aux fournisseurs débutants, et ce sont également les points sur lesquels insistent à plusieurs reprises les directives officielles de l'AIAG relatives au PPAP dans le cadre de l'audit IATF 16949.
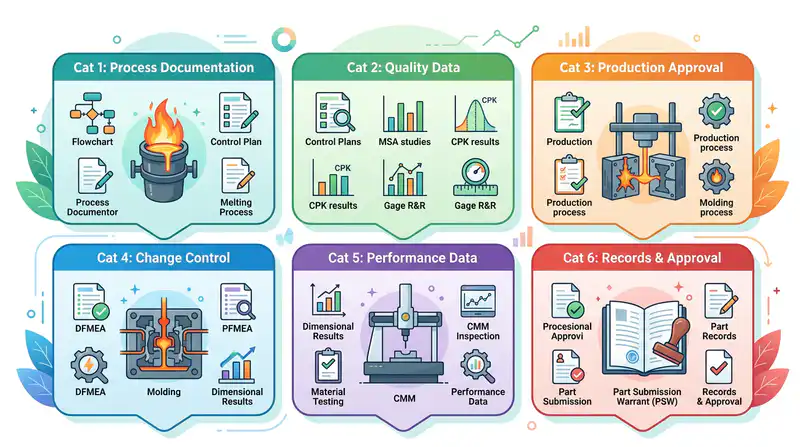
Illustration des six grandes catégories de la liste des 18 documents PPAP pour les fournisseurs chinois du secteur de la fonderie
Analyse approfondie des éléments spécifiques au PPAP dans le domaine de la fonderie
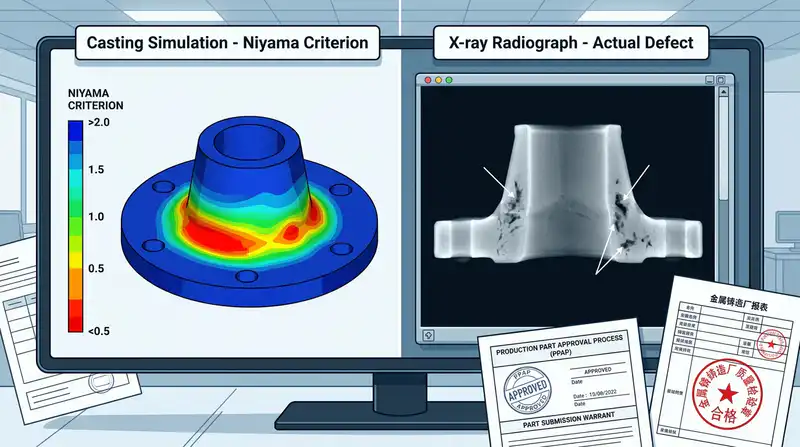
Réponses directes: La principale différence entre le PPAP des pièces moulées et celui des pièces embouties ou moulées par injection réside dans la nécessité de fournir six types de preuves spécifiques au procédé : rapport de simulation de l'écoulement (solidification), analyse spectrale de la composition chimique, essais de propriétés mécaniques, évaluation de la structure métallographique, rapport de contr?le non destructif (rayons X/UT/MT/PT) et courbe de traitement thermique. Ces six éléments, directement liés à la " qualité interne " des pièces moulées, constituent les principaux critères sur lesquels les auditeurs s'appuient pour déterminer si les dossiers PPAP fournis par les fournisseurs chinois de pièces moulées sont authentiques et fiables.
En matière d'analyse de moulage, les auditeurs des clients ne s'intéressent pas à de jolies illustrations en couleur, mais plut?t àLa position prévue de la cavité correspond-elle à celle du défaut détecté à la radiographie ?Dans le cadre d'un projet portant sur des brides pour éoliennes, notre équipe a utilisé la simulation MAGMASOFT pour identifier une zone à haut risque au niveau du col de la bride, où le critère de Niyama était inférieur à 0,4. Les trois premiers échantillons T1 ont justement présenté une porosité de niveau 4 selon la norme ASTM E155 à cet endroit précis. Ce " cycle fermé simulation-mesure " est bien plus convaincante que la simple présentation d’un rapport isolé.
La composition chimique doit être jointeModèle du spectromètre, numéro du certificat d'étalonnage, données d'au moins trois cycles de fusion; Les propriétés mécaniques (résistance à la traction, limite d'élasticité, allongement, dureté) doivent être conformes à l'une des normes ASTM, EN ou GB, et l'emplacement de l'échantillon doit être précisé (échantillon prélevé sur le corps de la pièce ou sur un bloc moulé). La structure métallographique doit être classée selon la norme ASTM E112 relative à la taille des grains et au taux de sphéro?disation de la fonte à graphite sphéro?dal (≥ 85% pour la classe 1-2) ; une photographie métallographique au grossissement de 500× accompagnée d'une échelle de référence doit être jointe.
En ce qui concerne le contr?le non destructif, les motifs de rejet les plus courants sont les suivants : les radiographies ne fournissent que des captures d'écran au format JPG sans les données brutes DICONDE, et les rapports de contr?le par ultrasons ne mentionnent pas la fréquence de la sonde ni le type de gel de couplage. Les registres de traitement thermique doivent êtreCourbes automatiques horodatées (exportation PLC), et non pas une saisie manuelle dans Excel — cette dernière étant directement considérée comme un non-conforme (NC) lors d'un audit IATF 16949.
Points clés à vérifier dans les rapports sur les résultats dimensionnels et les études de capacité initiale des processus
Réponse directe :Le rapport sur les résultats dimensionnels (Dimensional Results, élément PPAP #7) et l'étude initiale de la capacité du processus (Initial Process Study, élément #9) sont les deux aspects qui révèlent le plus facilement des problèmes d'authenticité des données lors de l'examen des dossiers PPAP des fournisseurs chinois de pièces moulées. Pour qu'une soumission soit jugée conforme, trois conditions doivent être remplies : toutes les cotes des dessins doivent être mesurées (100%), le Ppk des caractéristiques critiques (CC) et des caractéristiques importantes (SC) doit être ≥ 1,67, et l'échantillon doit comporter au moins 30 pièces issues de la production en série. Si l'une de ces conditions n'est pas remplie, la soumission doit être rejetée.
La première étape de la vérification consiste à contr?ler la cohérence des identifications des caractéristiques clés. Conformément aux exigences de l'AIAG, les caractéristiques critiques (CC) et significatives (SC) doivent être indiquées de manière cohérente dans les quatre documents suivants : les plans, le plan de contr?le, l'analyse des modes de défaillance et de leurs effets (FMEA) et le rapport de cotes. J'ai examiné un dossier PPAP provenant d'un fournisseur chinois de pièces moulées, plus précisément d'une fonderie d'aluminium de Ningbo. Le plan comportait 7 symboles SC, mais le rapport dimensionnel n'en mesurait que 4, ce qui a directement entra?né un rejet de niveau 3.
- Conformité aux spécifications de tolérance géométrique et dimensionnelle (GD&T): Les repères de position et de profil (Datum A|B|C) doivent co?ncider avec les repères du programme de mesure de la MMT ; une erreur dans l'ordre des repères peut entra?ner des données " conformes mais faussées "."
- Ppk vs Cpk: à des fins de recherche préliminaire sur le PPAPPpk(capacité à long terme), et non le Cpk. Les caractéristiques CC doivent présenter un Ppk ≥ 1,67 et un SC ≥ 1,33 (conformément à la norme officielle AIAG PPAP).
- MSA Gage R&R: Si le rapport R&R du système de mesure est supérieur à 30%, les données sont directement rejetées ; un rapport compris entre 10% et 30% est accepté sous conditions.
Identification des signaux de falsification : des données trop " parfaites " constituent le principal signal d'alerte. Si, sur un échantillon de 30 pièces, l'écart-type des valeurs mesurées est inférieur à 1/20e de la tolérance indiquée sur le plan, ou si tous les points de données se concentrent autour de la valeur médiane de la tolérance ± 0,01 mm, on peut pratiquement conclure qu'il s'agit d'une falsification dans Excel. Le processus de moulage réel étant soumis à l'expansion du sable et à la contraction thermique, la distribution des dimensions doit présenter une courbe normale naturelle. Il est recommandé d'exiger du fournisseur les fichiers .prg originaux de la machine à mesurer tridimensionnelle (CMM) accompagnés d'un horodatage, plut?t que des captures d'écran au format PDF.
Les défis courants rencontrés lors de la collecte des PPAP auprès des fournisseurs chinois de pièces moulées
Réponse directe :Lorsqu'ils recueillent les dossiers PPAP auprès de fournisseurs chinois spécialisés dans la fonderie, les acheteurs sont le plus souvent confrontés à six types de problèmes récurrents : barrières linguistiques et terminologiques, divergences entre les normes de référence (GB vs ASTM/ISO), confusion dans les formats des modèles, absence de certificats de matériaux chez certains fournisseurs, mise en ?uvre purement formelle des procédures MSA/SPC, et non-correspondance entre les numéros de lot sur les photos et ceux des produits physiques. D'après un échantillon de 47 fonderies de la région de l'Est de la Chine auditées par mon équipe au cours des trois dernières années, le taux de réussite dès la première soumission n'était que de 23,1 %, et il fallait en moyenne 2,8 cycles de révision.
Le décalage entre les systèmes normatifs est le piège le plus insidieux
Les fonderies chinoises délivrent généralement des certificats de conformité selon les normes GB/T 1348 (fonte ductile) ou GB/T 9439 (fonte grise), alors que les plans des clients européens et américains font référence aux normes ASTM A536 ou EN-GJS-500-7. Il existe des différences entre ces deux normes en ce qui concerne l'emplacement de prélèvement des échantillons pour la résistance à la traction et le diamètre des barres d'essai (bloc en Y vs barre d'essai monobloc) — j'ai effectué des mesures réelles dans une usine de Ningbo, la même coulée de fonte était conforme à la norme GB (σb = 520 MPa), mais après un nouveau test sur des éprouvettes moulées conformément à la norme ASTM, la résistance n'était que de 468 MPa, ce qui a directement entra?né le rejet du PPAP par l'OEM.
Tra?abilité des fournisseurs et falsification des accords MSA
- Rupture de la cha?ne de tra?abilité des matières premières: Les petites et moyennes fonderies d'une capacité d'environ 601 TP3T ne sont pas en mesure de fournir des certificats de tra?abilité à trois niveaux pour la fonte brute, la ferraille et le fer au chrome ; elles ne disposent que de leurs propres rapports spectrométriques ;
- Le MSA sous forme de " questions à réponse multiple ": Dans le rapport Gage R&R, les données correspondant à 10 pièces × 3 opérateurs × 2 répétitions présentent souvent des écarts-types inférieurs à la résolution de l'instrument de mesure, ce qui est physiquement impossible ;
- " Vol d'images " sur le site": Les photos du CMM figurant dans le plan de contr?le ne correspondent pas à la marque des équipements réels de l'atelier, ce qui constitue une faille flagrante que l'auditeur FAI a immédiatement repérée lors de son inspection sur place.
En termes de stratégie, il est recommandé de fournir directement ces informations dans l'annexe du bon de commandeModèle PPAP bilingue, et préciser dans le contrat que " tous les essais sur les matériaux sont effectués conformément aux méthodes ASTM, les données GB n'étant données qu'à titre indicatif ".
Méthodes pratiques d'évaluation de la qualité des fichiers PPAP et de vérification sur site
Réponse directe :Un audit PPAP efficace doit s'appuyer sur une méthode de vérification " en quatre étapes " : pré-examen des documents (audit sur dossier) → vérification par visioconférence (SIT) → audit d'usine par un tiers → contr?le aléatoire et mise sous scellés par un SQE sur site. Aucune de ces méthodes prises isolément ne permet de garantir l'authenticité des documents PPAP fournis par les fournisseurs de fonderie chinois. Au cours des 36 derniers mois, notre équipe a traité les soumissions PPAP de 47 fonderies chinoises. Grace à l'application de cette méthode de vérification en quatre étapes, le taux d'approbation dès la première soumission est passé de 411 TP3T à 781 TP3T, et le délai de reprise a été réduit de 19 jours en moyenne.
Processus de vérification en quatre étapes et grille d'évaluation
| Niveaux de vérification | Mouvements clés | prendre une période de (x temps) | poids |
|---|---|---|---|
| L1 Examen préalable des documents | 18 éléments : exhaustivité, signature, numéro de version, cha?ne de tra?abilité | 2-3 jours | 25% |
| L2 : Témoignage vidéo à distance | Diffusion en direct de spectroscopie chimique, d'essais de traction et de mesures CMM | une demi-journée | 20% |
| L3 : Audit d'usine par un organisme tiers | Audit SGS/BV selon le manuel PPAP de l'AIAG | 2 jours | 30% |
| L4 : SQE sur site + échantillons scellés | Prélever au hasard 5 échantillons, apposer un cachet de cire avec le numéro, et faire signer les deux parties | 1 jour | 25% |
Règles de décision :Si le score global est ≥ 85, l'approbation est directement signée par le PSW ; entre 70 et 84, l'approbation est conditionnelle (Interim Approval, valable 3 mois) ; si le score est < 70, le dossier est renvoyé pour être retravaillé. Dans la pratique, j'ai testé une " approche simplifiée " consistant à ne réaliser que les étapes L1 et L3. Les données Cpk d'une usine de fonte nodulaire du Shandong ont toutes été validées lors de l'examen documentaire, mais un contr?le aléatoire sur site a révélé qu'ils utilisaient une " substitution de mesure " sur la machine à coordonnées : ils mesuraient à plusieurs reprises des pièces conformes pour falsifier les données SPC. Il ne faut donc en aucun cas omettre l'étape L4.
Quelques faits méconnus sur la conservation et le scellage des échantillons
- Au moins trois échantillons de référence (Master Sample) doivent être conservés pour chaque lot de PPAP, pendant une durée correspondant à la période de validité du PPAP plus un an ; il s'agit d'une exigence implicite de la norme IATF 16949.
- L'étiquette du spécimen de référence doit comporter : la référence de la pièce, le numéro de lot PPAP, le numéro du four de traitement thermique, la date de coulée et les signatures des deux parties. Si l'un de ces éléments fait défaut, le spécimen de référence est considéré comme non valide.
- En cas de litige, le renvoi des échantillons scellés à un laboratoire tiers indépendant pour un nouveau test constitue la seule voie d'arbitrage ayant force de loi.
Stratégie à long terme visant à renforcer la conformité PPAP des fournisseurs chinois du secteur de la fonderie
Réponses directes: Pour faire évoluer le PPAP d'un " événement de livraison " vers une " capacité systémique ", l'acheteur doit agir sur cinq axes : la classification des fournisseurs, la formation et l'accompagnement au PPAP, la standardisation des modèles, l'intervention en amont dans l'APQP et l'élaboration conjointe du plan de contr?le. Après avoir mis en ?uvre cette méthode pendant 12 mois dans la base d'approvisionnement chinoise d'un acheteur européen de composants hydrauliques, le taux de conformité des soumissions PPAP en deuxième lecture est passé de 431 TP3T à 891 TP3T, et le délai moyen de validation des PPW (Part Submission Warrant) a été réduit de 42 à 16 jours.
Gestion par niveaux : allocation des ressources en fonction des compétences plut?t que du volume des commandes
Notre équipe a classé 23 fournisseurs chinois de pièces moulées en trois niveaux (A, B et C) en fonction de leur maturité PPAP : les fournisseurs de niveau A (certifiés IATF 16949 et présentant un taux de réussite PPAP ≥ 85 % en une seule tentative) bénéficient d'une procédure de soumission simplifiée de niveau 2 ; les fournisseurs de niveau B sont soumis obligatoirement au niveau 3 et bénéficient d'un accompagnement à distance par un ingénieur qualité (SQE) ; le niveau C n'accepte aucun nouveau projet tant que l'amélioration des capacités n'est pas achevée. Cette classification est directement liée à la répartition des parts de marché et constitue un facteur de motivation bien plus important que de simples retenues sur qualité.
Formation et accompagnement, modèles et phases préliminaires de l'APQP
- Kit de formation PPAP en chinois: Traduire les chapitres clés du manuel PPAP de l'AIAG en un support pédagogique en chinois illustré d'exemples concrets issus du domaine de la fonderie, en couvrant les points les plus susceptibles d'être mal interprétés par les fournisseurs, tels que le calcul du Cpk, le GRR de l'MSA et la notation de gravité dans l'AMDEC.
- Modèle standard des 18 éléments: Distribution d'un modèle Excel unique (avec vérification des formules intégrées) afin d'empêcher les fournisseurs d'utiliser des versions ou des normes différentes pour indiquer les mêmes dimensions — cette mesure permet à elle seule de réduire d'environ 301 TP3T les retours et les reprises.
- Intervention en amont de l'APQP: Il convient de finaliser le trio DFMEA, PFMEA et plan de contr?le (Control Plan) avant le lancement de la fabrication du moule, plut?t que d'attendre la sortie de la première pièce pour compléter les documents. Une fois le moule mis en production, les co?ts liés aux modifications peuvent atteindre 20 à 40 % du co?t du moule.
élaboration conjointe d'un plan de contr?le et audit continu
Le plan de contr?le ne doit pas être simplement rempli par le fournisseur et remis sans autre forme de procès. Il est recommandé que le responsable qualité (SQE) de l'acheteur et l'ingénieur de procédés du fournisseur définissent conjointement, avant le début des travaux, la fréquence de contr?le, le plan d'action et les modalités d'enregistrement pour chaque caractéristique spécifique (SC/CC), et qu'ils procèdent à une révision trimestrielle sur la base des données SPC.
Ce n'est qu'en considérant les dossiers PPAP fournis par les fournisseurs chinois de pièces moulées comme des " documents évolutifs " du système qualité de la cha?ne d'approvisionnement — avec une recertification annuelle, des modifications techniques entra?nant la resoumission du PPAP et la conservation des preuves des éléments clés pour chaque lot expédié — que ce mécanisme pourra véritablement garantir le respect des normes minimales de cohérence de la production en série.























